
Real-Time Implementation of a Fully Automated Industrial System Based on IR 4.0 Concept


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
1.1. The Emergence of IR 4.0
1.2. Enabling Technologies for IR 4.0
1.3. Mass Customization Idea
1.4. Smart Technologies for Industrial Automation
1.5. Significance of Current Research
2. Materials and Methods
2.1. System Description
- Node-RED provides a dashboard interface that displays different sensor information. Thus, it allows for creating a spectacular interface without the need for special programming language knowledge, for integrating software and hardware components [45,46]. This paper describes an innovative smart system based on open-source resources such as Node-RED IoT server with the web interface developed using Raspberry Pi. By applying these open-source platforms, this solution provides real-time data transmission and technical and economic efficiency.
- Wago 750-8202 programmable field-bus controller (PFC 100) is a compact programmable logic controller (PLC) which has been used to automate all customized sequential orders of YFM. The PFC’s modular concept makes it highly flexible, alongside its rich selection of input/output modules and robustness. Furthermore, since it is possible to connect all the input/output modules of the PFC to a controller, it can process analog and digital signals internally from the automation environment.
- Fanuc LR Mate 200ic Robot is used to place the empty bottles on the conveyor belt and the filled bottles from the conveyor belt to the storage system.
- Field sensors (photoelectric proximity sensor and proximity sensor) receive information from the physical environment and use built-in computing resources to perform predefined functions when specific input is detected and process data before onward transmission. In addition, they are used for triggering the initiation of the filling process and completion process.
- NFC module sends a detected digital control signal to the system controller allowing the plate that holds empty bottles to move toward the filling station.
- Solenoid valves are the most frequently used control elements in fluidics. Their tasks are to shut off, release, dose, distribute, or mix fluids [47]. They are used here to release the liquid for a defined time interval to fill up the required quantities and volumes of plain yogurt and flavored.
- Pneumatic pistons are logic actuators that produce force in a linear displacement using compressed air. A pneumatic cylinder with an air-port holds the piston in place. The piston has a disc shape that fits into the pneumatic cylinder. The force developed by compressed gas is transferred by the piston rod to the object that requires the motion. They are used here to push the empty bottles in the conveyor track one by one.
- Raspberry Pi 4 is a cheap version of the Raspberry Pi controller. Raspberry general-purpose input/output (GPIO) is a feature inside the Pi 4 model located at the board’s top edge. The pins are designated as input or output and may be used for various purposes [48]. Raspberry Pi 4 model B was used here with Node-RED.
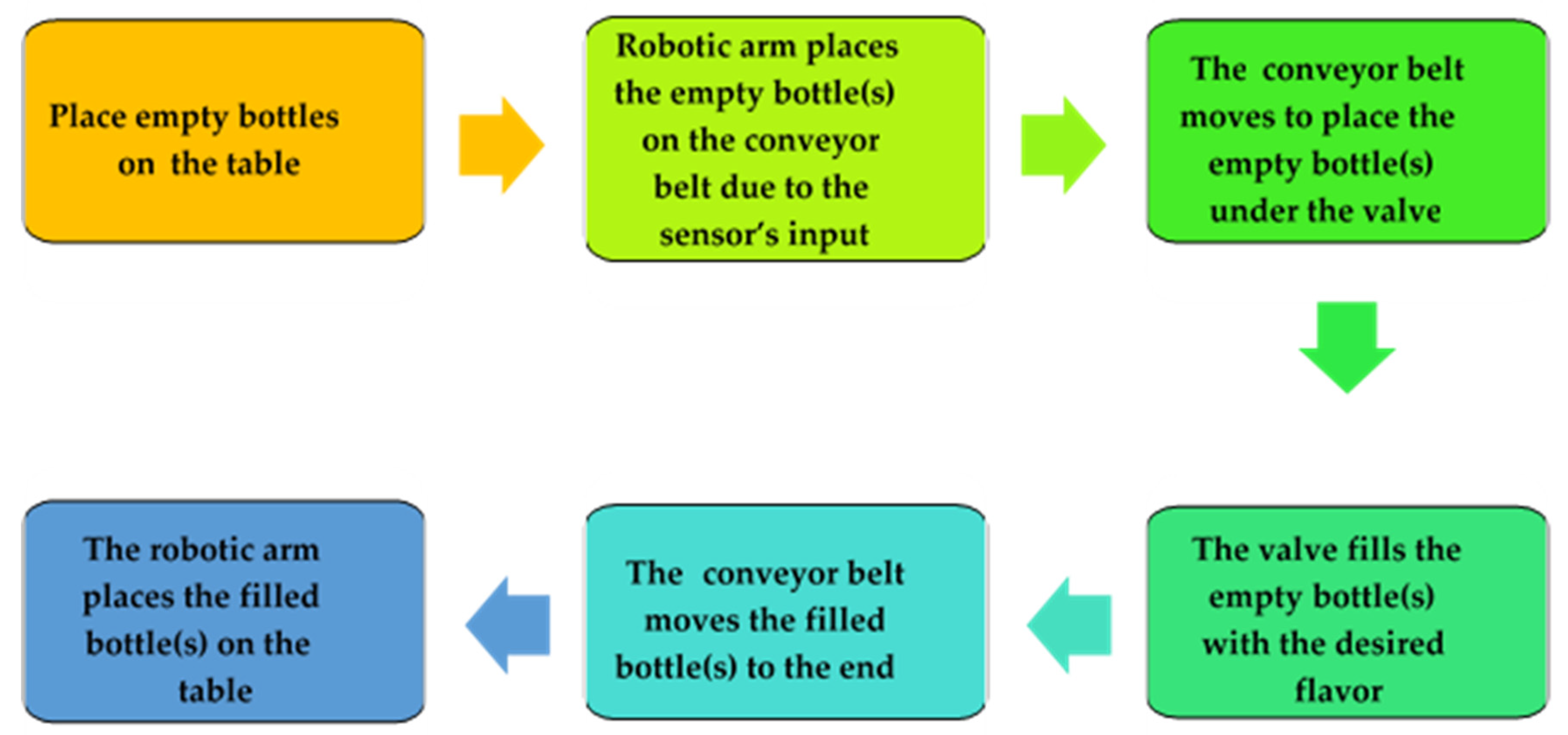
2.2. Automated Yogurt Filling Process
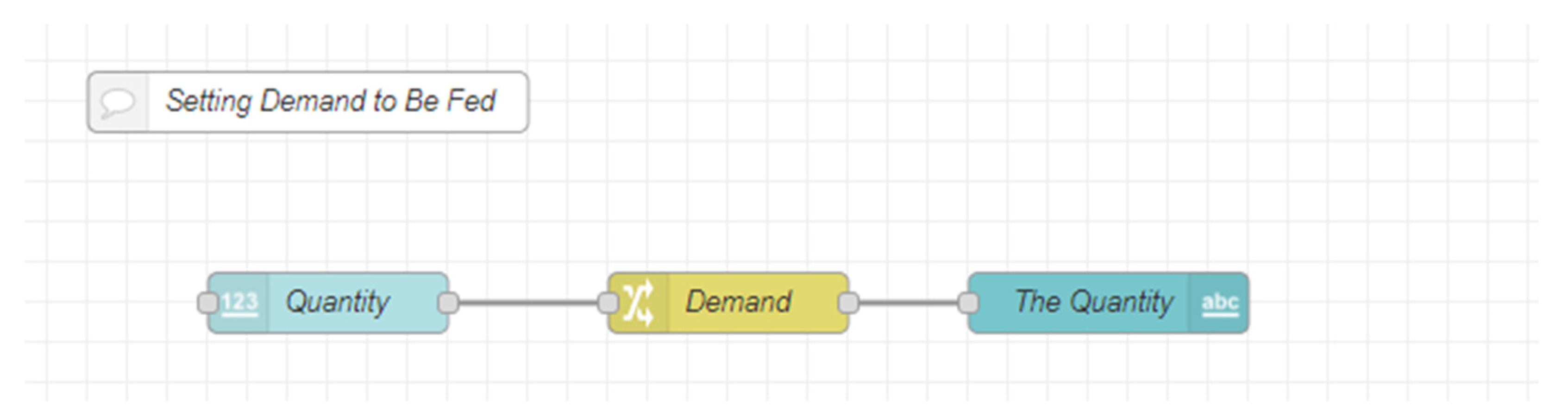
2.2.1. Node-RED Implementation
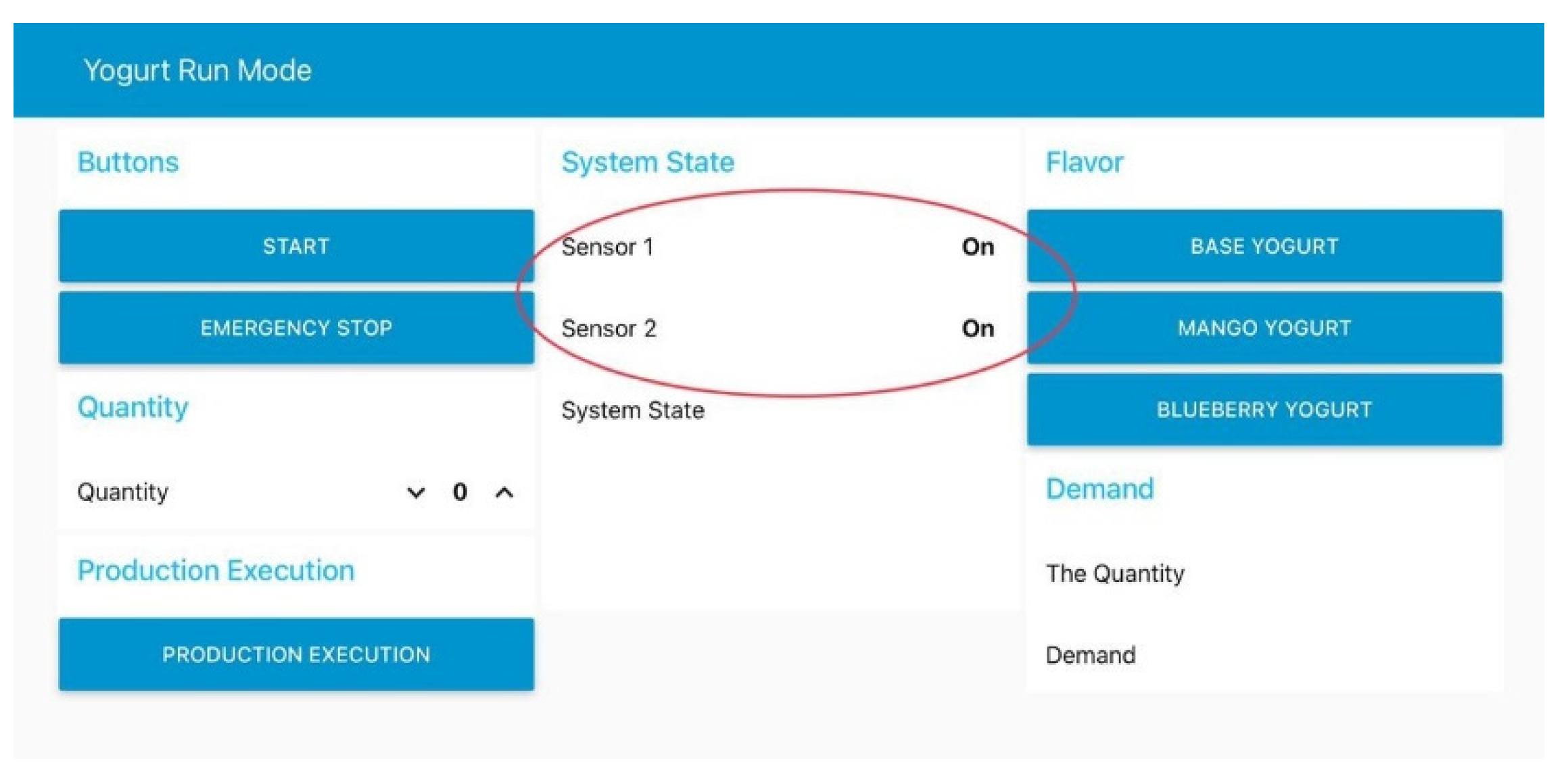
2.2.2. Working of the Node-RED
The Software Part
3. Results and Discussion
3.1. Fully Automated Operation
3.2. Relay Ladder Logic of Production Line Controller
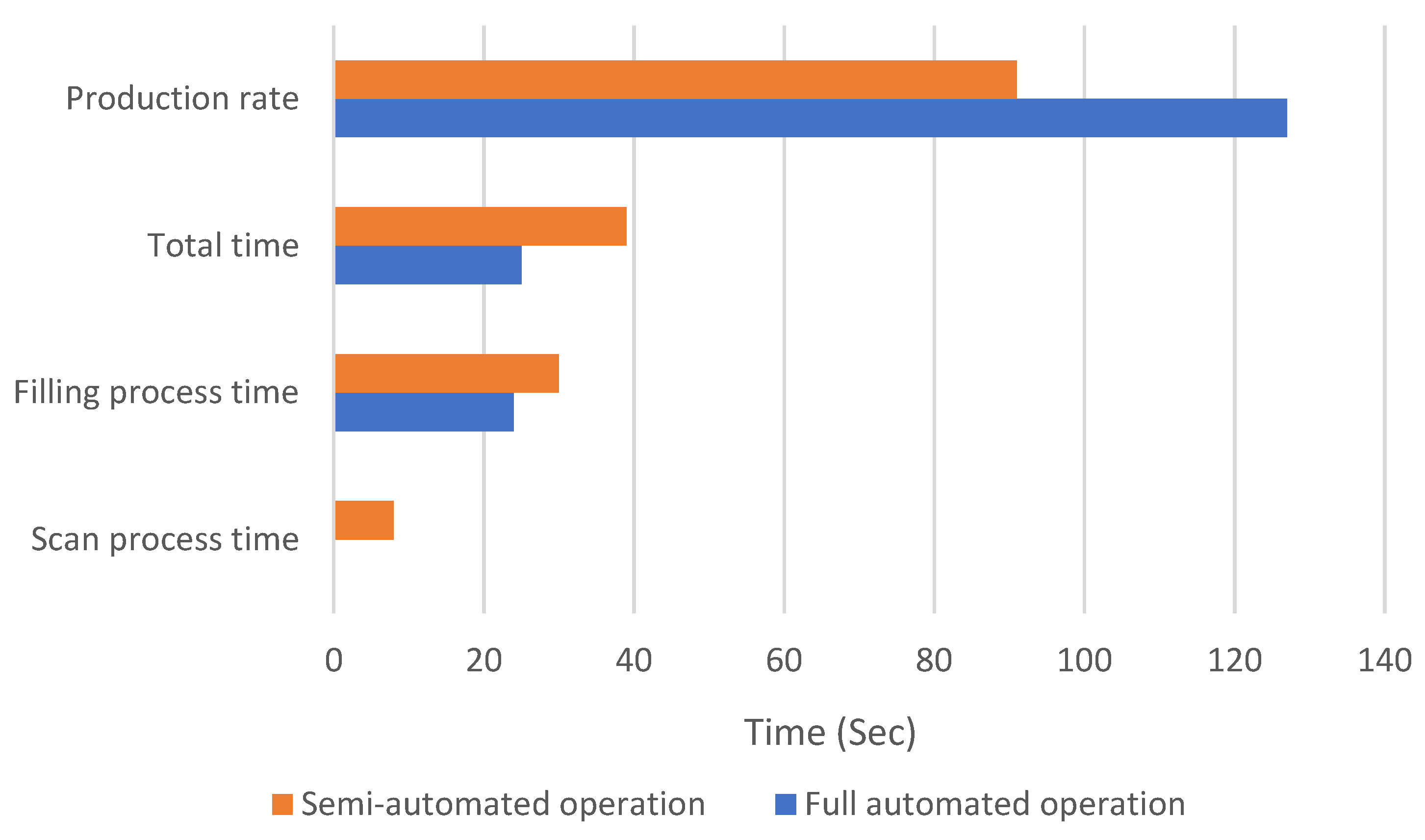
3.3. Increased Productivity
3.4. Addition of Cost-Effective Controller
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dalenogare, L.S.; Benitez, G.B.; Ayala, N.F.; Frank, A.G. The expected contribution of Industry 4.0 technologies for industrial performance. Int. J. Prod. Econ. 2018, 204, 383–394. [Google Scholar] [CrossRef]
- Culot, G.; Nassimbeni, G.; Orzes, G.; Sartor, M. Behind the definition of Industry 4.0: Analysis and open questions. Int. J. Prod. Econ. 2020, 226, 107617. [Google Scholar] [CrossRef]
- Rojko, A. Industry 4.0 Concept: Background and Overview. Int. J. Interact. Mob. Technol. 2017, 11, 7072. [Google Scholar] [CrossRef] [Green Version]
- Zhong, R.Y.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent Manufacturing in the Context of Industry 4.0: A Review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Giallanza, A.; Aiello, G.; Marannano, G. Industry 4.0: Advanced digital solutions implemented on a close power loop test bench. Procedia Comput. Sci. 2021, 180, 93–101. [Google Scholar] [CrossRef]
- Minchala, L.I.; Peralta, J.; Mata-Quevedo, P.; Rojas, J. An Approach to Industrial Automation Based on Low-Cost Embedded Platforms and Open Software. Appl. Sci. 2020, 10, 4696. [Google Scholar] [CrossRef]
- Portalo, J.M.; González, I.; Calderón, A.J. Monitoring System for Tracking a PV Generator in an Experimental Smart Microgrid: An Open-Source Solution. Sustainability 2021, 13, 8182. [Google Scholar] [CrossRef]
- Giallanza, A.; Aiello, G.; Marannano, G.; Nigrelli, V. Industry 4.0: Smart test bench for shipbuilding industry. Int. J. Interact. Des. Manuf. 2020, 14, 1525–1533. [Google Scholar] [CrossRef]
- Yin, Y.; Stecke, K.E.; Li, D. The evolution of production systems from Industry 2.0 through Industry 4.0. Int. J. Prod. Res. 2017, 56, 848–861. [Google Scholar] [CrossRef] [Green Version]
- Dalmarco, G.; Ramalho, F.R.; Barros, A.C.; Soares, A.L. Providing industry 4.0 technologies: The case of a production technology cluster. J. High Technol. Manag. Res. 2019, 30, 100355. [Google Scholar] [CrossRef]
- Oesterreich, T.D.; Teuteberg, F. Understanding the implications of digitisation and automation in the context of Industry 4.0: A triangulation approach and elements of a research agenda for the construction industry. Comput. Ind. 2016, 83, 121–139. [Google Scholar] [CrossRef]
- Nagy, J.; Oláh, J.; Erdei, E.; Máté, D.; Popp, J. The Role and Impact of Industry 4.0 and the Internet of Things on the Business Strategy of the Value Chain—The Case of Hungary. Sustainability 2018, 10, 3491. [Google Scholar] [CrossRef] [Green Version]
- Sima, V.; Gheorghe, I.G.; Subić, J.; Nancu, D. Influences of the Industry 4.0 Revolution on the Human Capital Development and Consumer Behavior: A Systematic Review. Sustainability 2020, 12, 4035. [Google Scholar] [CrossRef]
- Kagermann, H.; Helbig, J.; Hellinger, A.; Wahlster, W. Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0: Securing the Future of German Manufacturing Industry; Final Report of the Industrie 4.0 Working Group; Forschungsunion: Berlin, Germany, 2013. [Google Scholar]
- Delgado, R.; Park, J.; Choi, B.W. Open Embedded Real-time Controllers for Industrial Distributed Control Systems. Electronics 2019, 8, 223. [Google Scholar] [CrossRef] [Green Version]
- Aiello, G.; Giallanza, A.; Vacante, S.; Fasoli, S.; Mascarella, G. Propulsion Monitoring System for Digitized Ship Management: Preliminary Results from a Case Study. Procedia Manuf. 2020, 42, 16–23. [Google Scholar] [CrossRef]
- Aiello, G.; Giallanza, A.; Mascarella, G. Towards Shipping 4.0. A preliminary gap analysis. Procedia Manuf. 2020, 42, 24–29. [Google Scholar] [CrossRef]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufacturing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Shellshear, E.; Berlin, R.; Carlson, J.S. Maximizing Smart Factory Systems by Incrementally Updating Point Clouds. IEEE Comput. Graph. Appl. 2015, 35, 62–69. [Google Scholar] [CrossRef]
- Ali, M.; Room, S.; Khan, M.I.; Masood, F.; Ali Memon, R.; Khan, R.; Memon, A.M. Assessment of local earthen bricks in perspective of physical and mechanical properties using Geographical Information System in Peshawar, Pakistan. Structures 2020, 28, 2549–2561. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.-A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Uhlemann, T.H.-J.; Lehmann, C.; Steinhilper, R. The digital twin: Realizing the cyber-physical production system for industry 4.0. Procedia Cirp 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Wang, L.; Törngren, M.; Onori, M. Current status and advancement of cyber-physical systems in manufacturing. J. Manuf. Syst. 2015, 37, 517–527. [Google Scholar] [CrossRef]
- Barreto, E.D.; Stafanato, K.V.; Marvila, M.T.; de Azevedo, A.R.; Ali, M.; Pereira, R.M.; Monteiro, S.N. Clay Ceramic Waste as Pozzolan Constituent in Cement for Structural Concrete. Materials 2021, 14, 2917. [Google Scholar] [CrossRef]
- Rymarczyk, J. Technologies, opportunities and challenges of the industrial revolution 4.0: Theoretical considerations. Entrep. Bus. Econ. Rev. 2020, 8, 185–198. [Google Scholar] [CrossRef]
- Jamwal, A.; Agrawal, R.; Sharma, M.; Giallanza, A. Industry 4.0 Technologies for Manufacturing Sustainability: A Systematic Review and Future Research Directions. Appl. Sci. 2021, 11, 5725. [Google Scholar] [CrossRef]
- Orzes, G.; Rauch, E.; Bednar, S.; Poklemba, R. Industry 4.0 implementation barriers in small and medium sized enterprises: A focus group study. In Proceedings of the 2018 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Bangkok, Thailand, 16–19 December 2018; pp. 1348–1352. [Google Scholar]
- Ali, M.; Abbas, S.; Salah, B.; Akhter, J.; Saleem, W.; Haruna, S.; Room, S.; Abdulkadir, I. Investigating Optimal Confinement Behaviour of Low-Strength Concrete through Quantitative and Analytical Approaches. Materials 2021, 14, 4675. [Google Scholar] [CrossRef]
- de Azevedo, A.R.G.; Marvila, M.T.; Ali, M.; Khan, M.I.; Masood, F.; Vieira, C.M.F. Effect of the addition and processing of glass polishing waste on the durability of geopolymeric mortars. Case Stud. Constr. Mater. 2021, 15, e00662. [Google Scholar] [CrossRef]
- Zawadzki, P.; Żywicki, K. Smart product design and production control for effective mass customization in the Industry 4.0 concept. Manag. Prod. Eng. Rev. 2016, 105–112. [Google Scholar] [CrossRef]
- Simon, J.; Trojanova, M.; Zbihlej, J.; Sarosi, J. Mass customization model in food industry using industry 4.0 standard with fuzzy-based multi-criteria decision making methodology. Adv. Mech. Eng. 2018, 10, 1687814018766776. [Google Scholar] [CrossRef] [Green Version]
- Jayal, A.D.; Badurdeen, F.; Dillon, O.W.; Jawahir, I.S. Sustainable manufacturing: Modeling and optimization challenges at the product, process and system levels. CIRP J. Manuf. Sci. Technol. 2010, 2, 144–152. [Google Scholar] [CrossRef]
- Fatorachian, H.; Kazemi, H. A critical investigation of Industry 4.0 in manufacturing: Theoretical operationalisation framework. Prod. Plan. Control 2018, 29, 633–644. [Google Scholar] [CrossRef]
- Ali, M.; Abbas, S.; Khan, M.I.; Gad, M.A.; Ammad, S.; Khan, A. Experimental Validation of Mander’s Model for Low Strength Confined Concrete Under Axial Compression. In Proceedings of the 2020 Second International Sustainability and Resilience Conference: Technology and Innovation in Building Designs(51154), Sakheer, Bahrain, 11–12 November 2020; pp. 1–6. [Google Scholar]
- Gokalp, M.O.; Kayabay, K.; Akyol, M.A.; Eren, P.E.; Koçyiğit, A. Big Data for Industry 4.0: A Conceptual Framework. In Proceedings of the 2016 International Conference on Computational Science and Computational Intelligence (CSCI), Las Vegas, NV, USA, 15–17 December 2016; pp. 431–434. [Google Scholar]
- Tabaa, M.; Chouri, B.; Saadaoui, S.; Alami, K. Industrial communication based on modbus and node-RED. Procedia Comput. Sci. 2018, 130, 583–588. [Google Scholar] [CrossRef]
- Lekić, M.; Gardašević, G. IoT sensor integration to Node-RED platform. In Proceedings of the 2018 17th International Symposium INFOTEH-JAHORINA (INFOTEH), East Sarajevo, Bosnia and Herzegovina, 21–23 March 2018; pp. 1–5. [Google Scholar]
- Kodali, R.K.; Anjum, A. IoT Based HOME AUTOMATION Using Node-RED. In Proceedings of the 2018 Second International Conference on Green Computing and Internet of Things (ICGCIoT), Bangalore, India, 16–18 August 2018; pp. 386–390. [Google Scholar]
- Toc, S.; Korodi, A. Modbus-OPC UA Wrapper Using Node-RED and IoT-2040 with Application in the Water Industry. In Proceedings of the 2018 IEEE 16th International Symposium on Intelligent Systems and Informatics (SISY), Subotica, Serbia, 13–15 September 2018; pp. 000099–000104. [Google Scholar]
- Phillips, L.A.; Calantone, R.; Lee, M.T. International Technology Adoption. J. Bus. Ind. Mark. 1994, 9, 16–28. [Google Scholar] [CrossRef]
- Nafees, A.; Javed, M.F.; Musarat, M.A.; Ali, M.; Aslam, F.; Vatin, N.I. FE Modelling and Analysis of Beam Column Joint Using Reactive Powder Concrete. Crystals 2021, 11, 1372. [Google Scholar] [CrossRef]
- Ramadan, M.; Salah, B.; Othman, M.; Ayubali, A.A. Industry 4.0-Based Real-Time Scheduling and Dispatching in Lean Manufacturing Systems. Sustainability 2020, 12, 2272. [Google Scholar] [CrossRef] [Green Version]
- Salah, B.; Khan, S.; Gjeldum, N. An Automatic Yogurt Filling System Built from Scratch Based on Industry 4.0 Concept. Trans. FAMENA 2020, 44, 59–70. [Google Scholar] [CrossRef]
- Salah, B.; Khan, S.; Ramadan, M.; Gjeldum, N. Integrating the Concept of Industry 4.0 by Teaching Methodology in Industrial Engineering Curriculum. Processes 2020, 8, 1007. [Google Scholar] [CrossRef]
- Ferencz, K.; Domokos, J. Using Node-RED Platform in an Industrial Environment. 2019, pp. 52–63. Available online: https://www.researchgate.net/profile/Katalin-Ferencz/publication/339596157_Using_Node-RED_platform_in_an_industrial_environment/links/5e5ab48c4585152ce8fc6a6c/Using-Node-RED-platform-in-an-industrial-environment.pdf (accessed on 27 November 2021).
- Rajalakshmi, A.; Shahnasser, H. Internet of Things using Node-Red and alexa. In Proceedings of the 2017 17th International Symposium on Communications and Information Technologies (ISCIT), Cairns, Australia, 25–27 September 2017; pp. 1–4. [Google Scholar]
- Ye, N.; Scavarda, S.; Betemps, M.; Jutard, A. Models of a pneumatic PWM solenoid valve for engineering applications. J. Dyn. Sys. Meas. Control 1992, 114, 680–688. [Google Scholar] [CrossRef]
- Maksimović, M.; Vujović, V.; Davidović, N.; Milošević, V.; Perišić, B. Raspberry Pi as Internet of things hardware: Performances and constraints. Design Issues 2014, 3, 1–6. [Google Scholar]
- Ali, M.; Dharmowijoyo, D.B.E.; de Azevedo, A.R.G.; Fediuk, R.; Ahmad, H.; Salah, B. Time-Use and Spatio-Temporal Variables Influence on Physical Activity Intensity, Physical and Social Health of Travelers. Sustainability 2021, 13, 12226. [Google Scholar] [CrossRef]
- Yassein, M.B.; Shatnawi, M.Q.; Aljwarneh, S.; Al-Hatmi, R. Internet of Things: Survey and open issues of MQTT protocol. In Proceedings of the 2017 international conference on engineering & MIS (ICEMIS), Monastir, Tunisia, 8–10 May 2017; pp. 1–6. [Google Scholar]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salah, B. Real-Time Implementation of a Fully Automated Industrial System Based on IR 4.0 Concept. Actuators 2021, 10, 318. https://doi.org/10.3390/act10120318
Salah B. Real-Time Implementation of a Fully Automated Industrial System Based on IR 4.0 Concept. Actuators. 2021; 10(12):318. https://doi.org/10.3390/act10120318
Chicago/Turabian StyleSalah, Bashir. 2021. "Real-Time Implementation of a Fully Automated Industrial System Based on IR 4.0 Concept" Actuators 10, no. 12: 318. https://doi.org/10.3390/act10120318
APA StyleSalah, B. (2021). Real-Time Implementation of a Fully Automated Industrial System Based on IR 4.0 Concept. Actuators, 10(12), 318. https://doi.org/10.3390/act10120318