1. Introduction
Several authors have defined the 21st century as the Technological Age [
1]. The number of connected devices has risen exponentially in the last few years. An increase of around 3–5% in the production of electric and electronic equipment (EEE) is expected [
2]. From around 2 billion devices (primarily personal computers and smartphones) sold in 2000, the world has progressed to more than 22 billion in 2018. According to some estimations, this number could even reach 38 billion by 2025 [
3]. The type of technologies in use has also changed, incorporating many different devices such as tablets, smart TVs, wearables, and the internet of things.
The penetration of advanced technologies implies using a more-significant number and variety of raw materials [
4,
5]. Specifically, two metals are of extraordinary relevance in this context: niobium and tantalum, which have a wide range of uses. Their main applications are the fabrication of smaller and more effective condensers, which allow smaller, more efficient devices to operate at higher performance levels [
6,
7]. Ta and Nb are also becoming key metals in the green energy transition, being present in large amounts of electric vehicles. This is why both elements are present in the list of the so-called critical raw materials of several studies (i.e., Calvo et al. [
8] and Moss et al. [
9]) and institutions, such as the list of Critical Raw Materials developed by the European Commission [
10] and the report of the Critical Defense Materials of the United States Government [
11], among others.
Niobium and tantalum are mainly produced from columbite–tantalite ores, also known as coltan. The importance of both metals is such that some authors have claimed that we live in the Coltan Age, rather than in the Technology Age [
12].
Although coltan is vital for our society, various issues related to its extraction and production must be considered [
13,
14]. Coltan extraction is mainly concentrated in the Democratic Republic of Congo (DRC) and Rwanda. Two countries that arguably do not respect human rights and whose extraction processes have been questioned many times by international organizations [
13]. The United Nations has published several reports asking for governments, markets, and companies to monitor the supply chain of these metals [
15,
16]. A similar movement is also led by the Group of 8 (G8). With the promotion of a voluntarily certified trade chain (CTC) in mineral production, the aim is to prevent poverty and encourage political stabilization. The use of materials from countries in conflict, where the chain of custody is not assured, could be reduced and those suppliers who focus on using “blood free” materials rewarded [
17].
Given that it is related to the use of new technologies, the global extraction of Nb and Ta has increased in the last decades [
18]. Australia has been the largest producer of these elements for several years, with more than 60% of the total share in 2005 [
19]. In 2008, there was a noticeable reduction in Australian production. This was mainly because one of its main exploitations, Sons of Gwalia, had to close, reducing to almost zero Australia’s coltan production in 2010 [
13,
19]. More recently, the Wodgina mine, also located in Australia, ceased production in 2017 as Ta concentration was too low to be cost-effective [
20]. This is why, from 2010 on, African countries have notably increased their world coltan production, particularly the Great Lakes Region, accounting for more than 50% of the total share. Nonetheless, this figure must be taken very carefully, as not all the mining production is always reported in official sources of the country, and the amount extracted could be even higher [
21].
Although Central Africa has been the main producer of Ta in the last decade, the largest reserves are not located in that region. According to Nikishina et al. [
22], South America holds 41% of the total Ta reserves of the world, followed by Australia with 21%. As for Nb, reserves are mainly concentrated in Brazil, with 16,000,000 tons, and Canada, with 1,600,000 tons [
23].
Still, there is a limited amount of these two elements in the Earth’s crust. Some authors state that the Ta maximum-production peak occurred in 2005 [
24], while others locate it in 2039 [
25]. As for Nb, the expected maximum-production peak could be around 2030 [
24]. Even if the difference between all these estimations might seem significant, the truth is that the order of magnitude is very similar, and even an increase in reserves might not postpone it much farther in time [
25]. This, combined with the Nb and Ta expected growing demand, means that the supply of these metals could be at risk in the medium term.
There is another issue that is not being sufficiently addressed in the literature. With increasing extraction, high-grade mines become depleted. Consequently, it is necessary to resort to lower-grade mines, which entails an increase in energy consumption and the generation of waste rock if no additional measures are taken [
26]. With declining ore grades, a new source of coltan may become competitive: mining tailings.
Certainly, some mine tailings may contain concentrations of metals that were discarded when the mine was in operation [
27]. This can be explained due to technological limitations at the moment of extraction or to low prices of the commodities, among others. Accordingly, waste rock that, in the past, was considered non-profitable might even have a higher metal content than currently operative mines [
27]. Such is the case of a mine in Kasese, Uganda, where cobalt-rich tailings generated during the primary extraction of copper are now being reprocessed years after the mine ceased its operations [
28]. Another case is the Penouta mine, located in the north west of Spain, which was one of the most important tin mines in Europe [
18]. In the 21st century, new studies were carried out, identifying a significant amount of tantalite concentrate in Penouta [
29]. For the Balsa Grande tailings area, estimated resources add up to 4.8 Mt of residue containing 48 ppm of Ta and 39 ppm of Nb, while for the other tailings area (Balsa Pequeña), resources are estimated at around 0.22 Mt with 42 ppm of Ta and 34 ppm for Nb.
Valero et al. [
5] carried out an analysis to calculate the cumulative expected material demand from 2016 to 2050 in green technologies, including wind energy, solar photovoltaic, solar thermal power and light-duty vehicles, estimating that the amount of Ta and Nb required could be around 54.60 ktons for Ta and 2287.95 ktons for Nb. This means that, if the whole tantalum present in Penouta mine tailings could be recovered, it would account for more than 43% of the total required from 2016 to 2050. As for Nb, this value would reach 1%.
That said, is it feasible to recover all such resources with available technology? What would be the energy cost to recover them? The Second Law of Thermodynamics states that energy costs spiral with declining ore grades [
30], meaning that not only quantity but the concentration of both elements in the tailings are key to determining whether they are recoverable.
The main goal of this paper is to analyze the evolution of the specific energy needed to concentrate Nb and Ta as a function of ore-grade decline. This way, it will be possible to estimate the point at which tailings become a viable alternative to current mines from an energy point of view. Some studies in the literature follow a similar approach, recovering gold through a unique beneficiation process [
31]. In the particular case of Nb and Ta, as they are both recovered during the beneficiation and refining stages as by-products of tin ores, the complexity of the process is higher, and the consequences of ore-grade decline are worth studying in more detail.
The analysis presented in this paper was carried out using specialized software called HSC Chemistry, modelling all the mining and metallurgical processes required to obtain pure Ta and Nb as a final product. The software includes different modules providing chemical/thermodynamic data for mining and metallurgical operations. For the simulation, 12 different scenarios were created.
3. HSC Simulation
An extensive literature review was carried out to obtain reliable data to run the simulation: the ore grade in the mines, concentration needed before refining the feed, number of cleaners and roughers needed to concentrate the mineral, power used in the comminution process, etc.
The average coltan concentration in the crust is around 2 ppm (parts per million) [
13,
35]. Obviously, in the mines, this concentration is higher. For the simulation, cassiterite-columbite mineral bearing was chosen as a reference, with a global average in a mine of 0.2 wt-% [
34,
49]. This value is similar to the one found in the Penouta Mine (Spain) [
50,
51]. However, although the global average concentration is 0.2 wt-%, the initial concentration must be set up for Ta and Nb individually in the simulation. Accordingly, based on the literature review, it is possible to find a range of concentrations for Ta and Nb in mined ore, as reflected in
Table 1 [
50].
Table 1 also shows the concentration along the beneficiation process for both elements. The concentration gradually increases in the first steps. After the flotation process, the Ta concentration must be 8.45 wt-% for Ta and 5.40 wt-% for Nb, something that is achieved using additives or repeated concentration. Then, the purification of each metal is carried out during the refining process, with a final concentration of 79.67 wt-% and 98.45 wt-% for Ta and Nb, respectively.
The ore grade and energy consumption evolution were analyzed using twelve different scenarios. The initial concentration was calculated as the average between the lowest and highest concentration values, 2.1 wt-% and 1.2 wt-% for Ta and Nb, respectively. Accordingly, this concentration decreased consecutively by one third in each scenario. This way, the future behavior of mines can be simulated, estimating the specific energy for concentration for each metal from current mines to the worst-case scenario.
The specific data used in the simulation for the different steps of the extraction of Ta and Nb are described next.
3.1. Comminution
In the simulation, Nb and Ta were extracted from Sn ores, specifically, cassiterite. Thus, it was necessary to set up a feed for the comminution process to proceed with the calculations. Twelve different feeds were defined, as shown in
Table 2, to analyze the evolution of energy consumption.
As stated before, the Bond index is an important factor for the calculations in the comminution process (which holds the highest energy share for low ore grades). We selected a value found in the bibliography (12 kWh/t) according to certain parameters, such as the bearing mineral and the concentration of metals in the mineral. Considering a different Bond index would affect the results obtained at the end of the model.
If the ore grade decreases, it is necessary to process more rock to obtain the same amount of ore. For this reason, the as wis increased by 50 t/h until the fifth scenario. Then, it was increased from 100 t/h up to 600 t/h, reaching the top feed for the last scenario, 3000 t/h. This last scenario considers a very low ore grade in the mine, close to depletion.
With this increase between scenarios, the software could reach the concentration goals established along the different stages during the simulation, avoiding any lack of feed.
Different studies were conducted to determine the optimal particle size for the comminution process as it could affect the whole process [
48,
52]. A too-large particle size could negatively affect further steps and lead to a less-efficient flotation process. On the other hand, a too-small particle size could decrease the efficiency of the additives.
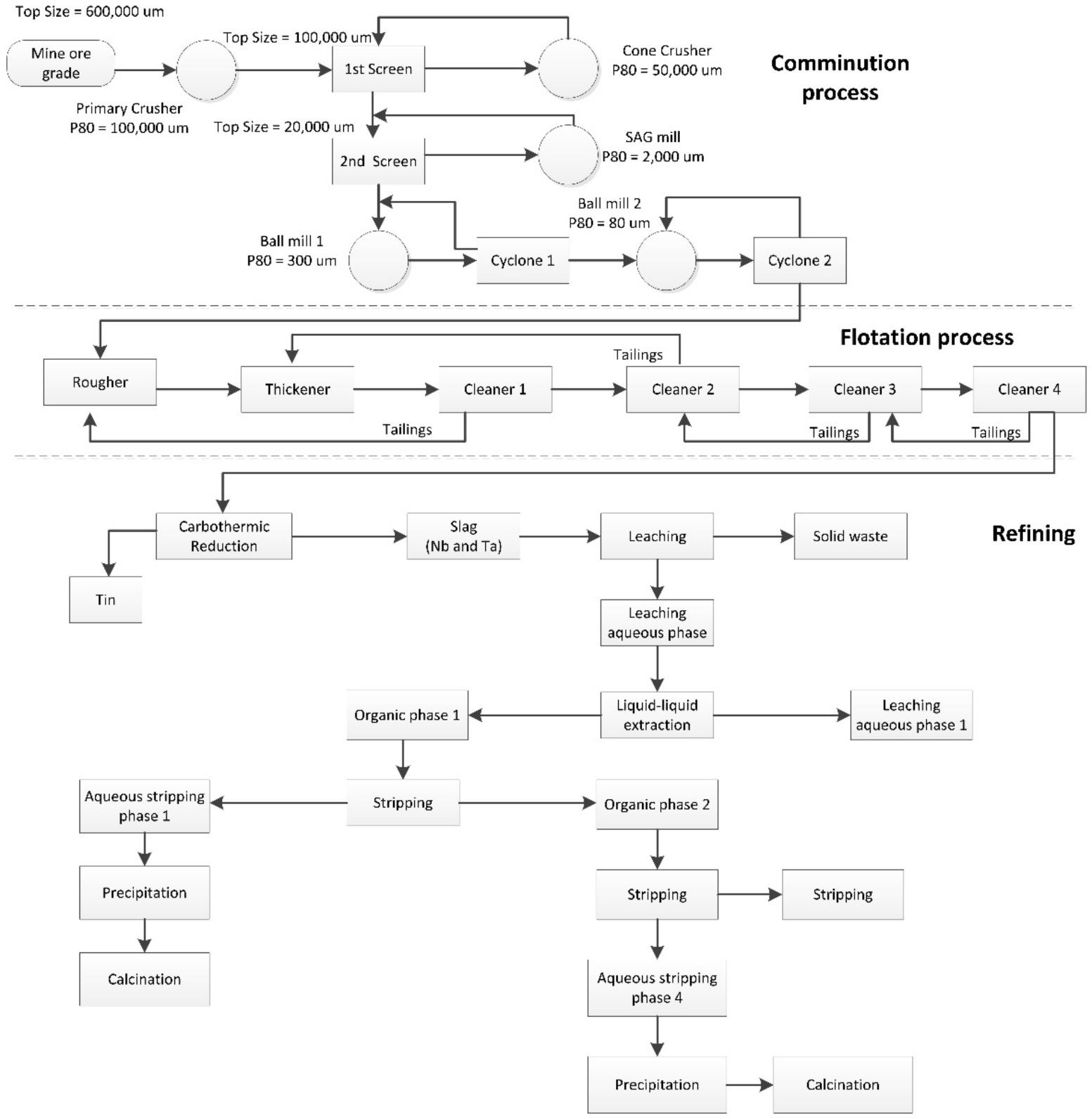
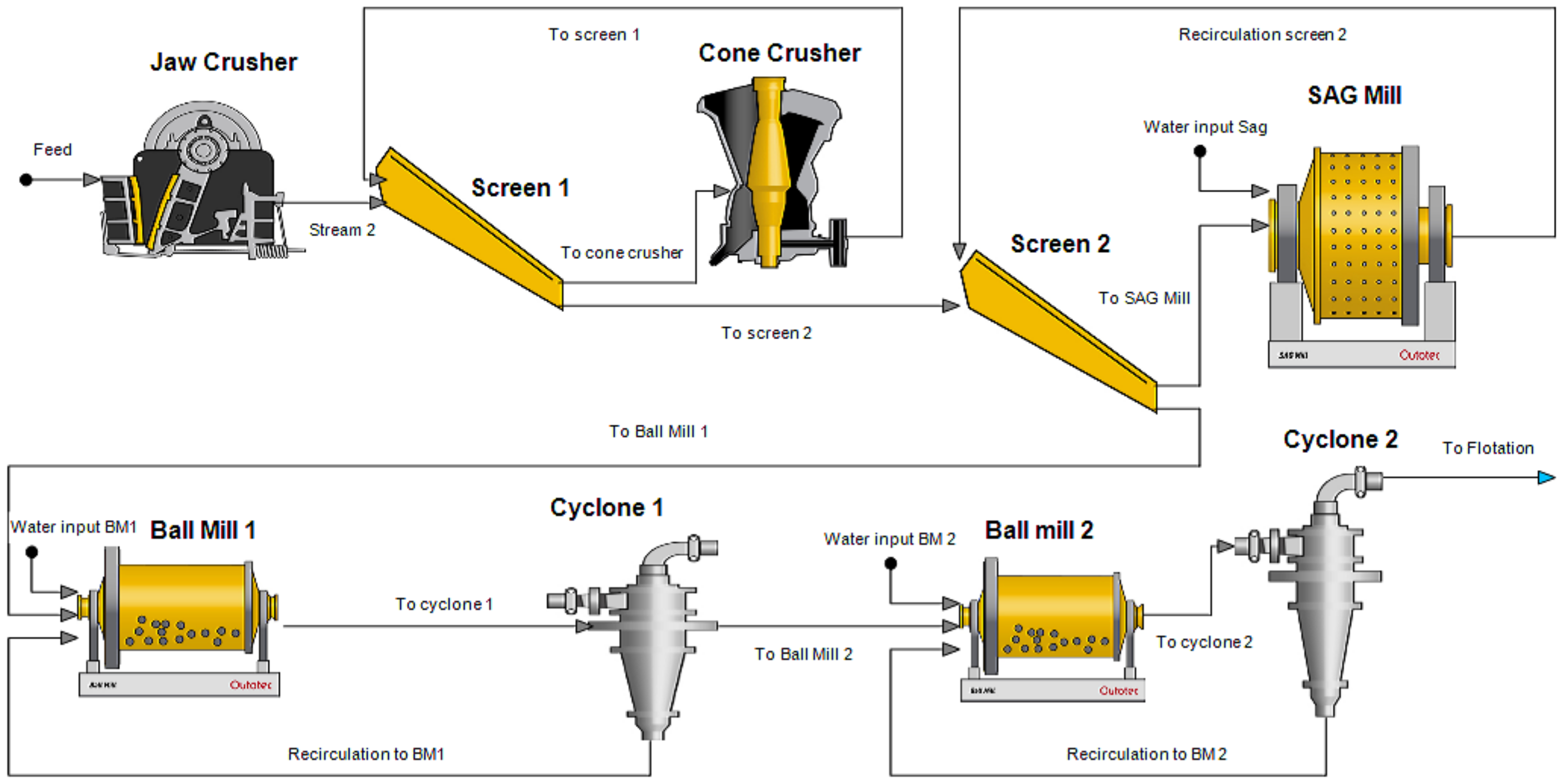
The comminution process starts with the crushing stage (
Figure 2). Following a literature review [
38,
53], the particle size is reduced from 600 mm to 50 µm in the regrinding unit, which was incorporated at the beginning of the flotation process. With a top size of 600 mm, the feed is introduced to the jaw crusher to reduce the particle size to 100,000 µm. Some particles will have a final smaller or larger size, so a screen is applied to separate them. Larger particles are sent to the cone crusher unit, reducing its size to 50,000 µm to accomplish the requirements. Another screen is applied to filter the feed with a top size of 20,000 µm, sending larger particles to be reduced in a SAG Mill. When the feed of the second screen is filtered, the grinding stage starts, which is composed of a ball mill circuit followed by cyclones. In the first unit, the size is reduced to 300 µm, while in the second ball mill, the size is decreased to 80 µm. Cyclones are incorporated after every ball mill to avoid larger particles in further steps. The last step in the comminution process is regrinding. This step is applied at the beginning of the flotation process, reducing the particle size to 50 µm.
Table 3 summarizes the power demanded in every unit and the specific energy in kWh per ton of rock for scenario 1. The grinding process has the highest power demand. This could be easily explained due to the small particle size required for further process steps. The smaller the particle size, the lower the efficiency, and, therefore, the more energy is needed to reduce the size to these values. These numbers are within the same order of magnitude as those obtained by Latchireddi et al. [
54].
3.2. Flotation
After the comminution process, the feed is introduced in a rougher where it is diverted into two outputs, the concentrated feed, and the tailings. The concentrated feed is sent to the last ball mill and, subsequently, to a thickener to separate the pulp. Then, several cleaners are applied to increase the feed concentration before sending it to the metallurgical process. While the kinetics is not being considered, every cleaner was designed considering the residence time, volume cell, the power demanded, etc., using bibliography data [
47,
48].
The lower the ore grade in the initial feed, the more cleaners have to be introduced before the flotation process, and the more specific energy is required to obtain the concentration required at the end of the process.
3.3. Refining
Metallurgical processing requires an organized and coordinated arrangement of unit operations designed to provide physical and chemical changes to purify certain raw materials and leave them ready for use in the industry [
55]. This process was divided into two steps: (1) Sn recovery, (2) Ta and Nb recovery [
56].
For the recovery of Sn, the feed is sent to the refinery so carbothermic reduction can be applied. After this process, Sn with a concentration higher than 96 wt-% is obtained. Then, electrolysis is applied to obtain pure Sn. High amounts of water and sulphuric acid are needed to reach the desired concentration (99.99% Sn).
As the slags generated during this process have a high Ta and Nb concentration, they are further processed to obtain pure Ta and Nb. First, leaching is applied, introducing different additives to change the pulp mix. Then, another unit transforms part of the pulp from an aqueous into an organic phase. The next unit is the first stripping, where Ta and Nb are separated. While Nb is converted into the aqueous phase, Ta remains in the organic phase and is sent into a new stripping unit. After the first stripping, Nb is diverted to the precipitation unit, where it reacts with certain chemicals and is then sent to the last step, calcination, to eliminate the excess water.
On the other hand, Ta is sent into a new organic phase where more ammonium fluoride and ammonia are poured, sending the feed to an aqueous stripping process. Subsequently, Ta feed is precipitated and sent into a calcination process to obtain pure Ta.
Table 4 summarizes the reagents needed to purify the three metals analyzed in this study.
It is important to highlight that almost 40% of the total water needed in the process is introduced during electrolysis to obtain pure Sn.
Table 5 summarizes the mass balance of the three metals (Sn, Ta and Nb) at the beginning and at the end of the beneficiation process. More than 92% of Sn, 95% of Ta, and 67% of Nb are recovered, reaching, thus, high recover yields. However, more than 40% of the inputs end up as waste rock along the process. Additionally, this material is usually contaminated with chemicals and additives applied during the flotation and the refining process, entailing other consequences during waste management.
4. Results and Discussion
Increasing demand, the corresponding rise in commodity prices, and potential technological improvements could make lower-grade mines profitable [
57]. Beneficiation processes would undoubtedly improve with technological development [
57,
58]. More-efficient machines and units could be developed and used to maintain the energy for the beneficiation process within the same order of magnitude. This is in line with other studies that state that, as reserves partially rely on economic factors, they could increase in the next two centuries for both metals, thus eliminating any possible risks of supply or bottlenecks [
59]. That said, the question now is whether the recovery of key elements from low-grade deposits such as niobium and tantalum would be cost-effective with current technology.
To answer that question, we created twelve scenarios to calculate energy consumption as a function of ore-grade decline.
4.1. Specific Energy for Concentration
Ore-grade values of Ta range from 2.1 wt-% in Scenario 1 to 0.000012 wt-% in Scenario 12, and from 1.2 to 0.000007 wt-% for Nb. Comminution and flotation processes are common for the three metals to be recovered: Sn, Ta and Nb. A cost allocation based on the metal output was applied, with the following share: 80% for Sn, 12% for Ta and 8% for Nb.
Table 6 shows the evolution of the specific energy for the concentration stage for Ta and Nb applied during the flotation process for the 12 scenarios.
4.2. Specific Energy for Refining
Ta and Nb are extracted as by-products of Sn, as the slag generated during the beneficiation process of this metal contains a very high concentration of both elements. Therefore, a fair allocation must also be applied. At this stage, since both elements share the same processes, Ta and Nb each account for 50% of the costs.
It is important to note that the metallurgical processes for both metals remain the same in all the scenarios. This is so because the concentration at the beginning of the metallurgical stage is always the same, and, hence, the same processes apply to all scenarios.
With all the processes simulated in HSC and the considered allocation procedure, the values calculated for the Ta and Nb total refining process are 13.69 GJ/t-Ta and 13.21 GJ/t-Nb, respectively. These data are within the same order of magnitude as those found in other studies [
60].
For these calculations, 31.4 MJ/kg was chosen for the high heating value (HHV) for all the calculations where coal is required [
61]. Additionally, natural gas is introduced in the calcination process at the end of the refining process; the value used in this case was 42.2 MJ/kg [
62].
4.3. Total Energy
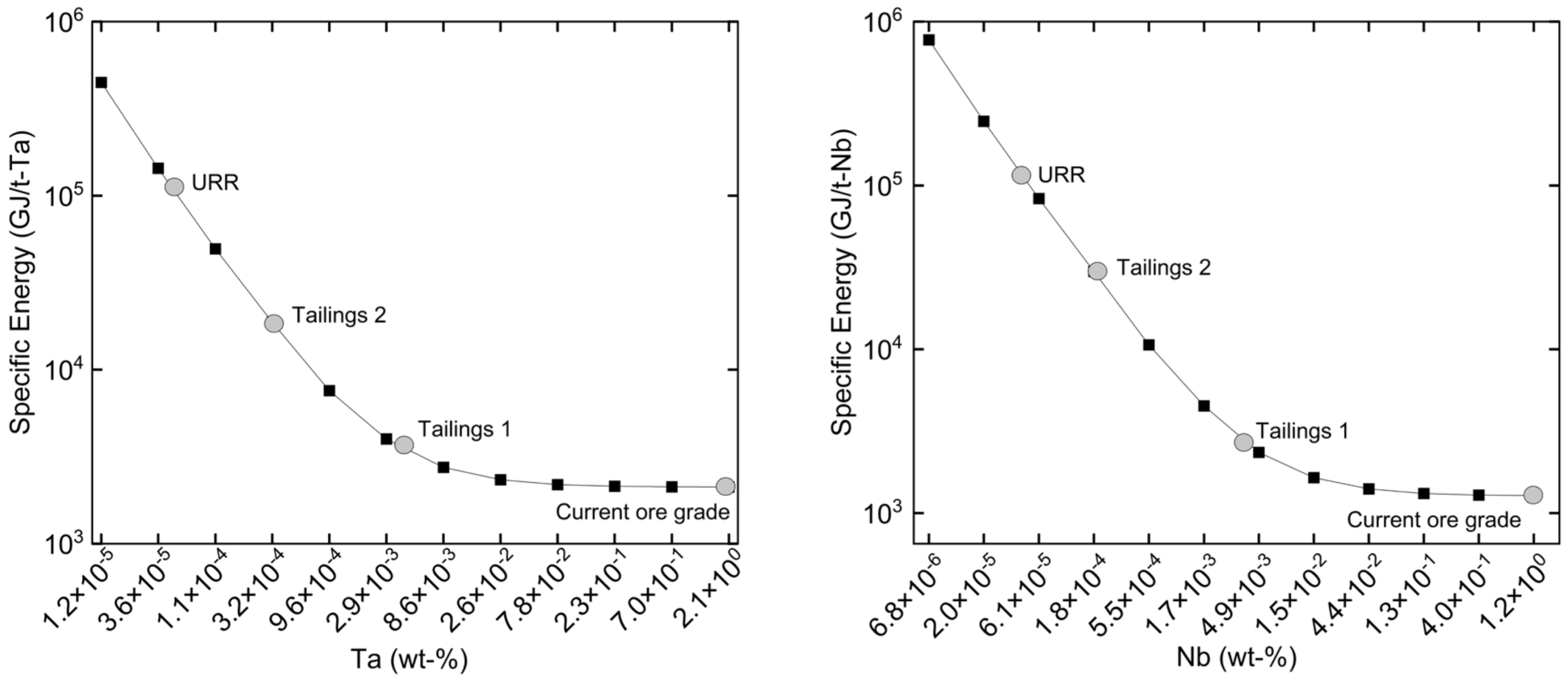
Figure 3 shows the evolution, in logarithmic scale, of the total specific energy for Ta and Nb, including the comminution, the flotation and the refining stages.
As observed, the specific energy experiences significant growth in both cases as the ore grade declines. It is important to note that the results are on a logarithmic scale, which means that the curve becomes exponential when the ore grade is drastically reduced or, in other words, when the mine approaches depletion. This is in line with other studies, where the evolution of the energy consumption as a function of the ore grade in different mines was analyzed [
63]. Tailings 1 and 2 and URR are three relevant points with a particular concentration, explained in the next section.
In the current case study, several reasons can explain this growth. First of all, the amount of rock that has to be processed in each scenario grows considerably [
64,
65,
66]. As the ore grade decreases at the beginning of the beneficiation process, the feed that reaches the flotation circuit is less concentrated, implying that more units are needed to concentrate the feed. Alternatively, more time is required to obtain the desired grade for further processing, which results in more specific energy for the flotation stage. Unlike in the comminution and flotation processes, the specific energy for concentration for the refining stage is always the same, as stated in the previous section.
It must be noted that ore-handling costs should also be considered, including transportation, feeding, and washing [
67]. Ore-handling costs can be as high as those for beneficiation and refining or even higher, depending on the ore concentration [
31]. All such costs are assigned in this paper to tin production, as it is considered the paying metal.
4.4. Tailings Ore-Grade Analysis
After carrying out the simulation, the energy requirements of very depleted mines can be appropriately assessed. Two situations are compared: extraction from current mines and extraction from tailings.
Current ore grade in mines has already been established and is represented by Scenario 1, being 2.1 wt-% and 1.2 wt-% for Ta and Nb, respectively. The average values considered for “Tailings 1” are 4.4 × 10
−3 wt-% for Ta and 3.6 × 10
−3 wt-% for Nb, corresponding to those of the Penouta mine in Spain (considering Balsa grande and Balsa pequeña) [
29]. Tailings 2 is an even lower value, which has been arbitrarily reduced one order of magnitude with respect to Tailings 1, i.e., 3.2 × 10
−4 wt-% for Ta and 1.83 × 10
−4 wt-% for Nb.
Table 7 shows the energy requirements obtained. As can be seen, with current ore grades, the energy required to recover Ta and Nb is around 900 GJ/ton for Ta and 80 GJ/ton for Nb. Reducing the concentration to the Tailings 1 grade would increase energy costs to about 2140 GJ/ton of Ta and 1550 GJ/ton of Nb. Going beyond and considering Tailings 2 concentration would increase that energy to 17,540 GJ/ton of Ta and 28,700 GJ/ton of Nb. All such figures can be compared with energy requirements for the beneficiation of gold, one of the commodities for which ore grades are very low. As seen in
Table 7, extracting Ta and Nb from Tailings 1 or 2 entail energy costs that are well below the current energy cost for the recovery of a ton of gold, which, according to Calvo et al. [
63], is 145,000 GJ/t-gold. Accordingly, extracting Ta from Tailings 1 and Tailings 2 grades would have an energy cost equivalent to 1.48 and 12.09%, respectively, regarding gold beneficiation energy. For Nb, the figures would be 1.07 and 19.79%, respectively. Such high energy costs for gold are only justified by its elevated market price, which in 2021 reached an average price of 58,000 USD/kg [
68]. Comparatively, the price of Ta was 160 USD/kg and for Nb 20 USD/kg that same year, i.e., 0.28 and 0.03% of gold market price, respectively [
68].
Nonetheless, some authors state that there is a minimum concentration value from which beneficiation could be still profitable [
24,
69]. Hence, we could even go beyond and analyze the extraction energy costs of the so-called ultimate recoverable resources (URR), which are defined as the total amount of a certain mineral that could ever be recovered and produced [
70]. Sverdrup and Rangnasdottir [
24] proposed this limit grade at 5 × 10
−5 wt-% for any metal. These authors’ limit is based on the well-known Hubbert’s peak model [
71]. Considering the URR concentration of 5 × 10
−5 wt-%, the energy costs would increase to 3401 toe/t for Ta and 1956 toe/t for Nb, reaching similar energy costs as for current gold extraction (
Table 7).
To put these values in context, considering the worst-case scenario from a production perspective, some authors estimate the production of 6.5 kt of Ta in 2050 [
72]. Regarding Nb, the expected demand for 2050 could increase to up to 250 kt [
59]. If all this amount had to be extracted from mines that have reached this limit grade, the energy needed would represent almost 20% of the renewable energy generated that same year [
73].
4.5. Economic Assessment
Knowing that the expected energy increases due to the reduction of mine grades, we can economically evaluate the extent to which these elements’ extraction in tailings could become profitable. High energy costs with low commodity prices are decisive factors for reclaiming tailings materials. It is thus essential to consider both aspects.
The primary energy source applied during the comminution process is electricity. For the refining process, natural gas and coal also come into play. Energy values can be transformed into monetary values through energy prices. For the study, the average price for electricity in 2021 in Spain has been chosen as 0.25 USD/kWh according to Eurostat [
74], and for natural gas and coal, 0.086 USD/kWh and 123 USD/ton, respectively. It should be remembered that ore-handling energy costs (most of them in the form of diesel) are not considered here, as they are entirely allocated to the paying metal Sn.
Accordingly, the estimated energy costs for Ta and Nb in Scenario 1 (i.e., considering current ore grades) are 1861 USD/t and 1984 USD/t, respectively, which constitute 1.16 and 9.92% of the average price for Ta and Nb in 2022 [
68] (Ta: 160,000 USD/t, Nb: 20,000 USD/t). This leaves wide room for manoeuvre, even if many other costs need to be added, including investment costs, wages, water and chemical costs, emission abatement costs, etc.
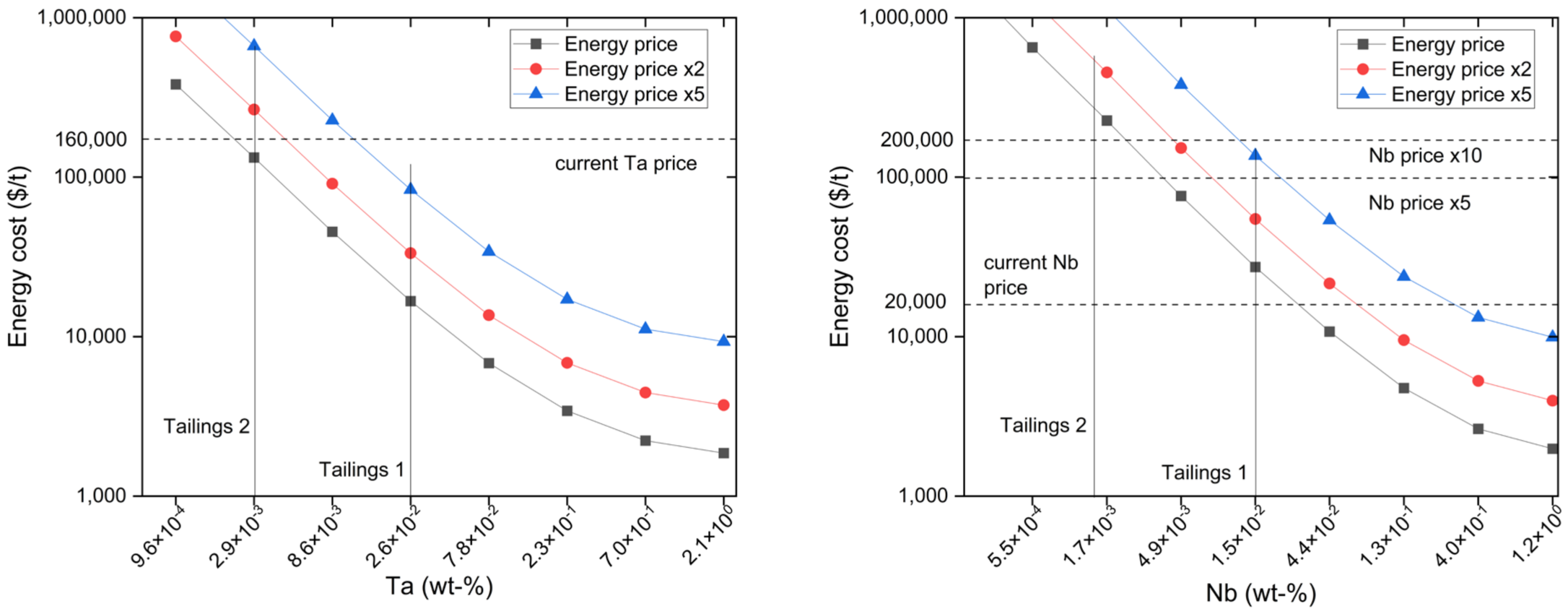
Figure 4 has been elaborated, considering different scenarios with rising energy costs. For instance, electricity prices increased from 0.14 USD/kWh to 0.31 USD/kWh from January 2021 to January 2022 in Spain [
75]. Triggered by the soaring demand and supply-chain disruptions, commodity prices also increase. For instance, nickel and lithium recorded an increase of around 30% and 110% in the last year, respectively [
68].
As shown in
Figure 4, for the Tailings 1 scenario, with constant energy prices, energy costs rise by a factor of 10. For tantalum, energy costs still represent only a small fraction of current commodity prices (10%). If energy prices were to double, energy costs would represent 50% of current commodity prices, putting the viability of its extraction at risk. Tailings 2 scenario would be unfeasible even at current energy prices.
The case of niobium is slightly different, since the current Nb price is eight times lower than the Ta price, yet energy costs are similar due to their production routes. This means that Nb recovery from Tailings 1 is not cost-effective, even considering low energy prices. If Nb price were to increase fivefold, its recovery would likely be profitable if energy prices doubled. However, this would not be the case if, at the same time, energy prices increased fivefold. In that case, Nb extraction would only be likely viable if its market price increased tenfold. Extraction from Tailings 2 would be unfeasible in any analyzed scenario.
These results need to be interpreted with caution, as they are particularly sensitive to the metallogenesis of the ore and the allocation procedure. Niobium extraction is unfavored due to its low market price. A higher cost allocation towards tantalum would improve its viability. Similarly and as stated before, ore-handling energy costs were entirely assigned to the paying metal tin. Allocating part of such costs to tantalum or niobium would radically change the picture, questioning their profitability even at current ore grades.
5. Conclusions
Tantalum and niobium have become essential elements for the current society, as they are used in millions of electric and electronic devices and renewable technologies. The concentration of supply of both commodities, their scarcity, meagre recycling rates and soaring demand make these two metals very critical. This is why a new source of niobium and tantalum resources comes into play: tailings.
This paper analyzed the energy costs associated with the recovery of both elements as a function of their concentration in tin tailings. With the help of a simulation software, HSC Chemistry, we simulated the specific energy in every stage: comminution, flotation and refining.
Specifically, four situations were analyzed. The first corresponds to the current ore grade of both metals. The second one is based on the composition and concentration of current tailings in Penouta (Tailings 1). The third is a hypothetical situation with a concentration of one order of magnitude lower than that in Penouta (Tailings 2). The fourth is an extreme situation where the concentration reached is that of the so-called ultimate recoverable resources (URR).
As expected, it was found that the amount of energy required to extract a ton of Ta and Nb would considerably increase when ore grade declines, even if the best available technology were applied. However, for the first three scenarios, energy costs would still be significantly lower than current gold energy requirements and comparable with the URR scenario.
A preliminary economic assessment shows that, at the current commodity and energy prices and considering that ore-handling costs are allocated to tin in its entirety, the recovery of tantalum in the Tailings 1 scenario would be cost-effective, even if energy prices were to double. On the contrary, the recovery of niobium would not be favored because of its current low market price. If Nb prices increased or if most energy costs were allocated to tantalum, the situation would change.
There are many metals in abandoned mines and tailings that could be recovered in the future. Similarly, mountains of waste from electric and electronic equipment, with high concentrations of valuable metals, are filling worldwide landfills and are creating serious environmental problems. The time has come to recognize this waste as an opportunity, yet much more research needs to be undertaken to assess its recoverability.








{kind=link}
{kind=link}
{kind=link}
{kind=link}