All experimental procedures adhered to guidelines for the ethical and humane use of animals for research and were approved by the Iowa State University Institutional Animal Care and Use Committee (18-216). Mention of trademark, proprietary product, or vendor is for information purposes only. No endorsement implied.
2.1. Facility Description
A 1000 head commercial breeding-gestation-farrowing site located in central Iowa (near Ogden, IA) featured nine farrowing rooms, with each room containing twenty-four identical 2.44 (L) × 1.83 m (W) farrowing stalls. Each farrowing stall consisted of a 2.44 (L) × 0.61 m (W) woven wire floor creep area on each side of the sow and a 2.44 (L) × 0.61 m (W) sow area that featured a feeder, cup water, and cast-iron flooring. Each farrowing stall utilized one 125 W incandescent heat lamp (HL) located in the middle of the stall over the creep area as the primary piglet heat source, with a 0.30 × 1.20 m black rubber farrowing mat beneath. An additional 125 W HL was located at the back of the stall in the creep area as a supplement heat source during farrowing and was turned off once the piglets were four days old.
The ventilation system style was negative pressure filtered with an evaporative cooling pad to condition fresh air. Each room featured two variable speed fans (0.46 m; 18 in. diameter) and three single speed fans (0.61 m; 24 in. diameter). One row of 0.71 m (L) bi-directional actuated ceiling inlets distributed fresh air and one liquid propane forced air heater (17.6 kW; 60,000 BTU, Classic 60, LB White, Onalaska, WI, USA) provided supplementary heat. Room air temperature was automatically controlled following standard commercial operation guidelines (Expert V18, Automated Production Systems, Assumption, IL, USA).
2.3. Instrumentation
A commercially available data acquisition and control (DAQC) system (Fusion, ControlTech, Bondurant, IA, USA) was utilized to condition sensor signals, record measured values, and control the heat output of the SEHMs.
2.3.1. Microenvironment
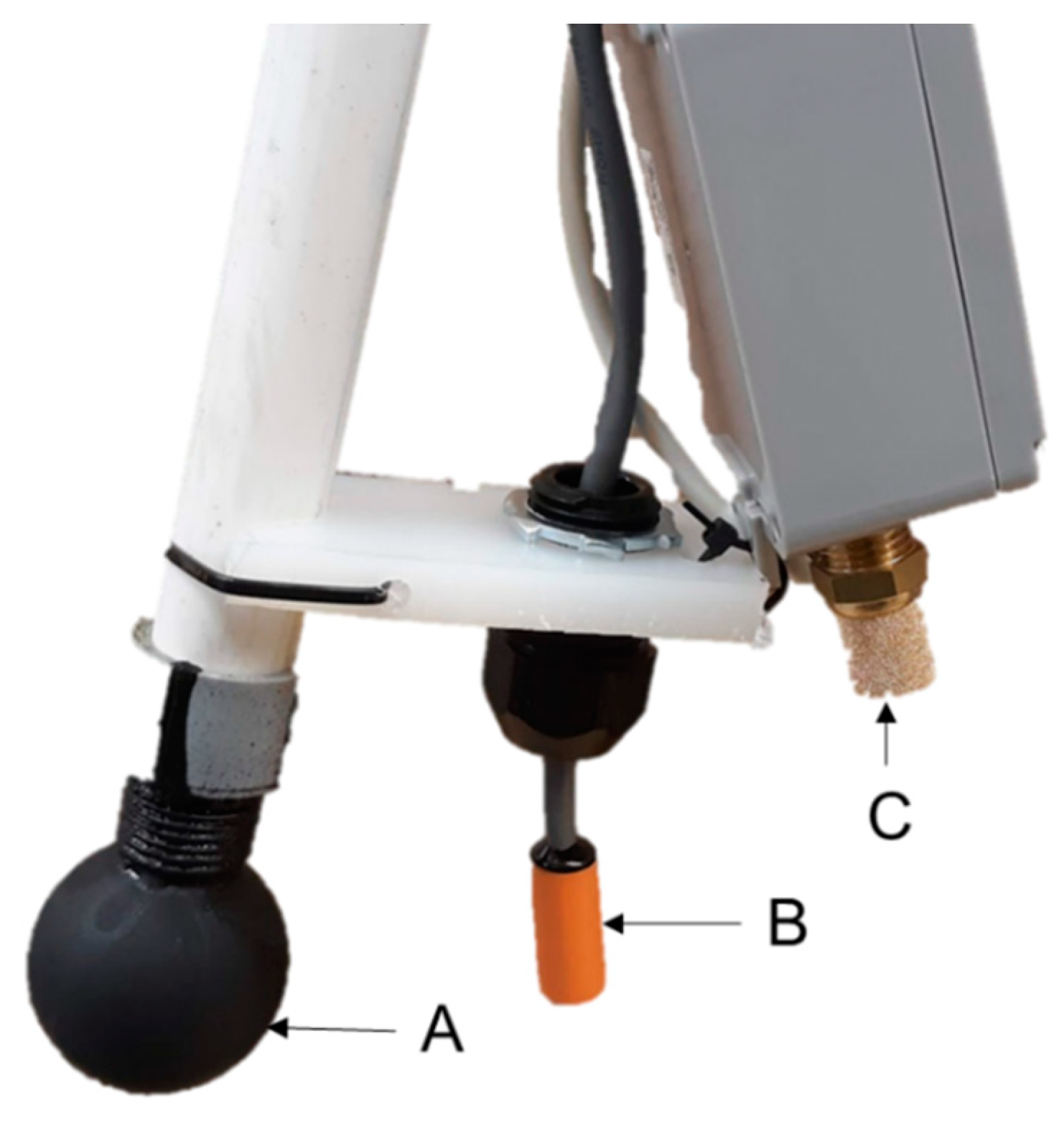
A thermal environment sensor array (TESA; modified from Ramirez et al., 2018 [
9]) was constructed for the specific application in this study (
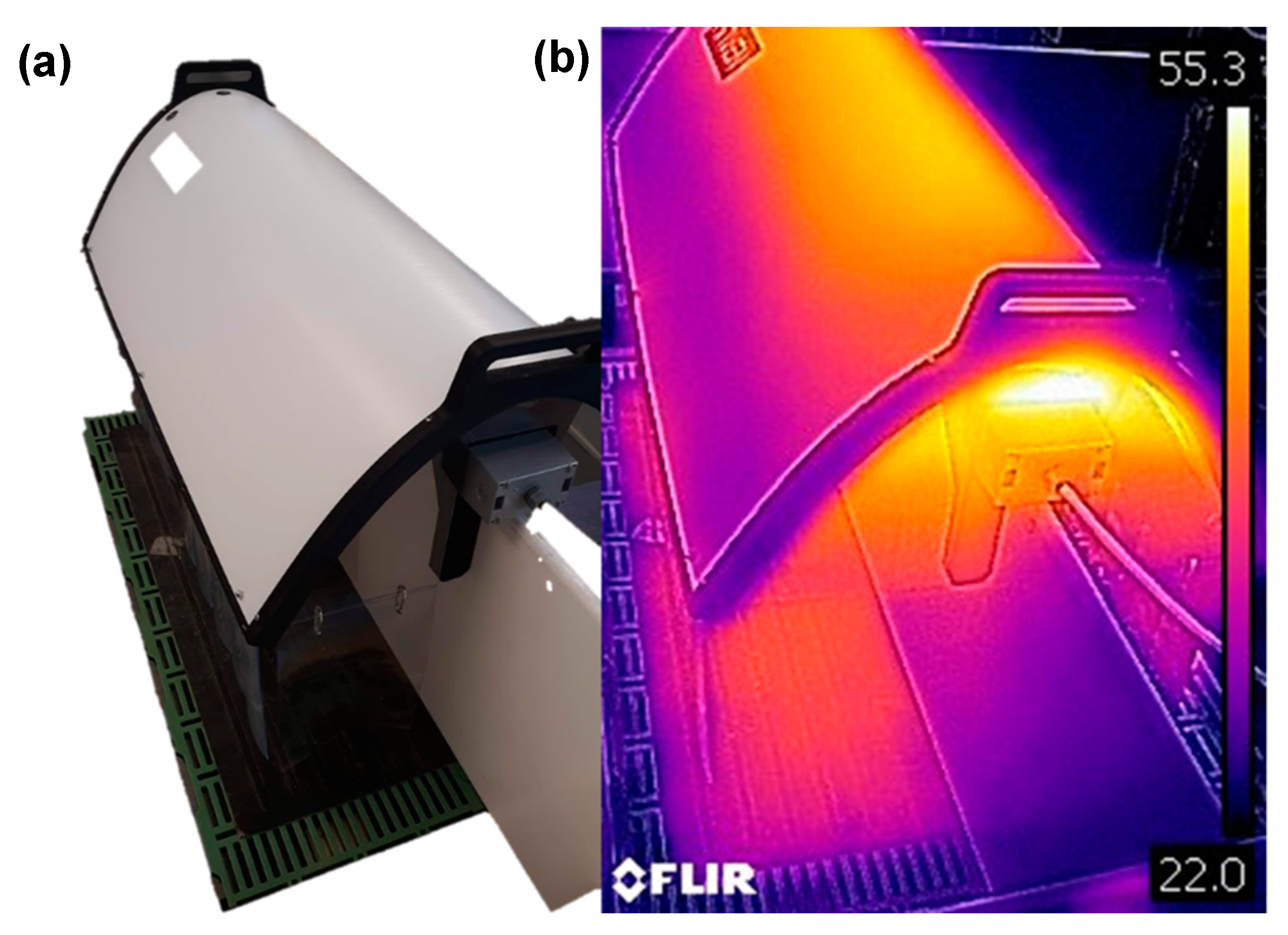
Figure 2). Dry-bulb temperature (DBT; F Temp, ControlTech, Bondurant, IA, USA) and relative humidity (RH) sensors (WHT-310, Dwyer, Michigan City, IN, USA) were deployed in key locations, discussed further in this section (
Figure 3). A black globe temperature (BGT) sensor was constructed with a DBT sensor (F Temp, ControlTech, Bondurant, IA, USA) placed inside the center of a 5.1 cm diameter copper sphere or a 3.8 cm diameter table tennis ball; both painted flat black. Both types were used due to corrosion of the copper spheres in the high moisture environment, which led to spheres breaking in half. For each type, globes were attached to a 1.27 cm long threaded pipe coupled to a 1.52 cm long PVC pipe with a cord grip on the opposite end to seal the globe enclosure.
Three farrowing stalls in each room assigned to the HL treatment were selected at random to be instrumented with a DBT and BGT sensor. Both sensors were spaced 30.5 cm from the center of the HL and 5.1 cm below the bottom of the HL shield. Also, each TESA was positioned such that the black globes did not contact the divider walls. In room A, two of the three stalls also had an RH sensor installed.
Each SEHM had one DBT sensor installed on one end of the SEHM to serve as feedback for individual control of the heat output. In room A, four SEHMs were instrumented with BGT and RH sensors, and in room B, three SEHMs were instrumented with a BGT sensor as well. All SEHMs with additional sensors (i.e., not for feedback control) were assigned at random. The BGT sensors were installed on one end of the SEHMs such that the black globe was 127 mm into the SEHM and was not touching the divider wall or the end curtain.
2.3.2. Macroenvironment
Two pairs of DBT and RH sensors were placed 1.5 m above the farrowing room floor in the center of the room and 5.4 m from each end wall to monitor room environmental conditions.
2.3.3. Heat Output
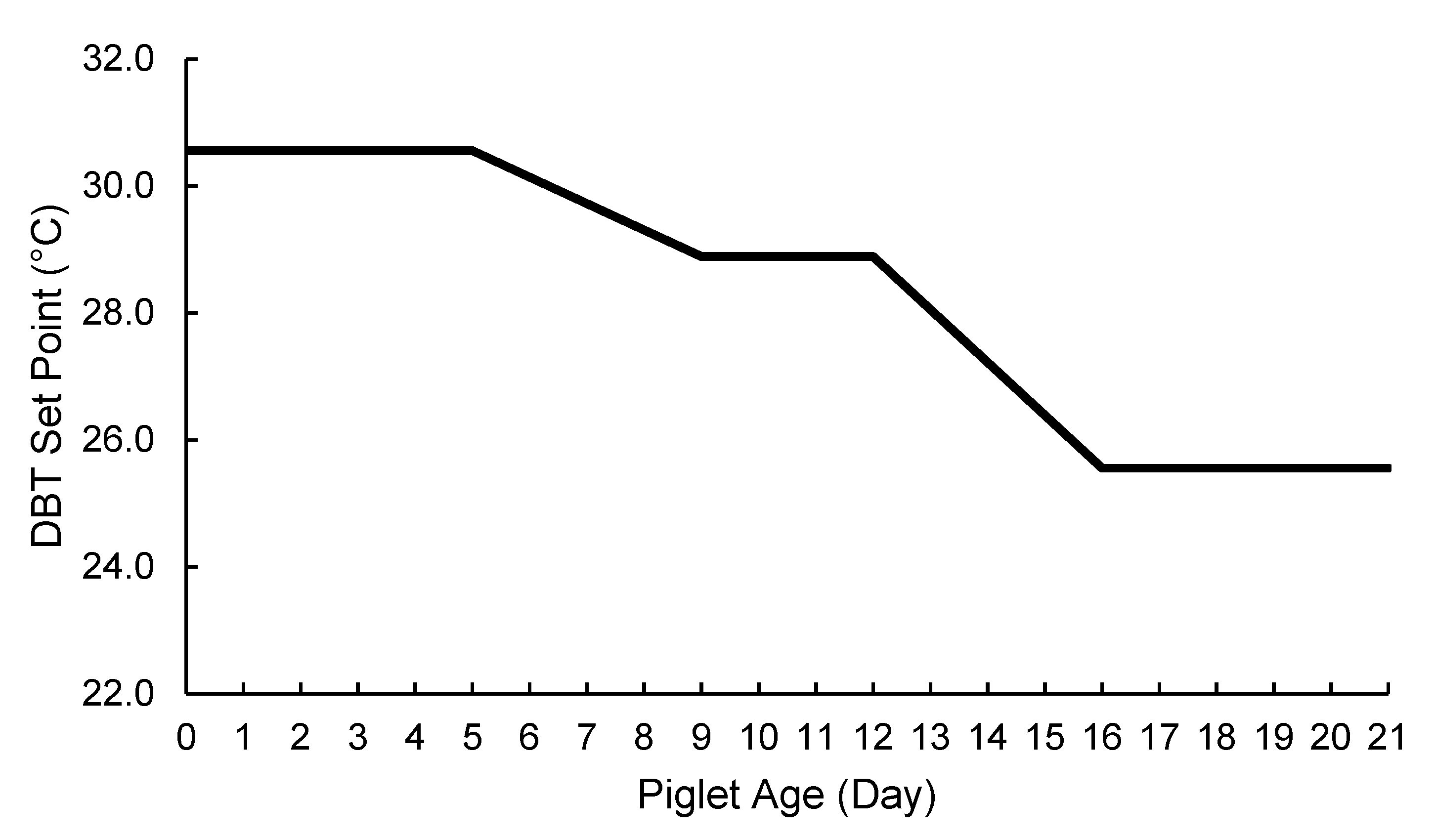
Heat output for each SEHM was individually controlled using a proportional solid-state relay (RM1E23V25, Carlo Gavazzi Inc., Buffalo Grove, IL, USA) and a solid-state true RMS current clamp was used to monitor electrical current (Model CCT70-100, Dwyer Michigan City, IN, USA). The control logic applied a sliding proportional output based on a DBT set-point curve that decreased with increasing piglet age. Essentially, when DBT was below the DBT set-point, output was 100%, and as DBT approached and exceeded the set-point, output decreased, with output at 0% when DBT was 2.78 °C above the set-point. This control logic began once the youngest litter in the two stalls farrowed (
Figure 4). Maximum heat output was limited to 425 W by capping the proportional percentage due to amperage constraints associated with farrowing room electrical utilities. Heat lamps were always operational (constant energy usage), and the height of HL above the creep area was adjusted by the farm staff as needed to control the farrowing mat temperature.
2.3.4. Sensor Verification
Once all sensors were installed in the farrowing rooms, DBT and RH sensor performance were verified using a portable hygrometer (Model HMI41, Vailsala, Vantaa, Finland), the RH sensor was calibrated with a salt chamber system (Model HMK15, Vaisala Vantaa, Finland). A two-point calibration was created by collocating sensors in a cardboard box and allowing the portable hygrometer to achieve steady-state at two state points: (1) room air temperature and (2) at the incoming ventilation air temperature, which was lower than room temperature. The incoming air state was achieved by placing the box of collocated sensors in the ceiling inlet air jet. Any DBT sensors exceeding ±1.1 °C and any RH sensors exceeding ±5% RH of the portable hygrometer were replaced with new sensors.
Each current clamp was calibrated using a portable power meter (Model 1735, Fluke, Everett, WA, USA) at the start of the first and second farrowing cycle. No significant differences were noted in the current clamp calibrations warranting future calibrations were not needed with each subsequent farrowing cycle.
2.4. Data Recording and Processing
All data were recorded by the DAQC using a sparse sampling method of a minimum change threshold of 0.23 °C, 0.5% RH, or 0.5 A (for each respective sensor) or at a 5 min interval if the minimum change threshold had not occurred.
Data were downloaded at the conclusion of each farrowing cycle for all micro-/macro-environment sensors and the SEHM control data. Custom software (Python 3.7, Python Software Foundation, Wilmington, DE, USA) developed in an integrated development environment Project Jupyter (2015), processed and organized the data [
10]. The date range for each creep area TESA was the date of farrowing at midnight to 08:00 on the day of weaning. Mean radiant temperature was calculated using BGT and DBT assuming only natural convection [
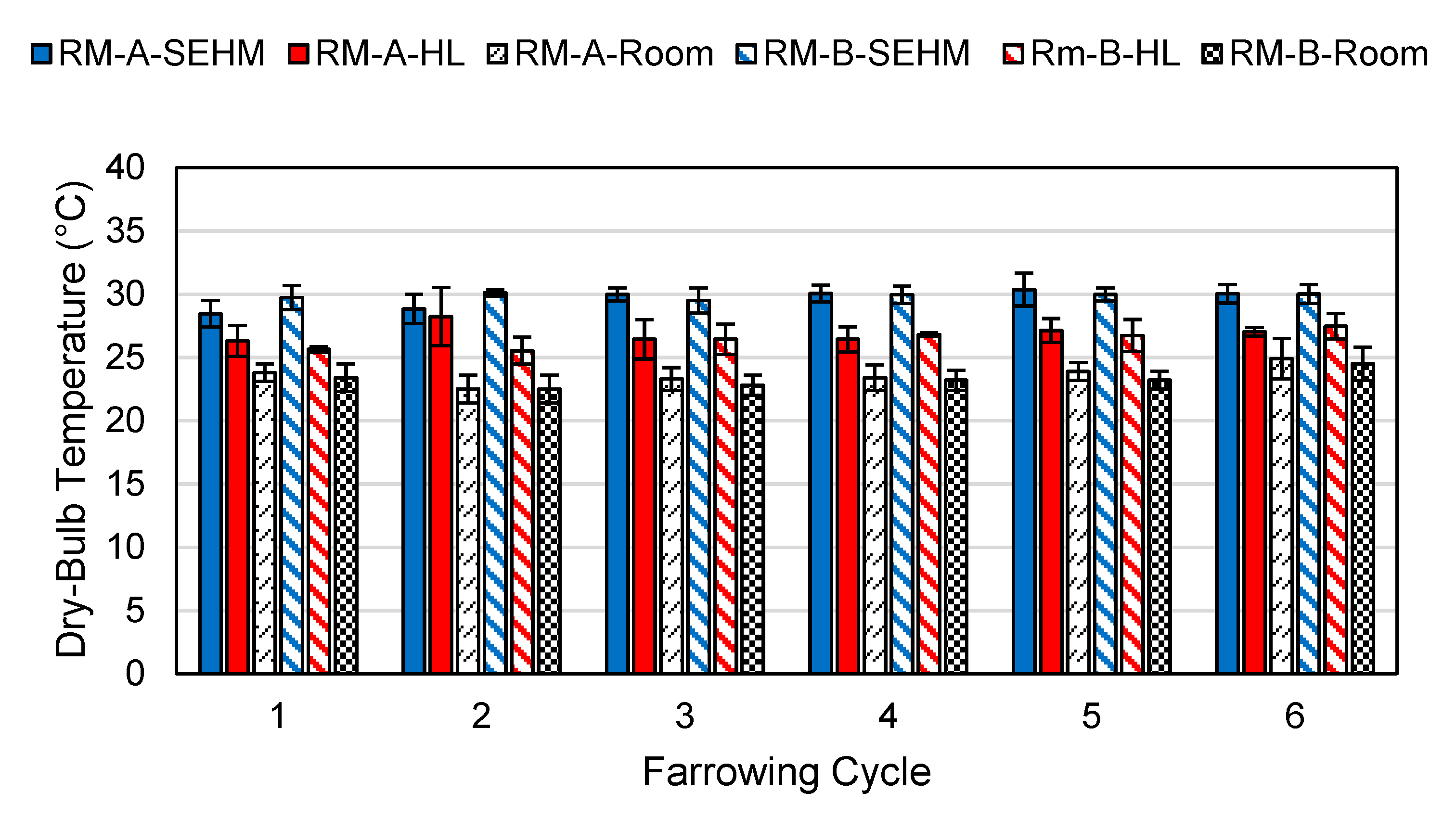
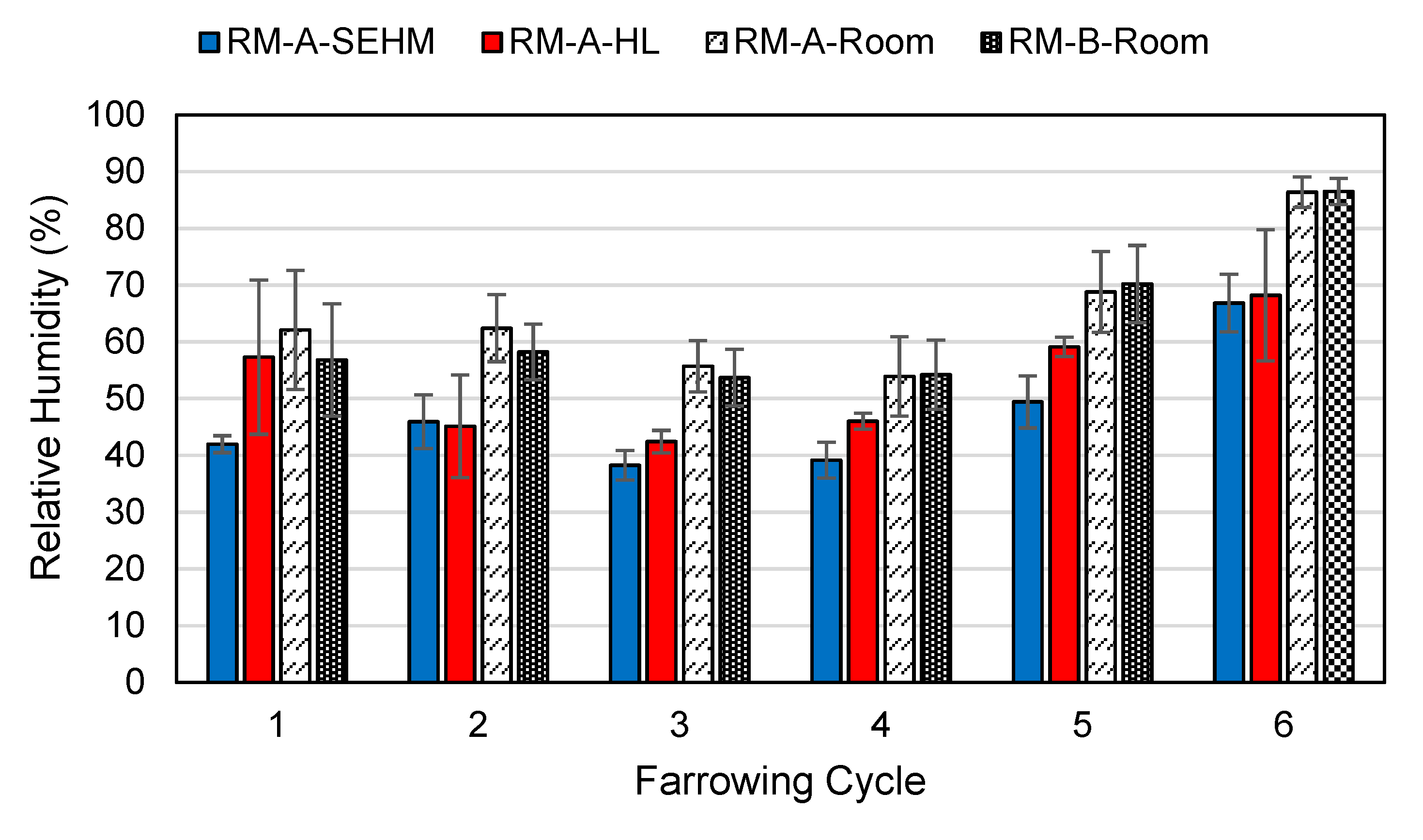
11]. Data were averaged across all SEHM, HL, and room locations to determine average DBTs and RHs for the SEHM, HL, and room for each room for all six farrowing cycles.
2.5. Piglet Productivity
Two rooms were selected to perform the pilot-scale study. Each room was randomly allocated 12 farrowing stalls with 125 W heat lamps (HL treatment) and 12 farrowing stalls with SEHM (
Figure 3; SEHM treatment). Commercial sows (Landrace × Yorkshire) and piglets ((Landrace × Yorkshire) × Duroc; PIC genetics) were utilized in the study. The minimum number of litters needed in the study was determined using a power analysis for PWM as the smallest anticipated response. The standard deviation was estimated from similar studies [
7], nominal power was set to 85%, and the detection level was set to 1.25%. The resulting minimum was determined to be 94 litters per treatment.
The sows were limit fed 1.8 kg twice daily from day 112 of gestation until day four of lactation. The lactation diet was corn and soy bean meal-based diet that met or exceeded the National Research Council (NRC, 2012) requirements [
12]. At day 4 of lactation, the sows were transitioned to an ad libitum feeding program that was accomplished using an automatic feed delivery system that delivered feed twice daily. The feeder for each sow had a holding capacity of 8.2 kg. Sow feed disappearance was considered as a response variable, but due to the limitations of the commercial site for accurate, repeatable measurements of feed delivered to the sows, it was not measured.
Litter weight and mortality data were collected for six farrowing cycles (January 2019 to July 2019). Litters were weighed in the morning between days 1 and 3 (after litters were cross-fostered to standardize litter size, i.e., number of piglets) and between day 17 and 19 (prior to weaning). Cross-fostering occurred between 24 to 48 h after farrowing (farm’s target was 13 piglets per sow), and if piglets were cross-fostered across treatments, the litter was removed from the trial. Litter weights were collected by the research team using a portable litter scale (WayPig® Portable Litter Scale, Raytec, Ephrata, PA, USA). Mortality weights were collected using a bucket scale (Agri-Pro, Iowa Falls, IA, USA) by both farm staff and the research team throughout the study. Prior to weighing, the litter scale was verified against a standard weight (22.7 kg; NIST traceable), and the bucket scale was verified once a week with the same standard weight. Mortality data were gathered from the farm’s production record system (Porcitec 2017, Agritec Wheatland, IA, USA), including mortality date and cause of death. To ensure data quality and consistency, data pertinent to the litter, including date of birth (DOB), mortalities, cross-fosters, total born live (TBL), and parity, were manually transcribed from the sow farrowing records by the research team immediately prior to weaning. The terminal cause of death was recorded for the mortalities to remove bias in diagnosing potential underlying causes that led to death, such as infections.
Data and Statistical Analysis
Pre-weaning mortality was calculated using Equation (1). The number of mortalities and the dates were verified using the sow farrowing records and the mortality weight records before data analysis. Consensus across all three data sources for the number of mortalities, number of pigs in the litter, and date of the mortalities was needed to keep a litter enrolled in the study. The over-lay percentage was calculated using a similar equation to that in Equation (1), except the numerator was the number of over-lay mortalities.
where,
PWMʹ = pre-weaning mortality with fosters;
TBL = total born live;
FST = number of piglets added or removed per litter (at cross-fostering)
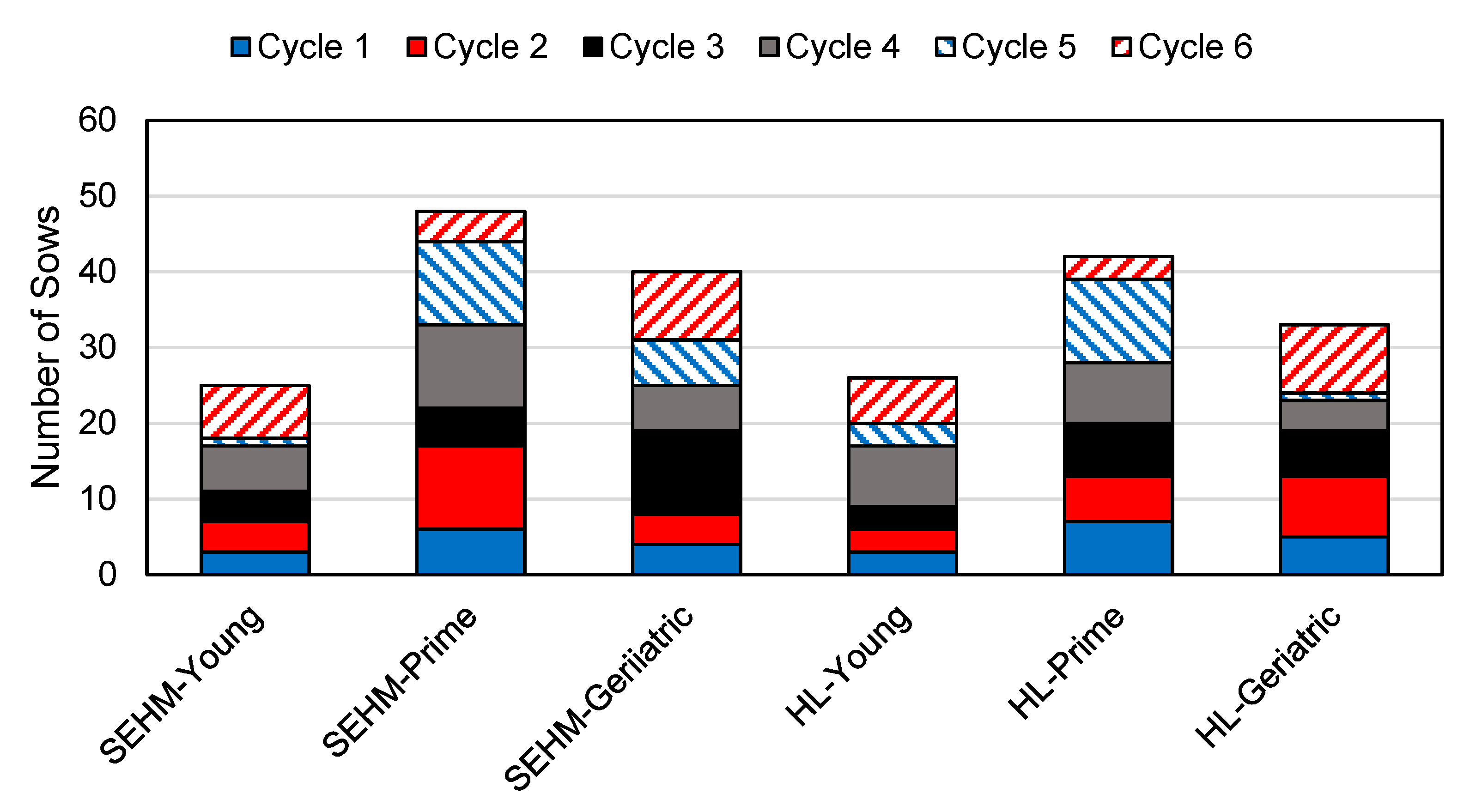
The statistical procedures of JMP 14 (SAS Inc., Cary, NC, USA) were utilized to analyze the data using Mixed Models. A backward model selection approach was used with a cutoff significance of p = 0.80 and an α = 0.05. Data were checked for normality between treatments and outliers. Fixed effects for the models included heat source, health status at first weight, sow parity group, TBL, FST, number of pigs in the litter when weighed, average piglet weight at first weigh, full factorial of interactions of all fixed effects, and the farrowing cycle was considered as a random effect. Sow parity groups were classified as young (P1 and P2), prime (P3 to P5), and geriatric (P6 and above).
2.7. Pilot-Scale Economics
The payback period for an SEHM was estimated to assess the economic feasibility and provide insight to producers on the potential value of this device. Electrical energy usage for HLs and SEHMs was used as the input as it is repeatable across production systems with a similar control setup. Piglet productivity varies considerably and is challenging to define costs associated with differences in average daily gain and piglets weaned per litter. Electricity cost for Iowa was assumed to be 0.10 USD kWh
−1 [
14]. The capital cost of the SEHM was assumed at
$400 per unit; this includes the heating element and control system. The capital cost of two HLs was assumed to be
$14.50. For utilities and other installation infrastructure, it was assumed to be the same for both SEHM and HL.
The net income for the SEHMs within a commercial production system was calculated based on supply costs and replacement assumptions. For the net profit analysis, the following was assumed, curtains would have to be replaced semi-annually (
$25 for a set of curtains), and for HLs, bulbs would be replaced three times per year, for a total of six bulbs per year (two HLs;
$1.99 bulb
−1). Wean pig market price (
$46.34 [
15]) was collected from the USDA as the average of the first and second quarter national prices.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}