1. Introduction
Due to the demand of improving mechanical properties, new chemical compositions and production routes of Ductile Irons (DIs) have been explored to obtain different microstructures. Thus, new classes of advanced DIs have been produced, that are, for instance, the alloyed SiBoDur [
1] and High Silicon Strengthened (HSiS) DIs, i.e., with silicon content above 3.5–4.0 wt% [
2,
3,
4], and the Austempered DIs (ADIs) [
5,
6,
7,
8] and Isothermed DIs (IDIs) [
8] that are produced through heat treatments. The current international standards were originally produced for classifying conventional DIs, where silicon content is almost constant (1.8–2.8 wt%) and the pearlite to ferrite ratio, changing because of alloying elements like copper, is the key microstructure parameter that increases yield and tensile strengths, and reduces elongations to rupture. Thus, the current DIs classification is based on the minimal tensile mechanical properties, but unfortunately this classification cannot give the correct picture of the advanced DIs [
9]. A specific classification approach to properly weigh up these new generations of advanced DIs is needed, which should be capable of taking into account increasing alloying elements content and new production routes, mainly through heat treatments resulting in complex microstructures, like ausferrite in ADIs and perferrite in IDIs.
Microstructure in DIs and any castings may enclose metallurgical discontinuities and defects that cause high variability in mechanical properties. To minimize this variability metallurgical discontinuities and defects have to be easily evaluated, hopefully based on tensile data [
10]. Microstructure is a generic term that involves different structural features at different scales. However, only those structural features that produce effects because of the application of some external stimulus are meaningful to define the microstructure of materials. Under the experimental conditions to test metallic materials in tension, in ferritic-pearlitic DIs or perferritic IDIs, bcc ferrite deforms plastically through dislocation multiplication and storage, and motion of mobile dislocations. Therefore, as the correlation between microstructure and tensile plastic behavior is our concern, dislocation dynamics has to be considered. At room temperature, dislocations move on crystallographic planes along specific crystallographic directions of bcc ferrite, and interact with other structural features that they encounter on these planes, and are obstacles to their motion, i.e., other dislocations, grain boundaries, and second phases boundaries, like
α/cementite interfaces in pearlite. The set of the structural features involved in this scenario results in what is called as the matrix. The matrix and the loading conditions (loading mode, strain rate, and temperature) determine the plastic flow curves of metallic materials. However, metallurgical discontinuities and defects that in DIs are irregular morphology graphite, shrinkages, slag inclusions, and gas holes, may be present in the matrix and affect the tensile flow curves, the extent of which depends on their nature and density. The microstructure results in matrix with metallurgical discontinuities and defects. In the contest of cast products, quality mainly assumes the meaning of microstructure integrity, that is, the absence of metallurgical discontinuities and defects. The microstructure is of high quality or ideal, when the nature and density of defects in the matrix are below a threshold and do not affect the flow curve; in other words, the ideal microstructure is the matrix. Otherwise, when defects affect the flow curve to some extent with respect to the flow curve of the ideal microstructure, the microstructure is defected or of lower quality.
A framework to classify grade (conventional and heat treated) and quality level of DIs based on plastic properties has been proposed by Zanardi et al. [
9], where a Material Quality Index (MQI) was defined as
with
Rm the ultimate tensile strength, and
A5 the elongation to rupture in tensile test. Accordingly, new generation DIs have MQI larger than 360, while in conventional ferritic-pearlitic DIs MQI ranges between about 100 and 190 according to the pearlite content. Indeed, a first MQI was first proposed by Siefer and Ortis, and developed later by Crews in 1974 [
10], defining MQI =
Rm2·
A5. However, an effective microstructure quality assessment procedure should be capable of cataloguing univocally the grade of the matrix (the ideal microstructure), depending on chemical composition and production route, and within that, of classifying the integrity of the material, which these approaches based on MQIs cannot do. An innovative mathematical procedure [
11,
12] to assess the microstructure quality of DIs has been recently proposed and it is indeed capable of addressing these two issues: Cataloguing different grades of DIs and classifying their integrity. The procedure comes into two diagrams. The first diagram is for the assessment of DIs matrix, that is, the ideal microstructure. This first diagram is based on the correlation between matrix and plastic behavior, which can be described by using the dislocation-density-related constitutive Voce equation. In fact, the Voce equation parameters obtained from the best fits of the experimental tensile flow curves are used as coordinates of the matrix assessment diagram. Conventional DIs with different ferrite–pearlite ratios and advanced DIs with high silicon content or ausferrite and perferrite, are univocally identified by lining on distinct positions on it [
11,
12]. Thus, the diagram can classify the different microstructures of the modern DIs, overtaking the limitations of the current classification standards based on the minimal mechanical properties and MQIs. The second diagram is for the material integrity assessment, and is also based on Voce formalism. Metallurgical discontinuities and defects can cause premature rupture that occurs before the geometrical instability of tensile specimens, that is, localized deformation (necking), and so in the integrity assessment diagram the experimental elongations to rupture (
er) and uniform elongations (
eu) where necking occurs, are compared [
11,
12].
A similar approach has been published to assess the integrity of Al casting alloys for aerospace applications, based on the concept of the target properties [
13,
14] by using Voce equation and Strain Energy Density (SED) that is the energy per unit volume stored during tensile plastic deformation until rupture. In the reported tests on Al casting alloys, the strain hardening behavior was significantly affected by metallurgical discontinuities and defects, because of the pour integrity typical in Al castings, which made it difficult to define a specimen free of major defects, and in fact the target properties approach has been discarded for a statistical approach based on the ductility potential [
15,
16]. Indeed, the two diagrams procedure here proposed to assess the microstructure quality of DIs stands on the fundamental assumption that the strain hardening behavior of DIs is not affected by the nature and the density of the potential metallurgical discontinuities and defects, which are expected to only affect the elongations to fracture. However, this is not obvious, as already reported in Al castings [
13,
14,
15,
16], and if the assumption were not valid, the integrity assessment diagram for DIs should be abandoned. This paper is focused on evaluating whether, in DIs, the metallurgical discontinuities and defects only affected the elongations to rupture, and did not the strain hardening behavior. As a consequence of this validation, the mathematical procedure proposed for the material quality assessment of DIs [
11,
12] should be validated.
For this investigation, the heat treated IDIs 800 (Ultimate Tensile Strength—UTS—of 800 MPa) produced in Zanardi S.p.A. was used, intentionally selected in a wide range of elongations to rupture before and after necking, which was not typical for this material grade that is usually characterized by an improved uniformity of mechanical properties, thanks to the absence of any alloying and for a short time for the solid state transformation during quenching after partial austenitization. Isothermed Ductile Irons (IDIs) [
17] belong to a new generation of DIs that are very attractive for the good combination of outstanding mechanical properties and low production costs. IDI 800s were produced from conventional GJS 400 heats (with a C content of about 3.6wt% and Si 2.46–2.66, Mn 0.10–0.15, Cu 0.01–0.15, Ni < 0.06, Mo < 0.01, and Sn < 0.01, Fe balance) that were cast with different cooling rates in Zanardi Fonderie S.p.A. through four different mold geometries, namely, cylindrical Lynchburg mold with 25 mm diameter (here after L25) produced complying with the standard UNI EN 1563, and three different Y moulds with thickness 25, 50 and 75 mm (here after Y25, Y50 and Y75) complying with the standard ASTM A 536-84. Then, from room temperature the GJS 400 heats were heated up at 815 °C in the intercritical range Ac
1–Ac
3 for 150 min [
17] to be partially austenitized, leaving an opportune fraction of pro-eutectoid ferrite, and then, after quenching in salt bath above the Ms, the austenite transformed into pearlite. The resulting microstructure is called as perferrite (that is a neologism [
9]) and consists of alternated ferrite and pearlite, which is different from the bull-eye structure of conventional pearlitic-ferritic DIs, where ferrite is surrounded by pearlite. The microstructure of alternated ferrite and pearlite confers, to IDI 800, excellent elongations to rupture, and in fact the minimum elongation to rupture is 6% for IDI 800, while it is 2.5% for conventional pearlitic-ferritic grades with UTS of 800 MPa [
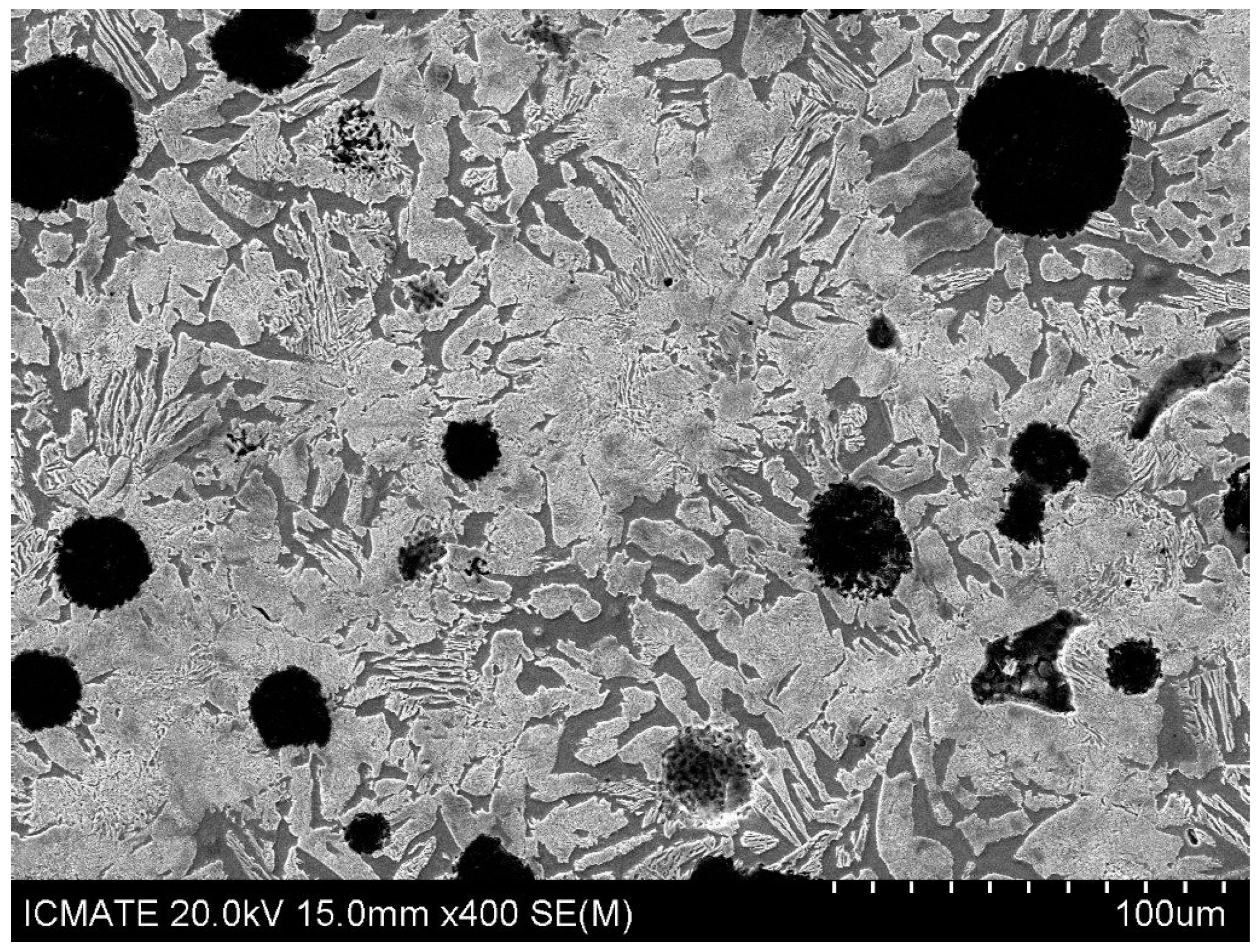
9]. An example of perferrite is reported in
Figure 1, where pearlite is bright (volume fraction typically higher than 60%), ferrite is gray and graphite is black (volume fraction typically 10%). Microstructure observations of IDI 800 were performed through a high resolution Scanning Electron Microscope (SEM) SU-70 by Hitachi (Hitachi High-Technologies Corporation, Tokyo, Japan) after conventional metallographic polishing procedure and final etching with Nital 2%.
The wide range of elongations of the 20 tensile-tested samples of the investigated IDI 800 was associated either to a wide range of density of possible metallurgical discontinuities and defects, and to the ideal matrix when uniform elongations were achieved. The strain hardening behaviors of the tensile curves of IDIs 800 were analyzed, and the fundamental assumption of the quality assessment procedure was quantitatively analyzed on strain hardening comparison and SED considerations.
4. Discussion
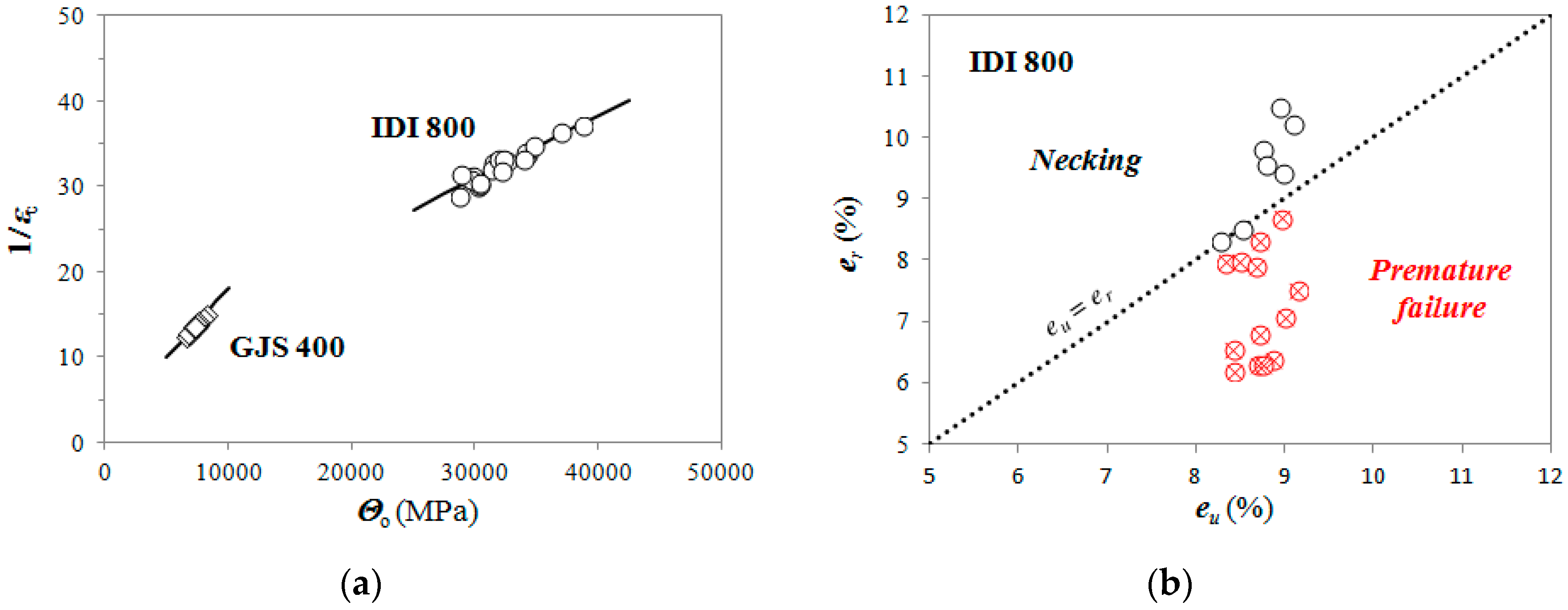
Through the matrix assessment diagram in
Figure 4a, different grades of DIs with different silicon content and different production routes involving heat treatments could be classified unambiguously. This is true for ferritic, ferritic-pearlitic DIs, ADIs 800 and 1000, and IDIs 800 and 1000 [
11,
12]. This capability is fundamental for a new classification approach needed for the appearance on the market of new advanced DIs, since the actual classifications of DIs are based on minimal tensile mechanical properties, and they are shaped on a single production route with similar silicon content, i.e., between 1.8–2.8 wt%, where pro-pearlite elements, like, for instance, copper, determine the pearlite to ferrite ratio and so yielding, tensile strength, and ductility. The integrity assessment diagram gives hint on the presence of metallurgical discontinuities and defects that reduce the material ductility. Indeed, the integrity assessment diagram is a graphical representation of the quality index
er/
eu that has some similarity with the approach presented by Caceres on Al castings [
24], who has defined a relative ductility parameter
q as
where
er has the usual meaning, and
er,mdf is the elongation to rupture of a major-defect-free specimen (subscript
mdf). For
er,mdf the strain hardening exponent
n in the constitutive Hollomon equation,
σ =
K∙
εn, was used, where
K is the strength coefficient (MPa). Equation (9) is the ratio of extrinsic to intrinsic elongations, where extrinsic elongation is measured in the defected matrix, while the intrinsic one is from the ideal matrix free of defects. There are two major differences between Caceres’ approach and the here-proposed one. Firstly, the Voce equation has been proved to be more reliable on fitting tensile flow curves and determining the uniform elongations [
8,
19,
20]. In Reference [
8], it has been reported that theoretical uniform strains
εu,p and the experimental
εu,exp matched very well in IDIs and ferritic-pearlitic DIs with errors between experimental and theoretical values between 1% and 4%, if Voce formalism was used, in opposition to other constitutive equations, like Hollomon and Hollomon-type equations, where deviations between 50 and 100% were found. Secondly, in the here-proposed approach, the
er,mdf is calculated by the Voce parameters found from the tensile flow curve itself, by replacing
eu (see Equations (4) and (5)) to
er,mdf. However, this replacing is only correct if the metallurgical discontinuities and defects only affect the experimental elongations to rupture
er, and do not influence the strain hardening behavior.
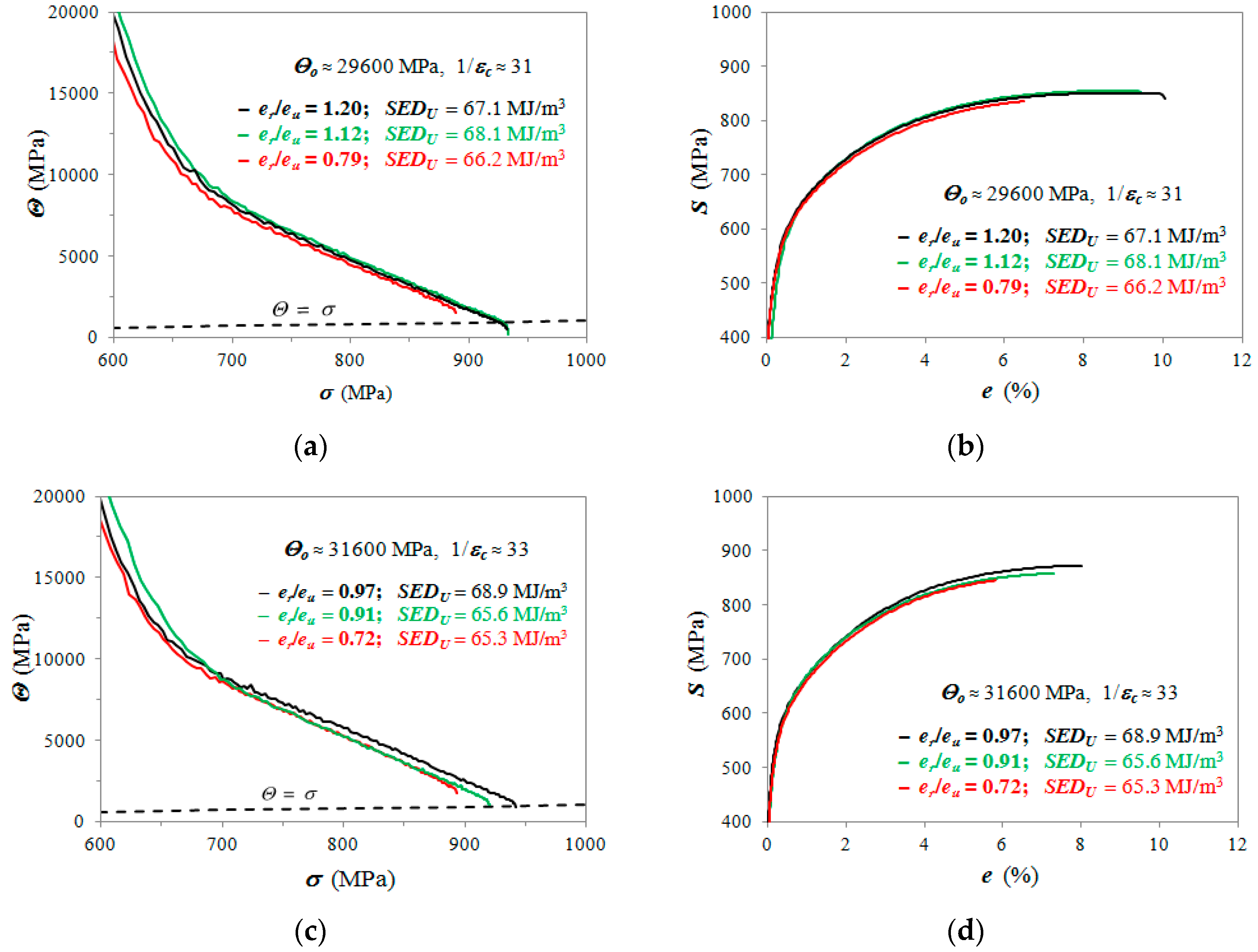
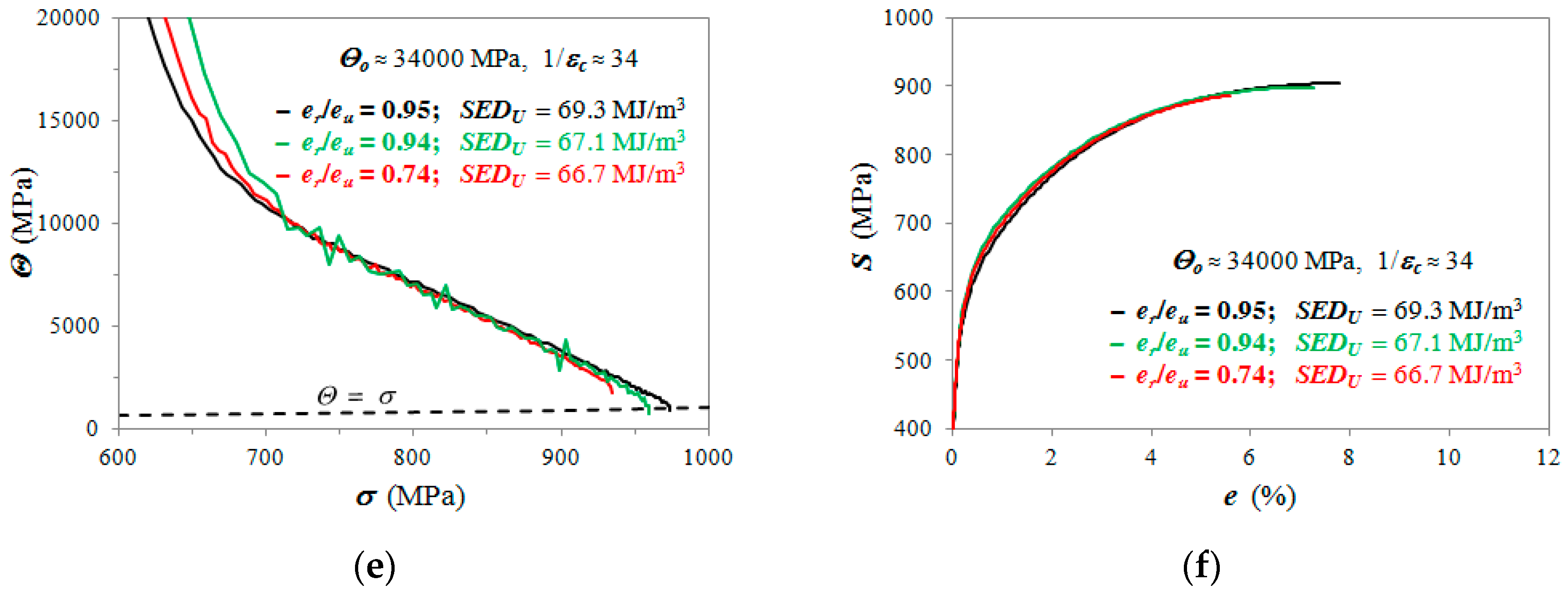
Indeed, both the matrix assessment and the integrity assessment diagrams are based on the assumption that the metallurgical discontinuities and defects affect only the experimental elongations to rupture
er, and the Voce parameters 1/
εc,
Θo and the uniform elongations
eu should not be affected. So 1/
εc and
Θo should become characteristic parameters of the DI matrix. In other words, the strain hardening behaviors of ideal and defected materials should be similar even if they have different elongations to rupture. This assumption was validated in the present work on IDI 800 (see
Figure 5a,c,e), where, even if tensile flow curves had different
er/
eu values, the strain hardening data were similar. In
Figure 5b,d,f the corresponding engineering tensile flow curves of the ideal (
er/
eu ≥ 1) and defected materials (
er/
eu < 1) could almost overlap from yielding until the failure (of the defected materials). Further support to the strain hardening consistency was that the SED
U values were comparable for the different flow curves reported in
Figure 5. Indeed, the range of the SED
U values along the whole range of the IDI 800 reported in
Table 1, resulted in being quite narrow, spanning from 65.3 to 70.4 MJ/m
3, and having a mean value of 67.7 MJ/m
3 with a mean absolute variance of 1.2 MJ/m
3. Thus, the SED
U could be considered almost constant for the analyzed IDI 800, indicating that metallurgical discontinuities and defects caused premature failures, but did not significantly affect strain hardening behaviors.
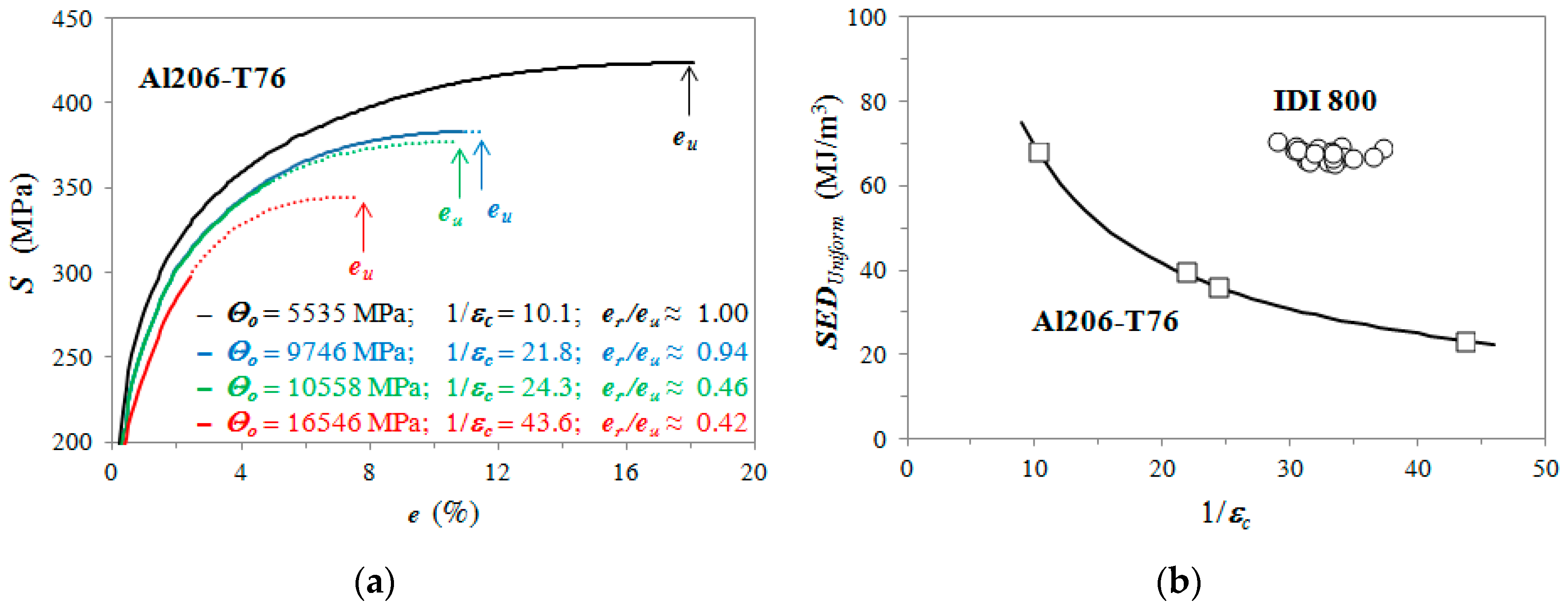
The fact that this assumption was fulfilled in IDI 800 is not obvious in metallic alloys produced through casting. For instance, in Al alloys castings for airspace applications this assumption has not been satisfied because of the nature and the high density of metallurgical defects [
25]. As reported in Reference [
26] for samples of Al206-T76 produced through the same casting route, the strain hardening behaviors of the flow curves (reported in Figure 8a of Reference [
26]), with “different levels of quality index (as indicated by their elongations)” have significantly different Voce parameters 1/
εc and
Θo. The engineering flow curves corresponding to the strain hardening data shown in Figure 8a of Reference [
26], are re-constructed and here reported in
Figure 6a, where the dash parts of the engineering flow curves are beyond the rupture (
er) until the achievement of the uniform elongations
eu. In
Figure 6a, the strain hardening behaviors of Al206-T76 casting samples [
26] are strongly affected by metallurgical discontinuities and defects, since the Voce parameters change dramatically, and the engineering flow curves do not overlap at all. For instance, in the blue flow curve with
Θo = 9,746 and 1/
εc = 21.8, it was found
er/
eu ≈ 0.94, which could indicate a quite sound material with a SED
U of 39.8 MJ/m
3. However, the black flow curve (
er/
eu ≈ 1.00) is significantly higher with significant larger SED
U of 68.1 MJ/m
3. Indeed, the plastic behavior in the highly defected Al206-T76 changed so dramatically that the SED
U values of the re-constructed curves varied significantly from 68.1 (
er/
eu ≈ 1.00) to 23.2 MJ/m
3 (
er/
eu ≈ 0.42), with a mean value of 41.8 MJ/m
3 and a mean absolute variance of 13.2 MJ/m
3. This data scatter was significantly wider than in IDI 800, where the mean absolute variance of SED
U values was 1.7 MJ/m
3. Thus, from the
er/
eu values reported in
Figure 6a, it was evident that these ratios could not be used as an indication of the microstructure quality of Al206-T76, because the strain hardening behavior was dramatically affected by metallurgical discontinuities and defects. Conversely, in the IDI 800 results reported in
Figure 5, even the widest changes of
er/
eu did not produce any significant changes of SED
U. In
Figure 6b, the SED
U values vs. 1/
εc of IDI 800 and the Al206-T76 are reported for comparison.
From
Figure 6b, other considerations arose. It was evident that the range of Voce parameters 1/
εc in IDI 800 was very narrow if compared to Al206-T76. Even more significant, there was no large scatter in the SED
U values of IDI 800 that appeared constant if compared to Al206-T76, resulting in no evident relationship between SED
U and 1/
εc. Indeed, SED
U and 1/
εc are mathematically related through Equations (4) and (6), so this result meant that the differences of plastic behaviors were caused by random microstructure features that affected the tensile flow curves (
σV and
σo), or even by contributions that could be associated to measurement errors that were random by nature. This suggested that the nature and density of defects in the IDI 800 matrix was below a significant threshold and did not affect the flow curve shapes, but only affected the elongations to rupture that could be caused by single defects in the matrix according to the fracture mechanics approach. Conversely, in the specimens Al206-T76 the SED
U and 1/
εc were strongly related, since the nature and density of defects in the samples were so high that the defects contributed significantly to the plastic behaviors of the different samples, affecting
σV and
σo. In the latter case, a direct comparison between
er/
eu should not make any sense. From
Figure 6b the SED
U seemed to be a promising tool to discriminate between sound and defected castings, and potential applications could be carried out, for instance, on comparing DIs produced in thin walls and heavy sections (same chemical compositions with different production routes), or DIs produced with increasing alloying elements contents causing segregations and/or carbides precipitations (same production routes with different chemical compositions).
These results proved that, with IDI 800, the material quality assessment procedure [
11,
12] based on the matrix assessment and the integrity assessment diagrams are valuable. These results suggested that the procedure should be possible for any DI, where the difference of density between melt metal and floating scrap is so high that the concentration of metallurgical discontinuities and defects could be usually kept low with a proper foundry practice. However, even if the nominal compositions and pouring conditions of DIs are the same, from different foundries the density of defects may be significantly different, and so the fundamental assumption of the material quality assessment proposed here has to validated every time for every material. Thus, the capability of a foundry to adopt the procedure on a material could be itself an indication of the quality of the foundry practice.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}