
Quantification of the Transversal Fiber Strand Stiffness of Textiles Used in Textile-Reinforced Concrete via Shore Hardness



Abstract
:1. Introduction
1.1. Textile-Reinforced Concrete
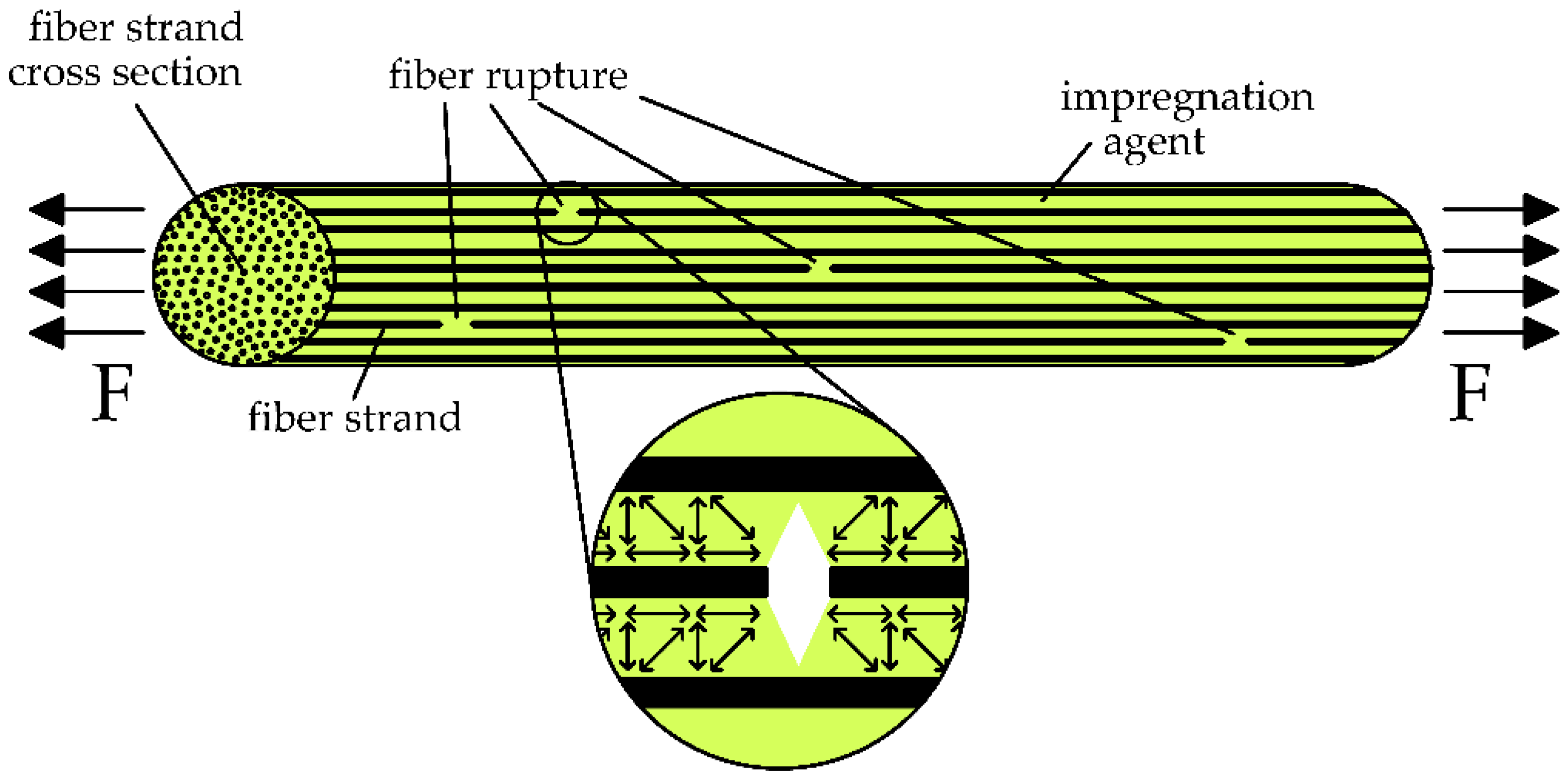
1.2. Influencing Parameters on the Tensile Strength of Impregnated Fiber Strands
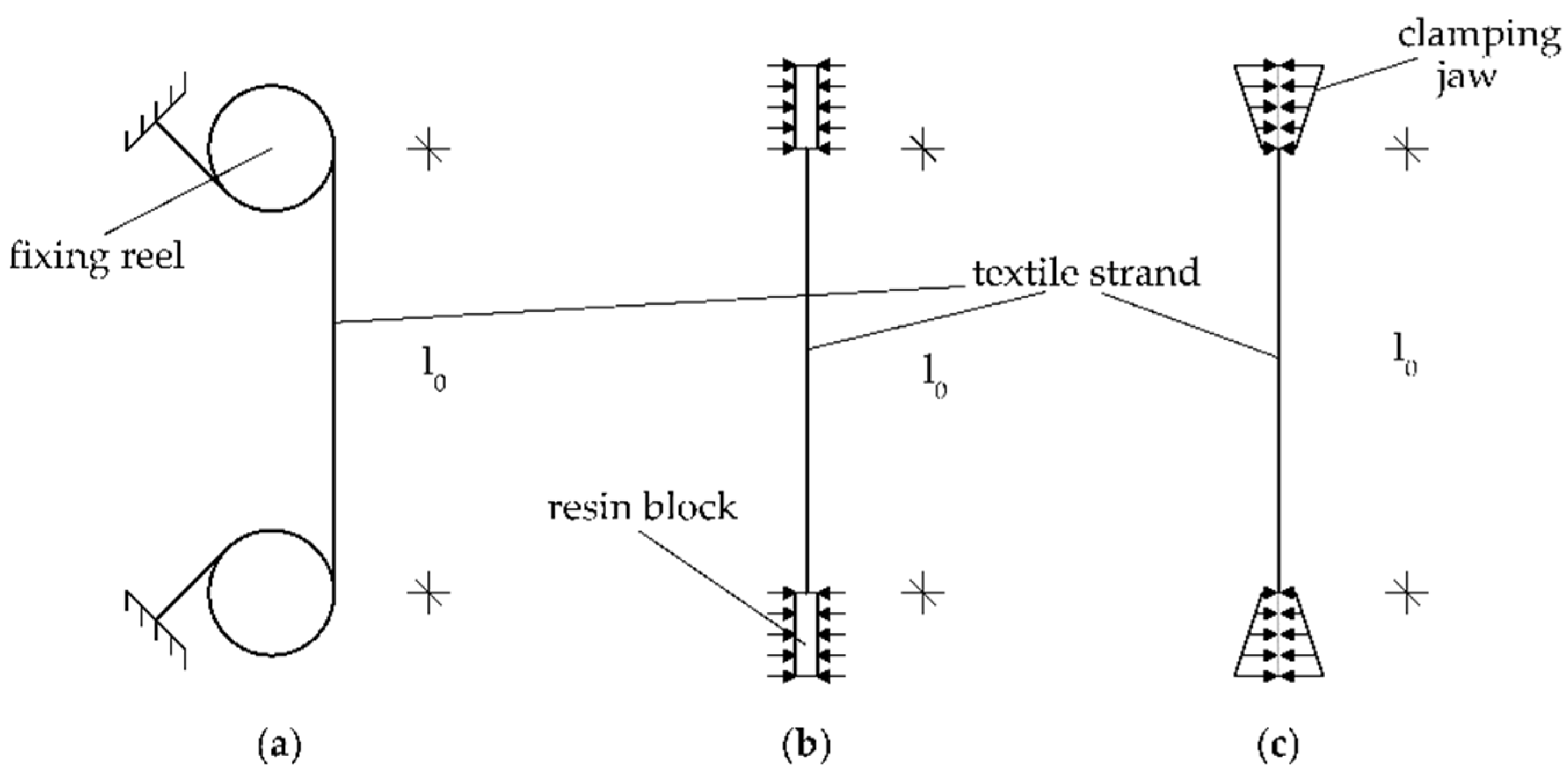
1.3. Characterization of the Tensile Strength of Fiber Strands
1.4. Influencing Parameters on the Bond Performance of TRC
1.5. Characterization of the Fiber Strand Stiffness
2. Materials and Methods
2.1. Research Idea
- -
- Greater impregnation in the fiber strand increases the tensile strength.
- -
- The degree of impregnation of a fiber strand depends on the penetration capacity of the impregnation agent and the manufacturing process of the textile.
- -
- An impregnation agent with higher performance (strength and Young’s modulus) leads to
- ○
- The higher tensile strength of the fiber strand.
- ○
- The greater maximum bond flow of the fiber strand.
- -
- Simple to perform without special equipment.
- -
- Allow for testing many fiber strands in a short amount of time.
- -
- Allow for testing the end product, i.e., the impregnated fiber strand as part of a textile (the manufacturing process has to be considered).
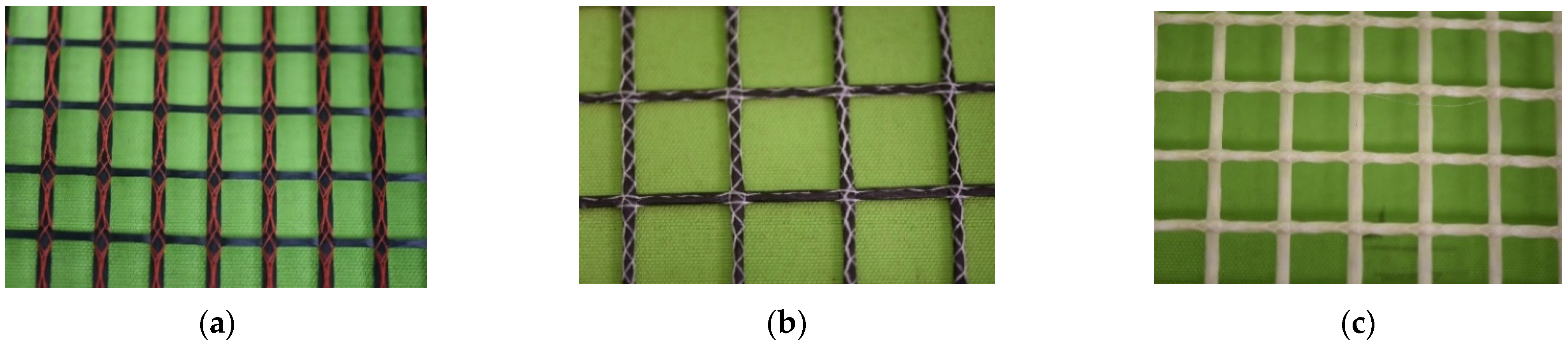
2.2. Materials
- -
- 10 × 48 k carbon (8× ACR, 2× SBR).
- -
- 1 × 4800 tex AR-glass (ACR).
- -
- 1 × 144 k carbon (EP).
- -
- 1 × 24 k carbon (ACR).
2.3. Testing Methods
Shore Hardness Testing
3. Results
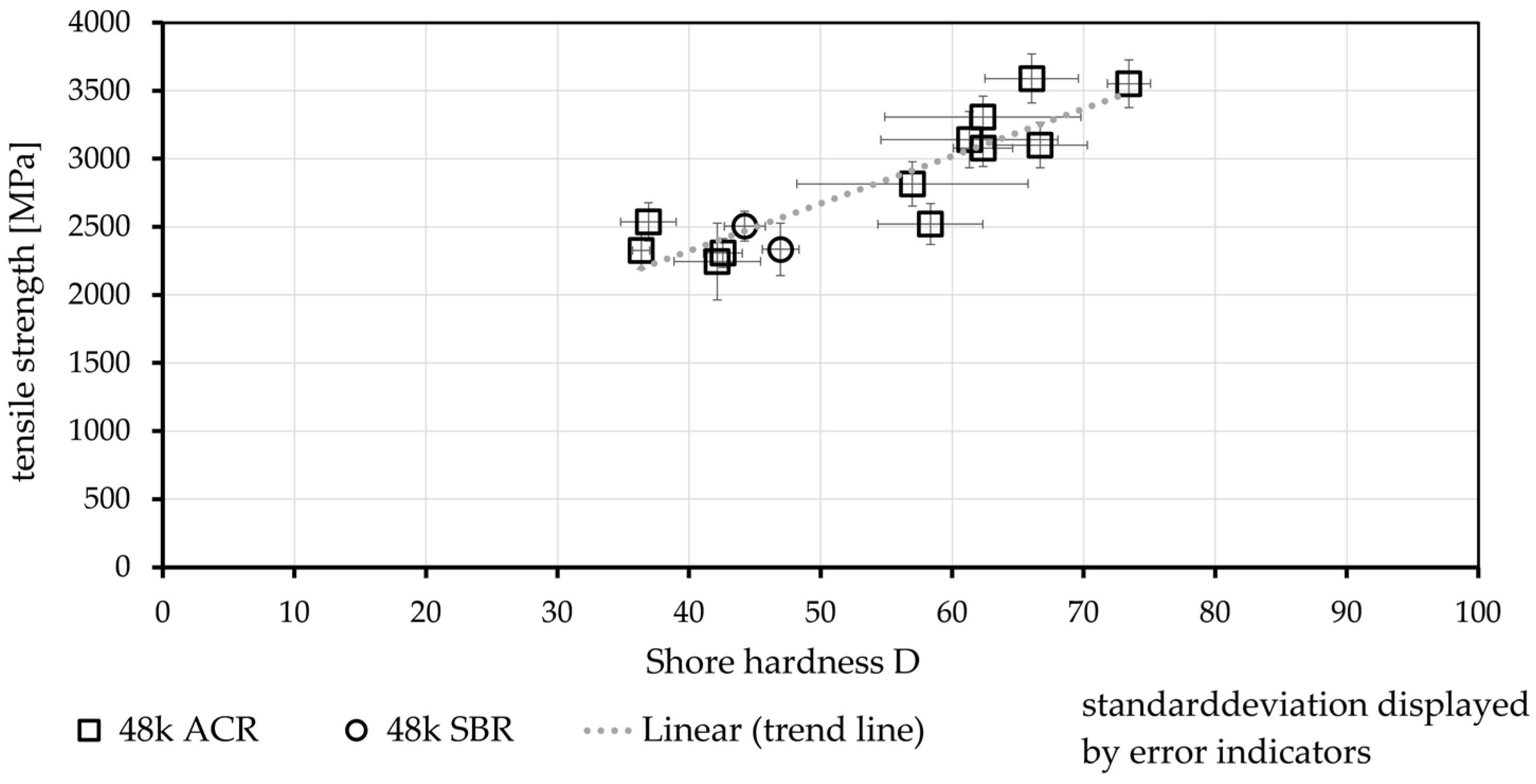
3.1. Relationship between Shore Hardness D and Tensile Strength
3.1.1. Varying Fiber Strands and Impregnation Materials
3.1.2. Quantifying the Stiffness of One Production Batch
3.1.3. Evaluation of the Different Textile Sections
3.2. Correlation between the Fiber Strand Stiffness and the Bond Performance
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Peled, A.; Bentur, A.; Mobasher, B. Textile Reinforced Concrete; CRC Press: Boca Raton, FL, USA, 2017; ISBN 9781315119151. [Google Scholar]
- Beßling, M.; Groh, M.; Koch, V.; Auras, M.; Orlowsky, J.; Middendorf, B. Repair and Protection of Existing Steel-Reinforced Concrete Structures with High-Strength, Textile-Reinforced Mortars. Buildings 2022, 12, 1615. [Google Scholar] [CrossRef]
- Sydow, A.; Kurath, J.; Steiner, P. Extrem leichte Brücke aus vorgespanntem Carbonbeton: Fahrradbrücke über die Eulach im Winterhur/Schweiz aus vorgespanntem Carbonbeton. Beton- und Stahlbetonbau 2019, 114, 869–876. [Google Scholar] [CrossRef]
- Kulas, C.; Goralski, C. Die weltweit längste Textilbetonbrücke: Technische Details und Praxiserfahrungen. Beton- und Stahlbetonbau 2014, 109, 812–817. [Google Scholar] [CrossRef]
- Dey, V.; Zani, G.; Colombo, M.; Di Prisco, M.; Mobasher, B. Flexural impact response of textile-reinforced aerated concrete sandwich panels. Mater. Dec. 2015, 86, 187–197. [Google Scholar] [CrossRef]
- Shams, A.; Hegger, J.; Horstmann, M. An analytical model for sandwich panels made of textile-reinforced concrete. Constr. Build. Mater. 2014, 64, 451–459. [Google Scholar] [CrossRef]
- Heid, A.-C.; Stark, A.; Will, N.; Hegger, J. Weitspannende Sandwichelemente mit vorgespannten Textilbetondeckschichten und geschäumter Kernschicht. Beton- und Stahlbetonbau 2021, 116, 498–507. [Google Scholar] [CrossRef]
- Chira, A.; Kumar, A.; Vlach, T.; Laiblová, L.; Hajek, P. Textile-reinforced concrete facade panels with rigid foam core prisms. J. Sandw. Struct. Mater. 2016, 18, 200–214. [Google Scholar] [CrossRef]
- Beßling, M.; Antons, U.; Orlowsky, J. Potentials of Textile Reinforced Concrete for Lightweight Noise Protection Walls. In High Tech Concrete: Where Technology and Engineering Meet; Hordijk, D.A., Luković, M., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 2538–2545. ISBN 978-3-319-59470-5. [Google Scholar]
- Orlowsky, J.; Maurer, R.; Heeke, G.; Beßling, M.; Bettin, M. Ressourcenschonende Lärmschutzelemente aus Textilbeton als Alternative für konventionelle Stahlbetonfertigteile—Resource-saving noise protection elements made of textile reinforced concrete as an alternative for conventional precast reinforced concrete elements. Beton Stahlbetonbau 2021, 116, 947–957. [Google Scholar] [CrossRef]
- Brückner, A.; Ortlepp, R.; Curbach, M. Textile reinforced concrete for strengthening in bending and shear. Mater. Struct. 2006, 39, 741–748. [Google Scholar] [CrossRef]
- Koutas, L.N.; Tetta, Z.; Bournas, D.A.; Triantafillou, T.C. Strengthening of Concrete Structures with Textile Reinforced Mortars: State-of-the-Art Review. J. Compos. Constr. 2019, 23, 882. [Google Scholar] [CrossRef]
- Morales Cruz, C. Crack-distributing Carbon Textile Reinforced Concrete Protection Layers. Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 2020. [Google Scholar]
- Reichenbach, S.; Preinstorfer, P.; Hammerl, M.; Kromoser, B. A review on embedded fibre-reinforced polymer reinforcement in structural concrete in Europe. Constr. Build. Mater. 2021, 307, 124946. [Google Scholar] [CrossRef]
- Cherif, C. Textile Werkstoffe für den Leichtbau. In Techniken–Verfahren–Materialien–Eigenschaften; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 3642179916. [Google Scholar]
- Brameshuber, W. Textile Reinforced Concrete. State-of-the-Art report of RILEM Technical Committee 201-TRC; RILEM Publications S.A.R.L.: Bagneux, France, 2006; ISBN 2-912143-99-3. [Google Scholar]
- Schleser, M. Einsatz Polymerimprägnierter, Alkaliresistenter Glastextilien zur Bewehrung Zementgebundener Matrices. Phd Thesis, RWTH Aachen, Aachen, Germany, 2008. [Google Scholar]
- Kulas, C. Zum Tragverhalten Getränkter Textiler Bewehrungselemente für Betonbauteile. Ph.D. Thesis, RWTH Aachen, Aachen, Germany, 2013. [Google Scholar]
- Orlowsky, J.; Raupach, M. Durability model for AR-glass fibres in textile reinforced concrete. Mater. Struct. 2008, 41, 1225–1233. [Google Scholar] [CrossRef]
- van Itterbeeck, P.; Purnell, P.; Cuypers, H.; Tysmans, T.; Orlowsky, J.; Wastiels, J. Durability models for GRC: Uncertainties on strength predictions. Plast. Rubber Compos. 2012, 41, 77–87. [Google Scholar] [CrossRef]
- Hempel, S.; Butler, M.; Mechtcherine, V. Durability of textile reinforced concrete made with AR glass fibre: Effect of the matrix composition. Mater. Structures. 2010, 43, 1351–1368. [Google Scholar] [CrossRef]
- Büttner, T.; Orlowsky, J.; Raupach, M. Erhöhung der Dauerhaftigkeit textiler Beton-Bewehrungen durch Epoxidharztränkung. Bautechnik 2011, 88, 263–270. [Google Scholar] [CrossRef]
- Lenting, M.; Orlowsky, J. Einaxiale Zugversuche an textilbewehrten Betonen mit anorganisch getränkten Carbonfasern—Uniaxial tensile tests in textile reinforced concretes with inorganic impregnated carbon fibres. Beton Stahlbetonbau 2019, 115, 495–503. [Google Scholar] [CrossRef]
- Schneider, K.; Michel, A.; Liebscher, M.; Mechtcherine, V. Verbundverhalten mineralisch gebundener und polymergebundener Bewehrungsstrukturen aus Carbonfasern bei Temperaturen bis 500 °C. Beton Stahlbetonbau 2018, 113, 72. [Google Scholar] [CrossRef]
- Heppes, O. Von der Idee zur industriellen Produktion von Parkhausdeckenplatten mit Carbonbeton. Ph.D. Thesis, Technische Universität Kaiserslautern, Kaiserslautern, Germany, 2021. [Google Scholar]
- ISO 3341; International Organization for Standardization–ISO–Textile Glass—Yarns—Determination of Breaking Force and Breaking Elongation. Beuth Verlag GmbH: Berlin, Germany, 2000.
- ISO 10618; Normenausschuss Kunststoffe (FNK) im DIN. Carbon Fibre Determination of Tensile Properties of Resinrimpregnated yarn (ISO 10618:2004). German Version EN:2004; Beuth Verlag GmbH: Berlin, Germany, 2004.
- Rempel, S.; Ricker, M. Ermittlung der Materialkennwerte der Bewehrung für die Bemessung von textilbewehrten Bauteilen. Bauingenieur 2017, 92, 280–287. [Google Scholar] [CrossRef]
- Rempel, S. Zur Zuverlässigkeit der Bemessung von Biegebeanspruchten Betonbauteilen Mit Textiler Bewehrung. Ph.D. Thesis, Universitätsbibliothek der RWTH Aachen, Aachen, Germany, 2018. [Google Scholar]
- Hinzen, M. Prüfmethode zur Ermittlung des Zugtragverhaltens von textiler Bewehrung für Beton. Bauingenieur 2017, 289–291. [Google Scholar] [CrossRef]
- Lorenz, E.; Schütze, E.; Schladitz, F.; Curbach, M. Textilbeton- Grundlegende Untersuchungen im Überblick. Beton Stahlbetonbau 2013, 108, 711–722. [Google Scholar] [CrossRef]
- Schütze, E.; Bielak, J.; Scheerer, S.; Hegger, J.; Curbach, M. Einaxialer Zugversuch für Carbonbeton mit textiler Bewehrung—Uniaxial tensile test for carbon reinforced concrete with textile reinforcement. Beton Stahlbetonbau 2018, 113, 33–47. [Google Scholar] [CrossRef]
- Lorenz, E. Endverankerung und Übergreifung textiler Bewehrungen in Betonmatrices. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2014. [Google Scholar]
- Bielak, J.; Spelter, A.; Will, N.; Claßen, M. Verankerungsverhalten textiler Bewehrungen in dünnen Betonbauteilen—Anchorage behavior of textile reinforcement in thin concrete components. Beton- und Stahlbetonbau 2018, 113, 515–524. [Google Scholar] [CrossRef]
- Beßling, M.; Orlowsky, J. Textile reinforced concrete—Analysis of cracking along the fiber strand in concreteB. In Bond in Concrete—Bond, Anchorage, Detailing, Proceedings of the 5th International Conference, Stuttgart, Germany, 25–27 July 2022; Hofmann, J., Plizzari, G., Eds.; Universität Stuttgart: Stuttgart, Germany, 2022; pp. 932–944. [Google Scholar]
- Beßling, M.; Orlowsky, J. Quantification of the Influence of Concrete Width per Fiber Strand on the Splitting Crack Failure of Textile Reinforced Concrete (TRC). Polymers 2022, 14, 489. [Google Scholar] [CrossRef]
- ISO 527; Deutsches Institut für Normung e.V. Plastics—Determination of tensile properties. German version of EN. 83.080.01 (DIN EN ISO 527 part 1–3). Beuth Verlag GmbH: Berlin, Germany, 2019.
- Glowania, M.; Gries, T.; Schoene, J.; Schleser, M.; Reisgen, U. Innovative Coating Technology for Textile Reinforcements of Concrete Applications. KEM 2011, 466, 167–173. [Google Scholar] [CrossRef]
- Niederwald, M. Einfluss des Beschichtungsmaterials auf das Zugtragverhalten von Carbonbeton. Beton Stahlbetonbau 2017, 112, 637–645. [Google Scholar] [CrossRef]
- Preinstorfer, P.; Kromoser, B.; Kollegger, J. Categorisation of the bond behaviour of textile reinforced concrete. Bauingenieur 2019, 94, 416–424. [Google Scholar] [CrossRef]
- Preinstorfer, P.; Kollegger, J. New insights into the splitting failure of textile-reinforced concrete. Compos. Struct. 2020, 243, 112203. [Google Scholar] [CrossRef]
- ISO 868; Deutsches Institut für Normung e.V. DIN EN ISO 868: Plastics and ebonite—Determination of indentation hardness by means of a durometer (Shore hardness) (ISO 868:2003). German Version EN:2003. 83.060; 83.080.01 (DIN EN ISO 868). Beuth Verlag GmbH: Berlin, Germany, 2003.
- ISO48-4; DIN-Normenausschuss Materialprüfung. DIN ISO 48-4 Rubber, vulcanized or thermoplastic—Determination of hardness—Part4: Indentation hardness by durometer method (Shore hardness) (German version of 2018). Beuth Verlag GmbH: Berlin, Germany, 2018.
- Weißbach, W.; Dahms, M.; Jaroschek, C. Werkstoffprüfung. Werkstoffe und Ihre Anwendungen: Metalle, Kunststoffe und Mehr, 20., Überarbeitete Auflage; Springer: Wiesbaden, Germany, 2018; pp. 503–571. ISBN 9783658198923. [Google Scholar]
- Preinstorfer, P.; Kromoser, B. Influence of geometrical parameters on the splitting forces in textile-reinforced concrete. Mater. Struct. 2020, 53, 1590. [Google Scholar] [CrossRef]
- Preinstorfer, P. Zur Spaltrissbildung von Textilbewehrtem Beton: On the Splitting Behaviour of Textile Reinforced Concrete. Ph.D. Thesis, TU Wien, Wien, Austria, 2019. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Tensile Strength [MPa] | E-Modulus [GPa] |
|---|---|---|
| AR-glass | 3000 | 73 |
| basalt | 2000–4840 | 89 |
| carbon | 1750–7000 | 200–500 |
| Material | Tensile Young’s Modulus [GPa] | Tensile Strength [MPa] |
|---|---|---|
| Styrene–butadiene | 3.0–3.4 | 3.5–20.5 |
| Acrylate dispersion | 3.1–3.3 | 60–80 |
| Epoxy resin | up to 4.2 | up to 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beßling, M.; Manko, L.; Orlowsky, J. Quantification of the Transversal Fiber Strand Stiffness of Textiles Used in Textile-Reinforced Concrete via Shore Hardness. Buildings 2022, 12, 2038. https://doi.org/10.3390/buildings12112038
Beßling M, Manko L, Orlowsky J. Quantification of the Transversal Fiber Strand Stiffness of Textiles Used in Textile-Reinforced Concrete via Shore Hardness. Buildings. 2022; 12(11):2038. https://doi.org/10.3390/buildings12112038
Chicago/Turabian StyleBeßling, Markus, Leonie Manko, and Jeanette Orlowsky. 2022. "Quantification of the Transversal Fiber Strand Stiffness of Textiles Used in Textile-Reinforced Concrete via Shore Hardness" Buildings 12, no. 11: 2038. https://doi.org/10.3390/buildings12112038
APA StyleBeßling, M., Manko, L., & Orlowsky, J. (2022). Quantification of the Transversal Fiber Strand Stiffness of Textiles Used in Textile-Reinforced Concrete via Shore Hardness. Buildings, 12(11), 2038. https://doi.org/10.3390/buildings12112038