
The Early Age Hydration Products and Mechanical Properties of Cement Paste Containing GBFS under Steam Curing Condition

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
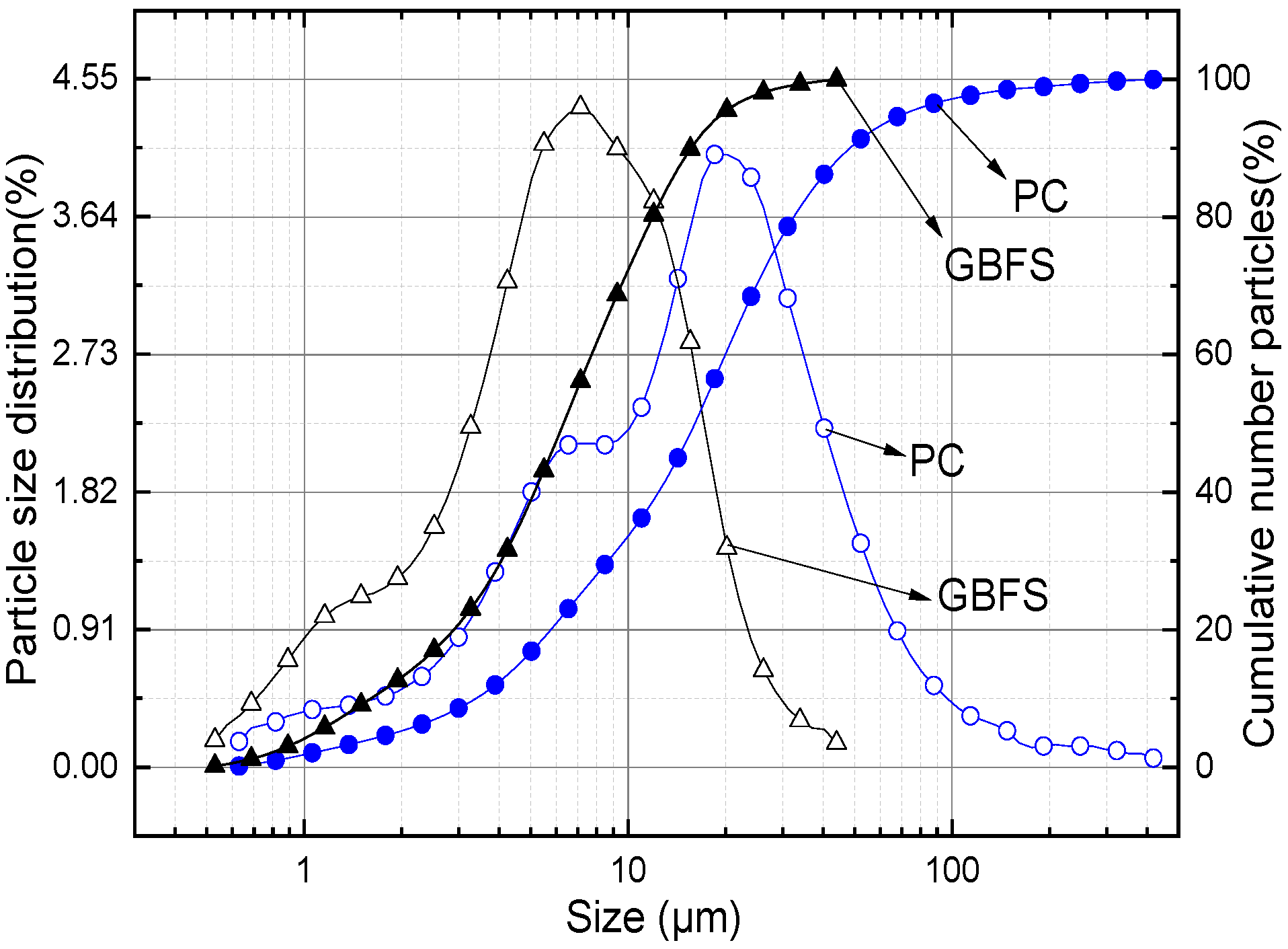
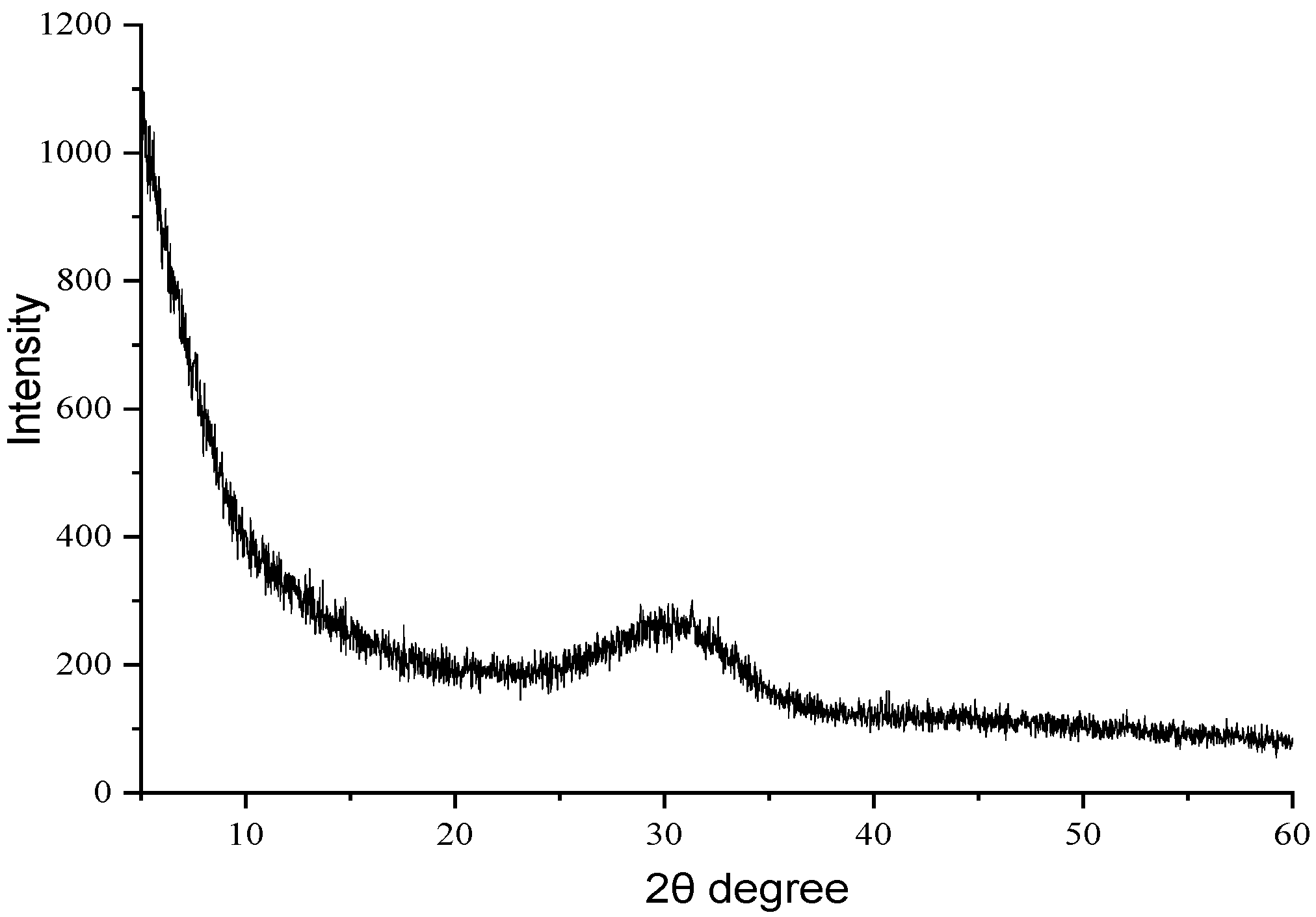
2.1. Raw Materials
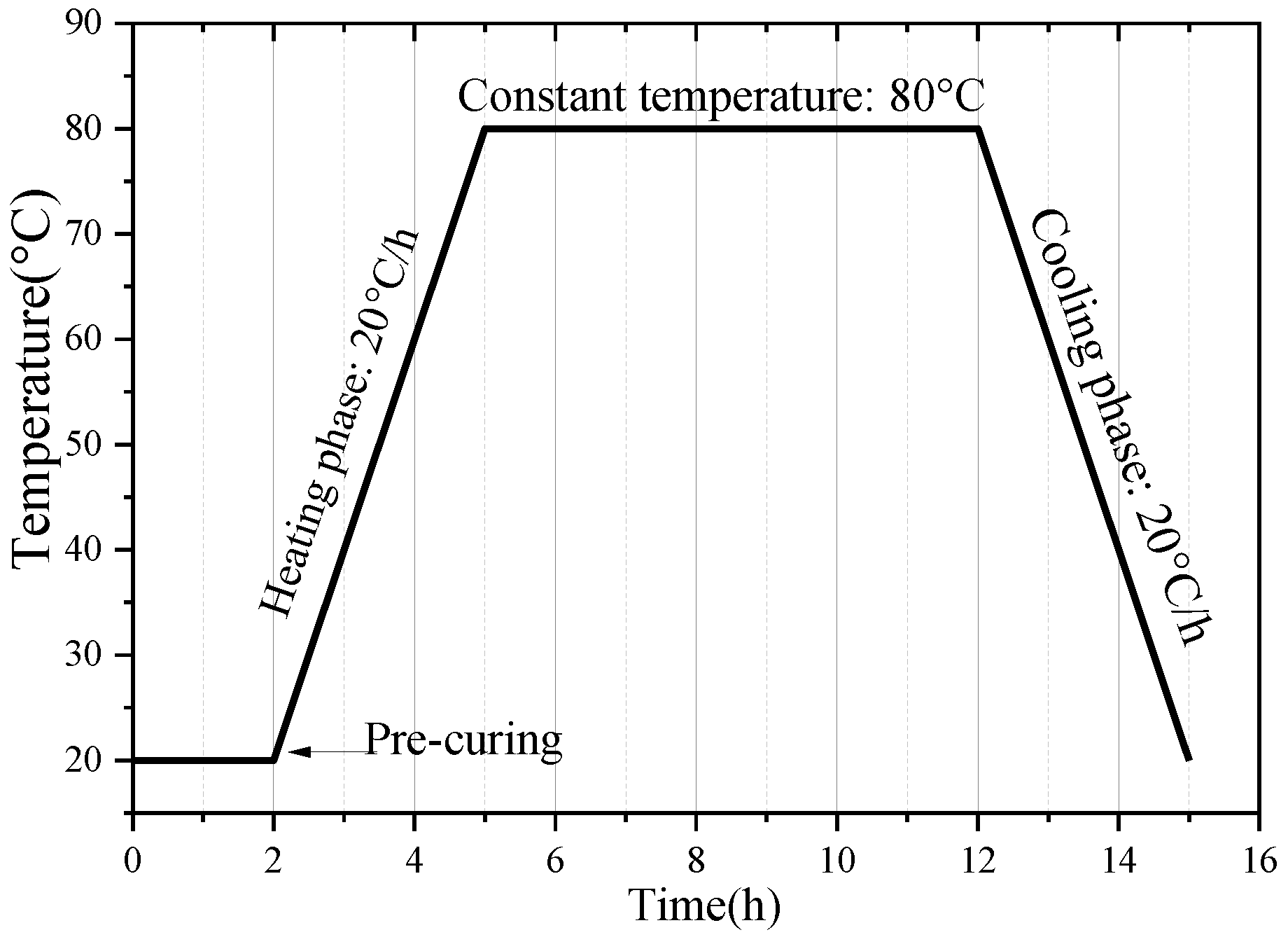
2.2. Sample Preparation and Test Methods
3. Results
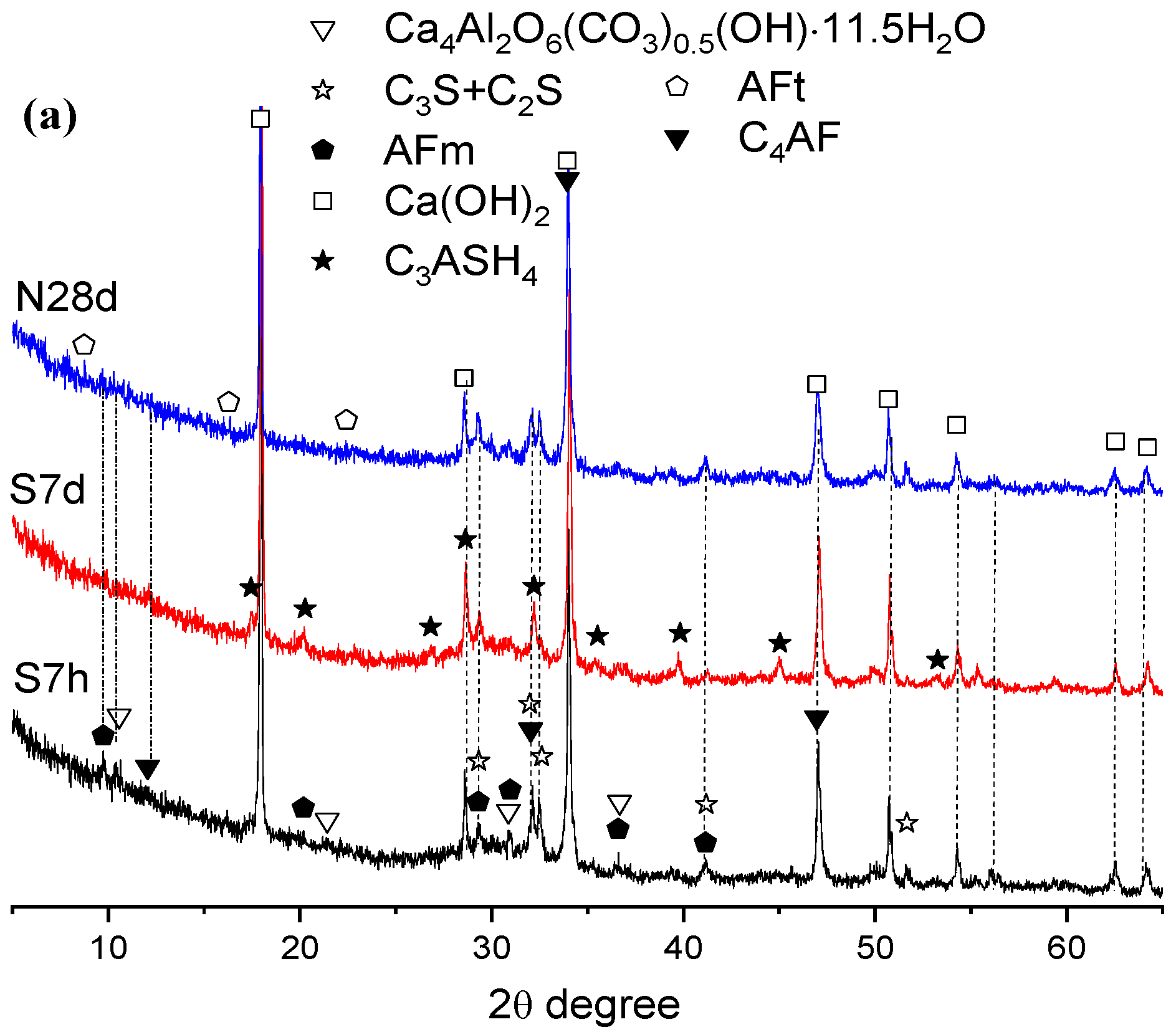
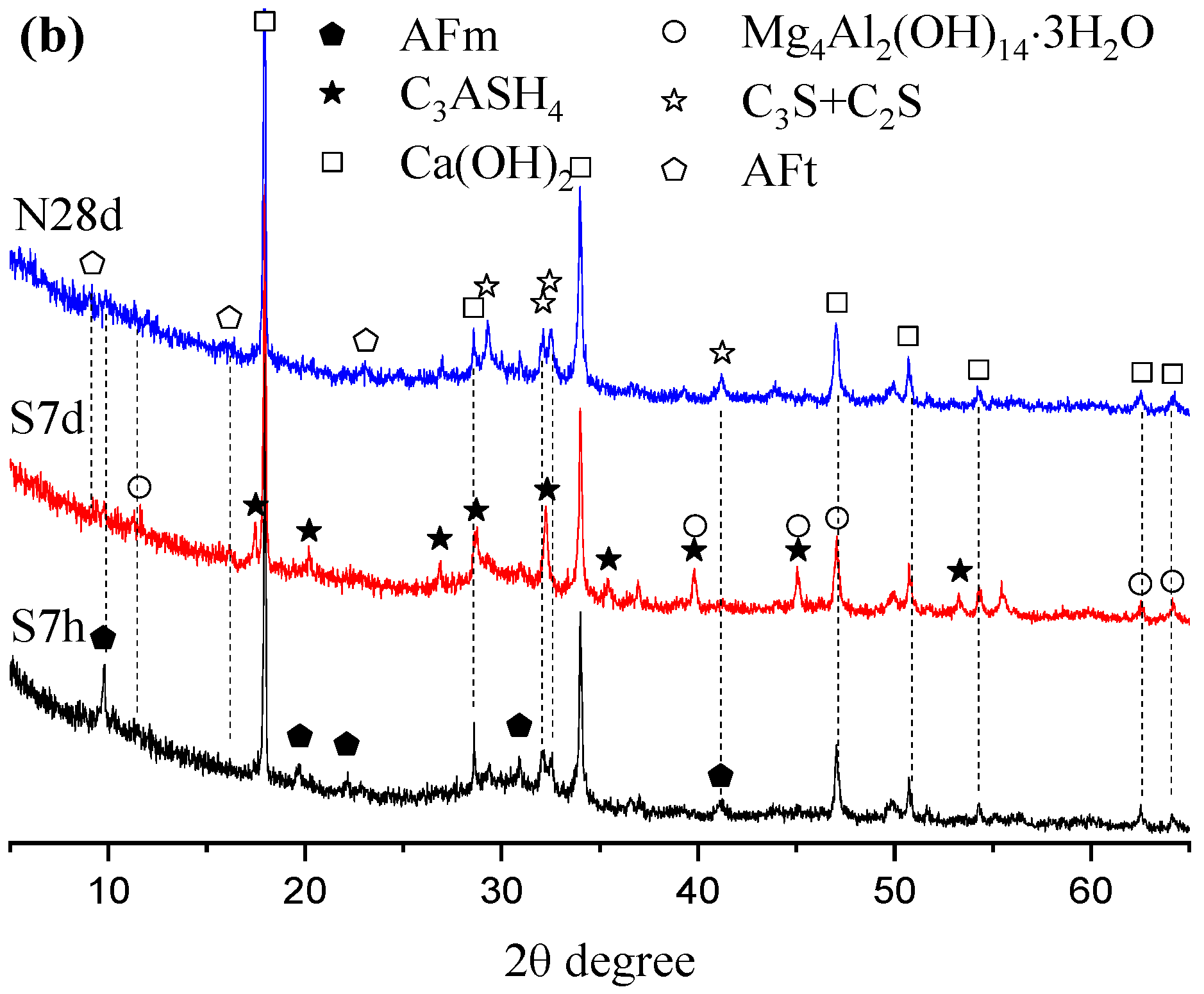
3.1. XRD Analysis of Hydration Products
3.2. Morphology and Composition of Hydration Products Determined by SEM-EDS
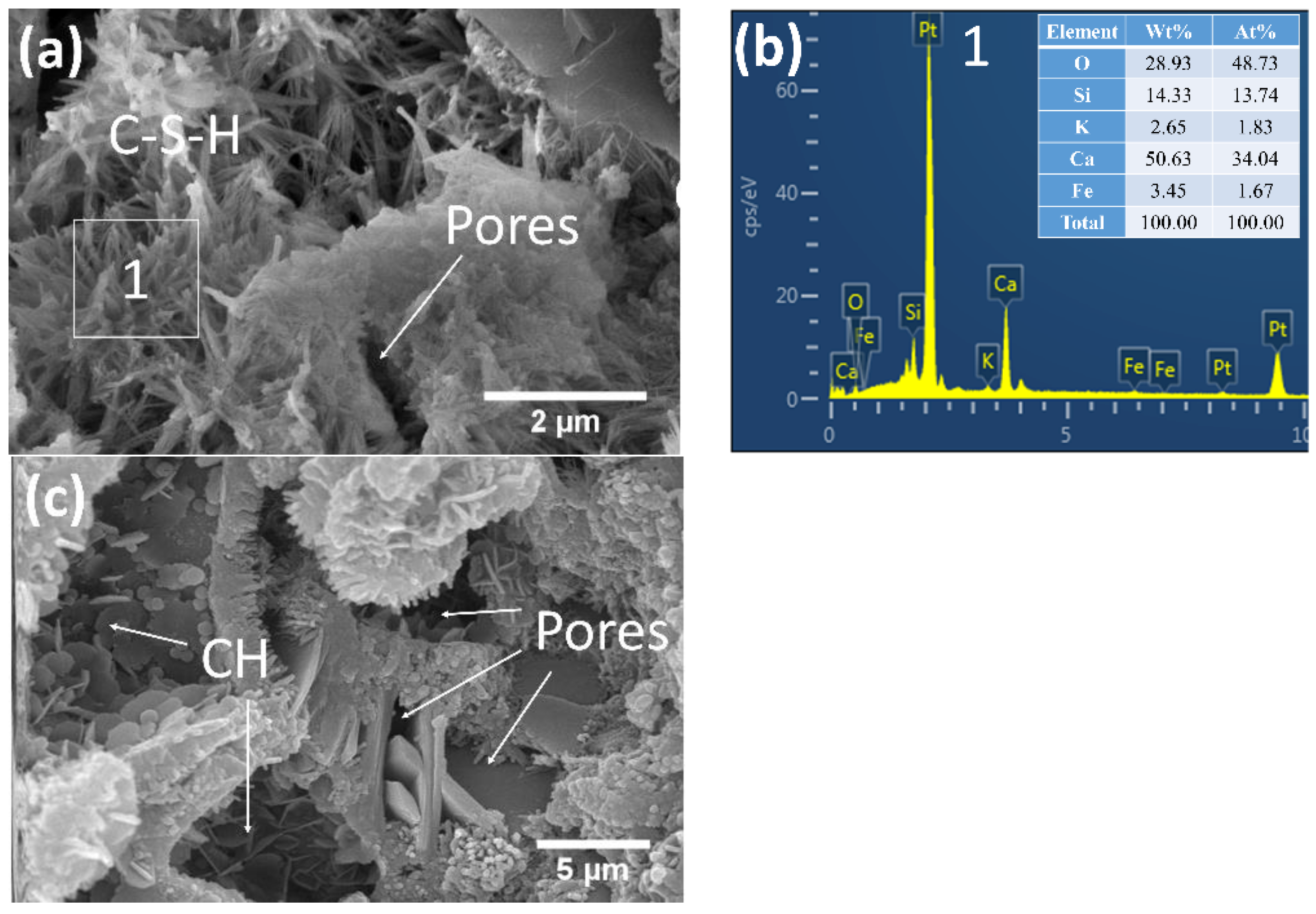
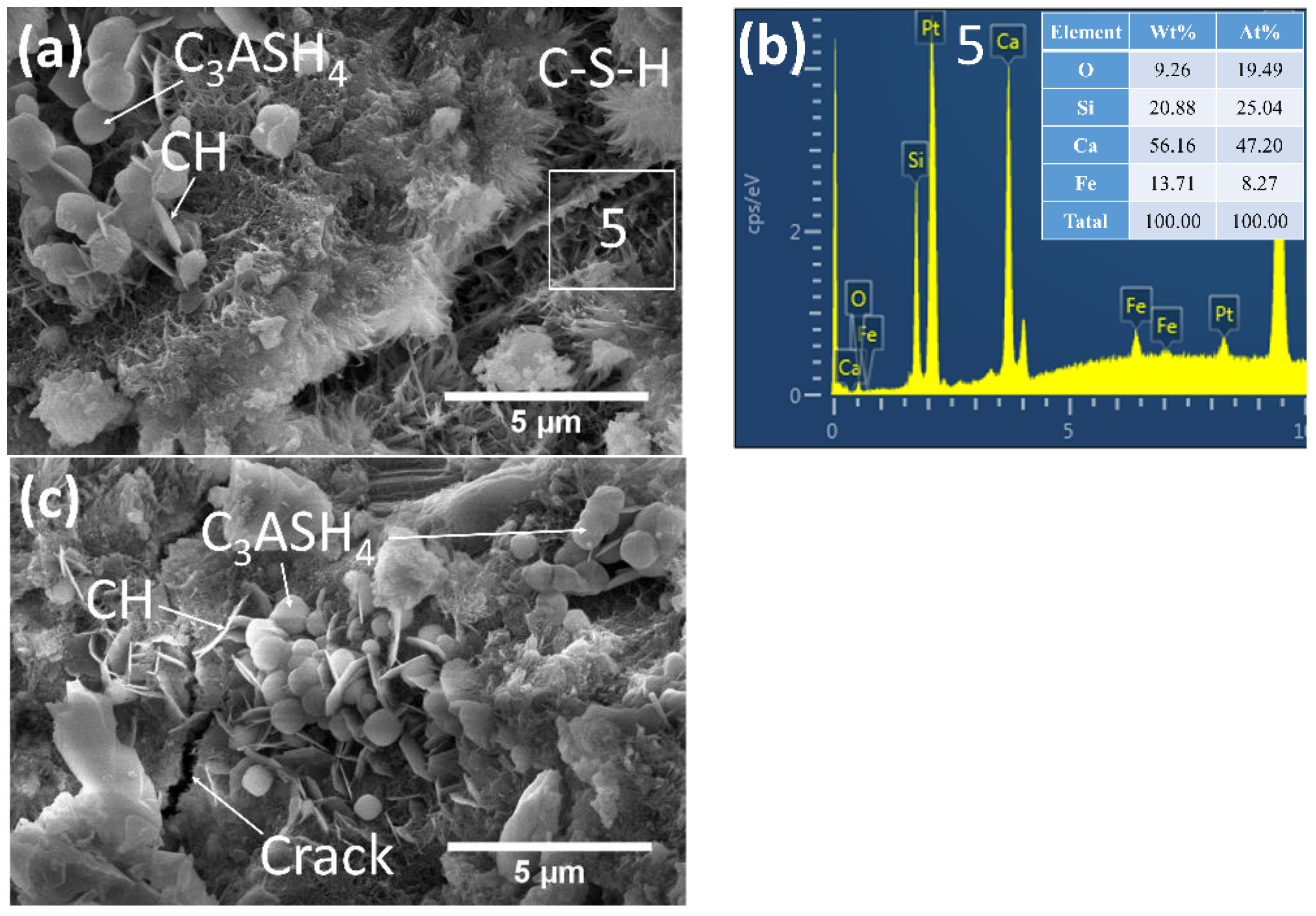
3.2.1. Hydration Products under 80 °C Steam Curing for 7 h
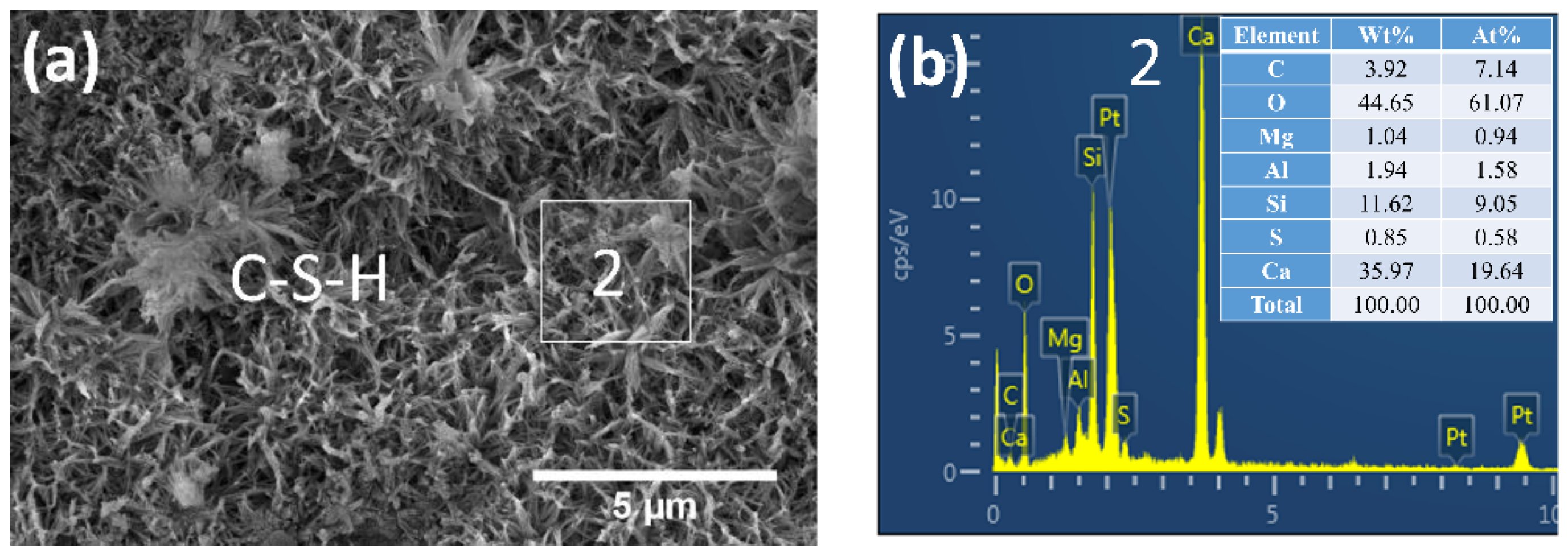
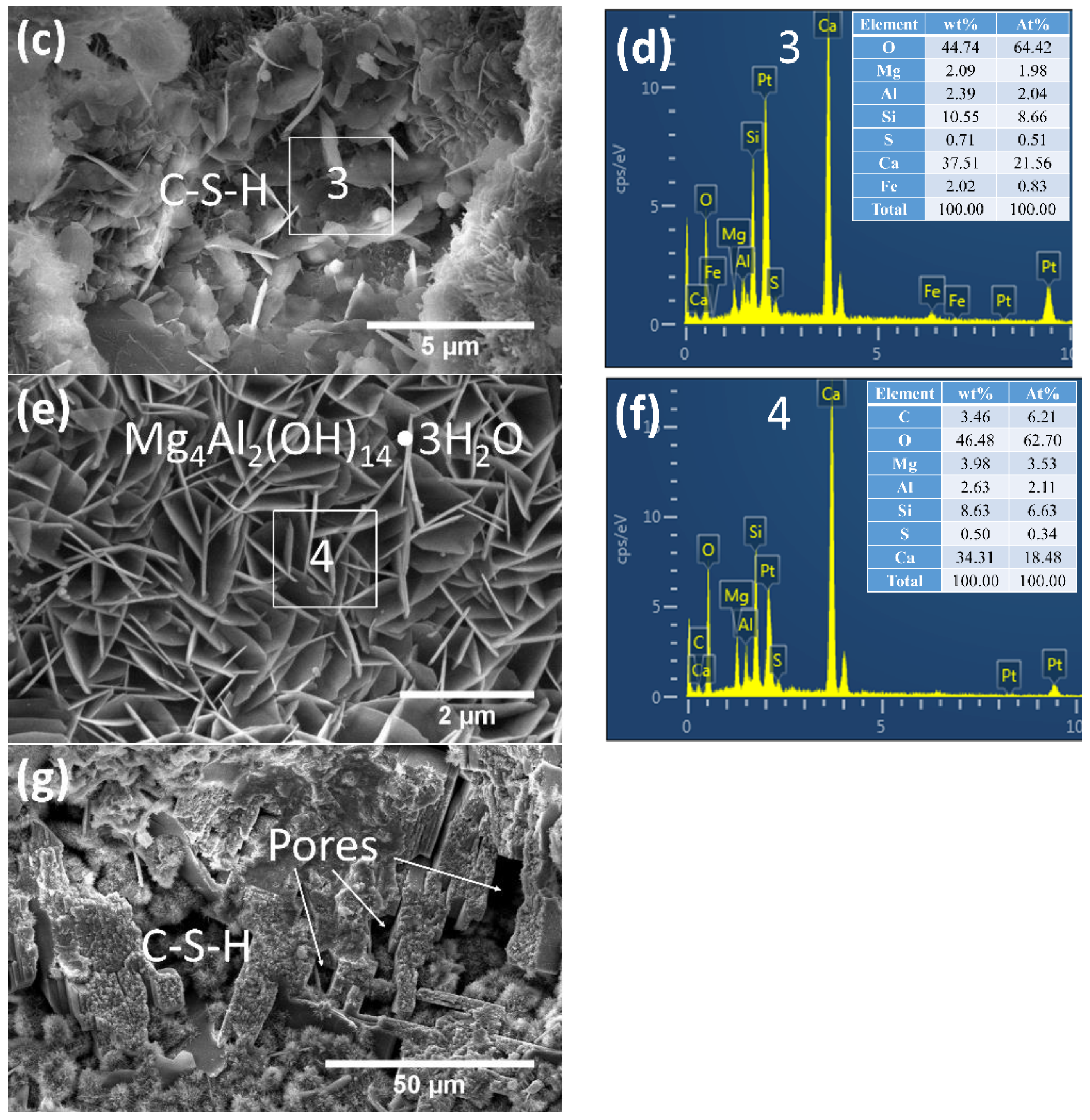
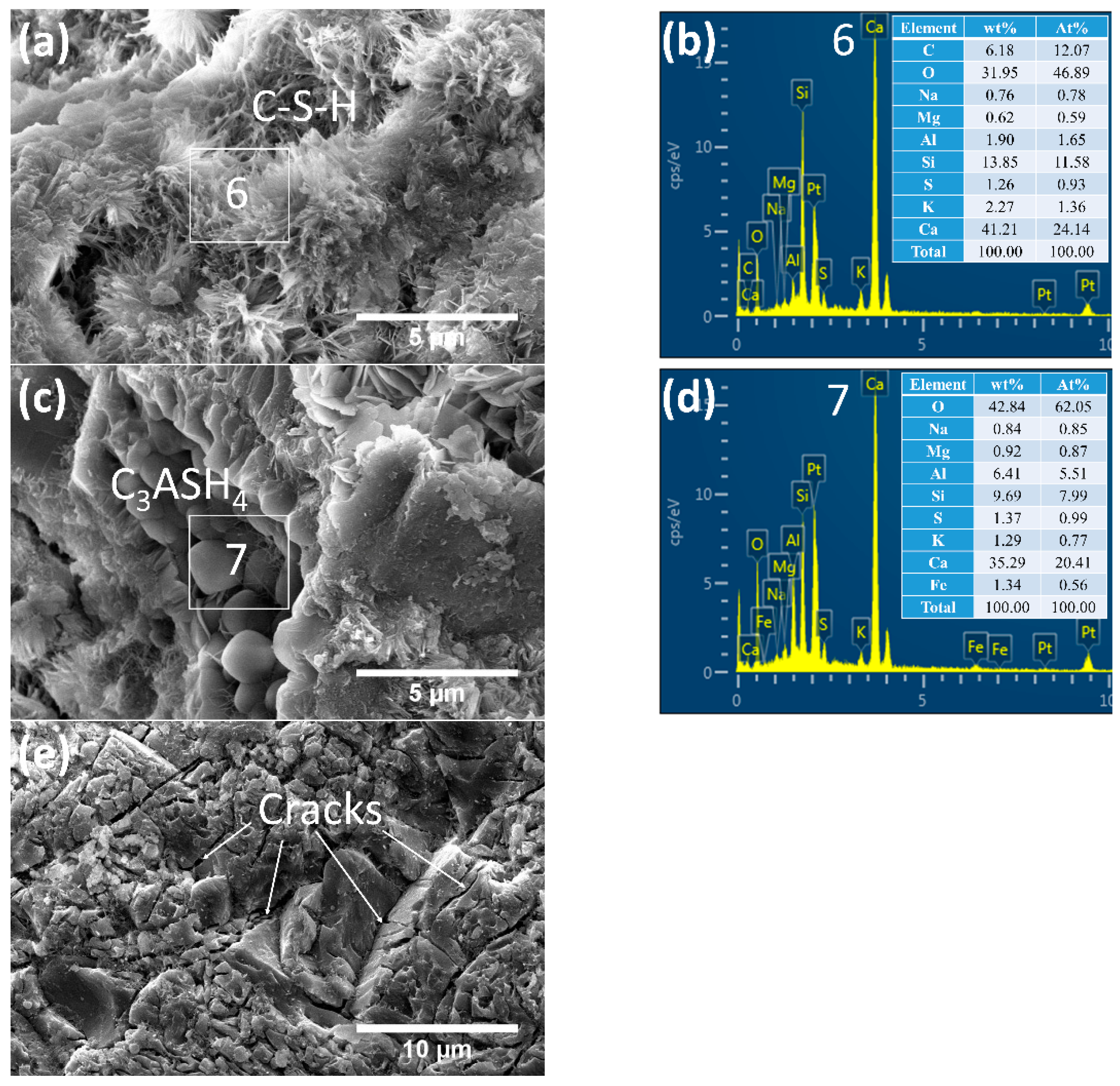
3.2.2. Hydration Products under 80 °C Steam Curing for 7 d
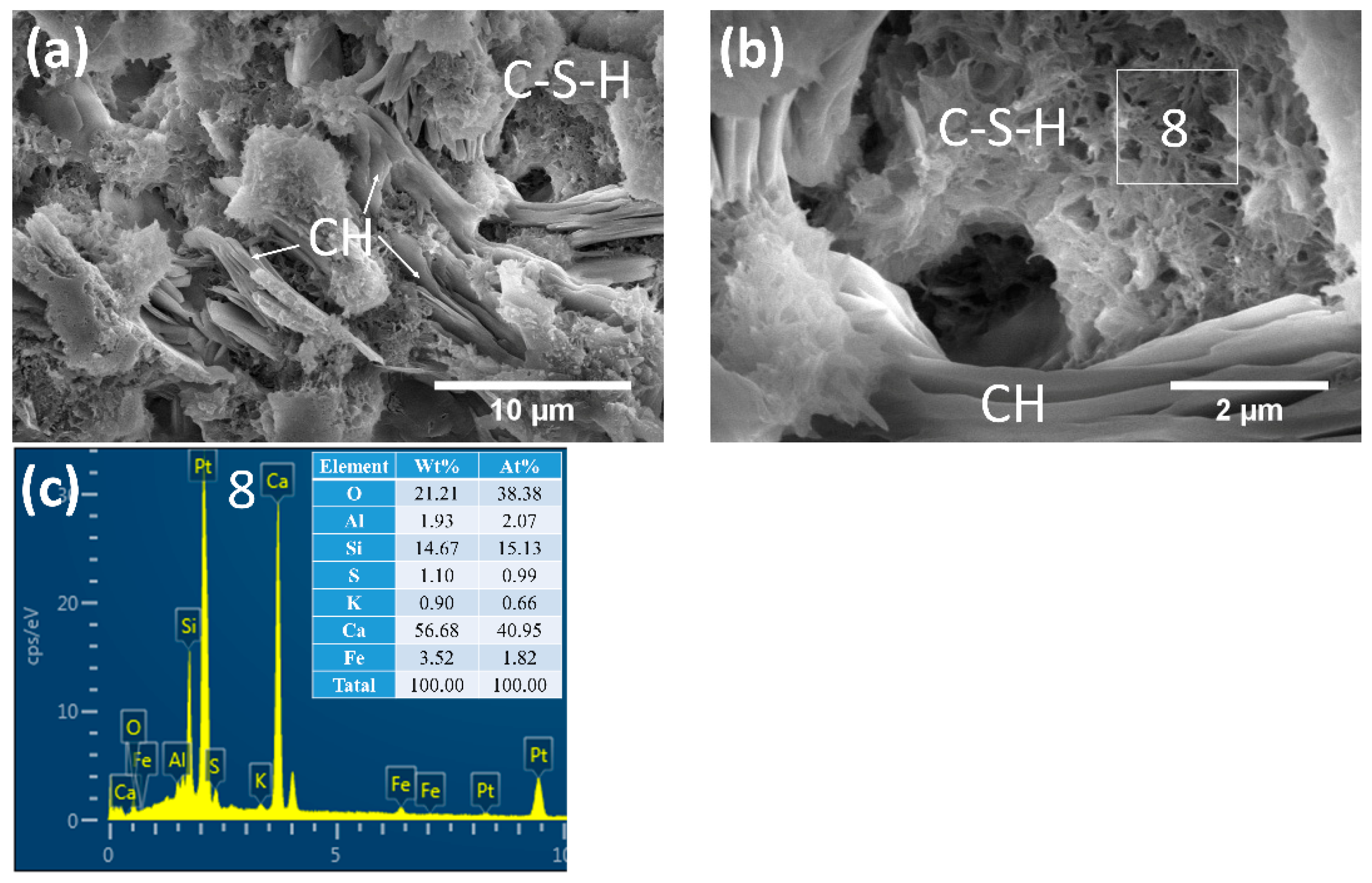
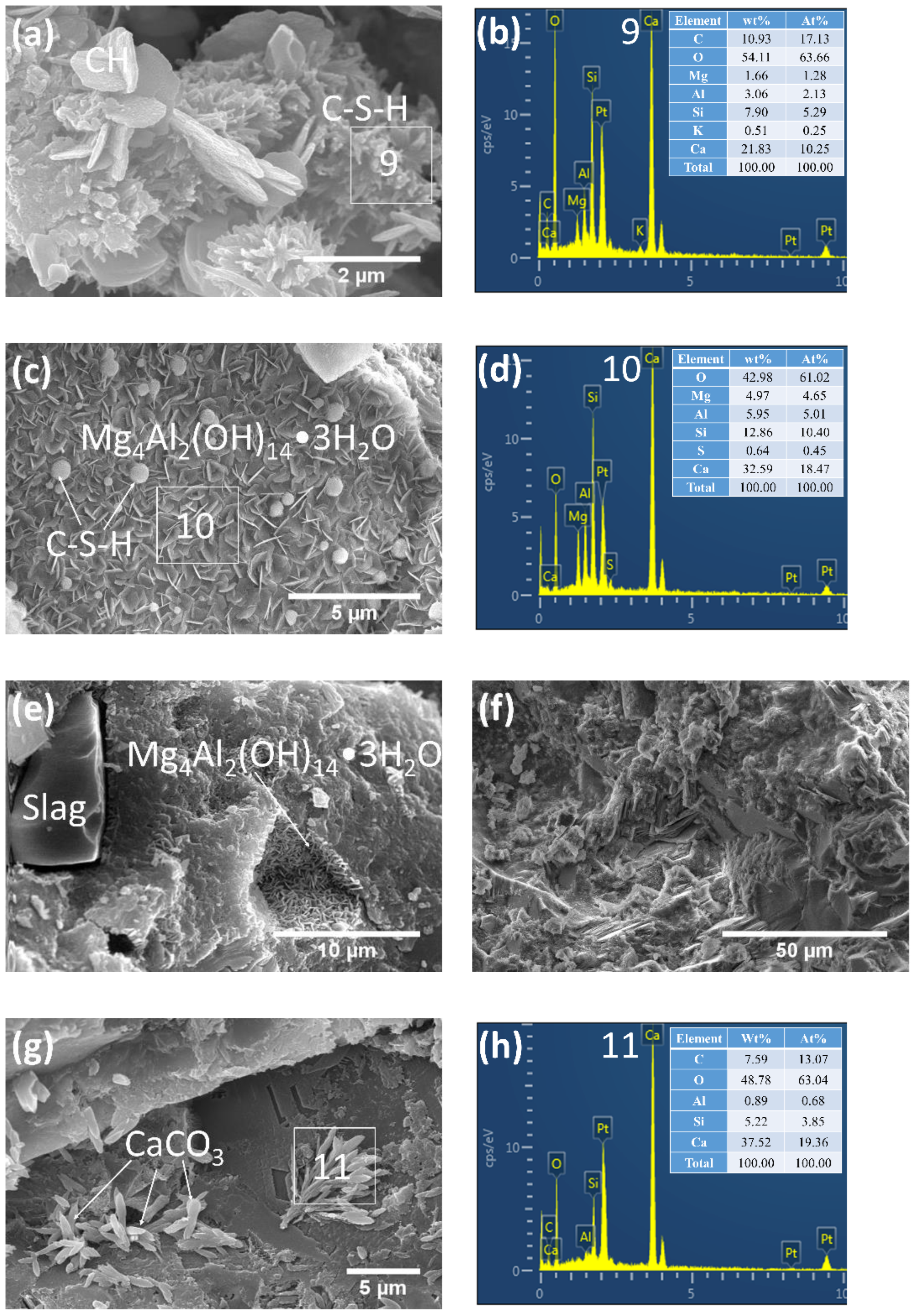
3.2.3. Hydration Products under 28 d Standard Curing
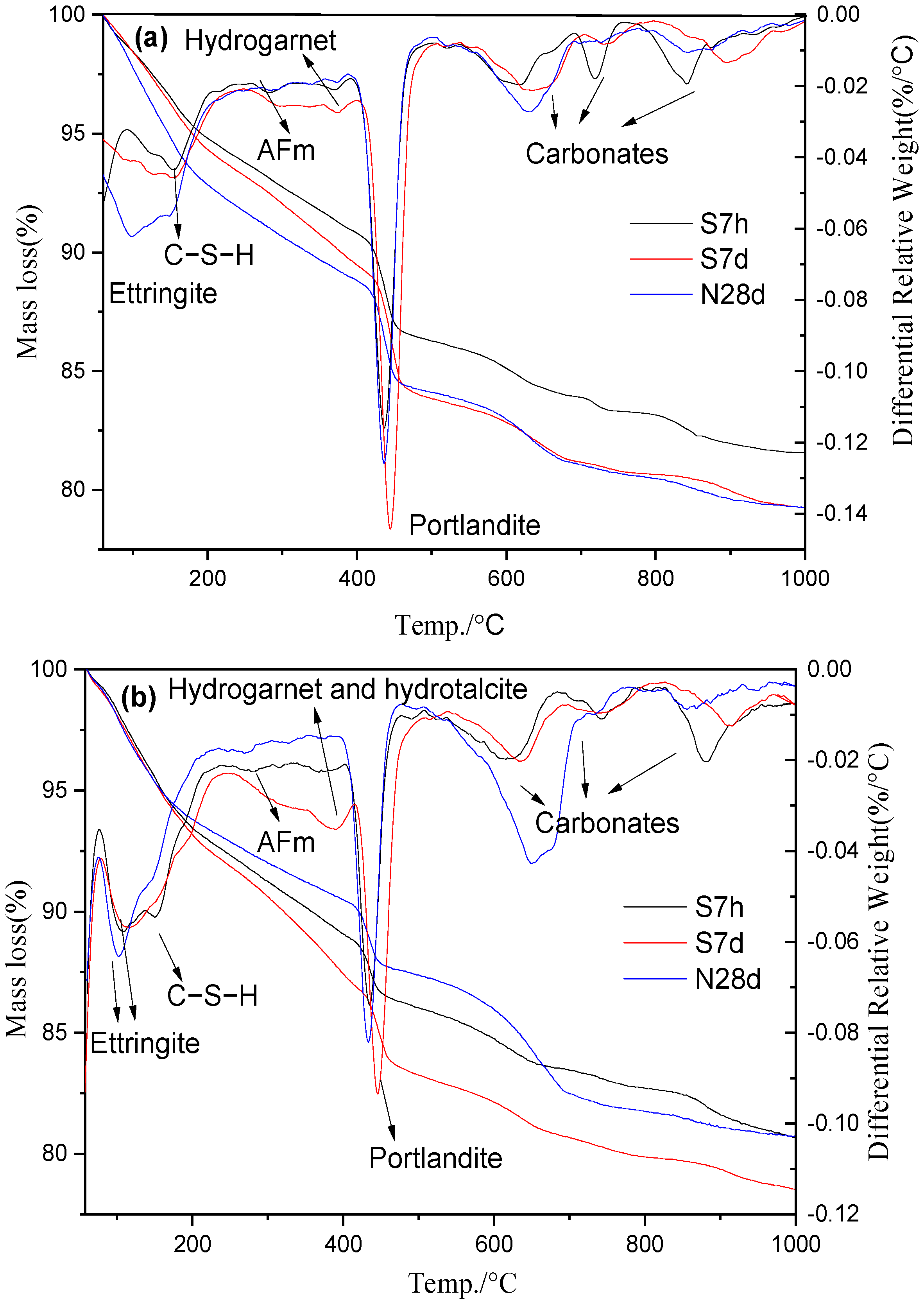
3.3. Hydration Products Determined by TG/DTG Analysis
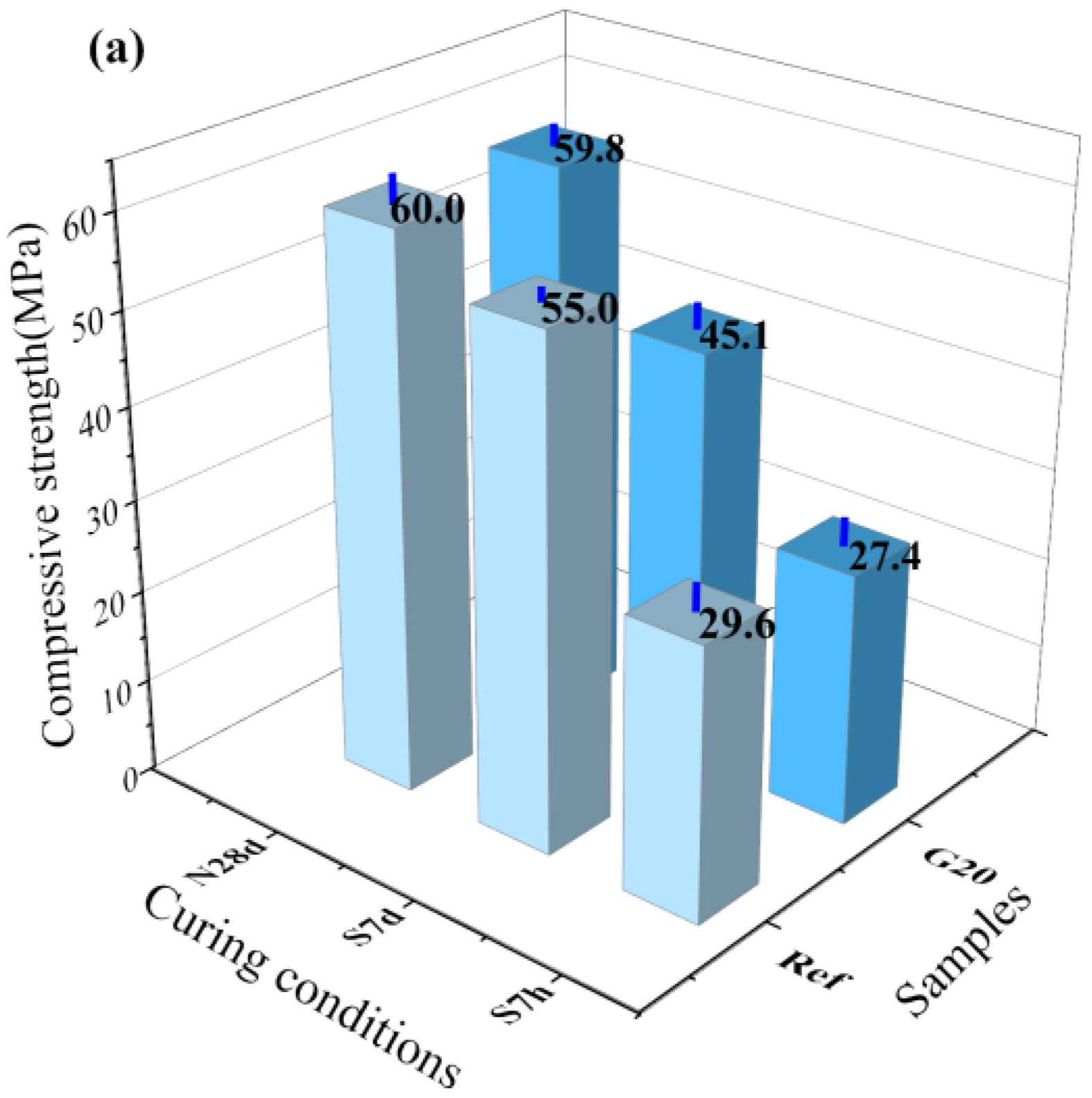
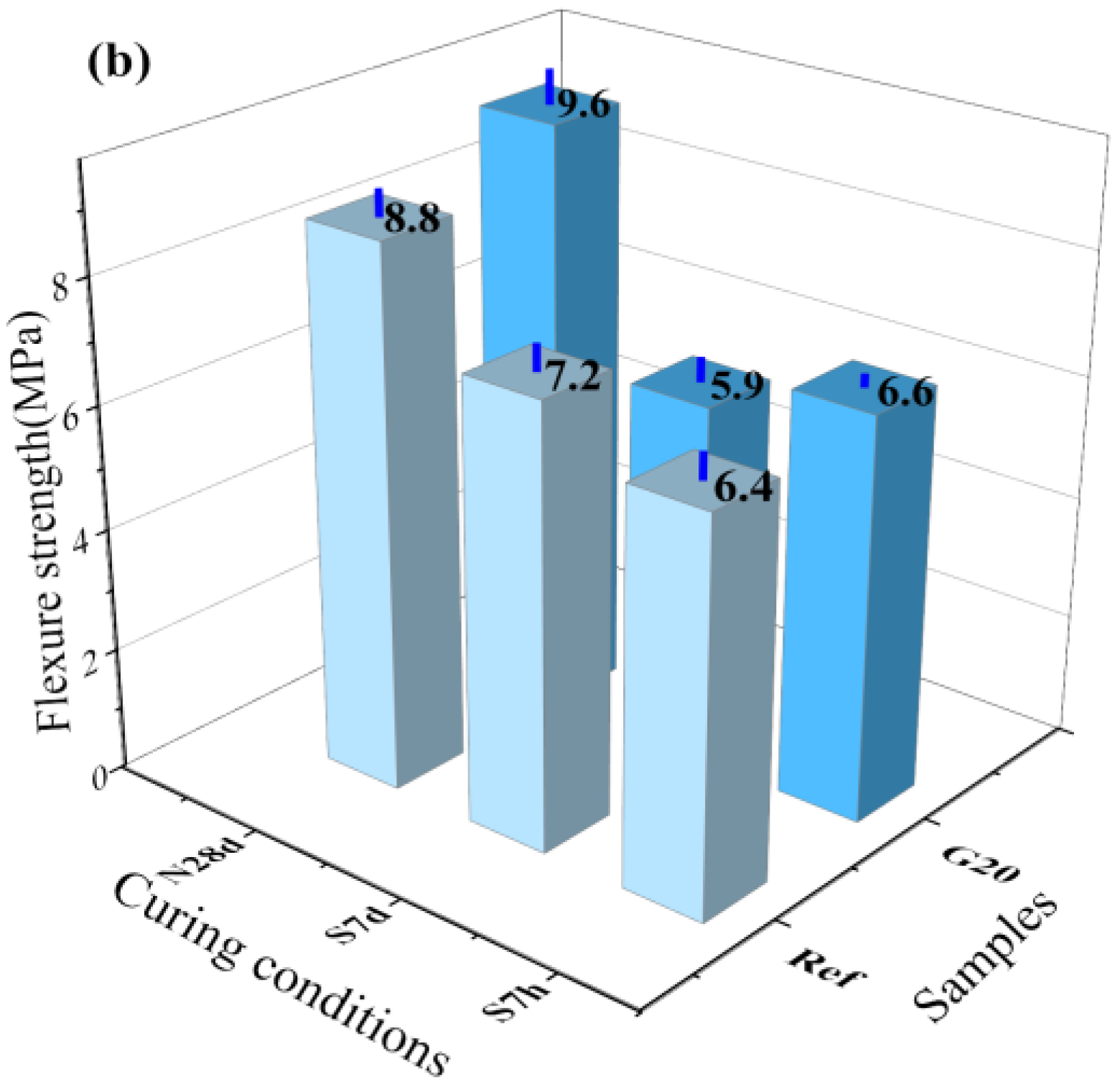
3.4. Mechanical Property
4. Discussion
5. Conclusions
- (1)
- GBFS addition promotes the formation of flake-like hydrotalcite and foil-shaped, equant grain-shaped C-S-H gels, of which hydrotalcite helps to improve the durability of concrete. However, extending the steam curing time to 7 days, more hydrogarnet with larger sizes are further formed due to the higher content of available Al in the GBFS. The generation of hydrogarnet will induce the formation of cracks and increase the porosity, which is detrimental to strength development and durability of concrete.
- (2)
- The enhanced uptake of Al by C-S-H gels in GBFS-blended cement paste under steam curing promotes the formation of C-(A)-S-H gels, and thereby reduces the Al phase that can react with sulfate under sulfate attack, which is helpful to improve the sulfate resistance of concrete. However, since the formation of hydrotalcite and hydrogarnet reduces the available Al, the prolongation of steam curing time (to 7 d) seems to be more conducive to the formation of low Al C-(A)-S-H gels.
- (3)
- The non-evaporable water and CH content of GBFS-blended cement paste are basically the same under 80 °C steam curing for 7 h and standard curing for 28 d, indicating that steam curing can significantly accelerate the interaction between cement and GBFS. Under the above three curing conditions, the compressive strength of G20 mortar is 92.6%, 82.0%, and 99.7% that of pure PC mortar, respectively, while the corresponding values for flexural strength are 103.1%, 81.9%, and 109.1%, separately. This indicates that 20% GBFS addition has almost no negative effect on the demolding strength under initial 80 °C steam curing for 7 h; however, extending the steam curing time to 7 d increases the strength gap between 20% GBFS-blended cement mortar and pure cement mortar, which is related to the formation of hydrogarnet and cracks.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cassagnabère, F.; Mouret, M.; Escadeillas, G. Early hydration of clinker–slag–metakaolin combination in steam curing conditions, relation with mechanical properties. Cem. Concr. Res. 2009, 39, 1164–1173. [Google Scholar] [CrossRef]
- Kurpinska, M.; Grzyl, B.; Kristowski, A. Cost Analysis of Prefabricated Elements of the Ordinary and Lightweight Concrete Walls in Residential Construction. Materials 2019, 12, 3629. [Google Scholar] [CrossRef] [Green Version]
- Aldea, C.-M.; Young, F.; Wang, K.; Shah, S.P. Effects of curing conditions on properties of concrete using slag replacement. Cem. Concr. Res. 2000, 30, 465–472. [Google Scholar] [CrossRef]
- Ramezanianpour, A.; Esmaeili, K.; Ghahari, S.A. Influence of initial steam curing and different types of mineral additives on mechanical and durability properties of self-compacting concrete. Constr. Build. Mater. 2014, 73, 187–194. [Google Scholar] [CrossRef]
- Lothenbach, B.; Winnefeld, F.; Alder, C.; Wieland, E.; Lunk, P. Effect of temperature on the pore solution, microstructure and hydration products of Portland cement pastes. Cem. Concr. Res. 2007, 37, 483–491. [Google Scholar] [CrossRef]
- Shi, J.; Liu, B.; Wu, X.; Tan, J.; Dai, J.; Ji, R. Effect of steam curing on surface permeability of concrete: Multiple transmission media. J. Build. Eng. 2020, 32, 101475. [Google Scholar] [CrossRef]
- Hooton, R.D.; Titherington, M. Chloride resistance of high-performance concretes subjected to accelerated curing. Cem. Concr. Res. 2004, 34, 1561–1567. [Google Scholar] [CrossRef]
- Prem, P.R.; Bharatkumar, B.H.; Iyer, N.R. Influence of curing regimes on compressive strength of ultra high performance concrete. Sadhana 2013, 38, 1421–1431. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.; Jiang, J.; Shen, S.; Zhou, F.; Shi, J.; He, Z. Effects of curing methods of concrete after steam curing on mechanical strength and permeability. Constr. Build. Mater. 2020, 256, 119441. [Google Scholar] [CrossRef]
- Escalante-García, J.; Sharp, J. Effect of temperature on the hydration of the main clinker phases in portland cements: Part ii, blended cements. Cem. Concr. Res. 1998, 28, 1259–1274. [Google Scholar] [CrossRef]
- Wang, P.; Fu, H.; Guo, T.; Zuo, W.; Zhao, H.; Tian, L.; Chen, C. Volume deformation of steam-cured concrete with fly ash during and after steam curing. Constr. Build. Mater. 2021, 306, 124854. [Google Scholar] [CrossRef]
- Chen, L.; Zheng, K.; Xia, T.; Long, G. Mechanical property, sorptivity and microstructure of steam-cured concrete incorporated with the combination of metakaolin-limestone. Case Stud. Constr. Mater. 2019, 11, e00267. [Google Scholar] [CrossRef]
- Liu, J.; Wang, D. The Role of Phosphorus Slag in Steam-Cured Concrete. Adv. Mater. Sci. Eng. 2017, 2017, 8392435. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Cao, R.; You, N.; Chen, C.; Zhang, Y. Products and properties of steam cured cement mortar containing lithium slag under partial immersion in sulfate solution. Constr. Build. Mater. 2019, 220, 596–606. [Google Scholar] [CrossRef]
- Li, B.; Huo, B.; Cao, R.; Wang, S.; Zhang, Y. Sulfate resistance of steam cured ferronickel slag blended cement mortar. Cem. Concr. Compos. 2019, 96, 204–211. [Google Scholar] [CrossRef]
- Li, B.; Wang, Y.; Yang, L.; Zhang, Y. Sulfate resistance and hydration products of steam cured steel slag blended cement mortar under dry–wet cycle. J. Sustain. Cem. Mater. 2019, 8, 353–366. [Google Scholar] [CrossRef]
- Ho, D.W.S.; Chua, C.W.; Tam, C.T. Steam-cured concrete incorporating mineral admixtures. Cem. Concr. Res. 2003, 33, 595–601. [Google Scholar] [CrossRef]
- Jung, W.; Choi, S.-J. Effect of High-Temperature Curing Methods on the Compressive Strength Development of Concrete Containing High Volumes of Ground Granulated Blast-Furnace Slag. Adv. Mater. Sci. Eng. 2017, 2017, 7210591. [Google Scholar] [CrossRef] [Green Version]
- Gonzalez-Corominas, A.; Etxeberria, M.; Poon, C.S. Influence of steam curing on the pore structures and mechanical properties of fly-ash high performance concrete prepared with recycled aggregates. Cem. Concr. Compos. 2016, 71, 77–84. [Google Scholar] [CrossRef]
- Kolani, B.; Lacarrière, L.; Sellier, A.; Escadeillas, G.; Boutillon, L.; Linger, L. Hydration of slag-blended cements. Cem. Concr. Compos. 2012, 34, 1009–1018. [Google Scholar] [CrossRef]
- Barnett, S.; Soutsos, M.; Millard, S.; Bungey, J. Strength development of mortars containing ground granulated blast-furnace slag: Effect of curing temperature and determination of apparent activation energies. Cem. Concr. Res. 2006, 36, 434–440. [Google Scholar] [CrossRef]
- Yu, Y.; Jin, Z.; Shao, S.; Zhang, X.; Li, N.; Xiong, C. Evolution of temperature stress and tensile properties of concrete during steam-curing process. Constr. Build. Mater. 2020, 256, 119441. [Google Scholar] [CrossRef]
- Shiyu, Z.; Qiang, W.; Yuqi, Z. Research on the resistance to saline soil erosion of high-volume mineral admixture steam-cured concrete. Constr. Build. Mater. 2019, 202, 1–10. [Google Scholar] [CrossRef]
- Kucharczyk, S.; Zajac, M.; Stabler, C.; Thomsen, R.M.; Ben Haha, M.; Skibsted, J.; Deja, J. Structure and reactivity of synthetic CaO-Al2O3-SiO2 glasses. Cem. Concr. Res. 2019, 120, 77–91. [Google Scholar] [CrossRef]
- Ahmad, J.; Kontoleon, K.J.; Majdi, A.; Naqash, M.T.; Deifalla, A.F.; Ben Kahla, N.; Isleem, H.F.; Qaidi, S.M.A. A Comprehensive Review on the Ground Granulated Blast Furnace Slag (GGBS) in Concrete Production. Sustainability 2022, 14, 8783. [Google Scholar] [CrossRef]
- Li, L.; Feng, J.; Lu, Z.; Xie, H.; Xiao, B.; Kwan, A.; Jiao, C. Effects of aggregate bulking and film thicknesses on water permeability and strength of pervious concrete. Powder Technol. 2022, 396, 743–753. [Google Scholar] [CrossRef]
- Chen, W.; Brouwers, H.J.H. The hydration of slag, part 2: Reaction models for blended cement. J. Mater. Sci. 2006, 42, 444–464. [Google Scholar] [CrossRef]
- Bougara, A.; Lynsdale, C.; Milestone, N. Reactivity and performance of blastfurnace slags of differing origin. Cem. Concr. Compos. 2010, 32, 319–324. [Google Scholar] [CrossRef]
- Escalante, J.; Gómez, L.; Johal, K.; Mendoza, G.; Mancha, H.; Méndez, J. Reactivity of blast-furnace slag in Portland cement blends hydrated under different conditions. Cem. Concr. Res. 2001, 31, 1403–1409. [Google Scholar] [CrossRef]
- Özbay, E.; Erdemir, M.; Durmuş, H.I. Utilization and efficiency of ground granulated blast furnace slag on concrete properties—A review. Constr. Build. Mater. 2016, 105, 423–434. [Google Scholar] [CrossRef]
- Yang, Z.; Fischer, H.; Polder, R. Modified hydrotalcites as a new emerging class of smart additive of reinforced concrete for anticorrosion applications: A literature review. Mater. Corros. 2013, 64, 1066–1074. [Google Scholar] [CrossRef]
- Yan, X.; Jiang, L.; Guo, M.; Chen, Y.; Song, Z.; Bian, R. Evaluation of sulfate resistance of slag contained concrete under steam curing. Constr. Build. Mater. 2019, 195, 231–237. [Google Scholar] [CrossRef]
- Quillin, K.; Osborne, G.; Majumdar, A.; Singh, B. Effects of w/c ratio and curing conditions on strength development in BRECEM concretes. Cem. Concr. Res. 2001, 31, 627–632. [Google Scholar] [CrossRef]
- Jappy, T.G.; Glasser, F.P. Synthesis and stability of silica-substituted hydrogarnet Ca3Al2 Si3-xO12-4x(OH)4x. Adv. Cem. Res. 1991, 4, 1–8. [Google Scholar] [CrossRef]
- Fu, Y.; Ding, J.; Beaudoin, J. Zeolite-based additives for high alumina cement products. Adv. Cem. Based Mater. 1996, 3, 37–42. [Google Scholar] [CrossRef]
- Sha, W. Differential scanning calorimetry study of the hydration products in portland cement pastes with metakaolin replacement. Adv. Build. Technol. 2002, 1, 881–888. [Google Scholar] [CrossRef]
- Song, S.; Sohn, D.; Jennings, H.M.; Mason, T.O. Hydration of alkali-activated ground granulated blast furnace slag. J. Mater. Sci. 2000, 35, 249–257. [Google Scholar] [CrossRef]
- Bernard, E.; Lothenbach, B.; Cau-Dit-Coumes, C.; Chlique, C.; Dauzères, A.; Pochard, I. Magnesium and calcium silicate hydrates, Part I: Investigation of the possible magnesium incorporation in calcium silicate hydrate (C-S-H) and of the calcium in magnesium silicate hydrate (M-S-H). Appl. Geochem. 2018, 89, 229–242. [Google Scholar] [CrossRef]
- Ríos, C.; Williams, C.; Fullen, M. Hydrothermal synthesis of hydrogarnet and tobermorite at 175 °C from kaolinite and metakaolinite in the CaO–Al2O3–SiO2–H2O system: A comparative study. Appl. Clay Sci. 2009, 43, 228–237. [Google Scholar] [CrossRef]
- Walkley, B.; Nicolas, R.S.; Sani, M.-A.; Bernal, S.A.; van Deventer, J.S.; Provis, J.L. Structural evolution of synthetic alkali-activated CaO-MgO-Na2O-Al2O3-SiO2 materials is influenced by Mg content. Cem. Concr. Res. 2017, 99, 155–171. [Google Scholar] [CrossRef]
- Liu, L.; Sun, C.; Geng, G.; Feng, P.; Li, J.; Dähn, R. Influence of decalcification on structural and mechanical properties of synthetic calcium silicate hydrate (C-S-H). Cem. Concr. Res. 2019, 123, 105793. [Google Scholar] [CrossRef]
- Kunther, W.; Ferreiro, S.; Skibsted, J. Influence of the Ca/Si ratio on the compressive strength of cementitious calcium–silicate–hydrate binders. J. Mater. Chem. A 2017, 5, 17401–17412. [Google Scholar] [CrossRef] [Green Version]
- Manoli, F.; Dalas, E. Spontaneous precipitation of calcium carbonate in the presence of ethanol, isopropanol and diethylene glycol. J. Cryst. Growth 2000, 218, 359–364. [Google Scholar] [CrossRef]
- Durdziński, P.T. Hydration of Multi-Component Cements Containing Cement Clinker, Slag, Calcareous Fly Ash and Limestone; EPFL: Lausanne, Switzerland, 2016. [Google Scholar] [CrossRef]
- Liu, B.; Xie, Y.; Li, J. Influence of steam curing on the compressive strength of concrete containing supplementary cementing materials. Cem. Concr. Res. 2005, 35, 994–998. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide | CaO | SiO2 | Al2O3 | SO3 | Fe2O3 | MgO | Na2O | K2O |
|---|---|---|---|---|---|---|---|---|
| PC | 64.47 | 20.87 | 4.87 | 2.52 | 3.59 | 2.13 | 0.11 | 0.65 |
| GBFS | 44.40 | 29.56 | 14.87 | 2.98 | 0.40 | 6.72 | - | 0.49 |
| Sample | PC | GBFS | Water Demand (wt. %) | Setting Times (h: min) | |
|---|---|---|---|---|---|
| Initial | Final | ||||
| Ref | 100 | 0 | 27.4 | 2:52 | 3:57 |
| G20 | 80 | 20 | 28.0 | 2:45 | 3:32 |
| Samples | Mass Loss | Non-Evaporable Water | CH | |
|---|---|---|---|---|
| S7h | 18.43 | 20.13 | 19.34 | |
| Ref | S7d | 20.75 | 23.72 | 24.07 |
| N28d | 20.73 | 23.69 | 20.00 | |
| S7h | 19.29 | 21.52 | 13.40 | |
| G20 | S7d | 21.45 | 24.93 | 18.74 |
| N28d | 19.26 | 21.47 | 13.29 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, B.; Tang, Z.; Huo, B.; Liu, Z.; Cheng, Y.; Ding, B.; Zhang, P. The Early Age Hydration Products and Mechanical Properties of Cement Paste Containing GBFS under Steam Curing Condition. Buildings 2022, 12, 1746. https://doi.org/10.3390/buildings12101746
Li B, Tang Z, Huo B, Liu Z, Cheng Y, Ding B, Zhang P. The Early Age Hydration Products and Mechanical Properties of Cement Paste Containing GBFS under Steam Curing Condition. Buildings. 2022; 12(10):1746. https://doi.org/10.3390/buildings12101746
Chicago/Turabian StyleLi, Baoliang, Zhouyang Tang, Binbin Huo, Zejun Liu, Yongzhen Cheng, Baizhan Ding, and Peng Zhang. 2022. "The Early Age Hydration Products and Mechanical Properties of Cement Paste Containing GBFS under Steam Curing Condition" Buildings 12, no. 10: 1746. https://doi.org/10.3390/buildings12101746
APA StyleLi, B., Tang, Z., Huo, B., Liu, Z., Cheng, Y., Ding, B., & Zhang, P. (2022). The Early Age Hydration Products and Mechanical Properties of Cement Paste Containing GBFS under Steam Curing Condition. Buildings, 12(10), 1746. https://doi.org/10.3390/buildings12101746