Investigation on Springback Behavior of Cu/Ni Clad Foils during Flexible Die Micro V-Bending Process




Abstract
:1. Introduction
2. Materials and Methods
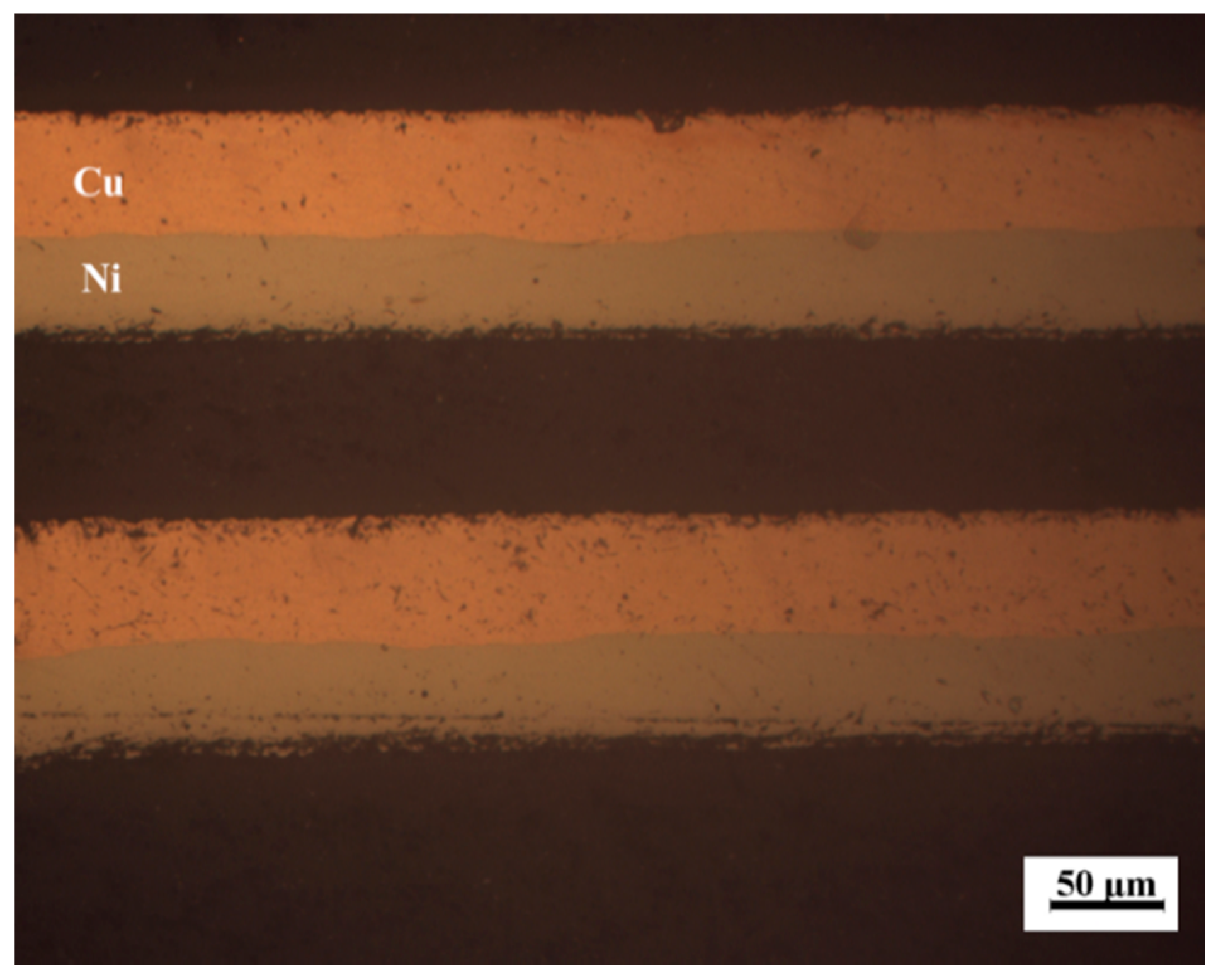
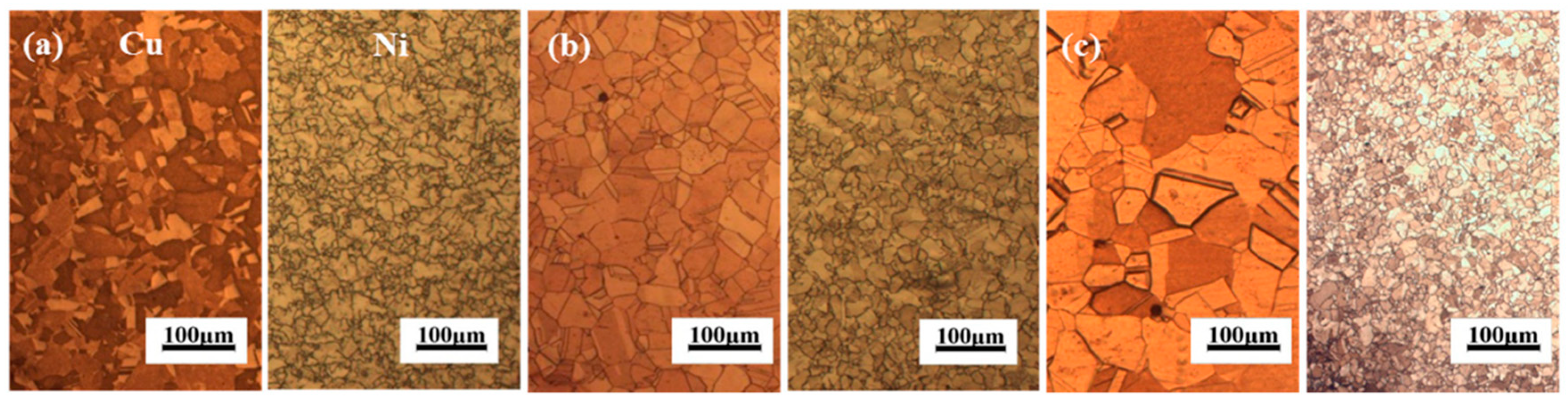
2.1. Experimental Materials
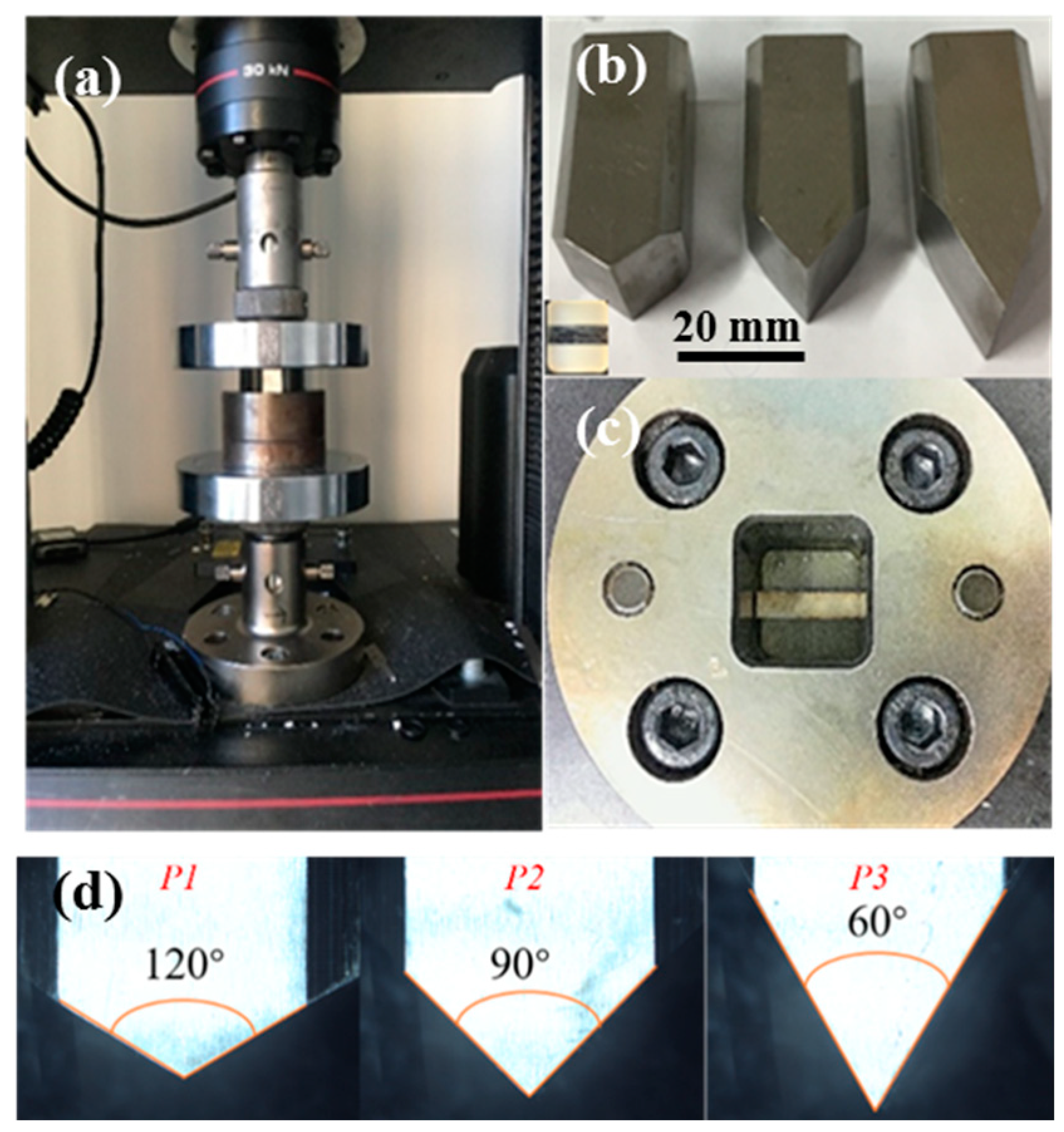
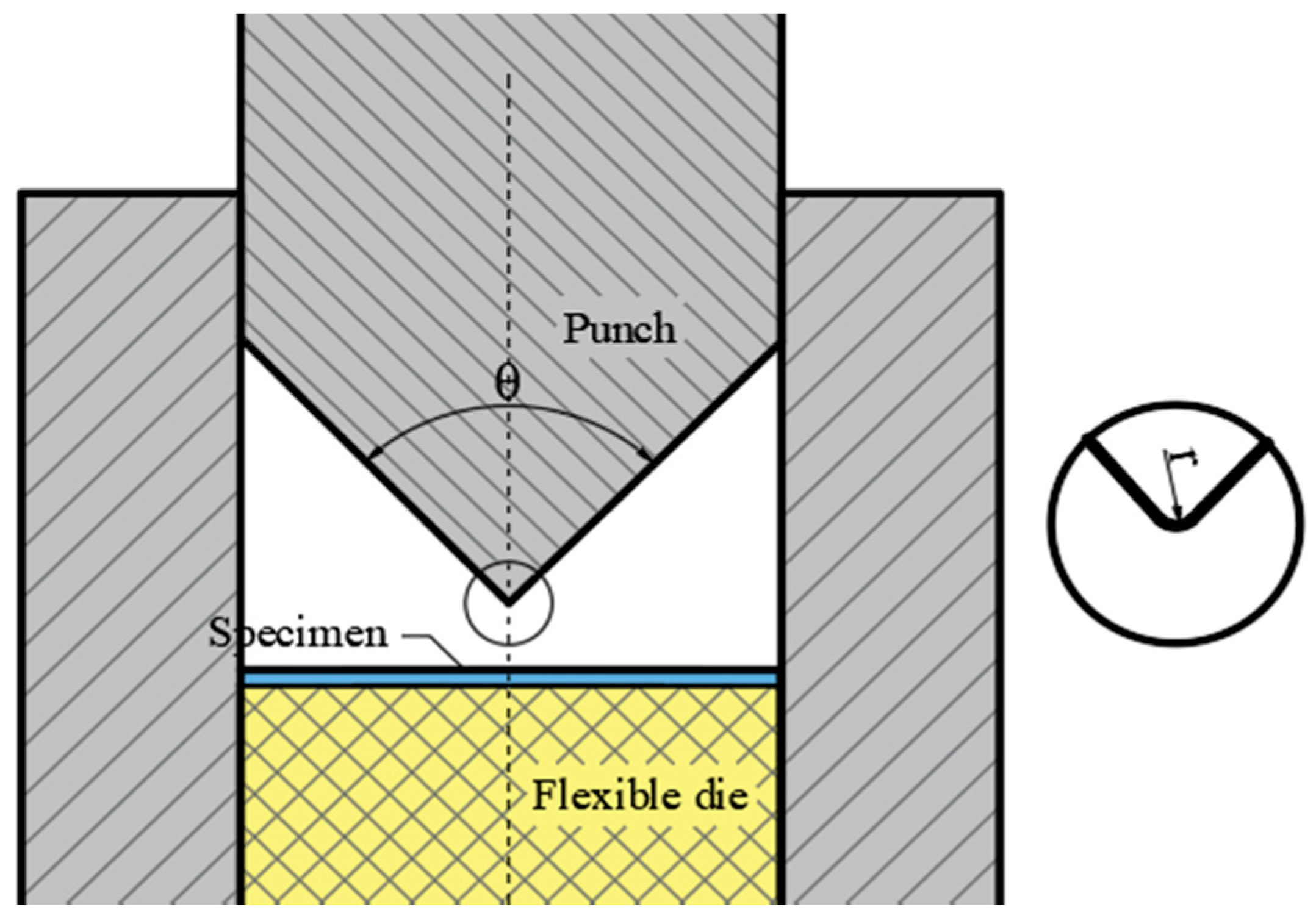
2.2. Experimental Setup
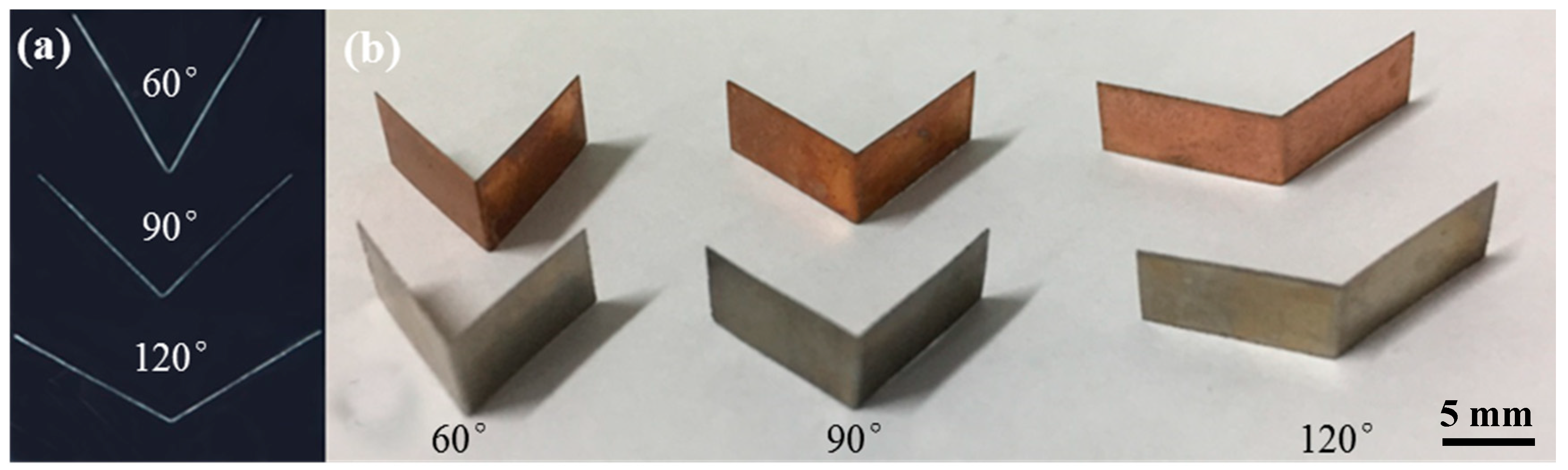
2.3. Experimental Procedure
3. Results and Discussion
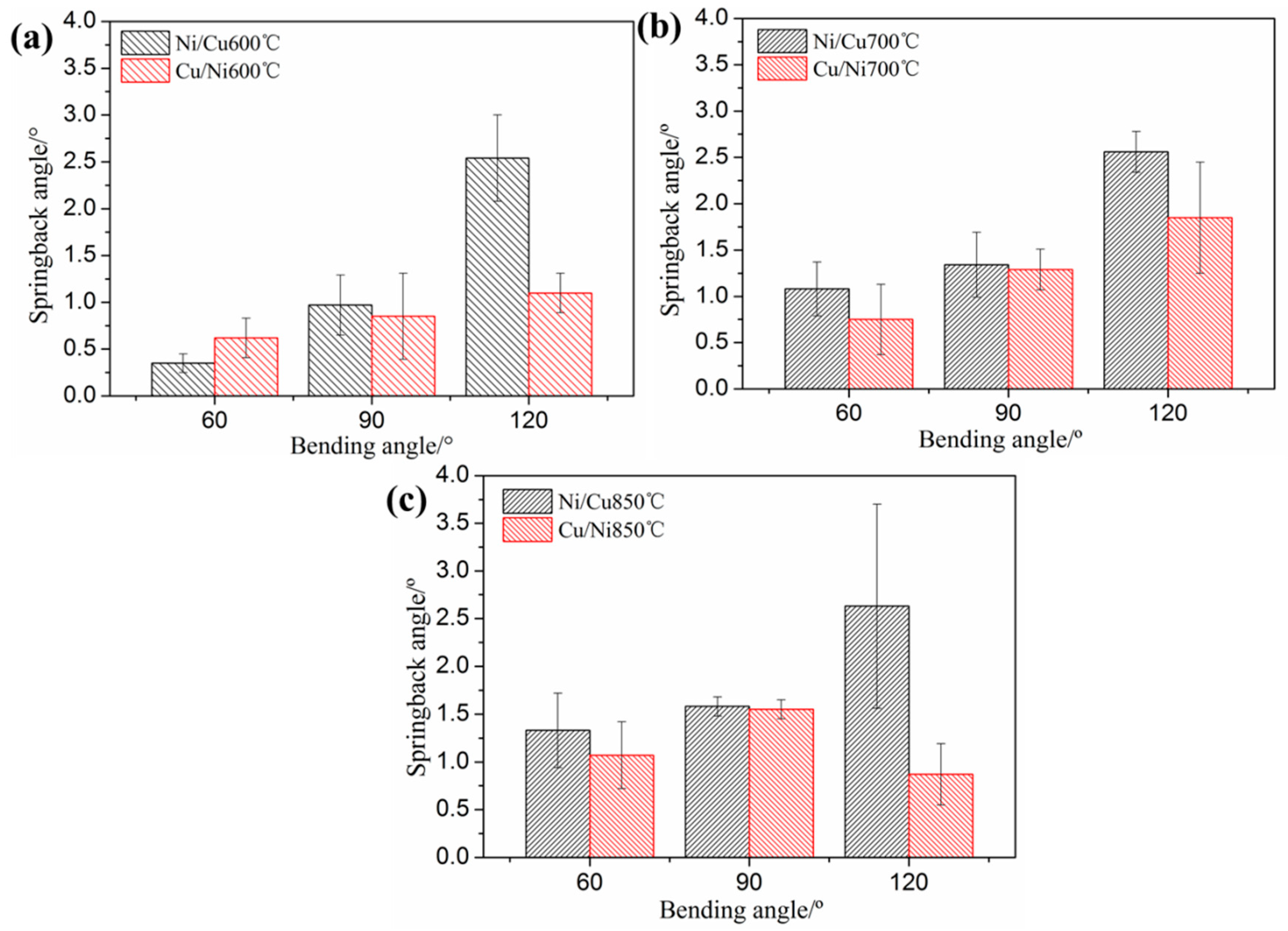
3.1. Springback Angle
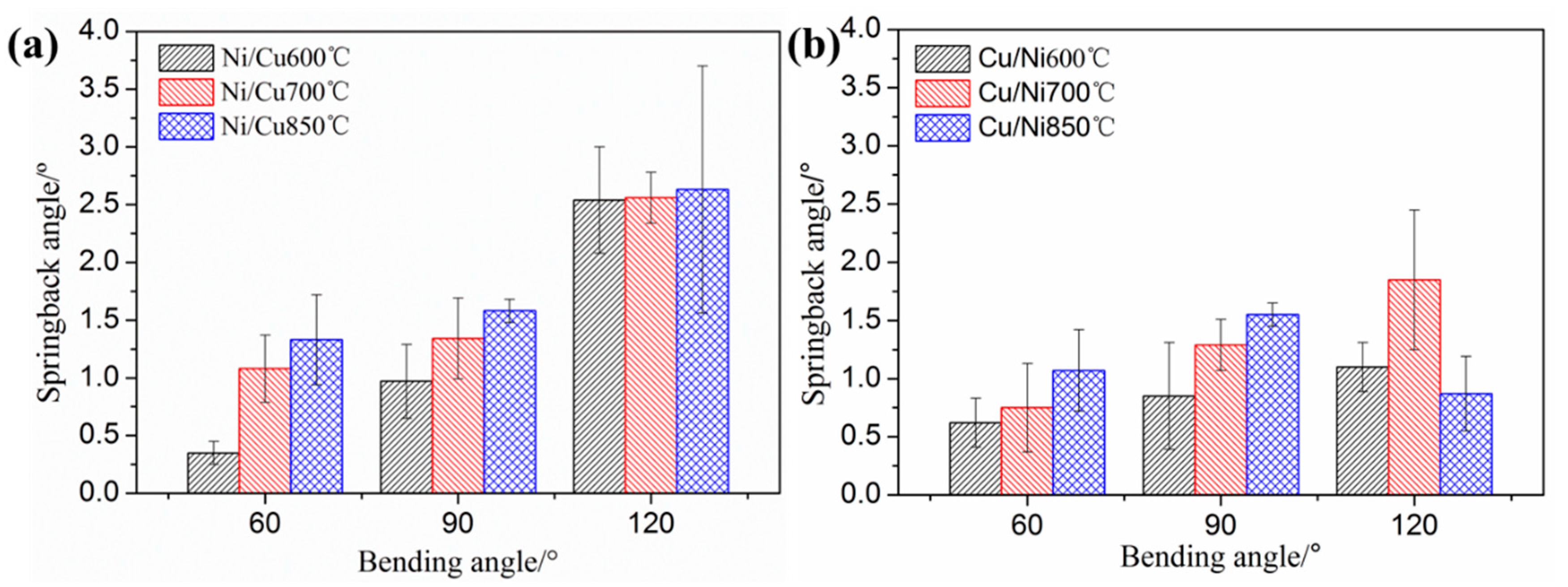
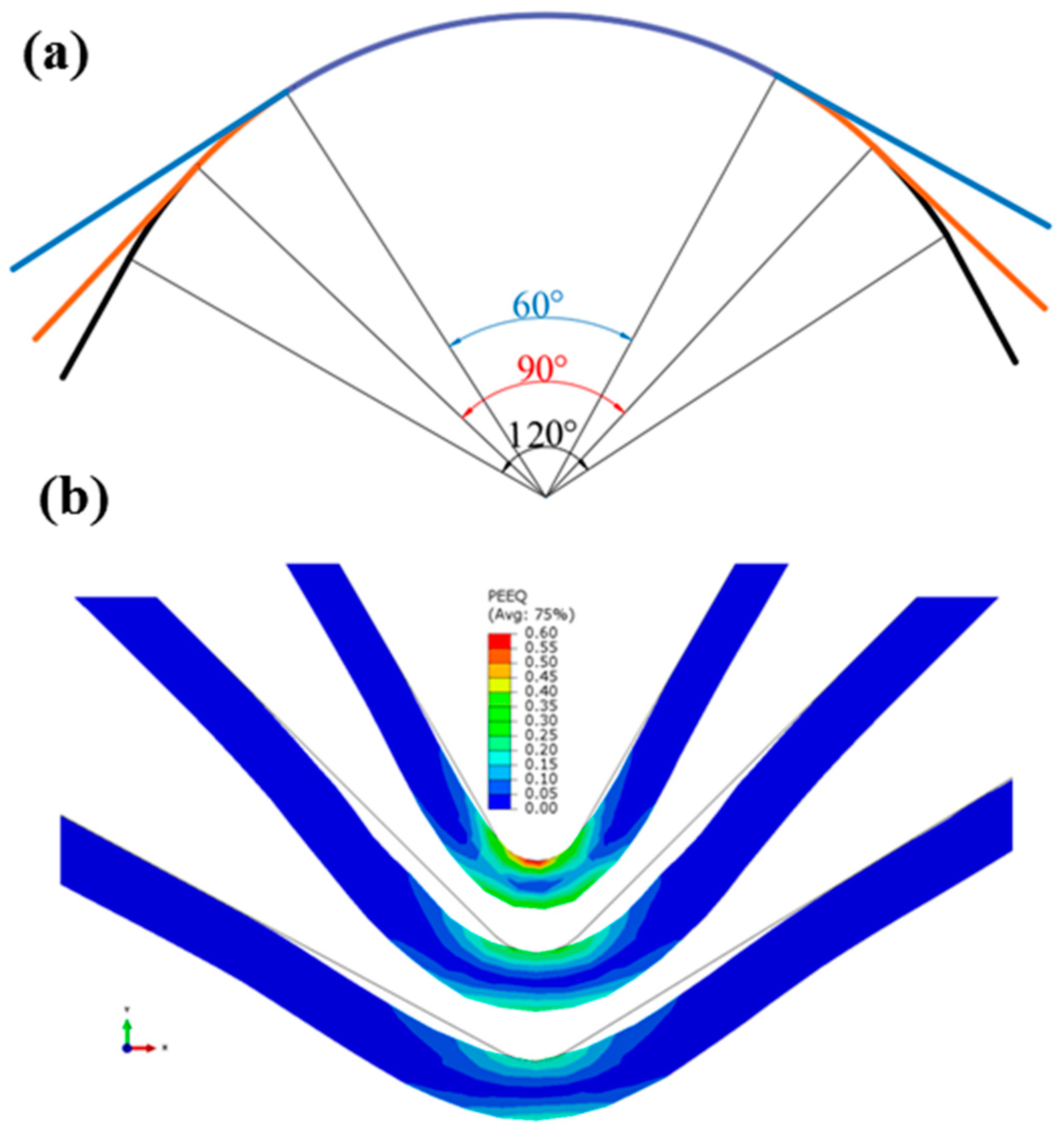
3.1.1. Effect of Bending Angle
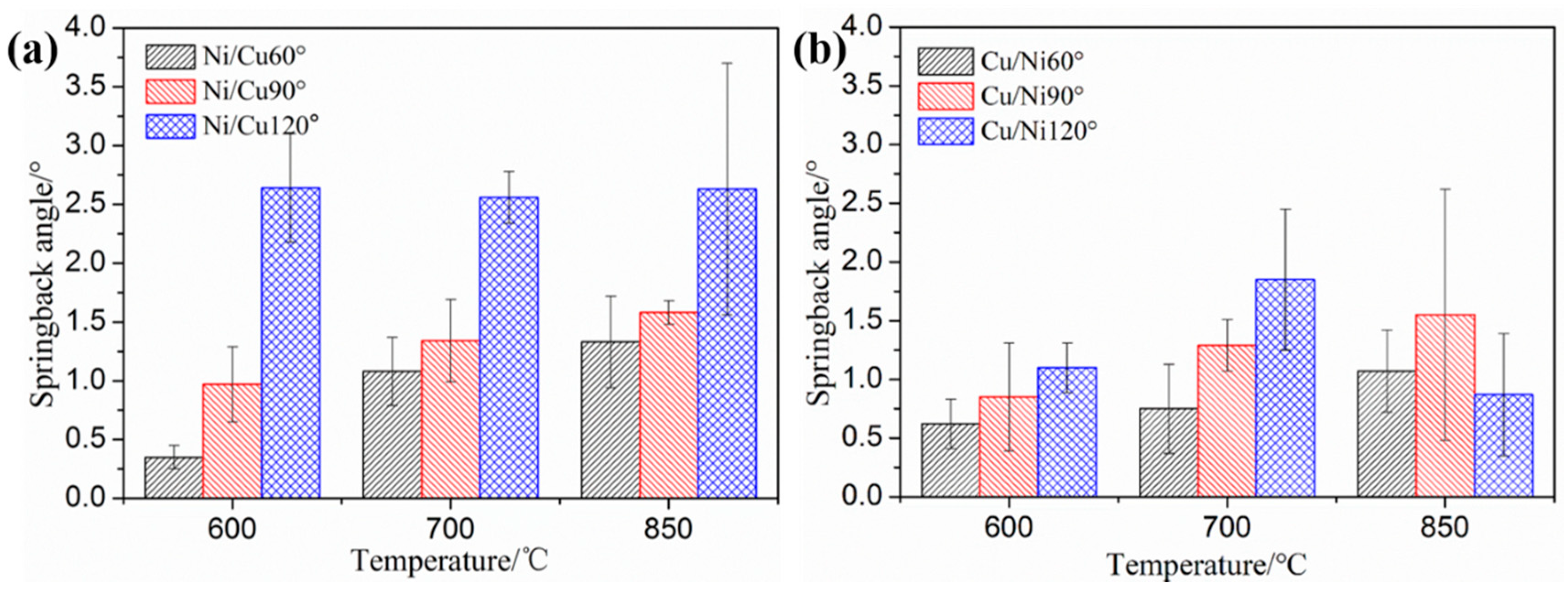
3.1.2. Effect of Annealing Temperature
3.1.3. Effect of Placement Mode
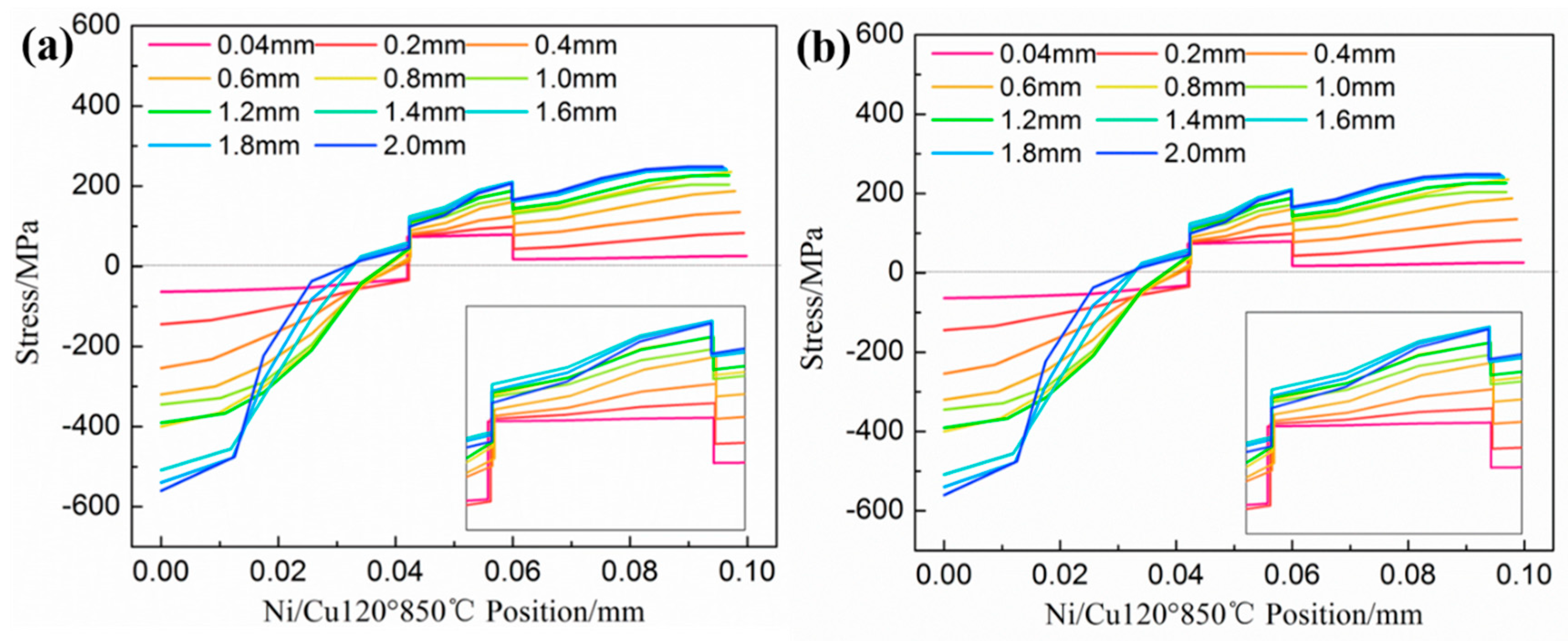
3.2. Analysis of Thickness Variation at Fillet
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Diehl, A.; Engel, U.; Merklein, M.; Geiger, M. Size effects in bending processes applied to metal foils. Prod. Eng. 2010, 4, 47–56. [Google Scholar] [CrossRef]
- He, P.; Yue, X.; Zhang, J.H. Hot pressing diffusion bonding of a titanium alloy to a stainless steel with an aluminum alloy interlayer. Mater. Sci. Eng. A 2008, 486, 171–176. [Google Scholar] [CrossRef]
- Manesh, D.H.; Shahabi, H.S. Effective parameters on bonding strength of roll bonded Al/St/Al multilayer. J. Alloy. Compd. 2009, 476, 292–299. [Google Scholar] [CrossRef]
- Li, H.Z.; Dong, X.H.; Wang, Q.; Shen, Y.; Diehl, A.; Hagenah, H.; Engel, U.; Merklein, M. Determination of material intrinsic length and strain gradient hardening in microbending process. Int. J. Solid. Struct. 2011, 48, 163–174. [Google Scholar] [Green Version]
- Chan, W.L.; Fu, M.W.; Yang, B. Experimental studies of the size effect affected microscale plastic deformation in micro upsetting process. Mater. Sci. Eng. A 2012, 534, 374–383. [Google Scholar] [CrossRef]
- Leu, D.K. Distinguishing micro-scale from macro-scale tensile flow stress of sheet metals in microforming. Mater. Des. 2015, 87, 773–779. [Google Scholar] [CrossRef]
- Zhao, B.; Wang, G.; Li, P. Study on constitutive relation of magnesium alloy foil based on size effect. J. Netshape Form. Eng. 2014, 6, 58–62. [Google Scholar]
- Farbaniec, L.; Couque, H.; Dirras, G. Size effects in micro-tensile testing of high purity polycrystalline nickel. Int. J. Eng. Sci. 2017, 119, 192–204. [Google Scholar] [CrossRef]
- Li, Y.; Wang, G.F.; Liu, S.Y.; Yang, J.L.; Yang, C.; Zhang, K.F. Drawability and size effects for micro-arrayed deep drawing of Ni-Co/GO nanocomposite foils. J. Mater. Process. Technol. 2017, 249, 221–225. [Google Scholar] [CrossRef]
- Zhang, Y.J.; Cheng, X.W.; Cai, H.N. Fabrication, characterization and tensile property of a novel Ti2Ni/TiNi micro-laminated composite. Mater. Des. 2016, 92, 486–493. [Google Scholar] [CrossRef]
- Idiart, M.I.; Deshpande, V.S.; Fleck, N.A.; Willis, J.R. Size effects in the bending of thin foils. Int. J. Eng. Sci. 2009, 47, 1251–1264. [Google Scholar] [CrossRef]
- Li, H.Z.; Dong, X.H.; Shen, Y.; Zhou, R.; Diehl, A.; Hagenah, H.; Merklein, M.; Cao, J. Analysis of microbending of CuZn37 brass foils based on strain gradient hardening models. J. Mater. Process. Technol. 2012, 212, 653–661. [Google Scholar] [CrossRef]
- Shan, D.B.; Wang, C.J.; Guo, B.; Wang, X.W. Effect of thickness and grain size on material behavior in micro-bending. Trans. Nonferr. Metal. Soc. 2009, 19, 507–510. [Google Scholar] [CrossRef]
- Wang, C.J.; Wang, X.W.; Guo, B.; Shan, D.B. Springback of C2680 brass foil in micro-bending test. Mater. Sci. Technol. 2009, 17, 5–7. [Google Scholar]
- Liu, J.G.; Fu, M.W.; Lu, J.; Chan, W.L. Influence of size effect on the springback of sheet metal foils in micro-bending. Comput. Mater. Sci. 2011, 50, 2604–2614. [Google Scholar] [CrossRef]
- Jiang, C.P. Initial grain size effect on mechanical properties and springback behavior of thin sheet metals with varying rolling reduction ratios. Int. J. Precis. Eng. Manuf. 2014, 15, 291–297. [Google Scholar] [CrossRef]
- Xu, Z.T.; Peng, L.F.; Bao, E.Z. Size effect affected springback in micro/meso scale bending process: Experiments and numerical modeling. J. Mater. Process. Technol. 2018, 252, 407–420. [Google Scholar] [CrossRef]
- Li, H.Z.; Dong, X.H.; Shen, Y.; Diehl, A.; Hagenahb, H.; Engel, U.; Merklein, M. Size effect on springback behavior due to plastic strain gradient hardening in microbending process of pure aluminum foils. Mater. Sci. Eng. A 2010, 527, 4497–4504. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, K.; Dong, P.; Wu, J.P.; Xu, Z.Y. Research on springback of micro-bending forming for ultra-thin sheet. Hot Work. Technol. 2016, 45, 107–109. [Google Scholar]
- Chen, L.; Chen, H.Q.; Guo, W.G.; Chen, G.J.; Wang, Q.Y. Experimental and simulation studies of springback in rubber forming using aluminium sheet straight flanging process. Mater. Des. 2014, 54, 354–360. [Google Scholar] [CrossRef]
- Bao, E.Z.; Peng, L.F.; Yi, P.Y. Size effect on springback of micro/meso scaled sheet in bending. J. Plast. Eng. 2016, 23, 58–63. [Google Scholar]
- Wang, X.; Qian, Q.; Shen, Z.B.; Li, J.W.; Zhang, H.F.; Liu, H.X. Numerical simulation of flexible micro-bending processes with consideration of grain structure. Comput. Mater. Sci. 2015, 110, 134–143. [Google Scholar] [CrossRef]
- Kim, H.; Nargundkar, N.; Altan, T. Prediction of bend allowance and springback in air bending. J. Manuf. Sci. Eng. 2007, 129, 342–351. [Google Scholar] [CrossRef]
- Shayan, M.; Mohammadpo, M.; Massoud, M.; Ding, H. Springback analysis of two-layer strips in clad cold bimetal bending. Trans. Indian Inst. Metals 2014, 67, 851–859. [Google Scholar] [CrossRef]
- Yilamu, K.; Hino, R.; Hamasaki, H.; Yoshida, F. Air bending and springback of stainless steel clad aluminum sheet. J. Mater. Process. Technol. 2010, 210, 272–278. [Google Scholar] [CrossRef]
- Parsa, M.H.; Mohammadi, S.V.; Mohseni, E. Thickness change and springback of cold roll bonded Al/Cu clad sheets in air bending process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 675–689. [Google Scholar] [CrossRef]
- Gau, J.T.; Principe, C.; Yu, M. Springback behavior of brass in micro sheet forming. J. Mater. Process. Technol. 2007, 191, 7–10. [Google Scholar] [CrossRef]
- Zhang, D.J.; Cui, Z.S.; Chen, Z.Y.; Ruan, X.Y. An analytical model for predicting sheet springback after V-bending. J. Zhejiang Univ. Sci. A 2007, 8, 237–244. [Google Scholar] [CrossRef]
- Dirikolu, M.H.; Akdemir, E. Computer aided modelling of flexible forming process. J. Mater. Process. Technol. 2004, 148, 376–381. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Annealing Temperature (°C) | 600 | 700 | 850 |
|---|---|---|---|
| Grain size of Cu layer (μm) | 39.73 | 56.41 | 62.74 |
| Grain size of Ni layer (μm) | 15.52 | 17.89 | 22.91 |
| Thickness of Cu layer (μm) | 49.67 | 46.28 | 44.04 |
| Thickness of the interface layer (μm) | 7.90 | 12.94 | 16.37 |
| Thickness of Ni layer (μm) | 42.43 | 40.78 | 39.59 |
| Bending Angle (°) | 60 | 90 | 120 |
|---|---|---|---|
| Experiment-thickness (μm) | 96.32 | 88.72 | 83.22 |
| Simulation-thickness (μm) | 95.87 | 92.86 | 92.81 |
| Annealing Temperature (°C) | 600 | 700 | 850 |
|---|---|---|---|
| Experiment-thickness (μm) | 104.49 | 109.20 | 112.85 |
| Simulation-thickness (μm) | 97.06 | 97.20 | 97.23 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Wang, S.; Wang, S.; Chen, G.; Zhang, P. Investigation on Springback Behavior of Cu/Ni Clad Foils during Flexible Die Micro V-Bending Process. Metals 2019, 9, 892. https://doi.org/10.3390/met9080892
Wang C, Wang S, Wang S, Chen G, Zhang P. Investigation on Springback Behavior of Cu/Ni Clad Foils during Flexible Die Micro V-Bending Process. Metals. 2019; 9(8):892. https://doi.org/10.3390/met9080892
Chicago/Turabian StyleWang, Chuanjie, Shan Wang, Shuting Wang, Gang Chen, and Peng Zhang. 2019. "Investigation on Springback Behavior of Cu/Ni Clad Foils during Flexible Die Micro V-Bending Process" Metals 9, no. 8: 892. https://doi.org/10.3390/met9080892
APA StyleWang, C., Wang, S., Wang, S., Chen, G., & Zhang, P. (2019). Investigation on Springback Behavior of Cu/Ni Clad Foils during Flexible Die Micro V-Bending Process. Metals, 9(8), 892. https://doi.org/10.3390/met9080892