
Graphite Tailings’ Effects on Mechanical and Physical Properties of Eco-Efficient Steel Fiber-Reinforced Concrete


Abstract
:1. Introduction
2. Experimental Programs
2.1. Materials
- (1)
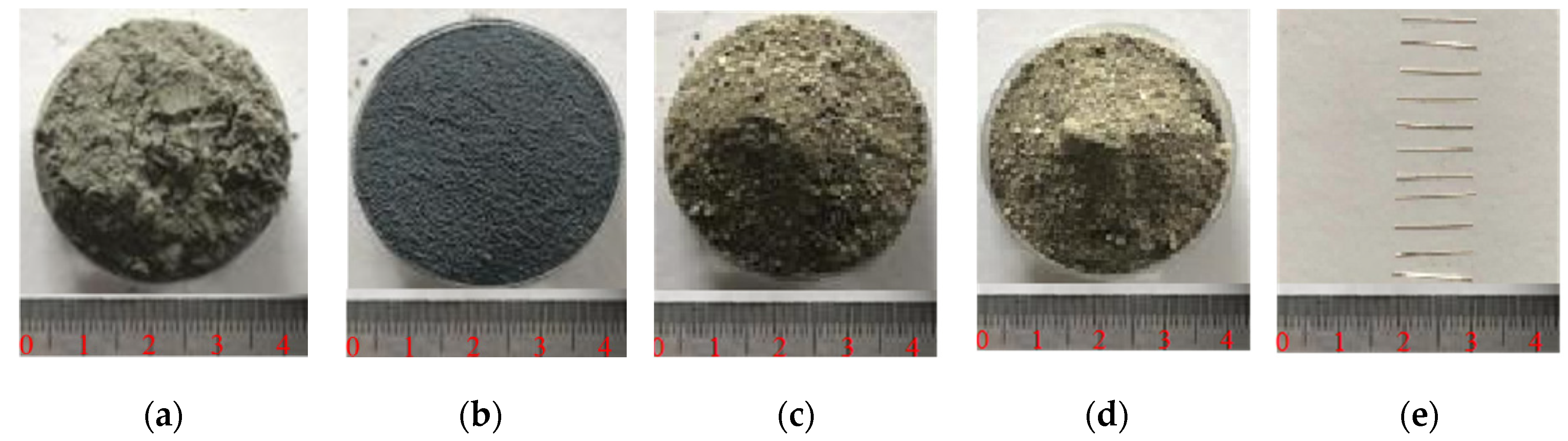
- Cement. The cement applied in this survey was Portland cement produced in Harbin Yatai Cement Factory, exhibiting a density of 3.0 g/cm3 and a specific surface area of 380 m2/kg.
- (2)
- Silica fume. The Silica fume was provided by Xinming New Building Materials Co., Ltd., Heilongjiang, China, exhibiting an average particle size of 0.1~0.3 μm and a specific surface area of 20~28 m²/g.
- (3)
- Sand. The maximal particle size of the sand (fineness modulus of 2.5) employed in the experiment was 2.5 mm.
- (4)
- Graphite tailings (GT). The maximal particle size of the GT (fineness modulus of 1.0) employed in the experiment was 1.25 mm. In this study, the GT was replaced as sand at different volume ratios from 0% to 20%.
- (5)
- Steel fiber. Copper-plated steel fiber with the following dimensions: a length of 12~14 mm, a diameter of 0.18~0.23 mm, and a tensile strength of the fibers ≥2850 MPa.
- (6)
- Admixture. Polycarboxylate superplasticizer acted as the admixture, with a water reduction rate not less than 25%, and PH value in 1% aqueous solution was 7~9.
2.2. Mix Design Based on Particle Densely Packing Theory
2.2.1. Maximal Mixed Bulk Density of Sand and GT in Different Grades
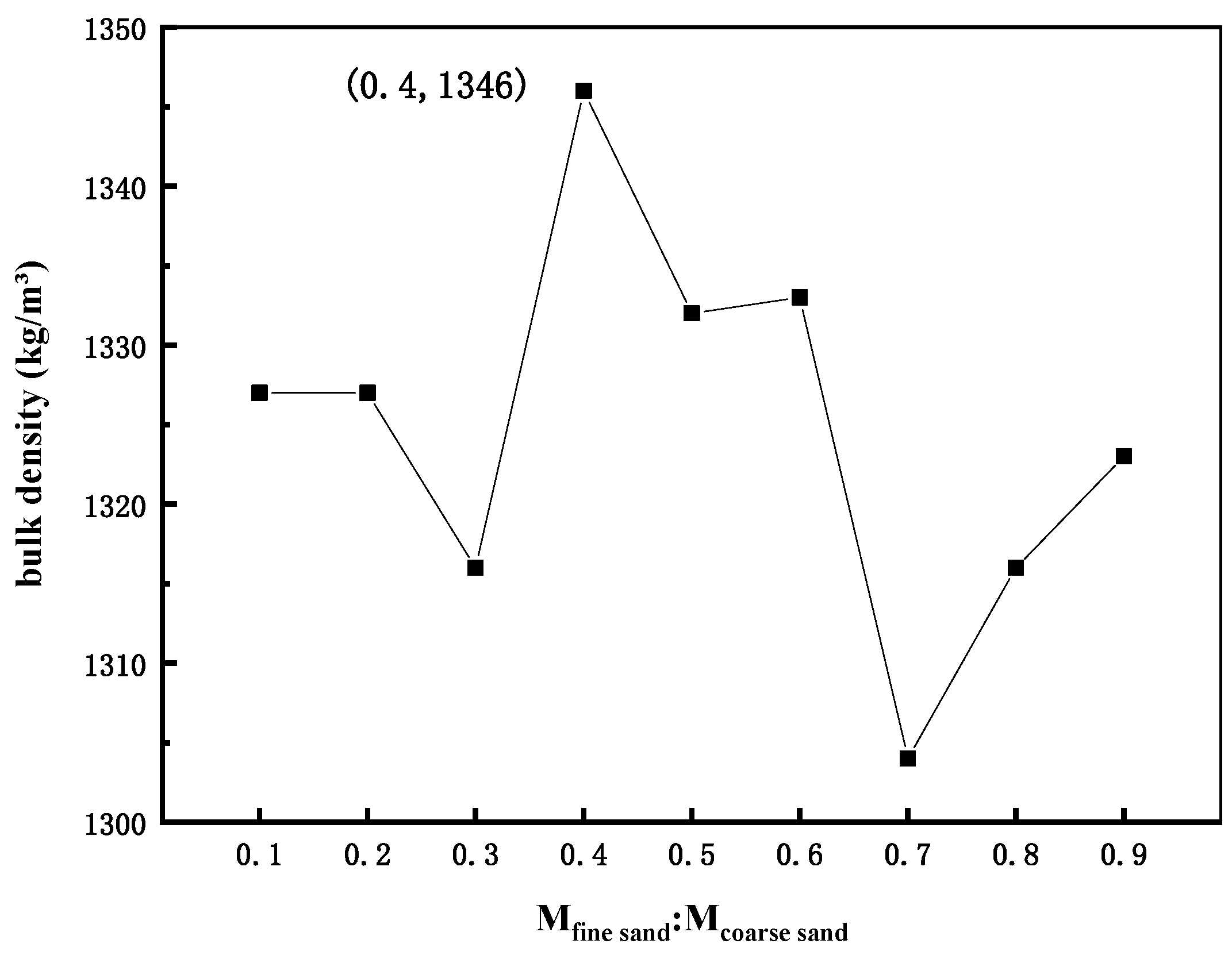
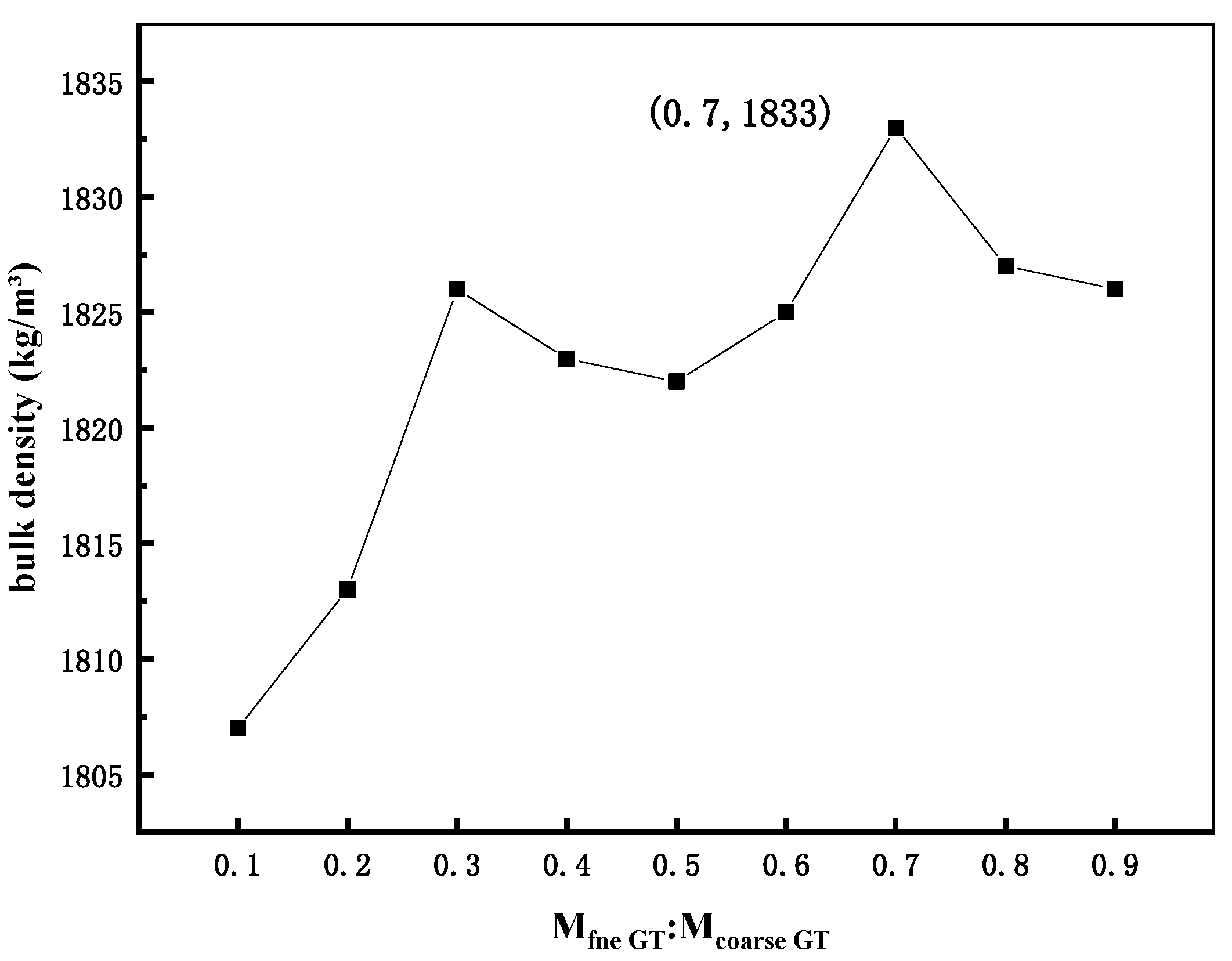
- (1)
- Determination of the optimal ratio of different grades of sand and GT
- (2)
- Preliminary determination of different grades of sand and GT
- (3)
- Determination of the final dosage of different grades of sand and GT
- (4)
- Determination of the amount of cementitious material
2.2.2. Mixing Proportions of Concrete
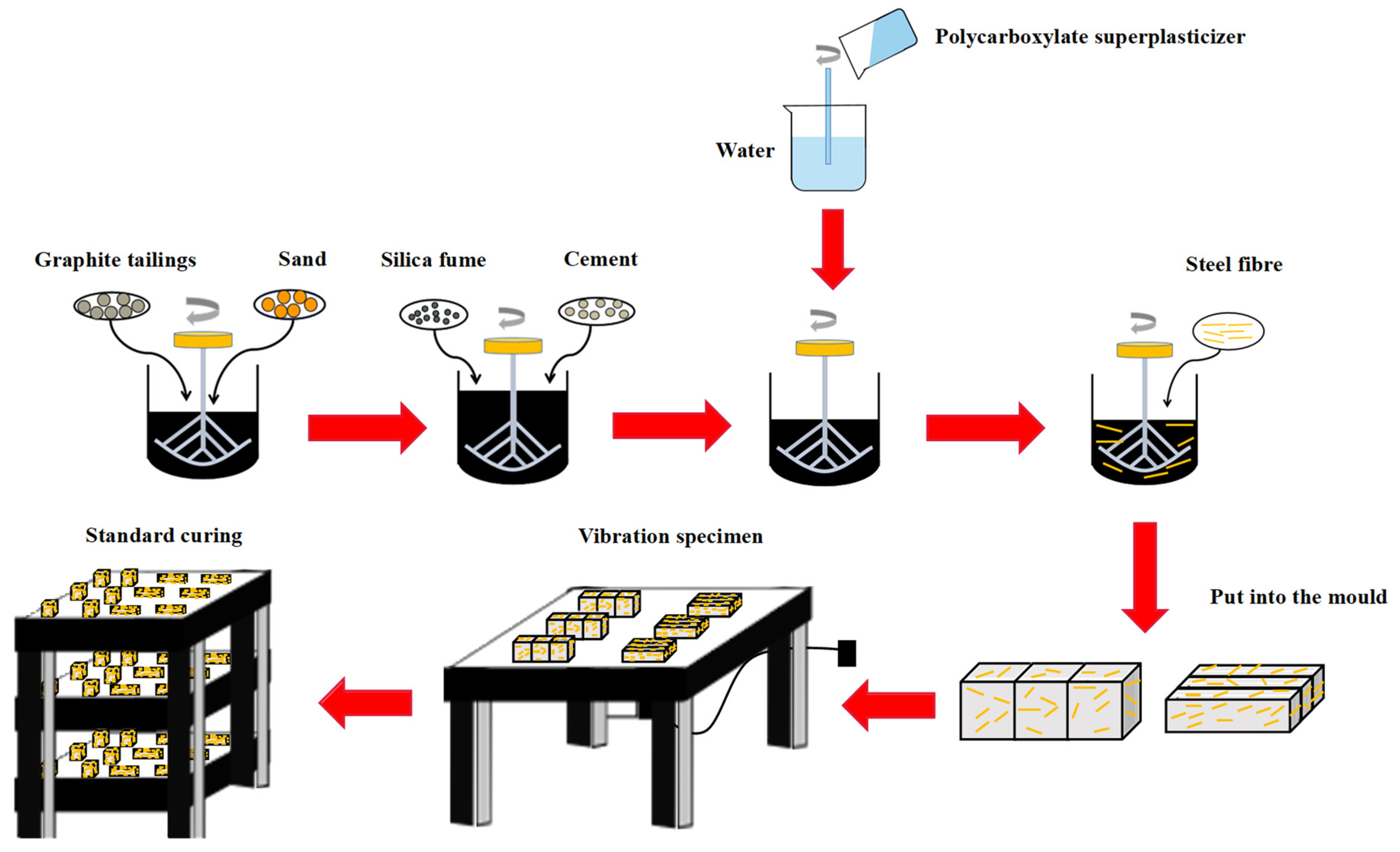
2.3. Concrete Preparation Process
- (1)
- The sand and GT were poured into the mixing pot and rotated at a low speed for 120 s. The fine-grained sand/GT and coarse-grained sand/GT were mixed thoroughly. Sand and GT were employed for the first stage of filling.
- (2)
- Silica fume and cement were poured into the mixing pot and rotated at a low speed for 120 s. Silica fume and cement were applied for the second stage of filling.
- (3)
- The mixed liquid of water and admixture that was evenly stirred in advance was poured and stirred at a low speed for 120 s and then at a high speed for 180 s. The tricalcium silicate (C3S) and dicalcium silicate (C2S) in the cement were hydrated to form hydrated calcium silicate (C-S-H) and Ca(OH)2 at this time. Pozzolanic reaction between SiO2 and Ca(OH)2 in silica fume synthesized C-S-H. Two reactions above complemented and coordinated with each other, i.e., Ca(OH)2 was consumed, and considerable C-S-H gel was distributed in the slurry, which increased the strength of the slurry after hardening. The pores of the body were filled for the third time, which made the slurry denser.
- (4)
- Steel fibers were poured into the mixing pot, and the mixing was accelerated until the raw materials in the slurry were evenly mixed. The addition of a small number of steel fibers slightly impacted the fluidity of the slurry. Due to the high tensile properties exhibited by steel fibers, the flexural and compressive strength of concrete were improved.
- (5)
- The mixture was poured into a mold of 70.7 mm × 70.7 mm × 70.7 mm and 40 mm × 40 mm × 160 mm and the ZDP-1200 × 1200 vibration table was used for vibration molding.
- (6)
- It was stored in an environment at an ambient temperature of 20 ± 1℃ and a relative humidity of 60% for one day. After the samples were demolded, they were cured in a curing room at an ambient temperature of 20 ± 2℃ and a relative humidity of ≥95%. The specimens were cured, and the ages were 3 days, 7 days and 28 days.
2.4. Experiment Methods
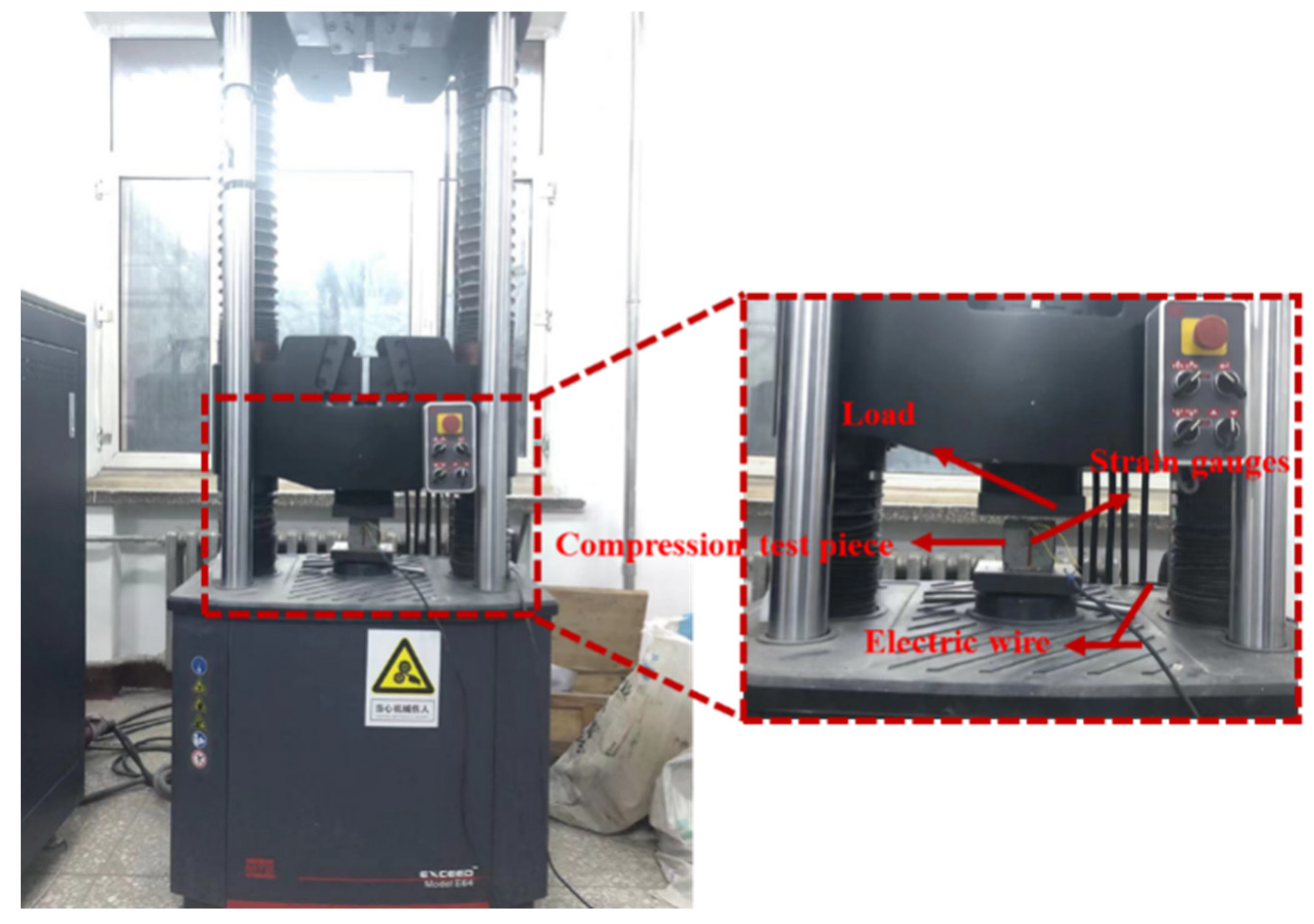
2.4.1. Compression Test
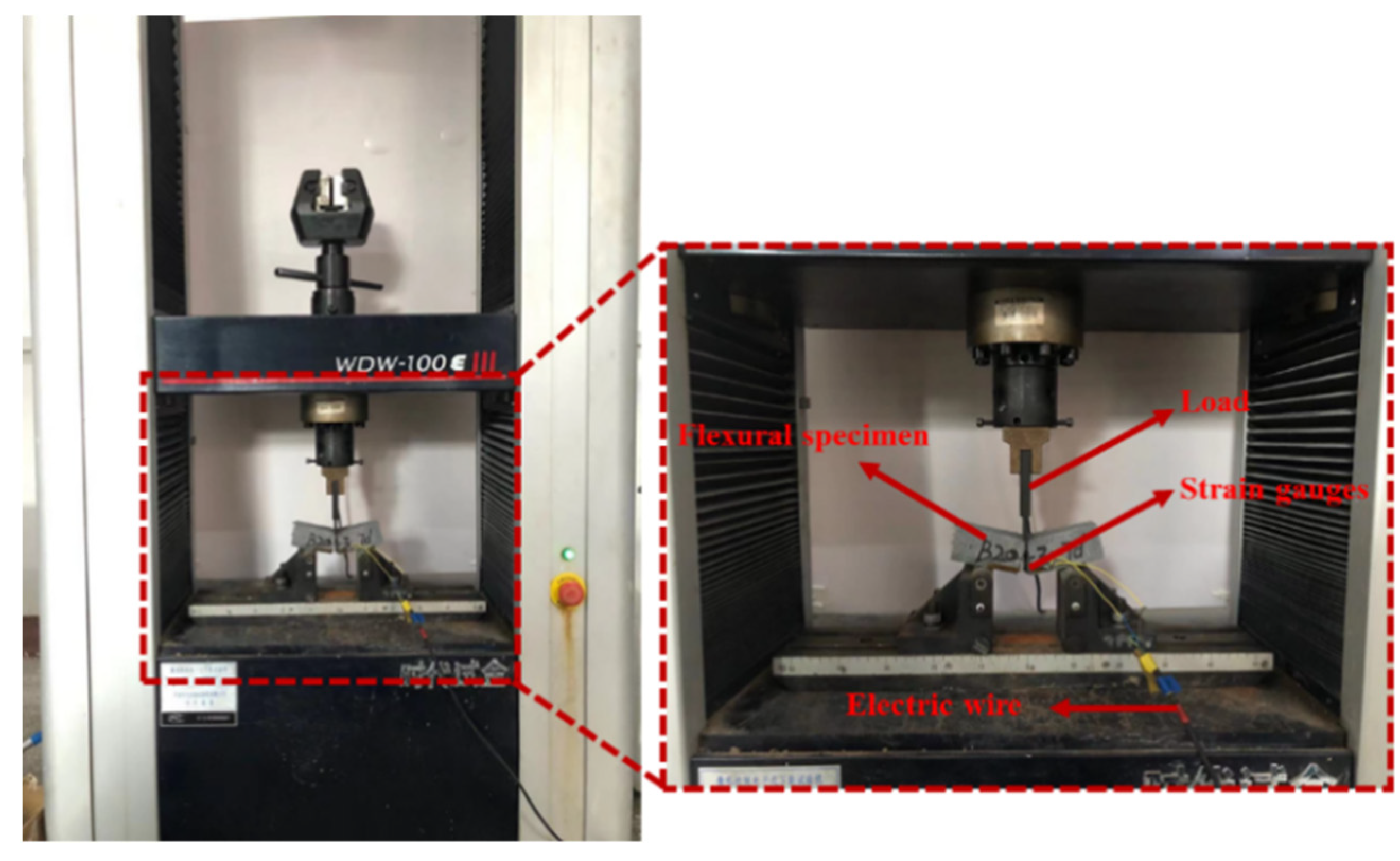
2.4.2. Flexural Test
3. Results and Discussion
3.1. Test Phenomenon Analysis
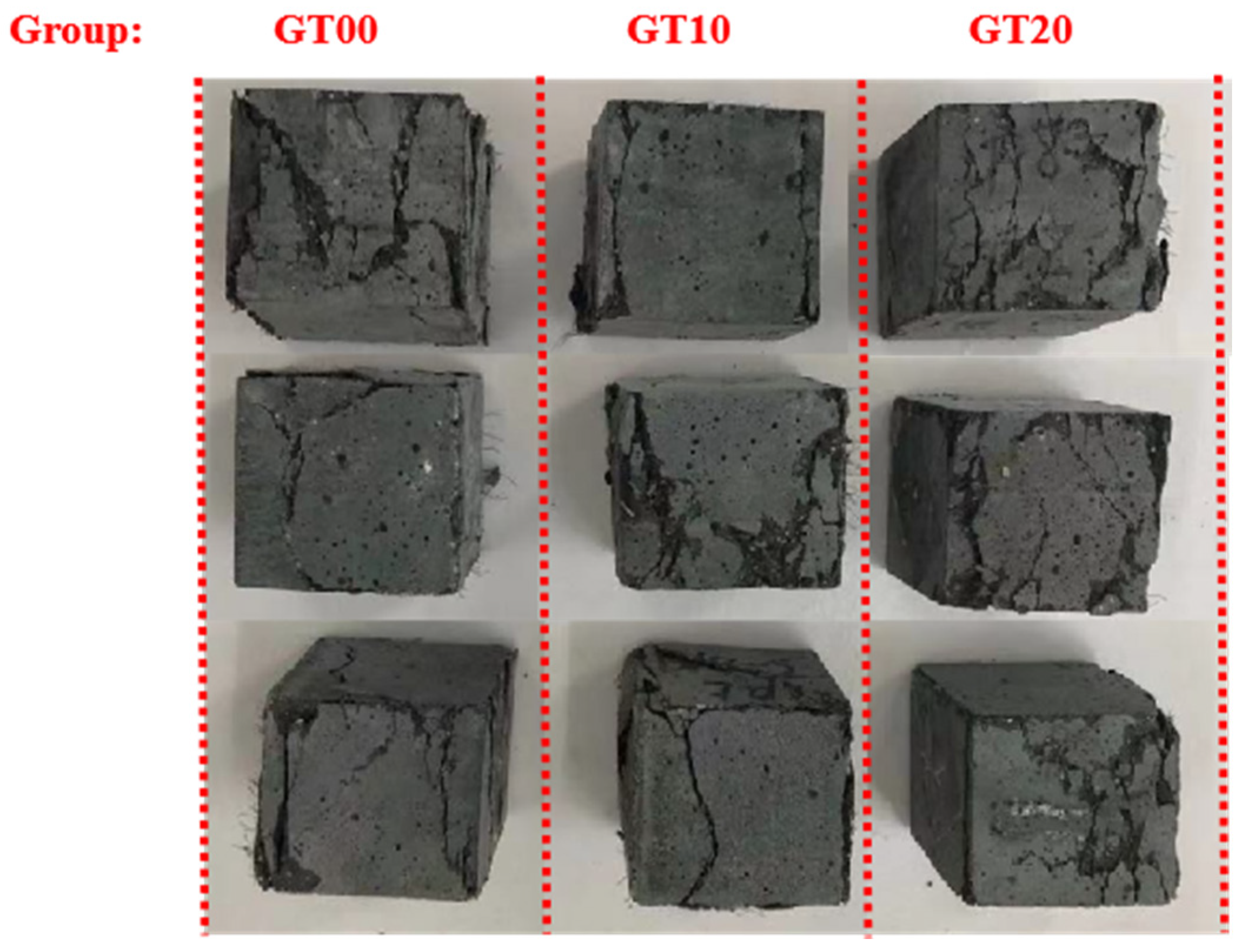
3.1.1. Phenomenon Analysis of Compression Test
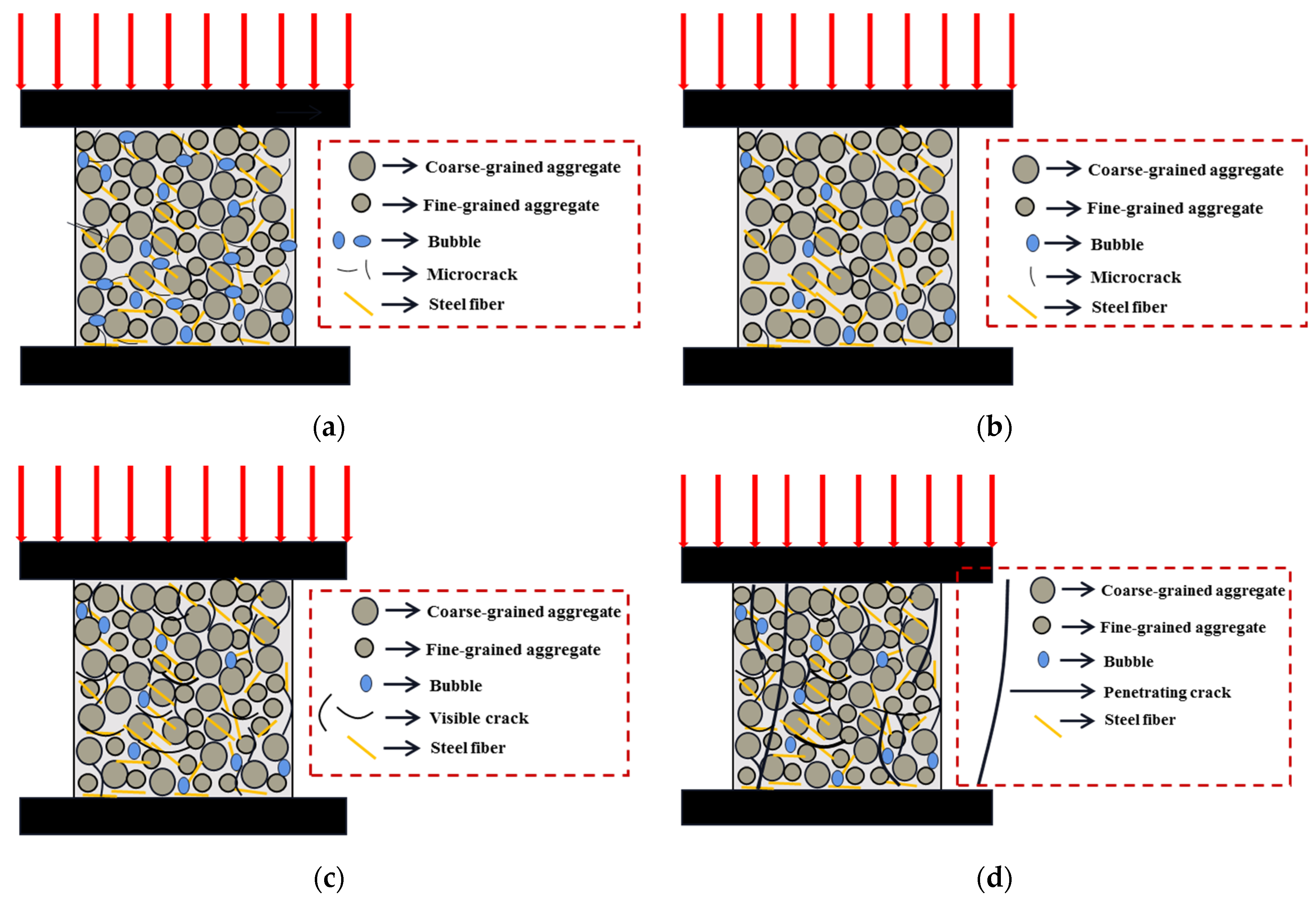
- Compression stage. The schematic diagram of compression stage is given in Figure 8a. The internal structure of the concrete varied, and the internal cracks and pores of the concrete perpendicular to the direction of the force were gradually compacted, which made the concrete denser.
- Linear enhancement stage. The schematic diagram of linear enhancement stage is shown in Figure 8b. The external force was not large, and the stress concentration within the concrete caused by the external force was insufficient to affect the strength of the concrete. The internal bonding force of the concrete matrix was strong and the deformation attributed to the interaction between the materials was coordinated with the others. The deformation response and the stress and strain of the material varied linearly.
- Defect expansion stage. The diagram of defect expansion stage is presented in Figure 8c. The effect of the external force began to manifest. Cracks and remaining pores in the concrete parallel to the direction of the force underwent stress concentration under the huge external force, thereby causing concrete surface to peel off. The cracks in the identical part of the concrete began to bifurcate and gradually merged in different parts.
- Destruction stage. The schematic diagram of destruction stage is illustrated in Figure 8d. The cracks in the identical part of the concrete continued to expand, and the cracks in different parts penetrated together. Lastly, the specimen was penetrated and damaged by the cracks, and the compression test was over.
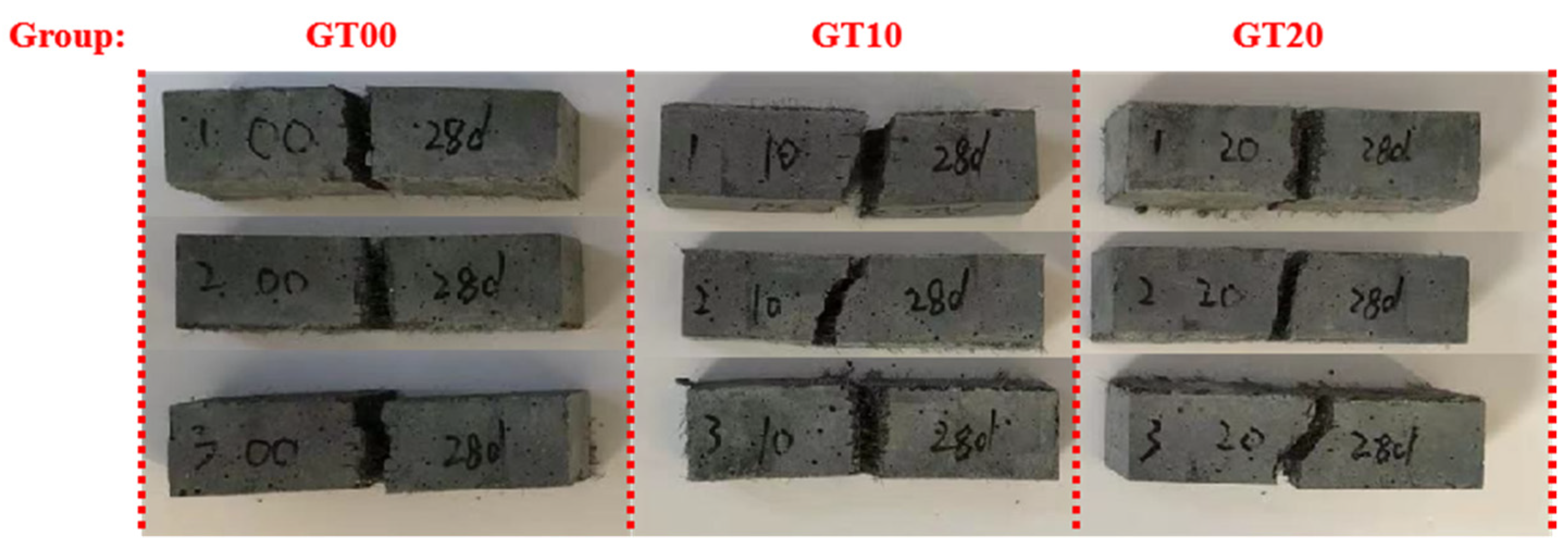
3.1.2. Phenomenon Analysis of Flexural Test
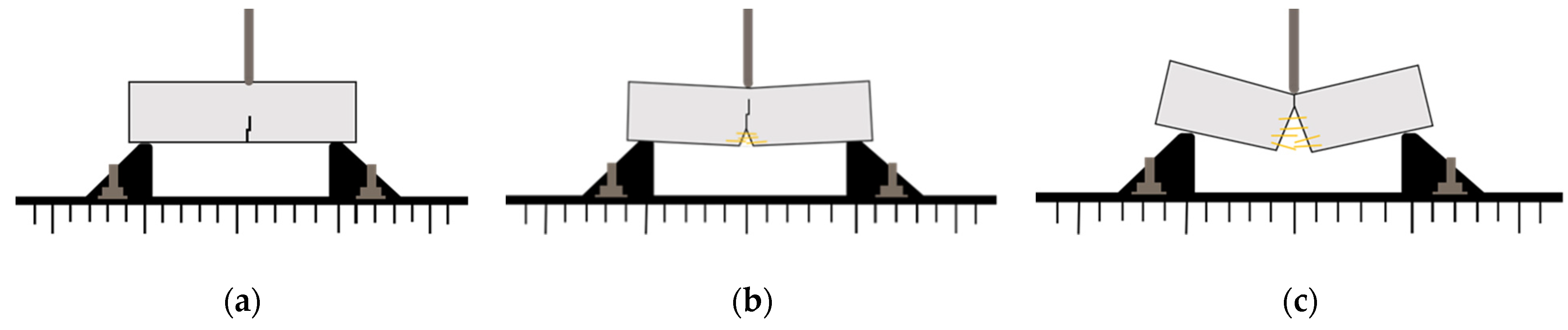
- Initial stress stage. The schematic diagram of initial stress stage is presented in Figure 10a. The specimen surface substrate fell off as the force continued to be loaded. The main body of force at this stage was the concrete matrix. The factors included the degree of concrete compactness, the degree of cement hydration and the degree of pozzolanic reaction of silica fume. The drawing effect of steel fibers was found as a secondary influencing factor.
- Stress enhancement stage. The schematic diagram of the stress enhancement stage is shown in Figure 10b. The crack continued to expand and extend inside with the load applied continuously. It gradually developed into penetrating cracks, and steel fibers came into play and were continuously pulled out. At this stage, the main body of the force was the concrete matrix and the steel fibers, which was represented by the synergy of the matrix and steel fibers. The factors included the degree of adhesion between concrete matrix, the compactness of concrete matrix and the adhesion between steel fibers and concrete matrix.
- Ultimate failure stage. The schematic diagram of the fracture stage is shown in Figure 10c. At this stage, the crack completely penetrated the specimen, and the bonding force between the substrates had basically lost its effect. Steel fibers were the main body of the force; the strength factors included the interface bonding force between steel fibers and the matrix and the friction force when the fibers were pulled out.
3.2. Experiment Analysis
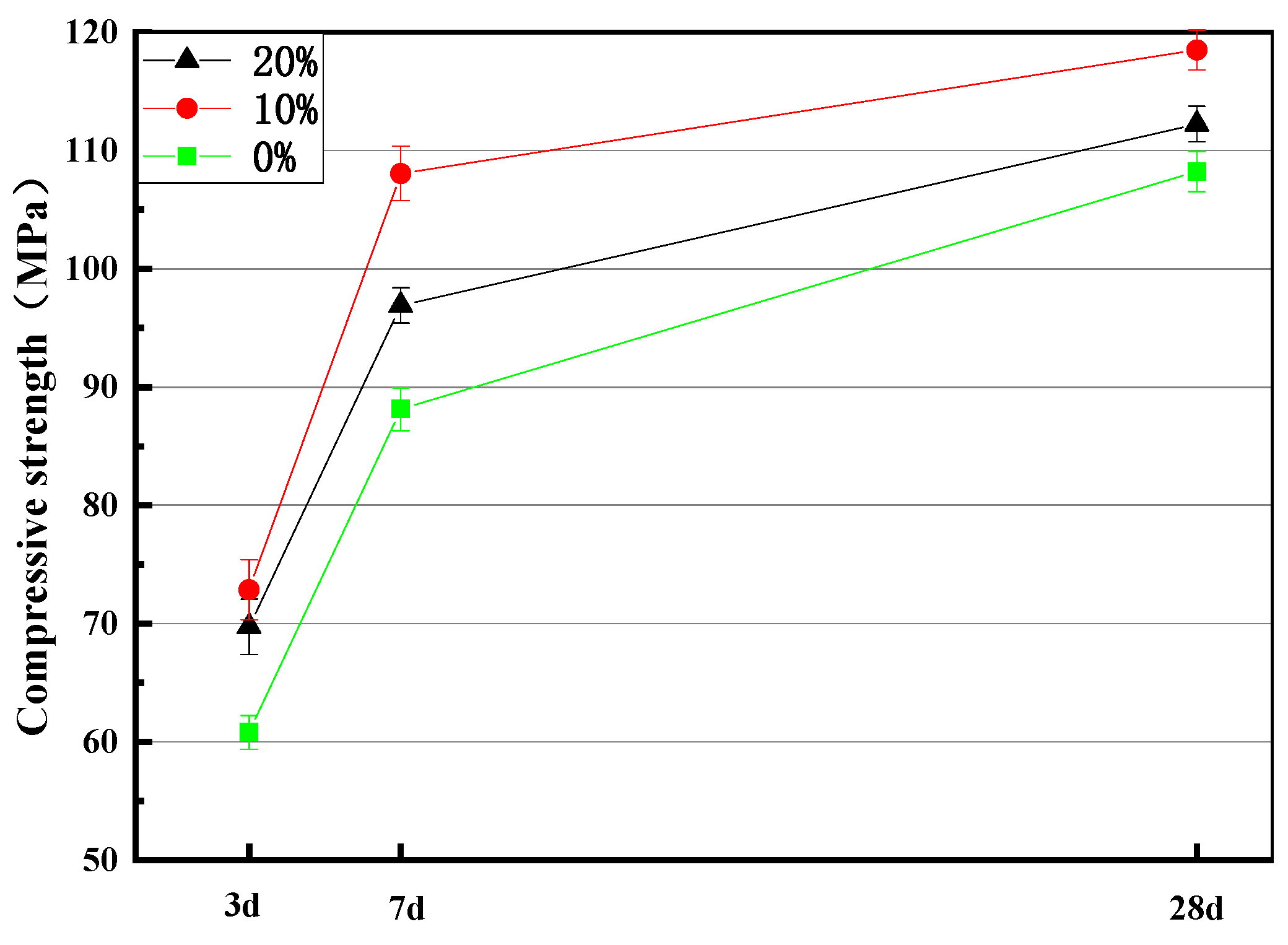
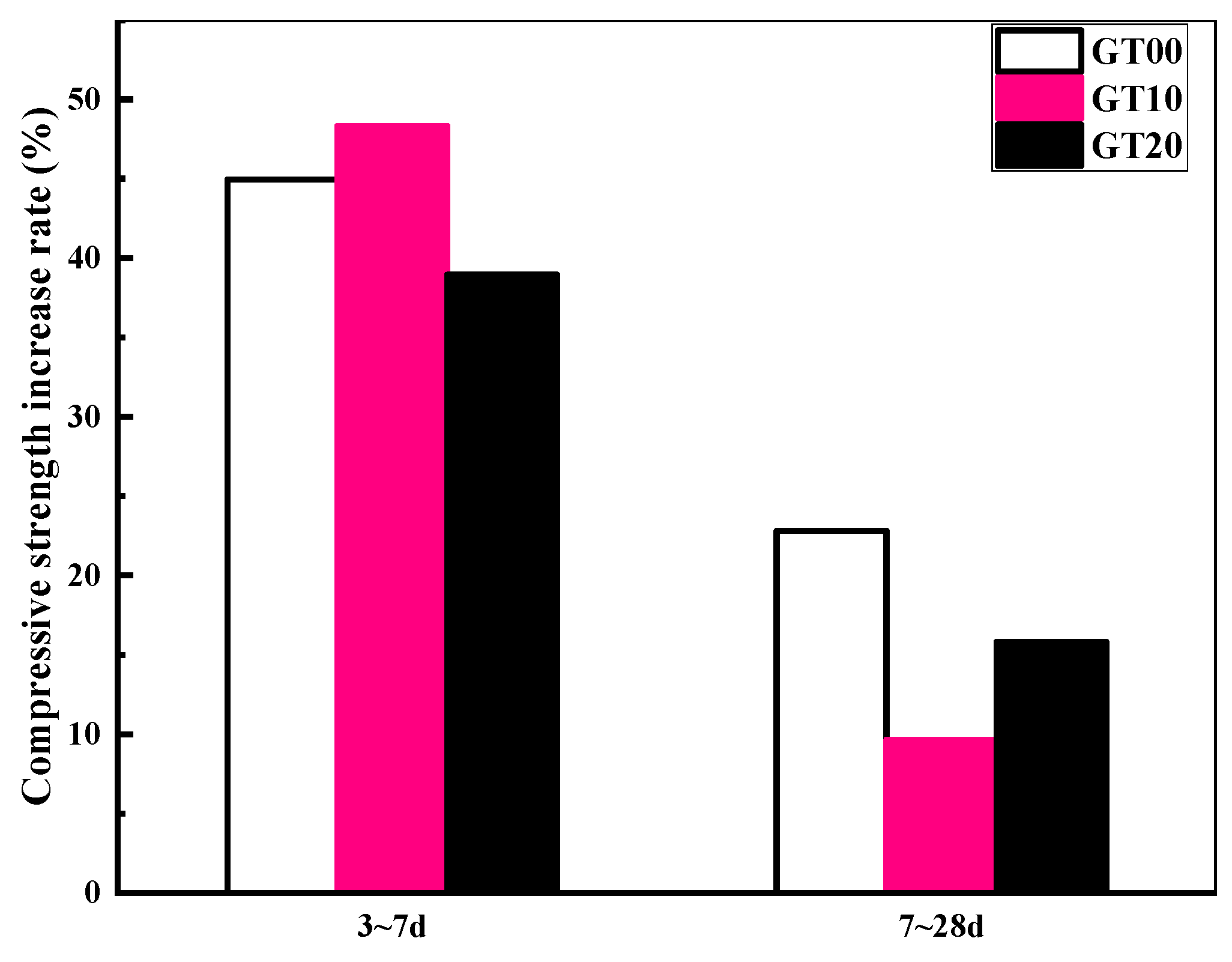
3.2.1. Compression Test Analysis
Compressive Strength
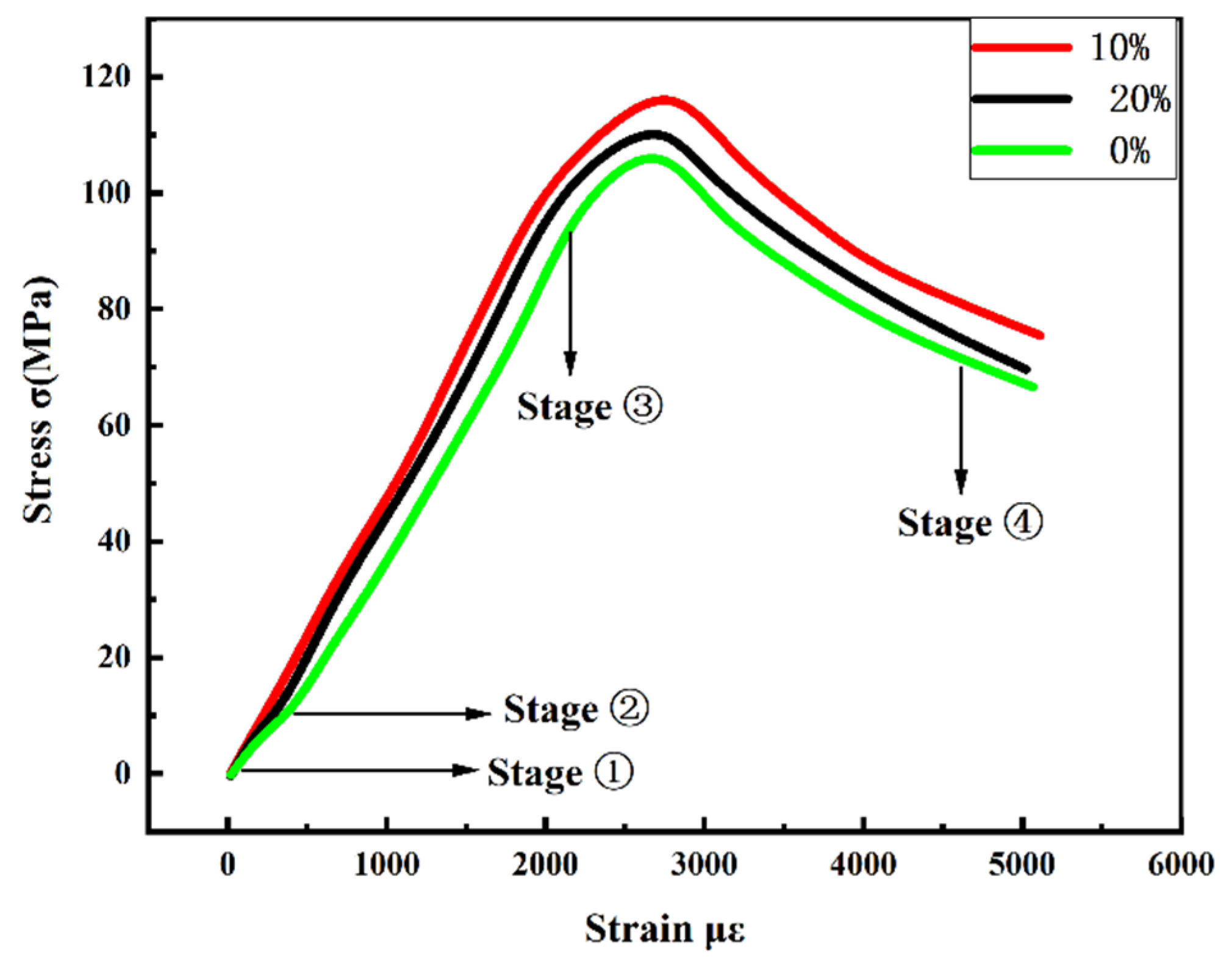
Compressive Stress–Strain Curve
3.2.2. Flexural Test Analysis
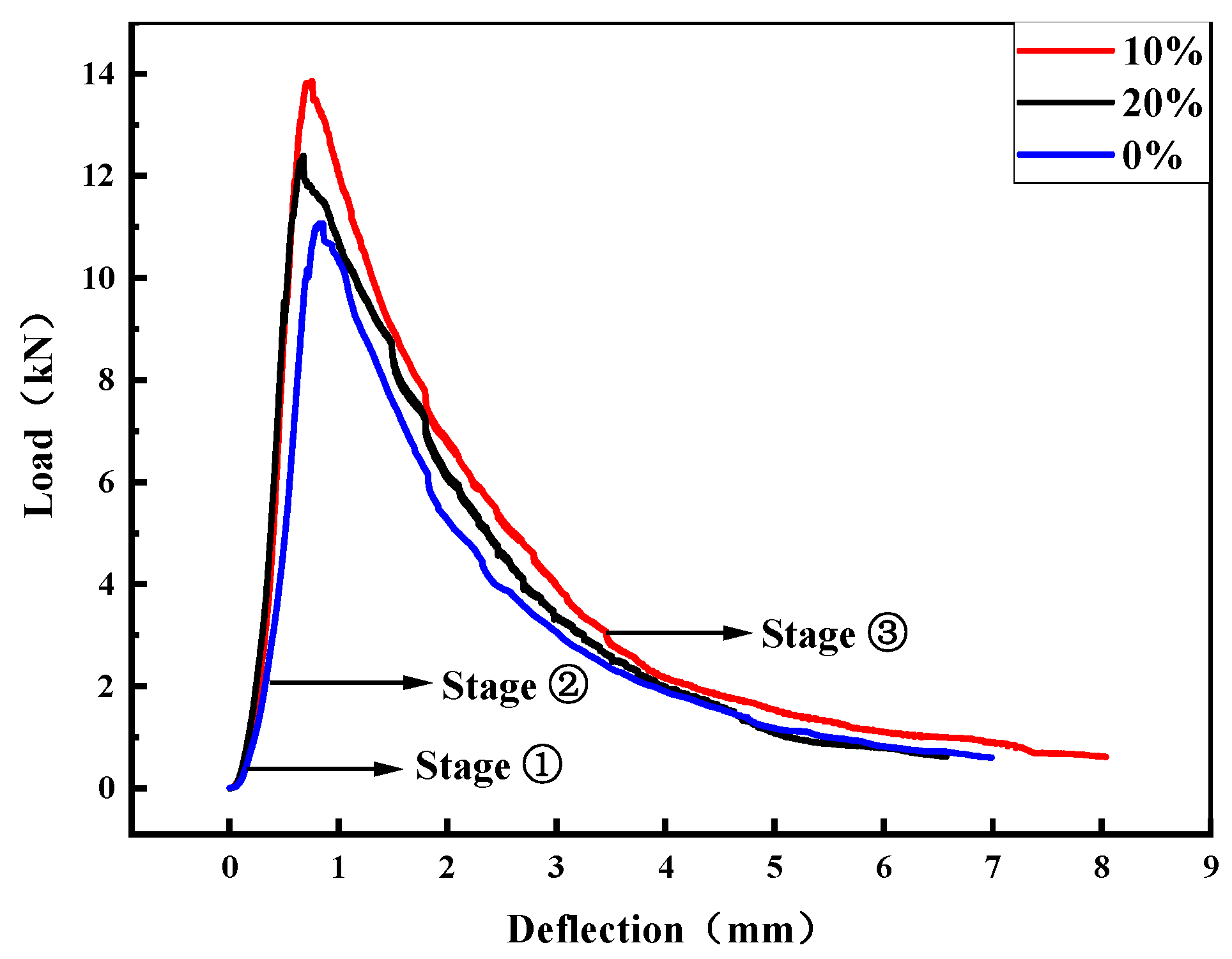
Load–Deflection Curve
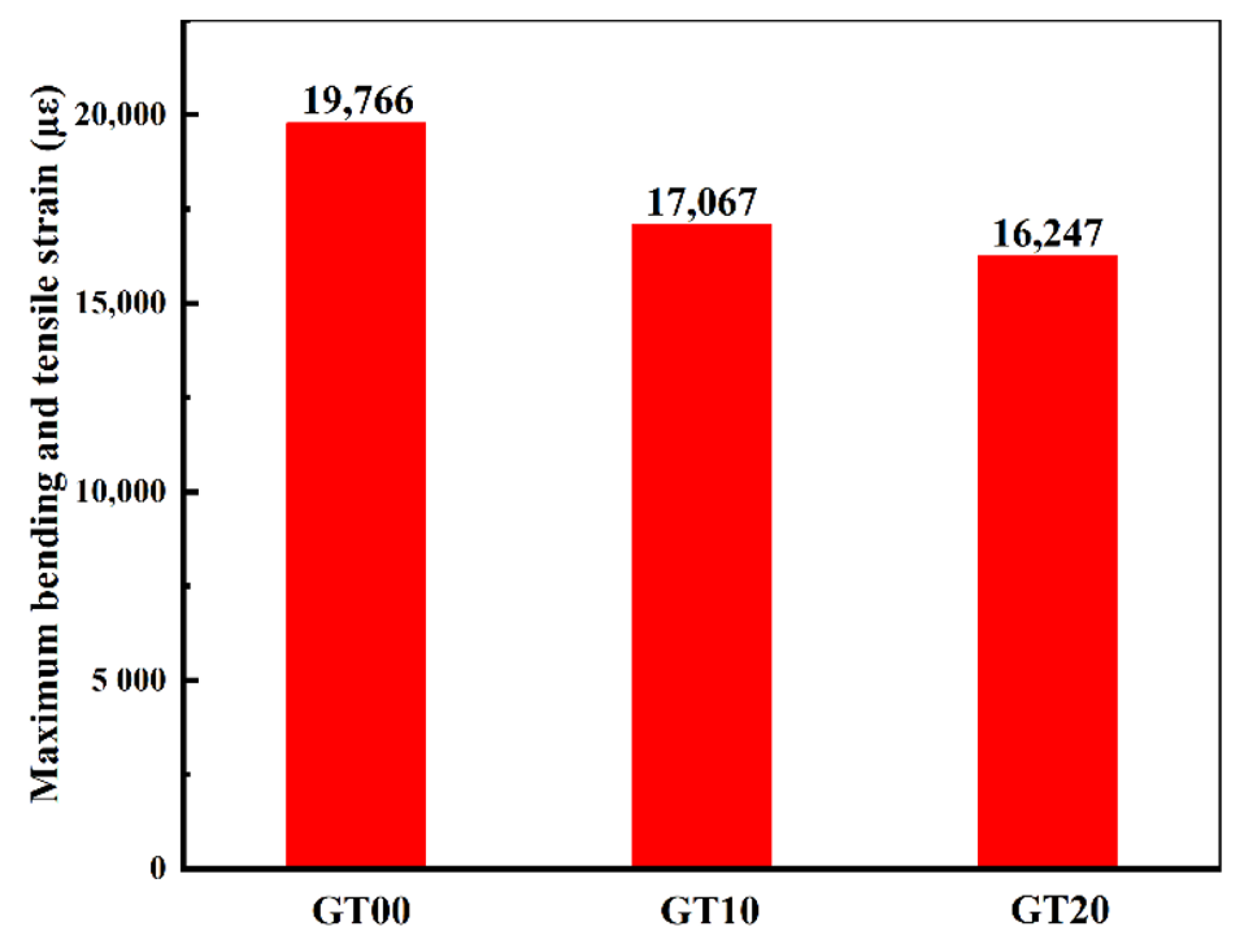
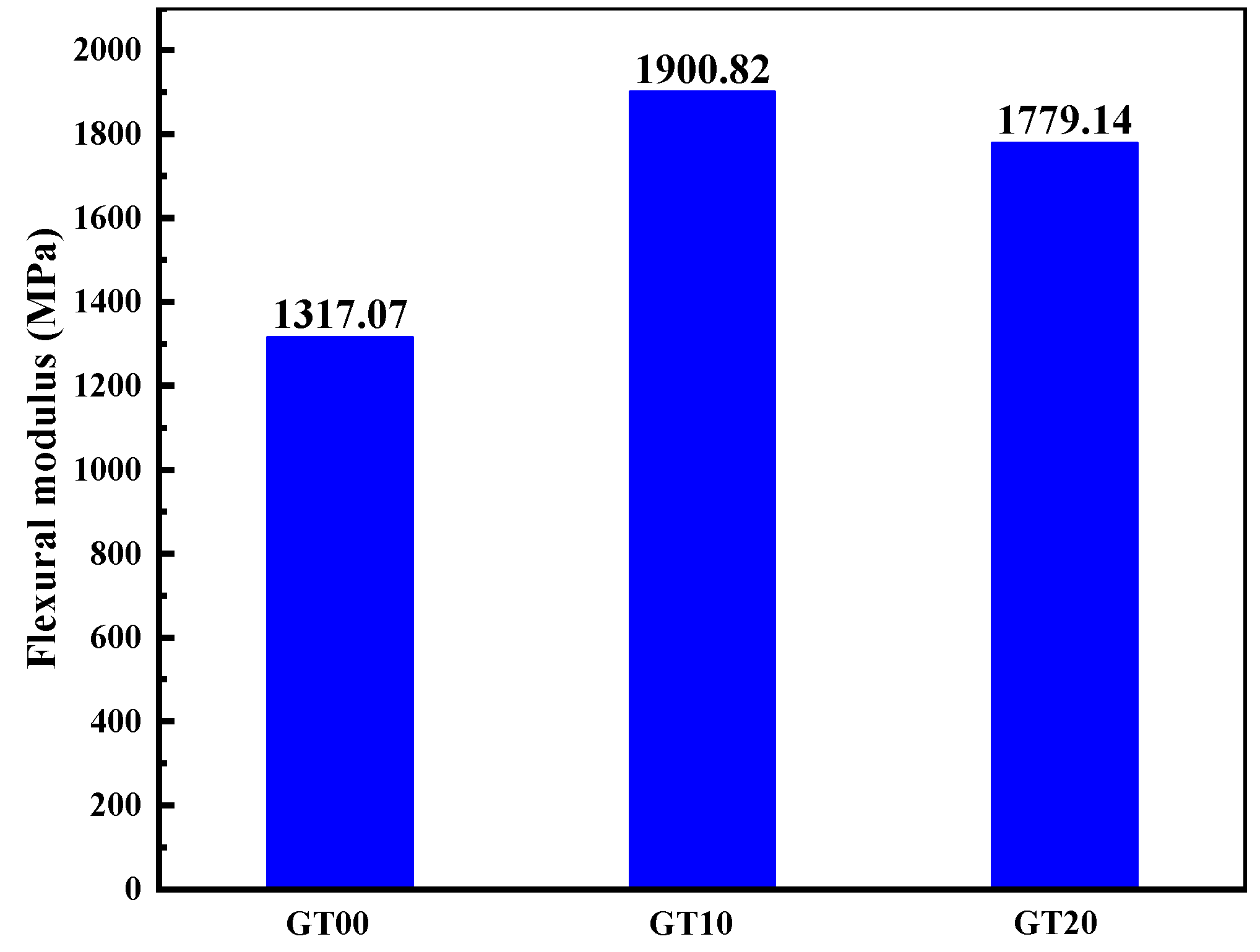
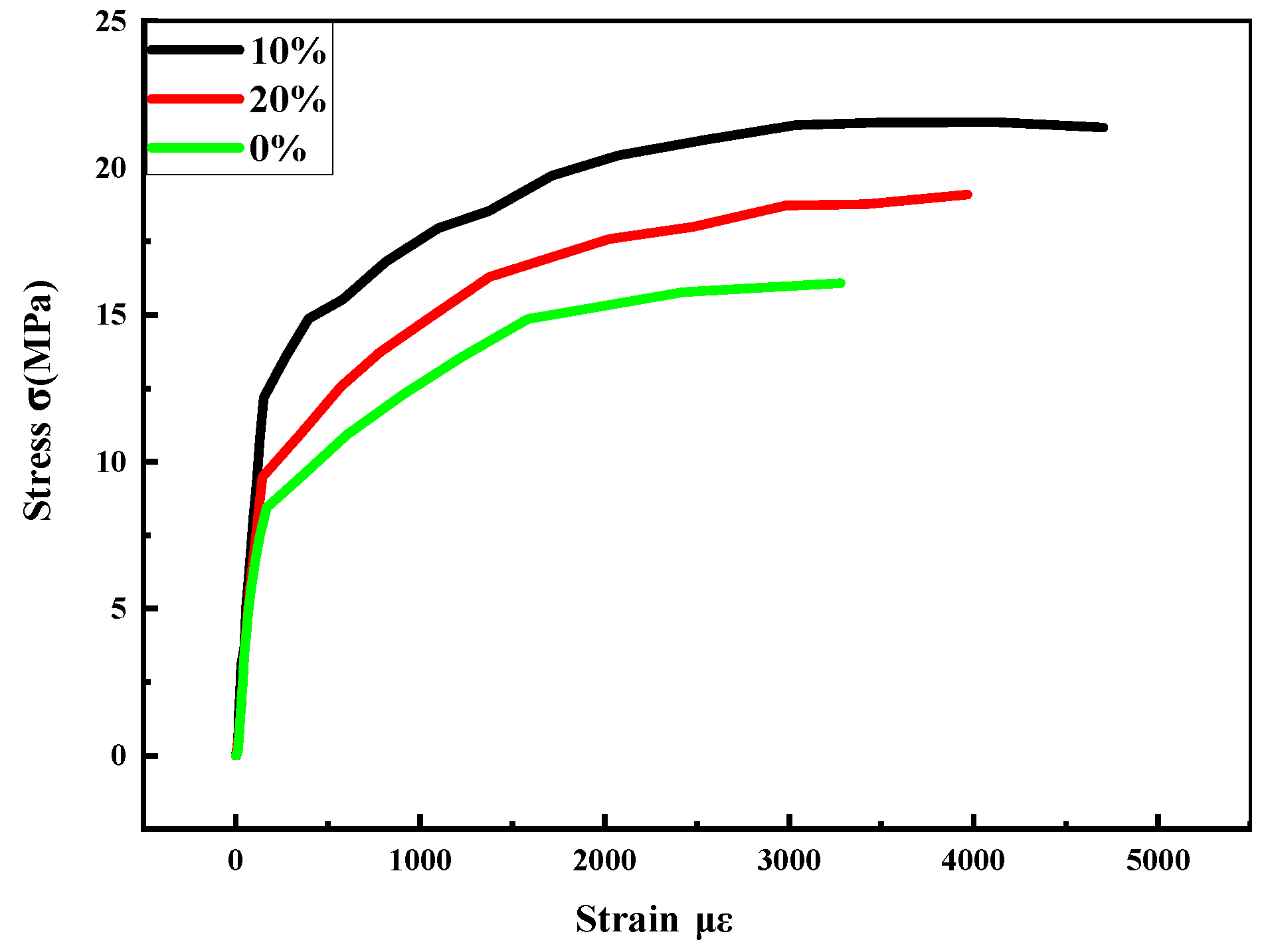
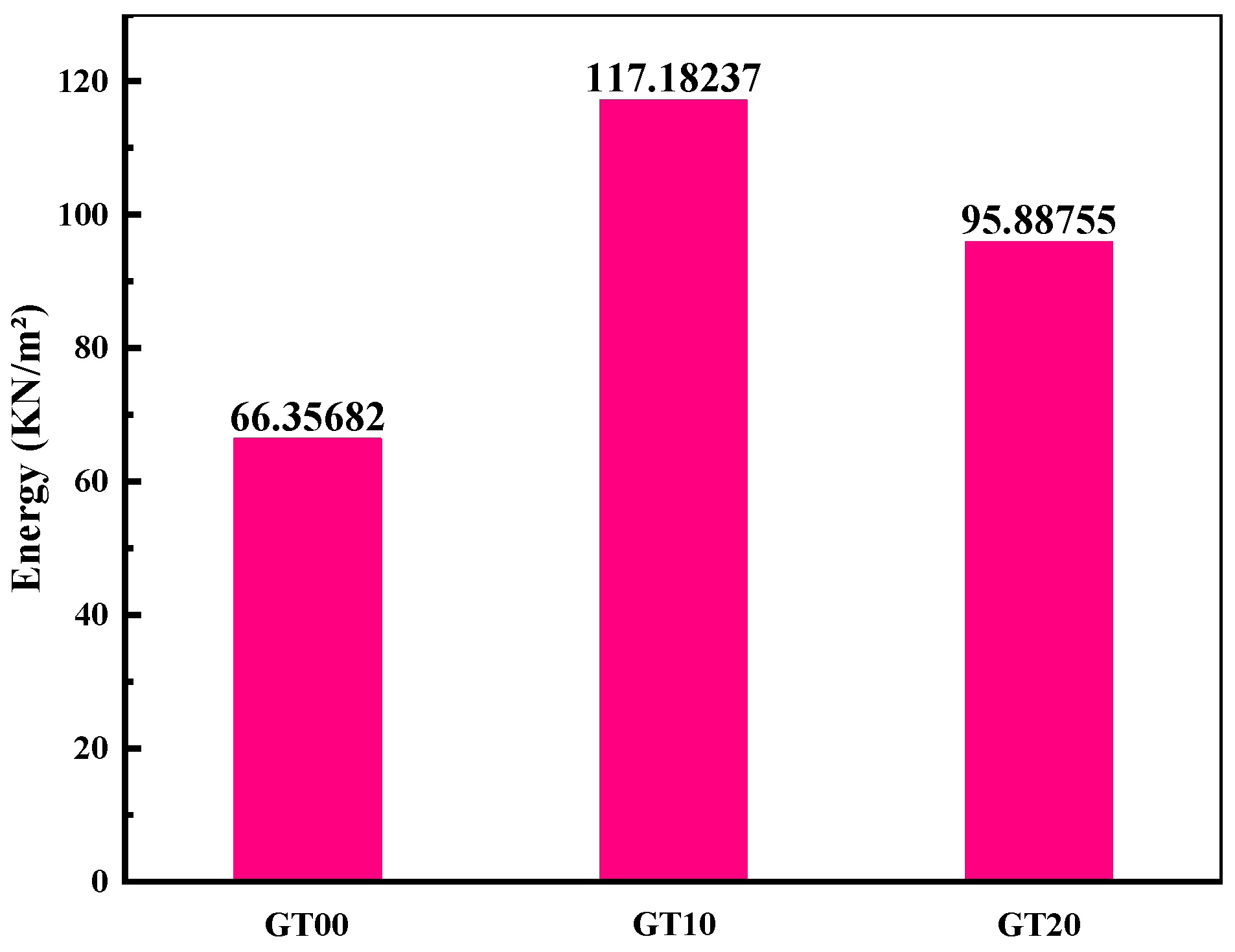
Flexural Stress–Strain Curve
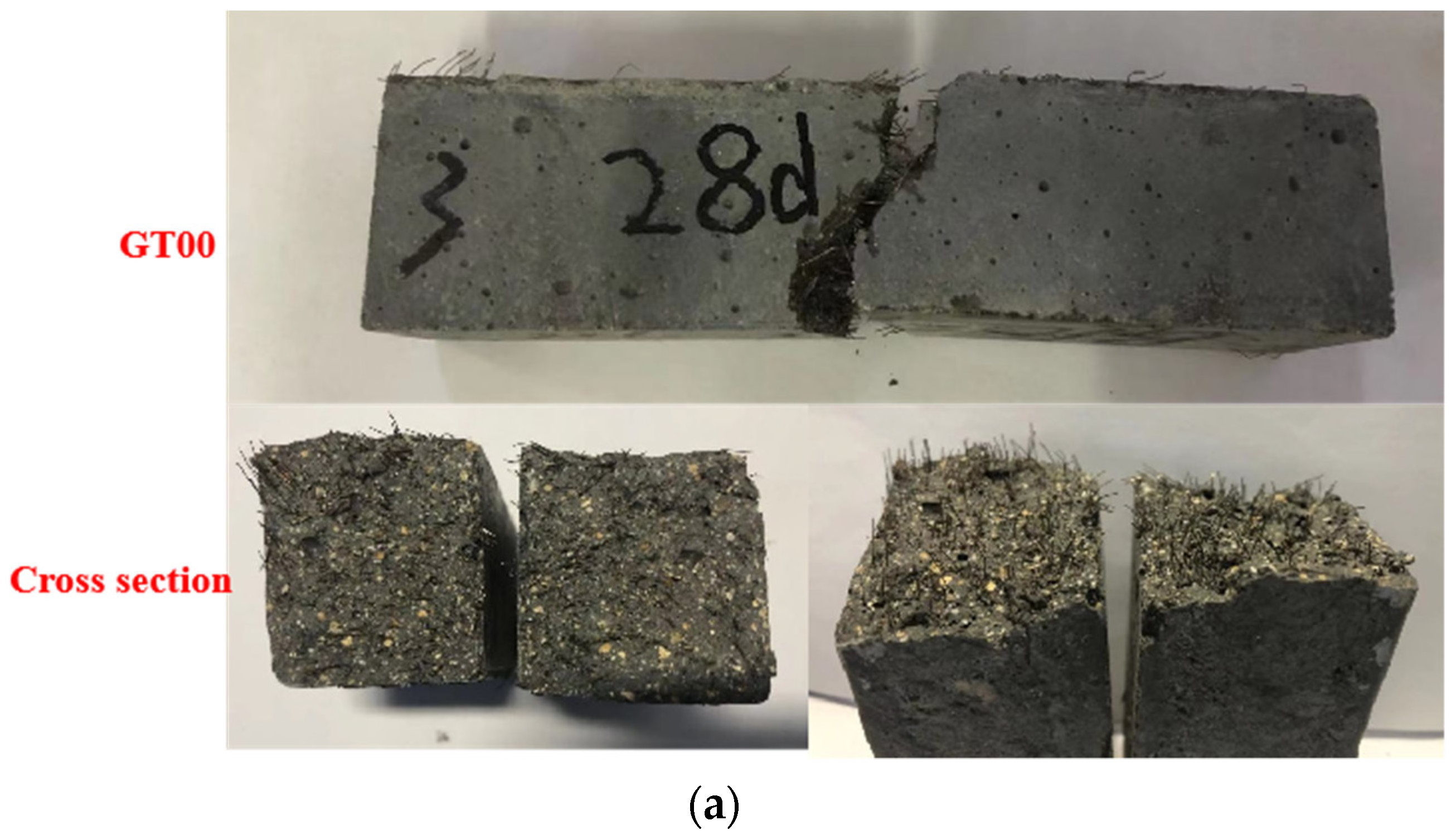
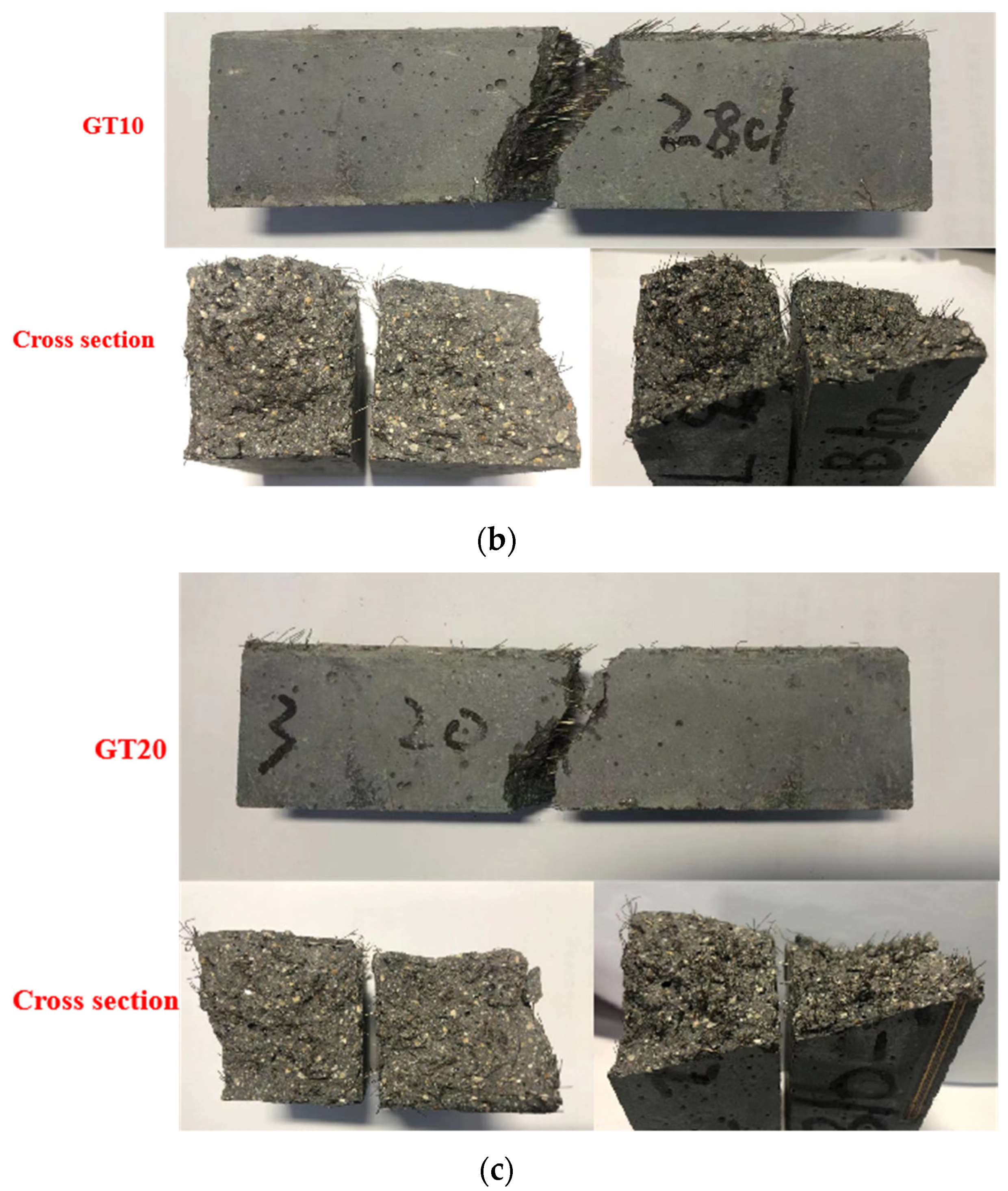
Flexural Section
4. Conclusions
- The physical properties of GT have a great influence on the mechanical strength of concrete. GT has higher water absorption than sand, which reduces the effective W/B ratio in concrete and affects the hydration of cementitious materials. The rough surface of GT can increase the occlusal force between steel fibers, aggregates and matrix.
- The GT ecological concrete was successfully produced based on particle densely packing theory. This method could provide a new idea for the preparation of high-strength concrete by GT in the future. The compressive and flexural test phenomena of GT00, GT10 and GT20 are similar, but the mechanical strength shows different characteristics.
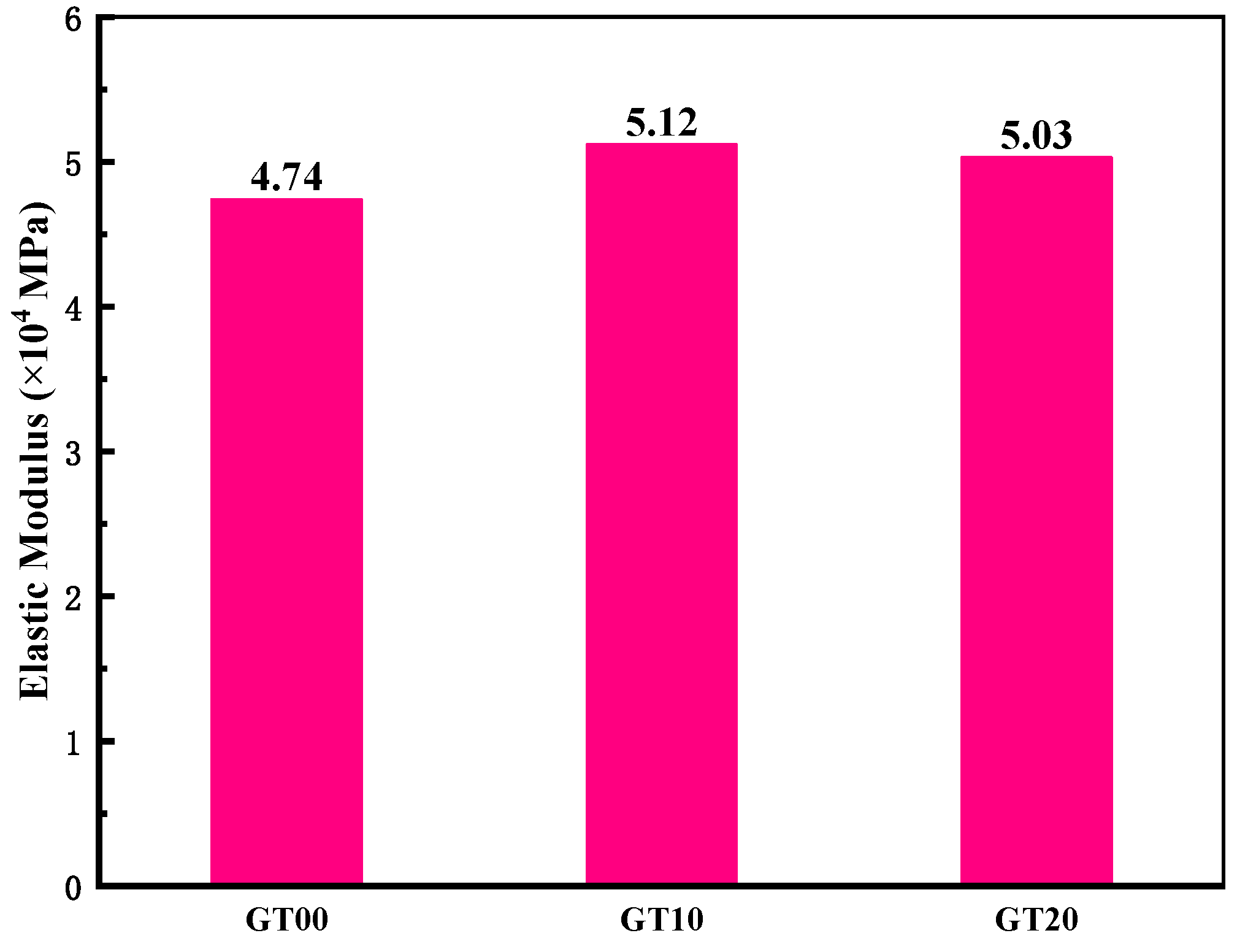
- GT can reduce the elastic strain energy between the steel fiber and the matrix, which increases the energy required for crack propagation. Compared with GT00, the compressive strength of GT10 and GT20 increased by 9.49% and 3.70%, respectively. When the GT content reaches 20%, the energy of the slurry attached to the GT surface cannot be released under the action of force; this results in an 8.02% increase in elastic modulus for GT10 and only 6.12% for GT20.
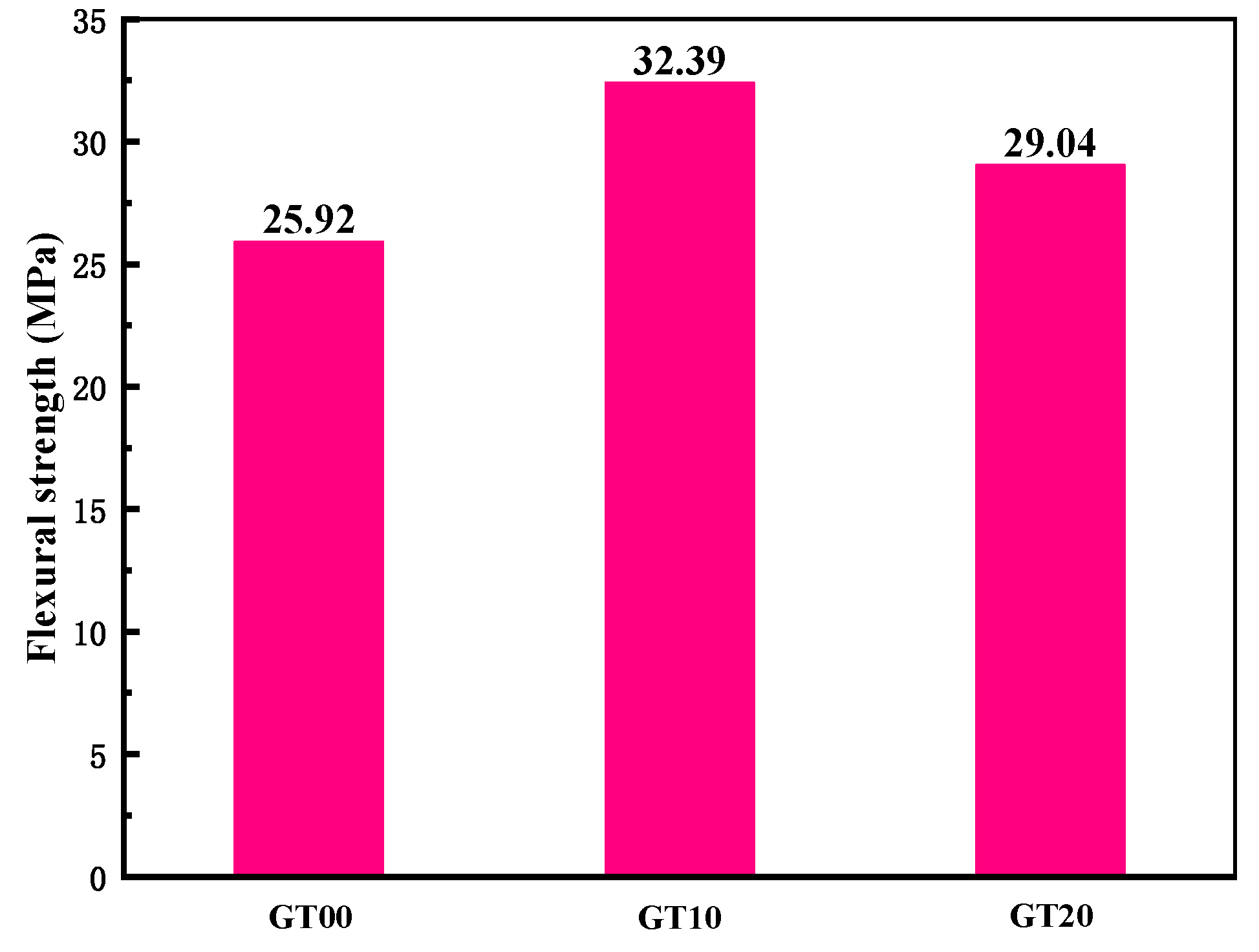
- The flexural strengths of GT00, GT10 and GT20 (25.92 MPa, 32.39 MPa and 29.04 MPa) were obtained from the load–deflection curves. The stress–strain curves of the flexural specimens were measured, and the energy required for the specimens to be flexed was quantitatively analyzed, which was in line with the functional relationship in the compressive analysis.
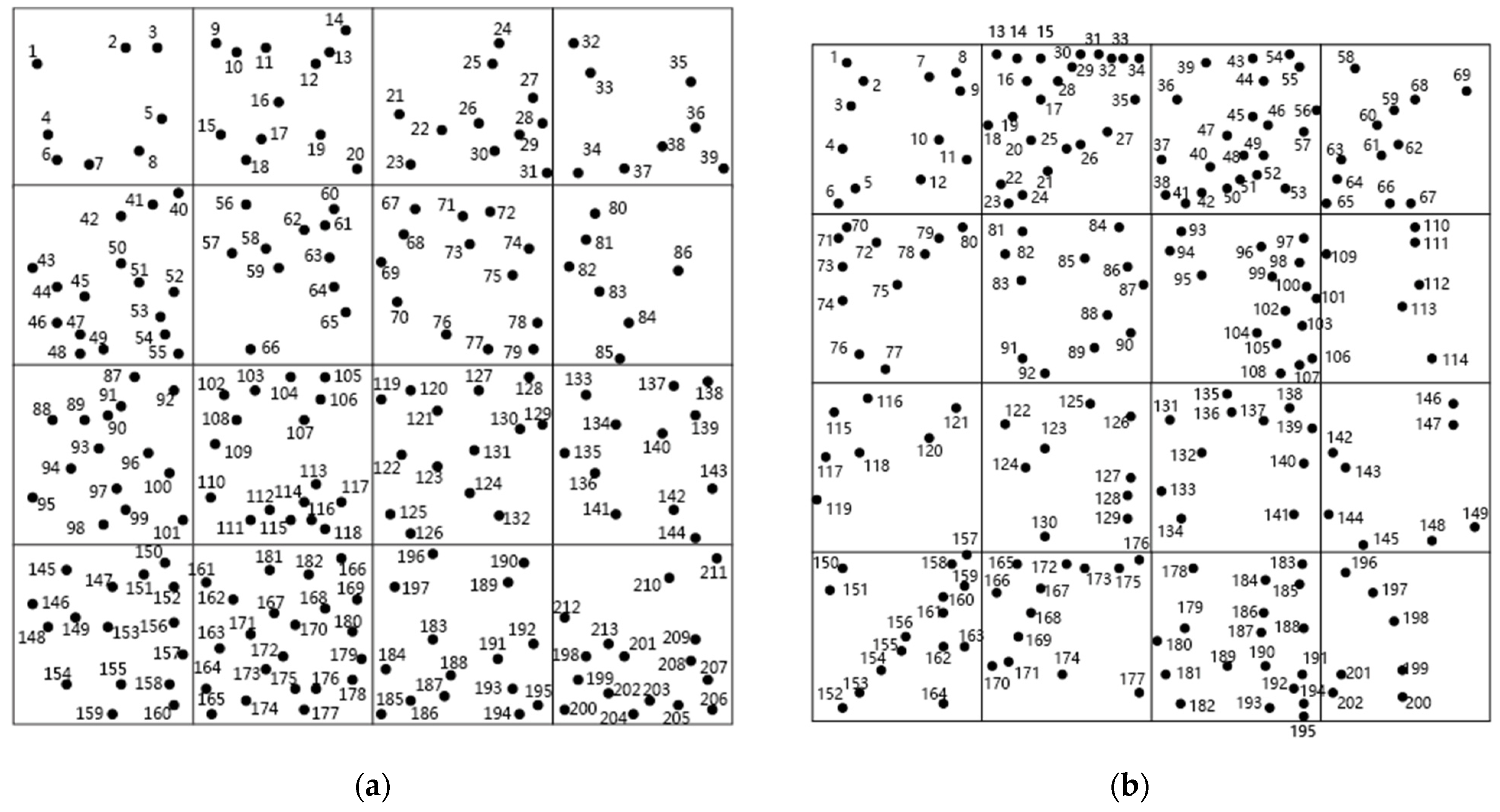
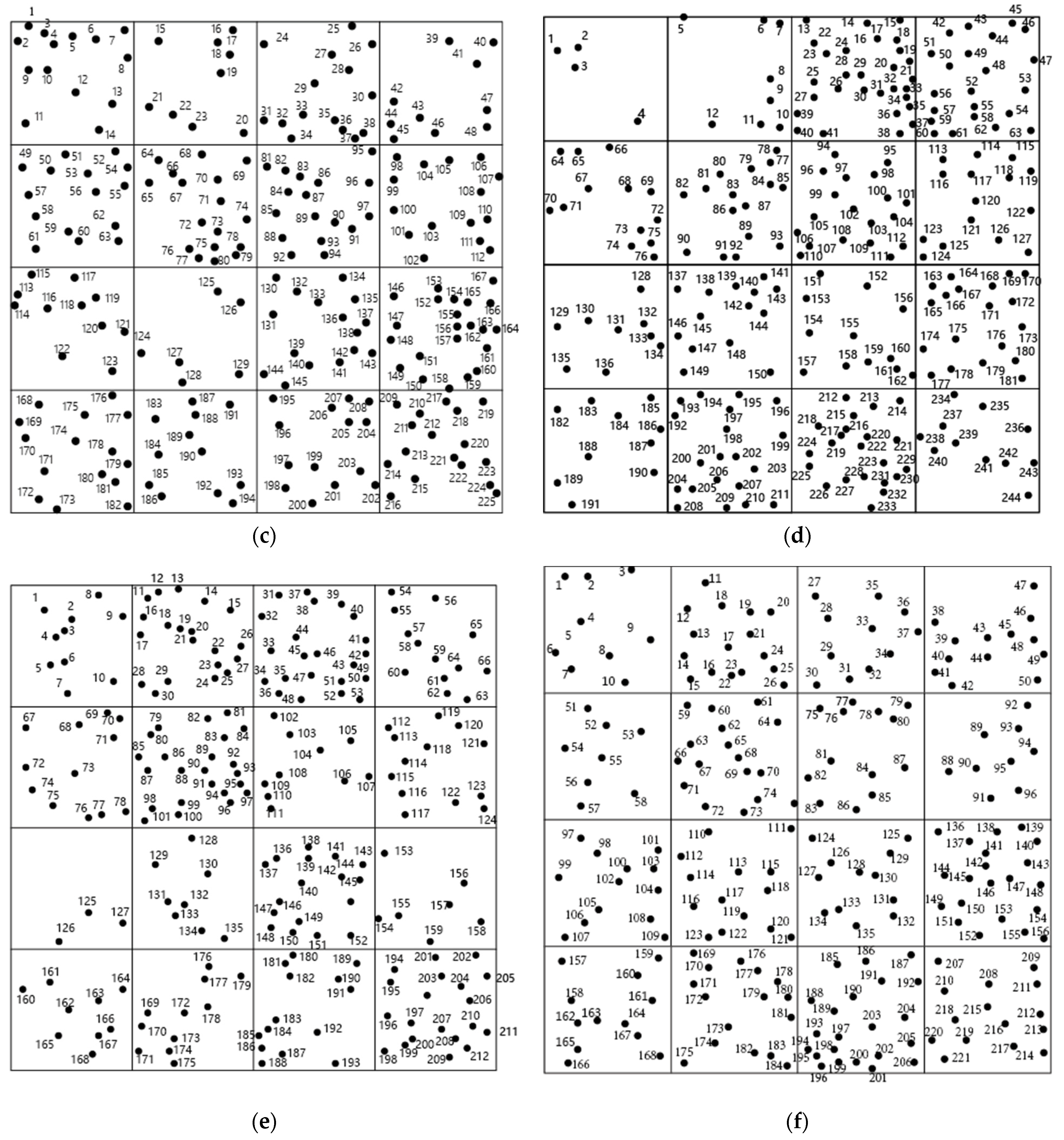
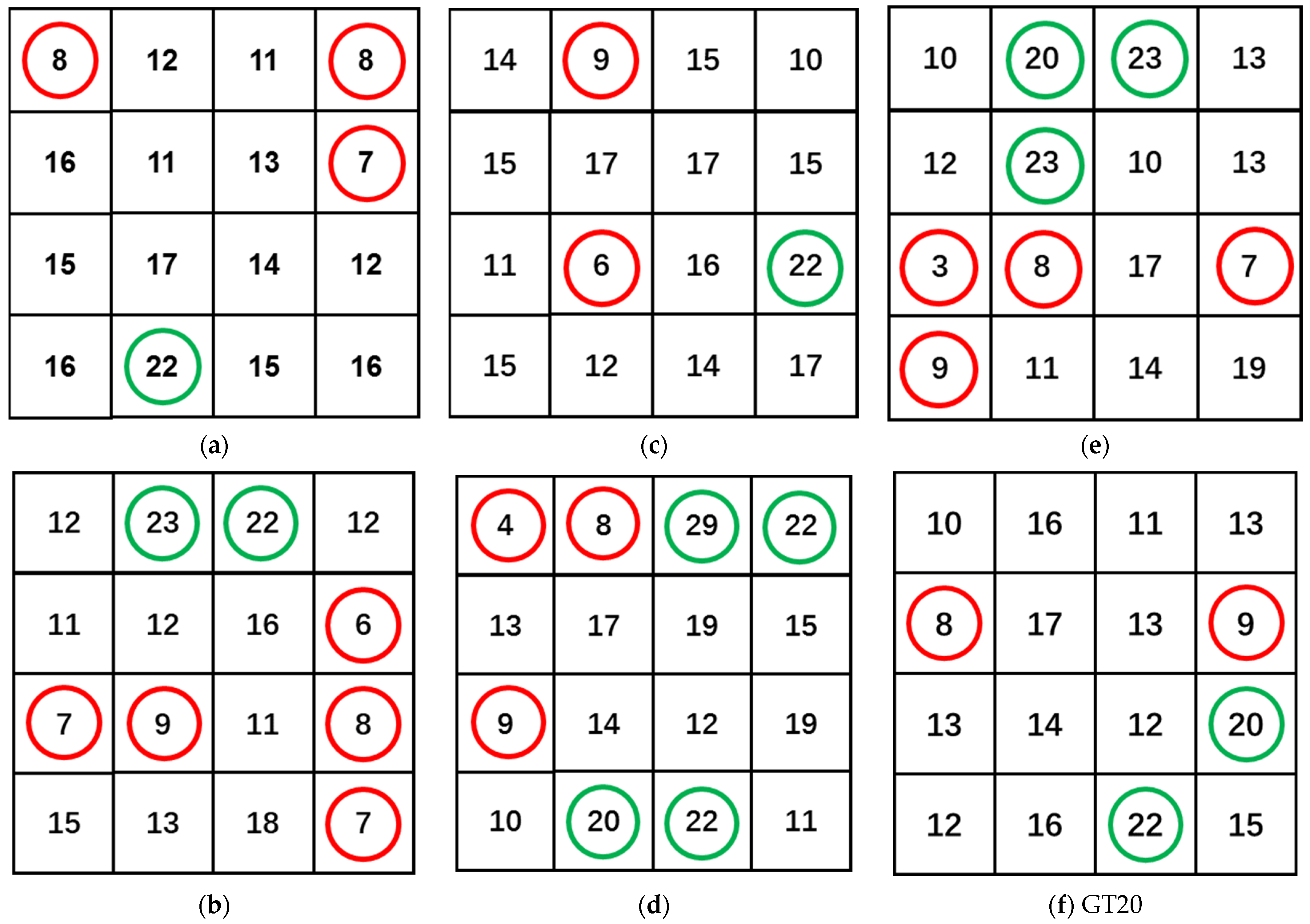
- The influence of GT on the distribution of steel fibers was studied, and the relative position of each steel fiber was marked. The incorporation of GT could improve the distribution of steel fibers, and the distribution of steel fibers in GT10 was the best.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Carneiro, D.; Irffi, G. The dynamic intensity of CO2 emissions: Empirical evidence for the 20th century. Braz. J. Polit. Econ. 2017, 37, 772–788. [Google Scholar] [CrossRef] [Green Version]
- Wei, T.; Dong, W.J.; Yan, Q.; Chou, J.M.; Yang, Z.Y.; Tian, D. Developed and developing world contributions to climate system change based on carbon dioxide, methane and nitrous oxide emissions. Adv. Atmos. Sci. 2016, 33, 632–643. [Google Scholar] [CrossRef] [Green Version]
- Yu, Y.Q.; Zhi, H.; Wang, B.; Wan, H.; Li, C.; Mu, H.L.; Li, W.; Zheng, W.P.; Zhou, T.J. Coupled model simulations of climate changes in the 20th century and beyond. Adv. Atmos. Sci. 2008, 25, 641–654. [Google Scholar] [CrossRef] [Green Version]
- Gu, C.; Ye, G.; Sun, W. Ultrahigh performance concrete-properties, applications and perspectives. Sci. China Technol. Sci. 2015, 58, 587–599. [Google Scholar] [CrossRef]
- Liew, K.M.; Sojobi, A.O.; Zhang, L.W. Green concrete: Prospects and challenges. Constr. Build. Mater. 2017, 156, 1063–1095. [Google Scholar] [CrossRef]
- Han, B.; Xiang, T.-Y. Axial compressive stress-strain relation and Poisson effect of structural lightweight aggregate concrete. Constr. Build. Mater. 2017, 146, 338–343. [Google Scholar] [CrossRef]
- Kim, Y.; Hanif, A.; Kazmi, S.M.S.; Munir, M.J.; Park, C. Properties enhancement of recycled aggregate concrete through pretreatment of coarse aggregates—Comparative assessment of assorted techniques. J. Cleaner Prod. 2018, 191, 339–349. [Google Scholar] [CrossRef]
- Xu, W.; Wen, X.; Wei, J.; Xu, P.; Zhang, B.; Yu, Q.; Ma, H. Feasibility of kaolin tailing sand to be as an environmentally friendly alternative to river sand in construction applications. J. Cleaner Prod. 2018, 205, 1114–1126. [Google Scholar] [CrossRef]
- Han, F.; Song, S.; Liu, J.; Huang, S. Properties of steam-cured precast concrete containing iron tailing powder. Powder Technol. 2019, 345, 292–299. [Google Scholar] [CrossRef]
- Chinnappa, G.B.; Karra, R.C. Experimental and Statistical Evaluations of Strength Properties of Concrete with Iron Ore Tailings as Fine Aggregate. J. Hazard Toxic Radioact. Waste 2020, 24, 04019038. [Google Scholar] [CrossRef]
- Vijayaraghavan, J.; Jude, A.B.; Thivya, J. Effect of copper slag, iron slag and recycled concrete aggregate on the mechanical properties of concrete. Resour. Policy 2017, 53, 219–225. [Google Scholar] [CrossRef]
- Dandautiya, R.; Singh, A.P. Utilization potential of fly ash and copper tailings in concrete as partial replacement of cement along with life cycle assessment. Waste Manag. 2019, 99, 90–101. [Google Scholar] [CrossRef] [PubMed]
- Lv, X.; Shen, W.; Wang, L.; Dong, Y.; Zhang, J.; Xie, Z. A comparative study on the practical utilization of iron tailings as a complete replacement of normal aggregates in dam concrete with different gradation. J. Cleaner Prod. 2019, 211, 704–715. [Google Scholar] [CrossRef]
- Cheng, Y.; Huang, F.; Li, W.; Liu, R.; Li, G.; Wei, J. Test research on the effects of mechanochemically activated iron tailings on the compressive strength of concrete. Constr. Build. Mater. 2016, 118, 164–170. [Google Scholar] [CrossRef]
- Zhang, Y.; Shen, W.; Wu, M.; Shen, B.; Li, M.; Xu, G.; Zhang, B.; Ding, Q.; Chen, X. Experimental study on the utilization of copper tailing as micronized sand to prepare high performance concrete. Constr. Build. Mater. 2020, 244, 118312. [Google Scholar] [CrossRef]
- Sharma, R.; Khan, R.A. Durability assessment of self compacting concrete incorporating copper slag as fine aggregates. Constr. Build. Mater. 2017, 155, 617–629. [Google Scholar] [CrossRef]
- Thomas, B.S.; Damare, A.; Gupta, R.C. Strength and durability characteristics of copper tailing concrete. Constr. Build. Mater. 2013, 48, 894–900. [Google Scholar] [CrossRef]
- Hai, Y.; Liao, L.; Lv, G.; Qin, F.; Mei, L.; Wei, Y. Application of Composite Powders Recycled from Graphite Tailings in Styrene-Butadiene Rubber. J. Manag. 2015, 67, 2733–2738. [Google Scholar] [CrossRef]
- Liu, H.; Li, B.; Xue, J.; Hu, J.; Zhang, J. Mechanical and Electroconductivity Properties of Graphite Tailings Concrete. Adv. Mater. Sci. Eng. 2020, 2020, 9385097. [Google Scholar] [CrossRef] [Green Version]
- Zheng, X.; Ji, T.; Easa, S.M.; Ye, Y. Evaluating feasibility of using sea water curing for green artificial reef concrete. Constr. Build. Mater. 2018, 187, 545–552. [Google Scholar] [CrossRef]
- Xue, J.; Wang, X.; Wang, Z.; Xu, S.; Liu, H. Investigations on influencing factors of resistivity measurement for graphite tailings concrete. Cem. Concr. Compos. 2021, 123, 104206. [Google Scholar] [CrossRef]
- Wang, Z.-R.; Li, B.; Liu, H.-B.; Zhang, Y.-X.; Qin, X. Degradation characteristics of graphite tailings cement mortar subjected to freeze-thaw cycles. Constr. Build. Mater. 2020, 234, 117422. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, Y.; Li, B.; Wang, Z. Combined Effects of Graphite Tailings and Curing Conditions on the Early-Age Performances of Cement Mortar. Adv. Civ. Eng. 2020, 2020, 5965328. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Xue, J.; Li, B.; Wang, J.; Lv, X.; Zhang, J. Effect of graphite tailings as substitute sand on mechanical properties of concrete. Eur. J. Environ. Civ. Eng. 2020, 2020, 1–19. [Google Scholar] [CrossRef]
- Liu, H.; Liu, K.; Lan, Z.; Zhang, D. Mechanical and Electrical Characteristics of Graphite Tailing Concrete. Adv. Mater. Sci. Eng. 2018, 2018, 9297628. [Google Scholar] [CrossRef] [Green Version]
- Peng, Y.; Liu, Y.; Zhan, B.; Xu, G. Preparation of autoclaved aerated concrete by using graphite tailings as an alternative silica source. Constr. Build. Mater. 2021, 267, 121792. [Google Scholar] [CrossRef]
- Awoyera, P.; Adesina, A. Durability Properties of Alkali Activated Slag Composites: Short Overview. Silicon 2020, 12, 987–996. [Google Scholar] [CrossRef]
- Cui, Y.; Chen, Y.; Cen, G.; Peng, G. Comparative Study on the Effect of Organic and Inorganic Fiber on the Anti-wheel Impact Performance of Airport Pavement Concrete under Freeze-thaw Environment. Constr. Build. Mater. 2019, 211, 284–297. [Google Scholar] [CrossRef]
- Sun, X.; Gao, Z.; Cao, P.; Zhou, C. Mechanical properties tests and multiscale numerical simulations for basalt fiber reinforced concrete. Constr. Build. Mater. 2019, 202, 58–72. [Google Scholar] [CrossRef]
- Naraganti, S.R.; Pannem, R.M.R.; Putta, J. Impact resistance of hybrid fibre reinforced concrete containing sisal fibres. Ain Shams Eng. J. 2019, 10, 297–305. [Google Scholar] [CrossRef]
- Noushini, A.; Hastings, M.; Castel, A.; Aslani, F. Mechanical and flexural performance of synthetic fibre reinforced geopolymer concrete. Constr. Build. Mater. 2018, 186, 454–475. [Google Scholar] [CrossRef]
- Qin, Y.; Zhang, X.; Chai, J.; Xu, Z.; Li, S. Experimental study of compressive behavior of polypropylene-fiber-reinforced and polypropylene-fiber-fabric-reinforced concrete. Constr. Build. Mater. 2019, 194, 216–225. [Google Scholar] [CrossRef]
- Parvez, A.; Foster, S.J. Fatigue Behavior of Steel-Fiber-Reinforced Concrete Beams. J. Struct. Eng. 2015, 141, 04014117. [Google Scholar] [CrossRef]
- Okuyucu, O.; Jayawickrama, P.; Senadheera, S. Mechanical Properties of Steel Fiber-Reinforced Self-Consolidating Controlled Low-Strength Material for Pavement Base Layers. J. Mater. Civ. Eng. 2019, 31, 04019177. [Google Scholar] [CrossRef]
- Isojeh, B.; El-Zeghayar, M.; Vecchio, F.J. Fatigue Behavior of Steel Fiber Concrete in Direct Tension. J. Mater. Civ. Eng. 2017, 29, 04017130. [Google Scholar] [CrossRef] [Green Version]
- Abdallah, S.; Fan, M.; Rees, D.W.A. Bonding Mechanisms and Strength of Steel Fiber-Reinforced Cementitious Composites: Overview. J. Mater. Civ. Eng. 2018, 30, 04018001. [Google Scholar] [CrossRef]
- Bragov, A.M.; Petrov, Y.V.; Karihaloo, B.L.; Konstantinov, A.Y.; Lamzin, D.A.; Lomunov, A.K.; Smirnov, I.V. Dynamic strengths and toughness of an ultra high performance fibre reinforced concrete. Eng. Fract. Mech. 2013, 110, 477–488. [Google Scholar] [CrossRef]
- Li, Y.; Gao, Y.; Zheng, X.T.; Wang, F.Z. Pore Structure and Compressive Strength of Tailings Concrete under Dry-Wet Cycles of Chloride Attack. J. Perform. Constr. Facil. 2021, 35, 04021048. [Google Scholar] [CrossRef]
- Karthikeyan, B.; Kathyayini, R.; Kumar, V.A.; Uthra, V.; Kumaran, S.S. Effect of dumped iron ore tailing waste as fine aggregate with steel and basalt fibre in improving the performance of concrete. Mater. Today: Proc. 2021, 46, 7624–7632. [Google Scholar] [CrossRef]
- Zhou, R.; Jin, Y. Study on Mechanical Properties of Concrete with Different Steel Fiber Content. Int. J. Multiphys. 2021, 15, 87–99. [Google Scholar]
- Mehdipour, I.; Horst, M.; Zoughi, R.; Khayat, K.H. Use of Near-Field Microwave Reflectometry to Evaluate Steel Fiber Distribution in Cement-Based Mortars. J. Mater. Civ. Eng. 2017, 29, 04017029. [Google Scholar] [CrossRef]
- JGJ52; Standard for the Quality and Inspection Methods of Sand and Stone for Ordinary Concrete. China Architecture & Building Press: Beijing, China, 2006.
- Martinez-Garcia, R.; de Rojas, M.I.S.; Moran-del Po, J.M.; Fraile-Fernandez, F.J.; Juan-Valdes, A. Evaluation of Mechanical Characteristics of Cement Mortar with Fine Recycled Concrete Aggregates (FRCA). Sustainability 2021, 13, 414. [Google Scholar] [CrossRef]
- Saiz Martinez, P.; Gonzalez Cortina, M.; Fernandez Martinez, F.; Rodriguez Sanchez, A. Comparative study of three types of fine recycled aggregates from construction and demolition waste (CDW), and their use in masonry mortar fabrication. J. Cleaner Prod. 2016, 118, 162–169. [Google Scholar] [CrossRef] [Green Version]
- Cai, L.; Ma, B.; Li, X.; Lv, Y.; Liu, Z.; Jian, S. Mechanical and hydration characteristics of autoclaved aerated concrete (AAC) containing iron-tailings: Effect of content and fineness. Constr. Build. Mater. 2016, 128, 361–372. [Google Scholar] [CrossRef]
- Cai, L.; Li, X.; Liu, W.; Ma, B.; Lv, Y. The slurry and physical-mechanical performance of autoclaved aerated concrete with high content solid wastes: Effect of grinding process. Constr. Build. Mater. 2019, 218, 28–39. [Google Scholar] [CrossRef]
- Juanhong, L.; Shaoming, S.; Shigang, M. RPC Study on preparation and properties of high performance cement-based composites. J. Wuhan Univ. Technol. 2001, 23, 14–18. [Google Scholar]
- Shi, D.S.; Xue, X.X.; Li, K. Experiment of mix proportion and mechanical performance about reactive powder concrete using granulated blast furnace slag as fine aggregate. Concrete 2015, 19, 73–78. (In Chinese) [Google Scholar]
- Tao, Y.; Zhang, H.Z.; Wang, Q.W.; Shi, Q.X. Experimental Study on mixture design of Reactive Powder Concrete by the theory of the most compact. J. Yunnan Univ. 2017, 39, 107. (In Chinese) [Google Scholar]
- GB/T 17671; Method of Testing Cements—Determination of Strength. The State Bureau of Quality and Technical Supervision: Beijing, China, 1999.
- Siddique, R. Utilization of silica fume in concrete: Review of hardened properties. Resour. Conserv. Recycl. 2011, 55, 923–932. [Google Scholar] [CrossRef]
- Nazarimofrad, E.; Shaikh, F.U.A.; Nili, M. Effects of steel fibre and silica fume on impact behaviour of recycled aggregate concrete. J. Sustainable Cem. Based Mater. 2017, 6, 54–68. [Google Scholar] [CrossRef]
- Rahmani, E.; Dehestani, M.; Beygi, M.H.A.; Allahyari, H.; Nikbin, I.M. On the mechanical properties of concrete containing waste PET particles. Constr. Build. Mater. 2013, 47, 1302–1308. [Google Scholar] [CrossRef]
- Hong, L.; Gu, X.L.; Lin, F. Influence of aggregate surface roughness on mechanical properties of interface and concrete. Constr. Build. Mater. 2014, 65, 338–349. [Google Scholar] [CrossRef]
- Li, F.; Cui, Y.; Cao, C.; Wu, P. Experimental study of the tensile and flexural mechanical properties of directionally distributed steel fibre-reinforced concrete. Proc. Inst. Mech. Eng. Pt. L-J. Mater. Design Appl. 2019, 233, 1721–1732. [Google Scholar] [CrossRef]
- Zhao, S.; Jiang, L.; Chu, H. A preliminary investigation of energy consumption in fracture of ultra-high performance concrete. Constr. Build. Mater. 2020, 237, 117634. [Google Scholar] [CrossRef]
- Chen, A.; Han, X.; Chen, M.; Wang, X.; Wang, Z.; Guo, T. Mechanical and stress-strain behavior of basalt fiber reinforced rubberized recycled coarse aggregate concrete. Constr. Build. Mater. 2020, 260, 119888. [Google Scholar] [CrossRef]
- Carpinteri, A.; Accornero, F. Residual crack opening in fiber-reinforced structural elements subjected to cyclic loading. Strength Fract. Complexity 2020, 12, 63–74. [Google Scholar]
- Zhang, C.Y.; Sun, Y.K.; Xu, J.G.; Wang, B. The Effect of Vibration Mixing on the Mechanical Properties of Steel Fiber Concrete with Different Mix Ratios. Materials 2021, 14, 3669. [Google Scholar] [CrossRef]
- Visintin, P.; Oehlers, D.J. Fundamental mechanics that govern the flexural behaviour of reinforced concrete beams with fibre-reinforced concrete. Adv. Struct. Eng. 2018, 21, 1088–1102. [Google Scholar] [CrossRef]
- Gumus, M.; Arslan, A. Effect of fiber type and content on the flexural behavior of high strength concrete beams with low reinforcement ratios. Structure 2019, 20, 1–10. [Google Scholar] [CrossRef]
- Ju, Y.; Jia, Y.; Liu, H.; Chen, J. Mesomechanism of steel fiber reinforcement and toughening of reactive powder concrete. Sci. China Ser. E: Technol. Sci. 2007, 50, 815–832. [Google Scholar] [CrossRef]
- Alberti, M.G.; Enfedaque, A.; Galvez, J.C. Fracture mechanics of polyolefin fibre reinforced concrete: Study of the influence of the concrete properties, casting procedures, the fibre length and specimen size. Eng. Fract. Mech. 2016, 154, 225–244. [Google Scholar] [CrossRef]
- Sigruner, M.; Muscat, D.; Strubbe, N. Investigation on pull-out behavior and interface critical parameters of polymer fibers embedded in concrete and their correlation with particular fiber properties. J. Appl. Polym. Sci. 2021, 138, 50745. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, J.; Liu, J.; Ke, J.; Wang, F. Properties and microstructure of reactive powder concrete having a high content of phosphorous slag powder and silica fume. Constr. Build. Mater. 2015, 101, 482–487. [Google Scholar] [CrossRef]
- Guo, X.L.; Pan, X.J. Mechanical properties and mechanisms of fiber reinforced fly ash-steel slag based geopolymer mortar. Constr. Build. Mater. 2018, 179, 633–641. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size (mm) | 2.50~1.25 | 1.25~0.63 | 0.63~0.315 | 0.315~0.15 | 0.15~0 |
| Proportion of sand particle size (%) | 13.62 | 24.56 | 39.96 | 16.93 | 4.93 |
| Proportion of GT particle size (%) | -- | 2.19 | 28.23 | 28.27 | 41.32 |
| Mineral Composition | SiO2 | CaO | Al2O3 | Fe2O3 | MgO | K2O | Loss | |
|---|---|---|---|---|---|---|---|---|
| Mass percentage % | Cement | 24.66 | 55.46 | 7.09 | 2.71 | 2.15 | 0.65 | 7.28 |
| Silica fume | 92.8 | 0.31 | 0.76 | 0.52 | 0.53 | 2.2 | 2.88 | |
| GT | 56.64 | 13.34 | 11.52 | 7.25 | 3.72 | 3.54 | 3.99 | |
| Material Type | Crushing Rate (%) | Water Absorption (%) |
|---|---|---|
| Sand | 15.04 | 0.5 |
| GT | 28.59 | 1.7 |
| Particle Size (mm) | 2.50~1.25 | 1.25~0.63 | 0.63~0.315 | 0.315~0.15 | 0.15~0 |
| Sand |  |  |  |  |  |
| GT | ⸺ |  |  |  |  |
| Aggregate Type | Particle Size (mm) | Apparent Density/(kg/m3) | Bulk Density/(kg/m3) | Porosity/(%) |
|---|---|---|---|---|
| Coarse sand | 0.6 0.3 | 2591.12 | 1278.48 | 50.66 |
| Fine sand | 0.3 0.15 | 2583.10 | 1262.92 | 51.11 |
| Coarse GT | 0.6 0.3 | 2864.78 | 1202.63 | 58.02 |
| Fine GT | 0.3 0.15 | 2854.21 | 1812.95 | 36.48 |
| Aggregate Type | Ratio of Coarse and Fine Particle Size | Porosity after Close Packing (%) | |
|---|---|---|---|
| Coarse (0.63~0.315 mm) | Fine (0.315~0.15 mm) | ||
| Sand | 1 | 0.4 | 20.44 |
| GT | 1 | 0.7 | 25.54 |
| Sand | GT | |
|---|---|---|
| 0.28 | 0.51 | |
| 961 | 1078 | |
| 384 | 755 |
| Sand | 48.0% | 0.672 | 0.328 | 238 | 611 |
| GT | 35.9% | 0.503 | 0.497 | 487 | 696 |
| Group | Water | Cement | Silica Fume | Sand | GT | Steel Fibers | Admixture | ||
|---|---|---|---|---|---|---|---|---|---|
| Coarse | Fine | Coarse | Fine | ||||||
| GT00 | 224 | 896 | 224 | 611.0 | 238.0 | 0 | 0 | 157 | 16.8 |
| GT10 | 224 | 896 | 224 | 545.8 | 218.3 | 49.9 | 34.9 | 157 | 16.8 |
| GT20 | 224 | 896 | 224 | 485.1 | 194.1 | 99.9 | 69.9 | 157 | 16.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Duan, H.; Gao, H.; Wang, Z.; Zhang, J. Graphite Tailings’ Effects on Mechanical and Physical Properties of Eco-Efficient Steel Fiber-Reinforced Concrete. Buildings 2022, 12, 509. https://doi.org/10.3390/buildings12050509
Liu H, Duan H, Gao H, Wang Z, Zhang J. Graphite Tailings’ Effects on Mechanical and Physical Properties of Eco-Efficient Steel Fiber-Reinforced Concrete. Buildings. 2022; 12(5):509. https://doi.org/10.3390/buildings12050509
Chicago/Turabian StyleLiu, Hongbo, Hourui Duan, Hongshuai Gao, Zhongrui Wang, and Jing Zhang. 2022. "Graphite Tailings’ Effects on Mechanical and Physical Properties of Eco-Efficient Steel Fiber-Reinforced Concrete" Buildings 12, no. 5: 509. https://doi.org/10.3390/buildings12050509
APA StyleLiu, H., Duan, H., Gao, H., Wang, Z., & Zhang, J. (2022). Graphite Tailings’ Effects on Mechanical and Physical Properties of Eco-Efficient Steel Fiber-Reinforced Concrete. Buildings, 12(5), 509. https://doi.org/10.3390/buildings12050509