
Replacing Fly Ash or Silica Fume with Tuff Powder for Concrete Engineering in Plateau Areas: Hydration Mechanism and Feasibility Study

 ,
,
Abstract
:1. Introduction
2. Materials
2.1. Experimental Designs
2.2. Experimental Methods
2.2.1. Specimen Preparation and Curing Methods
2.2.2. Strength and Fluidity Tests
2.2.3. The 28 d Activity Index Test and Water Demand Ratio Test
2.2.4. XRD Test and DTG Test
2.2.5. EDS Spectrum Test
3. Test Results
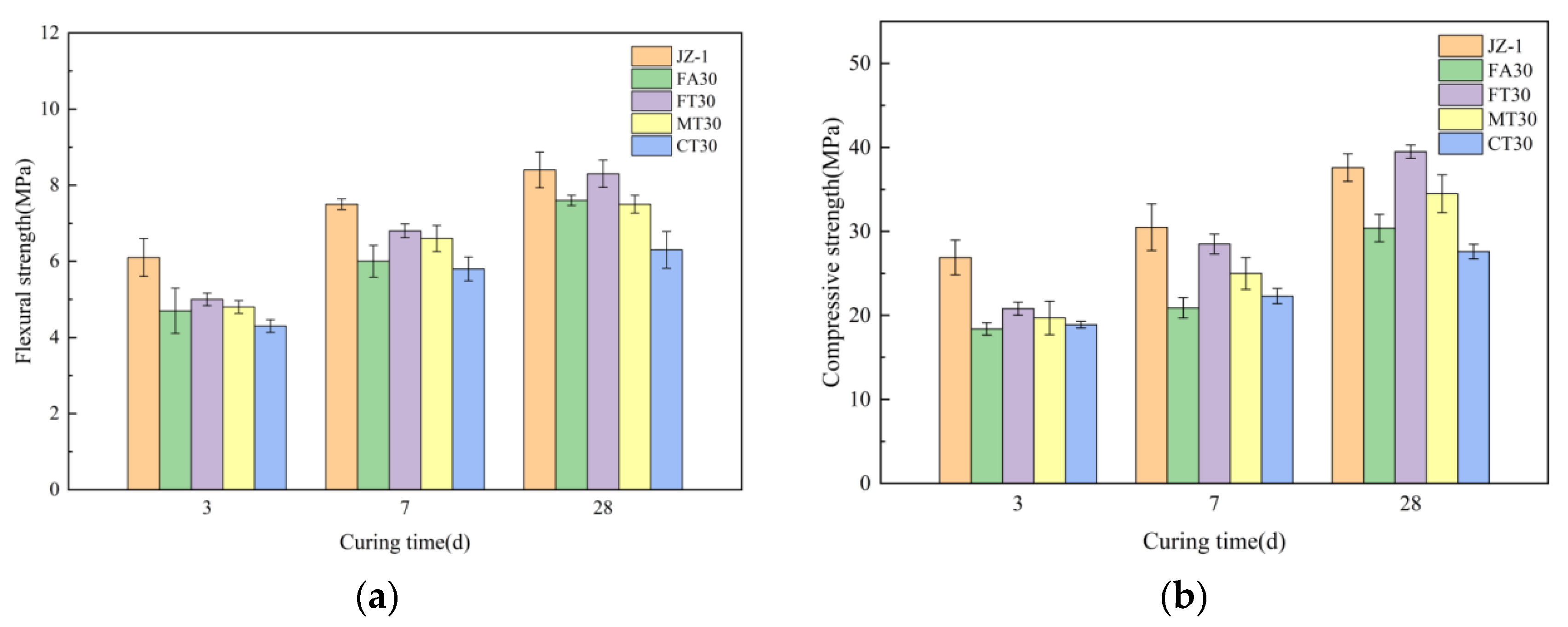
3.1. Flexural Strength and Compressive Strength
3.2. Fluidity
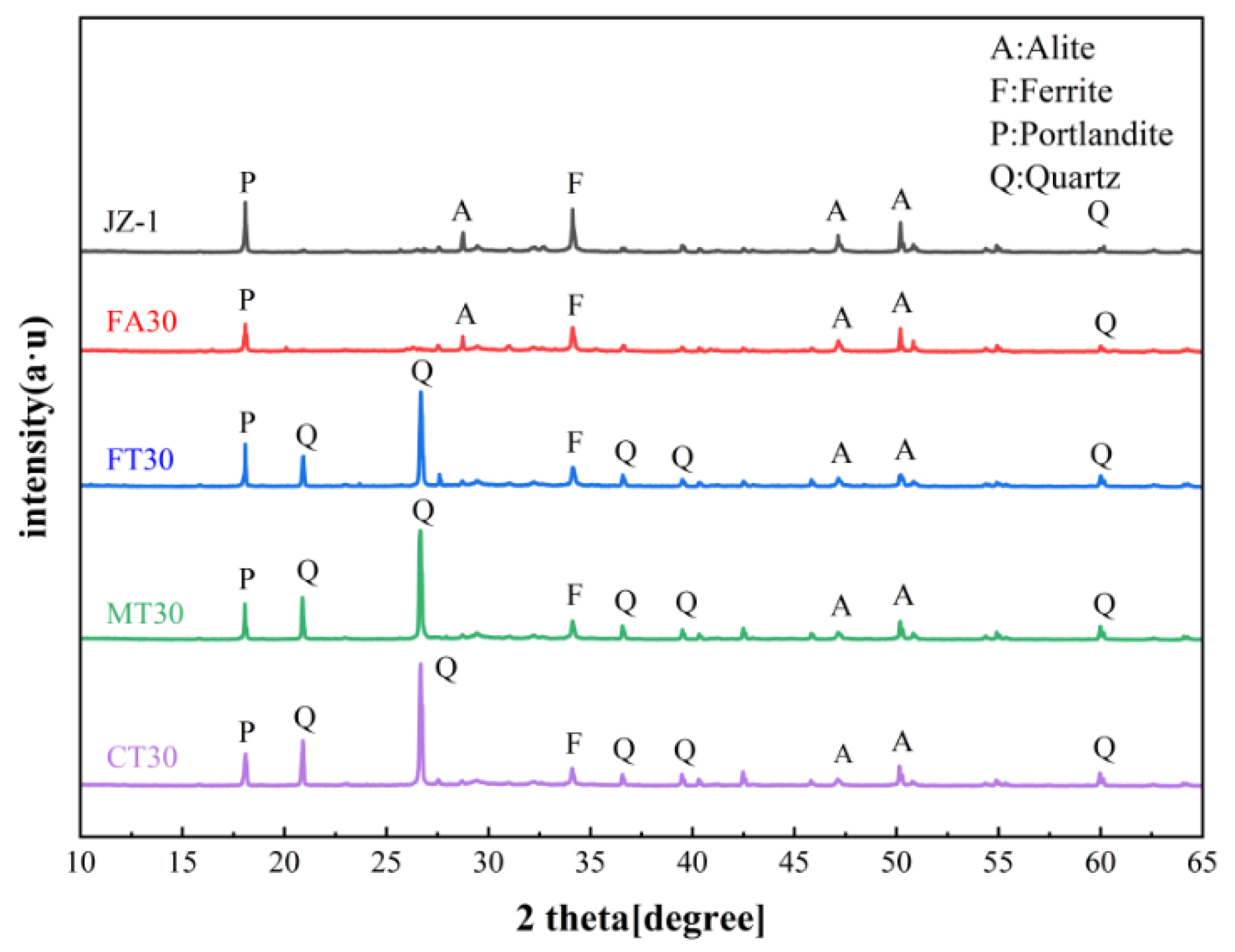
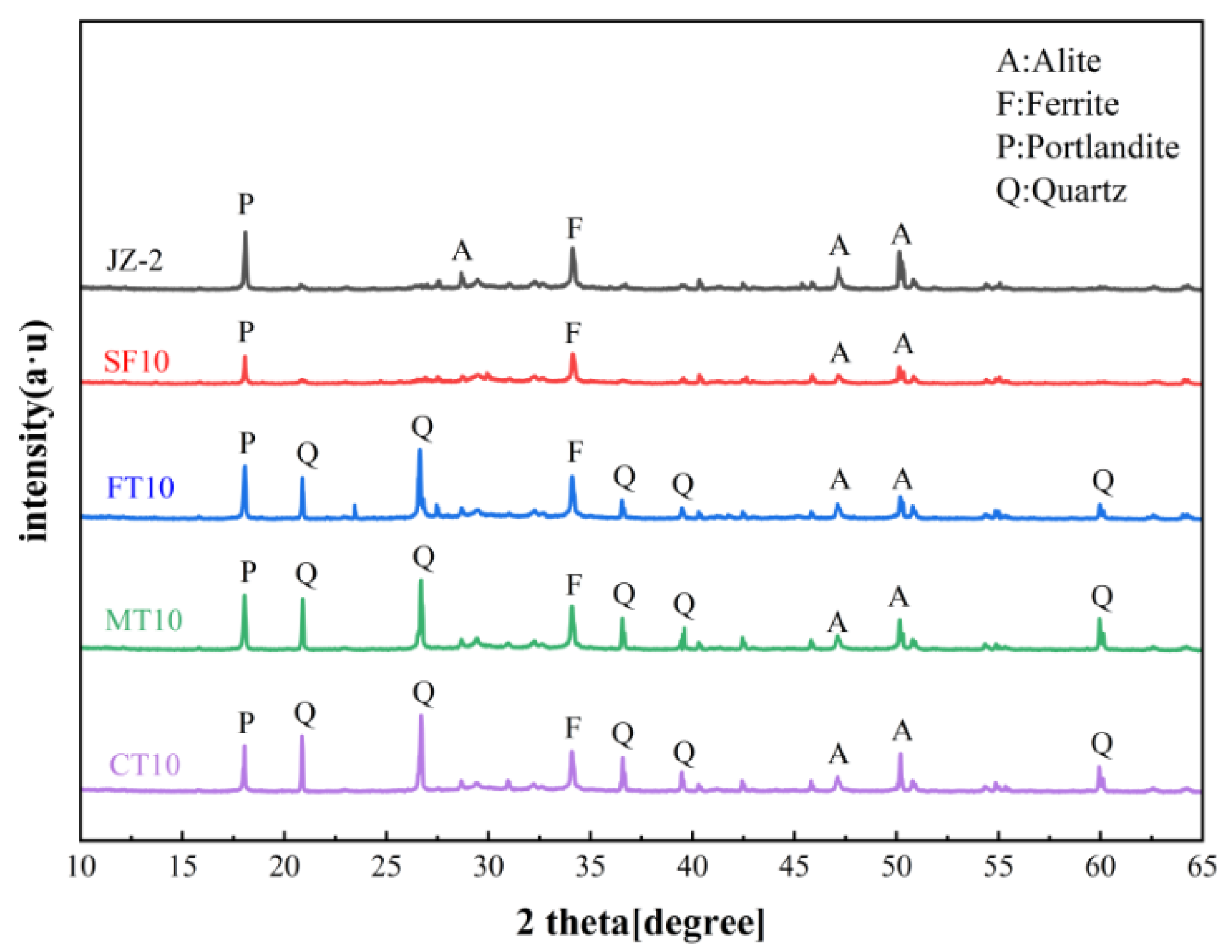
3.3. Composition Analysis of Hydration Products
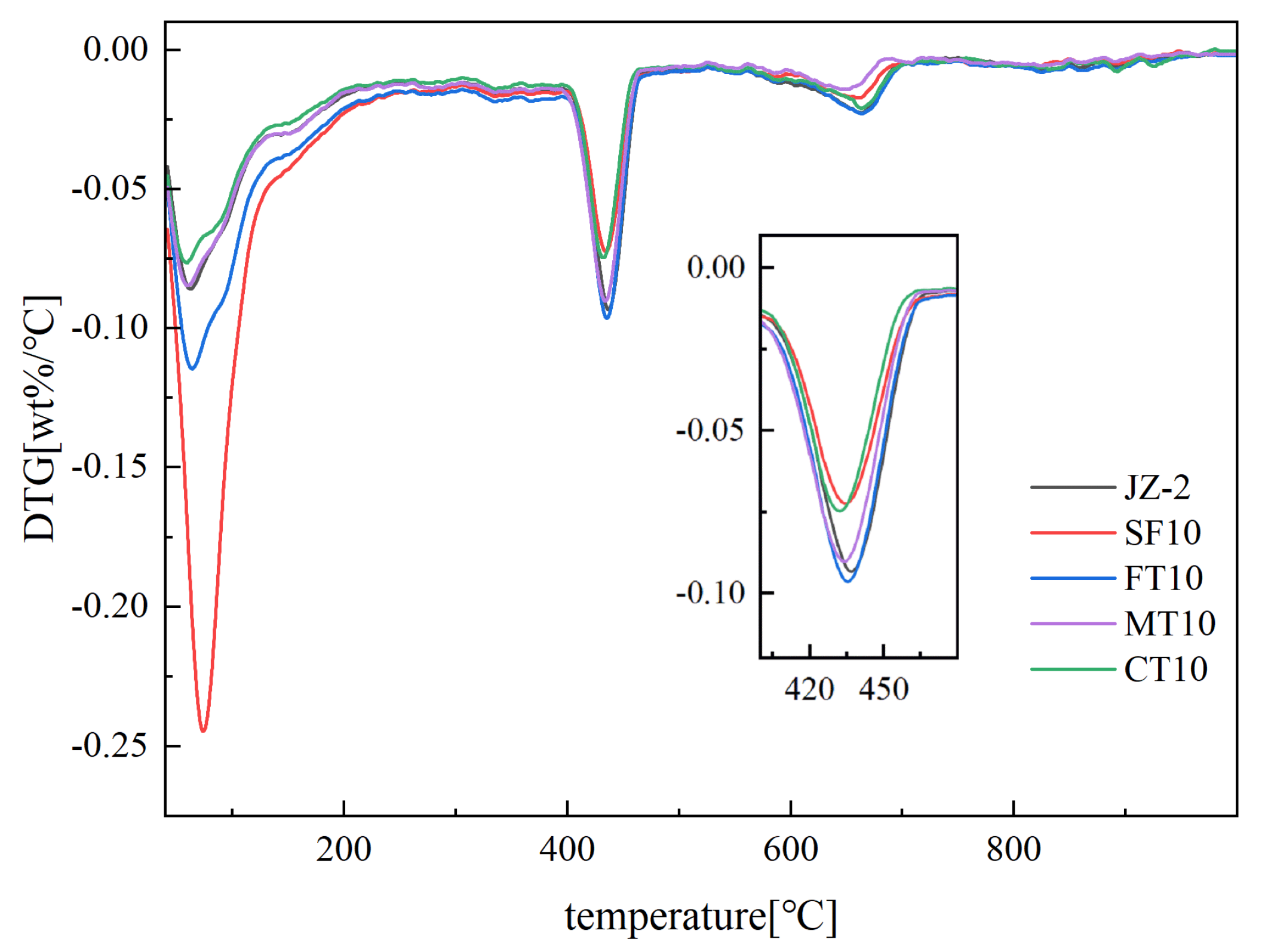
3.4. DTG Analysis
3.5. EDS Energy Spectrum Analysis
4. Discussion
4.1. The Hydration Mechanism of Tuff Powder
4.2. Analysis of the Influence of Tuff powder on Workability
4.3. Feasibility Analysis of Replacing Cement with Tuff Powder Partially
5. Conclusions
- (1)
- The specimens mixed with the MT and FT had high flexural and compressive strength in the early, middle, and later curing stages. Even in the later stage, the compressive strength of the specimens mixed with the FT was slightly higher than that of the benchmark group, while the specimens mixed with the CT had lower strength in the early, middle, and later curing stages. Further grinding could be used to reduce the particle size of tuff powder, improve its activity, and enhance its contribution to the strength of cement mortar. In addition, the strength of the specimens doped with the MT and FT were higher than that of the specimens doped with the fly ash, but much lower than that of the specimens doped with the silica fume.
- (2)
- Due to the fact that tuff powder has a high specific surface area, the addition of the tuff powder reduced the fluidity of the cement mortar, and the smaller the particle size, the more obvious the fluidity reduction. The fluidity of the cement mortar was greatly reduced by silica fume. The addition of the fly ash improved the fluidity of the cement mortar.
- (3)
- Through the phase analysis of hydration products, it was found that no new hydration products were generated after the addition of the tuff powder. Due to the nucleation effect, the addition of the tuff powder would promote the primary hydration of the cement, and the smaller the particle size, the stronger the promotion degree, resulting in the decrease in C3S and the increase in Ca(OH)2 and C-S-H gel content.
- (4)
- Compared with fly ash, the ability of the tuff powder to participate in the secondary hydration reaction was weak, and the ability of the coarse-particle-size tuff powder was weaker. The high activity of tuff powder in cement-based materials is due to the joint action of nucleation effect, filling effect, and pozzolanic effect, but the nucleation and filling effect are the dominant factors.
- (5)
- In remote areas where materials are short, medium-particle-size tuff powder and fine-particle-size tuff powder can completely replace fly ash, but cannot replace silica fume as auxiliary cementing materials. When replacing fly ash, additional measures should be required to ensure the performance of the concrete.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kinnunen, P.; Sreenivasan, H.; Cheeseman, C.R.; Illikainen, M. Phase separation in alumina-rich glasses to increase glass reactivity for low-CO2 alkali-activated cements. J. Clean. Prod. 2019, 213, 126–133. [Google Scholar] [CrossRef]
- Edris, W.F.; Abdelkader, S.; Salama, A.H.E.; Al Sayed, A.A.-K.A. Concrete Behaviour with Volcanic Tuff Inclusion. Civ. Eng. Archit. 2021, 9, 1434–1441. [Google Scholar] [CrossRef]
- Yuan, Q.; Yang, Z.Z.; Shi, C.J.; Tan, Y.B.; An, X.P. Fundamentals on application of Natural pozzolans in cement-based materials: A review. Bull. Chin. Ceram. Soc. 2020, 39, 2379–2392. [Google Scholar]
- Liu, S.; Fang, P.; Wang, H.; Kong, Y.; Ouyang, L. Effect of tuff powder on the hydration properties of composite cementitious materials. Powder Technol. 2021, 380, 59–66. [Google Scholar] [CrossRef]
- DL/T 5273-2012; Technical Specification of Natural Pozzolan for Use in Hydraulic Concrete. State Quality Supervision Bureau: Beijing, China, 2012.
- Mu, S.C. Physical and chemical features of tuff and its development and application. China Min. Mag. 2000, 9, 20–23. [Google Scholar]
- Wang, Z.; Li, H.J.; Hang, F.L.; Tao, J.Q.; Sun, D.E.; Yi, Z.L.; Xie, Y.J. Fluidity and Mechanical Properties of Cement Mortar with Different Lithological Powders. Bull. Chin. Ceram. Soc. 2019, 38, 1585–1590. [Google Scholar]
- Zhang, H.C.; Ji, X.X.; Tang, F.Y.; Wang, Y.; Chen, G.Q. Feasibility Study on Tuff Stone Powder as Concrete Admixture. Constr. Technol. 2017, 46 (Suppl. S1), 282–285. [Google Scholar]
- Shi, Y.; Li, X.; Li, Y.; Peng, Z.; Li, J. Effect of Tuff Powder Mineral Admixture on the Macro-Performance and Micropore Structure of Cement-Based Materials. Front. Mater. 2020, 7, 595997. [Google Scholar] [CrossRef]
- Peng, S.; Li, X.; Wu, Z.; Chen, J.; Lu, X. Study of the key technologies of application of tuff powder concrete at the Daigo hydropower station in Tibet. Constr. Build. Mater. 2017, 156, 1–8. [Google Scholar] [CrossRef]
- Guo, S.M. Application and research of PT double admixture in Dachaoshan roller compacted concrete gravity dam. Yunnan Water Power 2000, 3, 19–23. [Google Scholar]
- Çavdar, A.; Yetgin, Ş. Availability of tuffs from northeast of Turkey as natural pozzolan on cement, some chemical and mechanical relationships. Constr. Build. Mater. 2007, 21, 2066–2071. [Google Scholar] [CrossRef]
- Kupwade-Patil, K.; Al-Aibani, A.F.; Abdulsalam, M.F.; Mao, C.; Bumajdad, A.; Palkovic, S.D.; Büyüköztürk, O. Microstructure of cement paste with natural pozzolanic volcanic ash and Portland cement at different stages of curing. Constr. Build. Mater. 2016, 113, 423–441. [Google Scholar] [CrossRef]
- Ababneh, A.; Matalkah, F. Potential use of Jordanian volcanic tuffs as supplementary cementitious materials. Case Stud. Constr. Mater. 2018, 8, 193–202. [Google Scholar] [CrossRef]
- Biricik, H.; Karapinar, L.S. Pozzolanic activity of central Anatolian volcanic tuff and its usability as admixture in mortar. Adv. Cem. Res. 2018, 32, 91–100. [Google Scholar] [CrossRef]
- Turanli, L.; Uzal, B.; Bektas, F. Effect of large amounts of natural pozzolan addition on properties of blended cements. Cem. Concr. Res. 2005, 35, 1106–1111. [Google Scholar] [CrossRef]
- Cao, X.; Xia, D.C.; Yin, W.X.; Jiang, L.H.; Zhang, Y. The influence of tuffaceous rock powder and VF anti cracking agent on the hydration characteristics of cement slurry. Hong Shui River 2016, 35, 38–41, 58. [Google Scholar]
- Li, H.; Wang, Z.; Sun, R.; Huang, F.; Yi, Z.; Yuan, Z.; Wen, J.; Lu, L.; Yang, Z. Effect of different lithological stone powders on properties of cementitious materials. J. Clean. Prod. 2021, 289, 125820. [Google Scholar] [CrossRef]
- GB 8076-2008; Concrete Admixture. State Quality Supervision Bureau: Beijing, China, 2008.
- JB/T 315-2011; Natural Pozzolanic Materials Used for Cement Mortar and Concrete. State Quality Supervision Bureau: Beijing, China, 2011.
- GB/T 27690-2023; Silica Fume for Mortar and Concrete. State Quality Supervision Bureau: Beijing, China, 2023.
- GB/T 17671-2021; Test Method of Cement Mortar Strength (ISO Method). State Quality Supervision Bureau: Beijing, China, 2021.
- GB/T 2419-2005; Test Method for Fluidity of Cement Mortar. State Quality Supervision Bureau: Beijing, China, 2005.
- Shi, C.; Yuan, Q. Test and Analysis Methods for Cement-Based Materials, 1st ed.; China Building Industry Press: Beijing, China, 2018; pp. 166–168. [Google Scholar]
- Wang, J.; Hu, Z.; Chen, Y.; Huang, J.; Ma, Y.; Zhu, W.; Liu, J. Effect of Ca/Si and Al/Si on micromechanical properties of C(-A)-S-H. Cem. Concr. Res. 2022, 157, 106811. [Google Scholar] [CrossRef]
- Bentz, D.P. Modeling the influence of limestone filler on cement hydration using CEMHYD3D. Cem. Concr. Compos. 2006, 28, 124–129. [Google Scholar] [CrossRef]
- Bonavetti, V.L.; Rahhal, V.F.; Irassar, E.F. Studies on the carboaluminate formation in limestone filler-blended cements. Cem. Concr. Res. 2001, 31, 853–859. [Google Scholar] [CrossRef]
- Shi, C.J.; Wang, D.H.; Jia, H.F.; Liu, J.H. Role of Limestone Powder and Its Effect on Durability of Cement-Based Materials. Bull. Chin. Ceram. Soc. 2017, 45, 1582–1593. [Google Scholar]
- Lu, X.; Pei, L.; Peng, S.; Li, X.; Chen, J.; Chen, C. Hydration, Hardening Mechanism, and Performance of Tuff Normal Concrete. J. Mater. Civ. Eng. 2021, 33, 04021063. [Google Scholar] [CrossRef]
- Jiang, T.H.; Guan, J.C.; Zhang, X.C. Summary of Application of Admixtures in Ultra-High Performance Concrete. Sci. Technol. Eng. 2022, 22, 5528–5538. [Google Scholar]
- Yazıcı, H.; Yiğiter, H.; Karabulut, A.Ş.; Baradan, B. Utilization of fly ash and ground granulated blast furnace slag as an alternative silica source in reactive powder concrete. Fuel 2008, 87, 2401–2407. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, Y.; Liu, L.; Zhang, G.; Liu, Z. Investigation of the influence of curing temperature and silica fume content on setting and hardening process of the blended cement paste by an improved ultrasonic apparatus. Constr. Build. Mater. 2012, 33, 32–40. [Google Scholar] [CrossRef]
- Xu, H.Y.; Sha, J.F.; Liu, J.Z.; Lu, J.Y.; Go, F. Research on the influence and evaluation method of fly ash on the flowability of cement-based materials. China Concr. Cem. Prod. 2014, 12, 5–8. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Normal Consistency (%) | Specific Surface Area (m2/kg) | Initial Setting Time (min) | Final Setting Time (min) | Stability | Flexural Strength (MPa) | Compressive Strength (MPa) |
|---|---|---|---|---|---|---|---|
| 3.16 | 26.6 | 358 | 128 | 196 | Qualified | 5.3 | 26 |
| Materials | Density (g/cm3) | Specific Surface Area (m2/g) | Water Demand Ratio (%) | 28d Activity Index (%) | Moisture Content (%) | Stability |
|---|---|---|---|---|---|---|
| FT | 2.48 | 23.42 | 113 | 104.7 | 0.41 | Qualified |
| MT | 2.48 | 11.13 | 108 | 91.2 | 0.22 | Qualified |
| CT | 2.48 | 5.02 | 105 | 73.4 | 0.16 | Qualified |
| Materials | SiO2 | Na2O | K2O | Al2O3 | CaO | Fe2O3 | MgO | SO3 | LOI |
|---|---|---|---|---|---|---|---|---|---|
| Cement | 22.81 | 0.53 | 0 | 4.11 | 63.22 | 3.16 | 3.19 | 2.08 | 0.9 |
| Fly ash | 56.41 | 0.12 | 1.79 | 24.2 | 7.1 | 7.98 | 0.35 | 1.2 | 0.85 |
| Silica fume | 96.5 | 0.37 | 0.76 | 0.34 | 0.4 | 0.07 | 0.8 | 0.28 | 0.48 |
| Tuff powder | 94.0 | 0.05 | 0.08 | 0.67 | 0.579 | 1.50 | 0 | 2.76 | 0.36 |
| Particle Size | Cement | Fly Ash | Silica Fume | FT | MT | CT |
|---|---|---|---|---|---|---|
| D10 | 3.17 | 2.52 | 0.03 | 1.66 | 1.88 | 2.07 |
| D50 | 17.79 | 14.31 | 0.48 | 7.58 | 12.86 | 24.97 |
| D90 | 48.89 | 89.38 | 2.22 | 32.33 | 56.64 | 79.3 |
| Group Number | Cement | Fly Ash | Tuff Powder | Standard Sand | Water |
|---|---|---|---|---|---|
| JZ-1 | 450 | 0 | 0 | 1350 | 225 |
| FA30 | 315 | 135 | 0 | 1350 | 225 |
| FT30 | 315 | 0 | 135 (fine) | 1350 | 225 |
| MT30 | 315 | 0 | 135 (middle) | 1350 | 225 |
| CT30 | 315 | 0 | 135 (coarse) | 1350 | 225 |
| Group Number | Cement | Silica Fume | Tuff Powder | Standard Sand | Water |
|---|---|---|---|---|---|
| JZ-2 | 450 | 0 | 0 | 1350 | 225 |
| SF10 | 405 | 45 | 0 | 1350 | 225 |
| FT10 | 405 | 0 | 45 (fine) | 1350 | 225 |
| MT10 | 405 | 0 | 45 (middle) | 1350 | 225 |
| CT10 | 405 | 0 | 45 (coarse) | 1350 | 225 |
| O | Na | Mg | Al | Si | K | Ca | Fe | Ca/Si | |
|---|---|---|---|---|---|---|---|---|---|
| JZ-1 | 57.21 | 0.27 | 1.02 | 1.69 | 12.86 | 0.92 | 25.28 | 0.75 | 1.96 |
| FA30 | 64.36 | 0.23 | 0.29 | 2.12 | 14.55 | 0.62 | 17.46 | 0.35 | 1.20 |
| FT30 | 61.85 | 0.22 | 0.38 | 1.62 | 13.18 | 0.54 | 21.56 | 0.64 | 1.63 |
| MT30 | 60.31 | 0.33 | 0.85 | 1.33 | 13.07 | 0.74 | 22.48 | 0.90 | 1.72 |
| CT30 | 60.52 | 0.24 | 0.99 | 1.10 | 12.82 | 0.61 | 23.34 | 0.38 | 1.82 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, T.; Li, B.; Li, L.; Wang, Z.; Zhang, Z.; Nong, Q. Replacing Fly Ash or Silica Fume with Tuff Powder for Concrete Engineering in Plateau Areas: Hydration Mechanism and Feasibility Study. Buildings 2024, 14, 1232. https://doi.org/10.3390/buildings14051232
Li T, Li B, Li L, Wang Z, Zhang Z, Nong Q. Replacing Fly Ash or Silica Fume with Tuff Powder for Concrete Engineering in Plateau Areas: Hydration Mechanism and Feasibility Study. Buildings. 2024; 14(5):1232. https://doi.org/10.3390/buildings14051232
Chicago/Turabian StyleLi, Tianqi, Bixiong Li, Lianghui Li, Zhiwen Wang, Zhibo Zhang, and Qingshun Nong. 2024. "Replacing Fly Ash or Silica Fume with Tuff Powder for Concrete Engineering in Plateau Areas: Hydration Mechanism and Feasibility Study" Buildings 14, no. 5: 1232. https://doi.org/10.3390/buildings14051232
APA StyleLi, T., Li, B., Li, L., Wang, Z., Zhang, Z., & Nong, Q. (2024). Replacing Fly Ash or Silica Fume with Tuff Powder for Concrete Engineering in Plateau Areas: Hydration Mechanism and Feasibility Study. Buildings, 14(5), 1232. https://doi.org/10.3390/buildings14051232