Figure 1.
Photographs of material concealed in a condom and gloves—both parcels were confiscated at a platinum concentrator.
Figure 1.
Photographs of material concealed in a condom and gloves—both parcels were confiscated at a platinum concentrator.
Figure 2.
Remixing the material into a slurry and removing some of the plastic, fibers, and woodchips present.
Figure 2.
Remixing the material into a slurry and removing some of the plastic, fibers, and woodchips present.
Figure 3.
Decanting of the slurry to remove the low-density gangue minerals and fines.
Figure 3.
Decanting of the slurry to remove the low-density gangue minerals and fines.
Figure 4.
The ‘chair-washing’ process—note how only the fine-grained material is washed away.
Figure 4.
The ‘chair-washing’ process—note how only the fine-grained material is washed away.
Figure 5.
The final product of the ‘chair-washing’ process—in this case rich in sulphide.
Figure 5.
The final product of the ‘chair-washing’ process—in this case rich in sulphide.
Figure 6.
The ‘fast-washing’ process: small amounts of running water are used to wash off the light density material and fines. This process has also been recorded by a covert camera on one of the operations.
Figure 6.
The ‘fast-washing’ process: small amounts of running water are used to wash off the light density material and fines. This process has also been recorded by a covert camera on one of the operations.
Figure 7.
The ‘fast-cleaning’ process. Similar to the ‘fast-washing’ process, this process has also been recorded by a covert camera on one of the operations. Small amounts of water are scooped into the bucket by hand. The contents are then stirred, and the bucket is decanted to remove the lighter material. The water and suspended material are run over the hand for visual inspection.
Figure 7.
The ‘fast-cleaning’ process. Similar to the ‘fast-washing’ process, this process has also been recorded by a covert camera on one of the operations. Small amounts of water are scooped into the bucket by hand. The contents are then stirred, and the bucket is decanted to remove the lighter material. The water and suspended material are run over the hand for visual inspection.
Figure 8.
Nitric acid wash: photograph of the reaction of the nitric acid with materials containing abundant sulphides and silicates. Using this nitric acid wash for the illegal upgrading of concentrates is an unsafe practice. Although we applied the same method to replicate the results of this process, the informant was issued with appropriate personal protective equipment.
Figure 8.
Nitric acid wash: photograph of the reaction of the nitric acid with materials containing abundant sulphides and silicates. Using this nitric acid wash for the illegal upgrading of concentrates is an unsafe practice. Although we applied the same method to replicate the results of this process, the informant was issued with appropriate personal protective equipment.
Figure 9.
Nitric acid wash: photograph of the reaction of the nitric acid with material containing high levels of chromite and only small amounts of sulphide (middle basin) compared to the reaction with products containing abundant sulphide (to the left and right).
Figure 9.
Nitric acid wash: photograph of the reaction of the nitric acid with material containing high levels of chromite and only small amounts of sulphide (middle basin) compared to the reaction with products containing abundant sulphide (to the left and right).
Figure 10.
Final product of the washing process. Note the silver streak of the value minerals (arrows). For scale purposes, the photograph is approximately 7 cm in the longest dimension.
Figure 10.
Final product of the washing process. Note the silver streak of the value minerals (arrows). For scale purposes, the photograph is approximately 7 cm in the longest dimension.
Figure 11.
Half crucible containing the molten slag and button just after smelting.
Figure 11.
Half crucible containing the molten slag and button just after smelting.
Figure 12.
A platinum-rich button—the product of the illicit processing of flotation concentrates. The button is just over 2 cm in diameter.
Figure 12.
A platinum-rich button—the product of the illicit processing of flotation concentrates. The button is just over 2 cm in diameter.
Figure 13.
MLA false-color images of the various mineral particles in the plant products. The first column shows the liberated platinum-group minerals, the second column shows some examples of sulphides and associated platinum-group minerals, and columns 3 and 4 display various silicate and oxide minerals (many with associated sulphides).
Figure 13.
MLA false-color images of the various mineral particles in the plant products. The first column shows the liberated platinum-group minerals, the second column shows some examples of sulphides and associated platinum-group minerals, and columns 3 and 4 display various silicate and oxide minerals (many with associated sulphides).
Figure 14.
MLA false-color images of the various mineral particles in the gravity concentrate. The first column shows the liberated platinum-group minerals, the second column some examples of sulphides and associated platinum-group minerals, and columns 3 and 4 the various silicate and oxide minerals (many with associated sulphides). Note that some of the larger particles totally fill the field of view, hence their square nature.
Figure 14.
MLA false-color images of the various mineral particles in the gravity concentrate. The first column shows the liberated platinum-group minerals, the second column some examples of sulphides and associated platinum-group minerals, and columns 3 and 4 the various silicate and oxide minerals (many with associated sulphides). Note that some of the larger particles totally fill the field of view, hence their square nature.
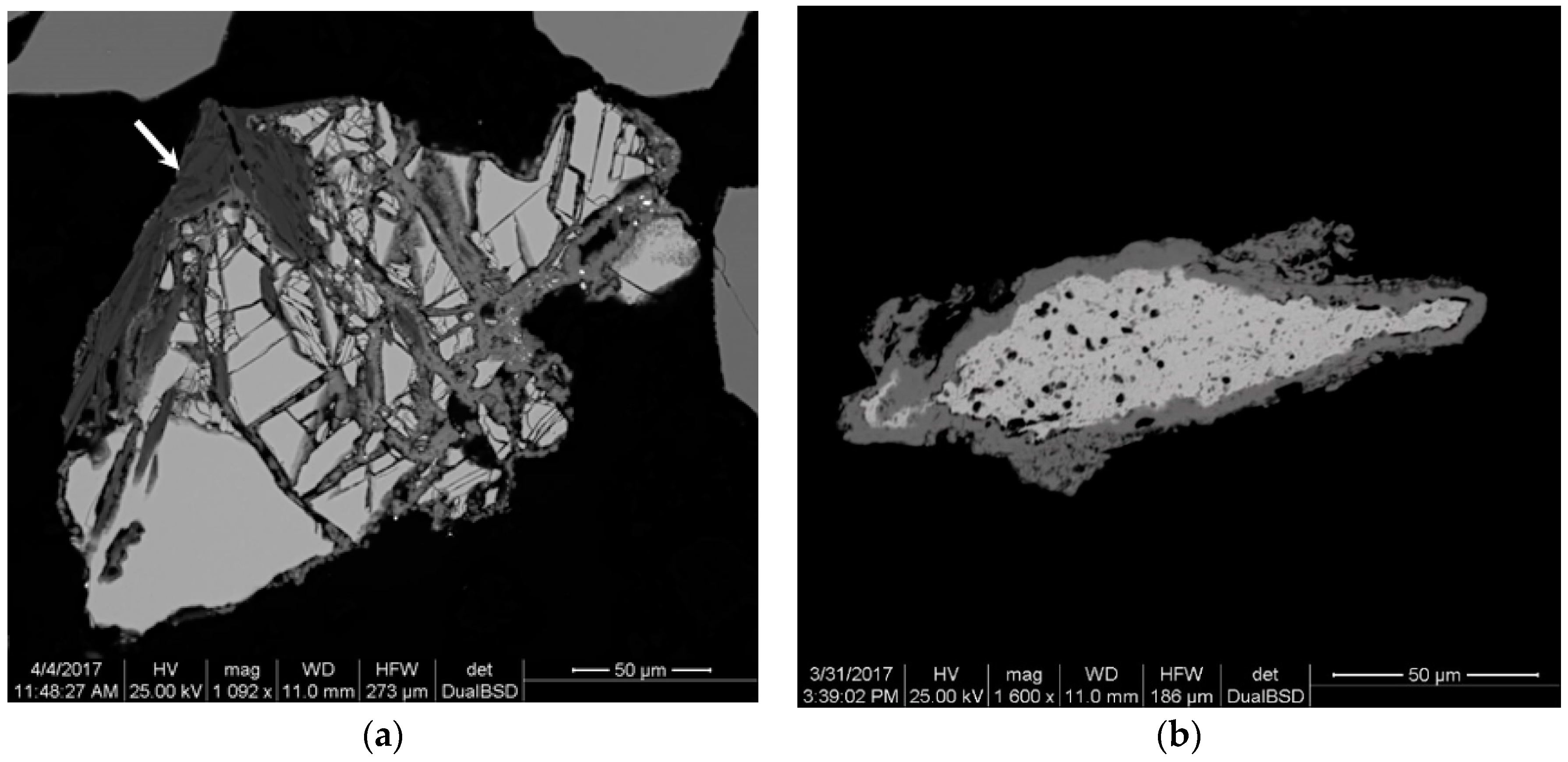
Figure 15.
(a) Pentlandite grain showing pitting of the mineral surface and along cracks in the mineral grain. Secondary electron image: nitric acid treated concentrate. (b) Enlargement of area outlined in (a). Notice the pitted surface of the mineral grain as a result of the dissolution of the sulphide phase. Secondary electron image.
Figure 15.
(a) Pentlandite grain showing pitting of the mineral surface and along cracks in the mineral grain. Secondary electron image: nitric acid treated concentrate. (b) Enlargement of area outlined in (a). Notice the pitted surface of the mineral grain as a result of the dissolution of the sulphide phase. Secondary electron image.
Figure 16.
(a) Pentlandite grain with cracks filled with sulphate compounds containing a variety of elements such as iron, lead, nickel, copper, silica, etc. The dark phase on the left-hand side (arrow) is a highly altered silicate. Backscatter electron image: nitric acid-treated concentrate. (b) Altered galena grain now consisting of lead (with minor oxygen and trace sulphur) rimmed by lead sulphate. Note the dissolution channels in the highly altered mineral grain. Backscatter electron image: nitric acid treated concentrate.
Figure 16.
(a) Pentlandite grain with cracks filled with sulphate compounds containing a variety of elements such as iron, lead, nickel, copper, silica, etc. The dark phase on the left-hand side (arrow) is a highly altered silicate. Backscatter electron image: nitric acid-treated concentrate. (b) Altered galena grain now consisting of lead (with minor oxygen and trace sulphur) rimmed by lead sulphate. Note the dissolution channels in the highly altered mineral grain. Backscatter electron image: nitric acid treated concentrate.
Figure 17.
MLA false-color images of the various mineral particles in the nitric acid-washed concentrate. The first column shows the liberated platinum-group minerals, the second column some examples of sulphides and associated platinum-group minerals, and column 3 illustrates some of the silicate and oxide minerals (some still with associated sulphides).
Figure 17.
MLA false-color images of the various mineral particles in the nitric acid-washed concentrate. The first column shows the liberated platinum-group minerals, the second column some examples of sulphides and associated platinum-group minerals, and column 3 illustrates some of the silicate and oxide minerals (some still with associated sulphides).
Figure 18.
QEMSCAN false-color images of the various mineral particles in the Platreef plant product. Note the abundance of coarse liberated sulphides.
Figure 18.
QEMSCAN false-color images of the various mineral particles in the Platreef plant product. Note the abundance of coarse liberated sulphides.
Figure 19.
QEMSCAN false-color images of the various mineral particles in the discard of the gravity upgrade. Note that the sulphides (yellow), although liberated, are much finer-grained than those shown in
Figure 18 (product prior to upgrading).
Figure 19.
QEMSCAN false-color images of the various mineral particles in the discard of the gravity upgrade. Note that the sulphides (yellow), although liberated, are much finer-grained than those shown in
Figure 18 (product prior to upgrading).
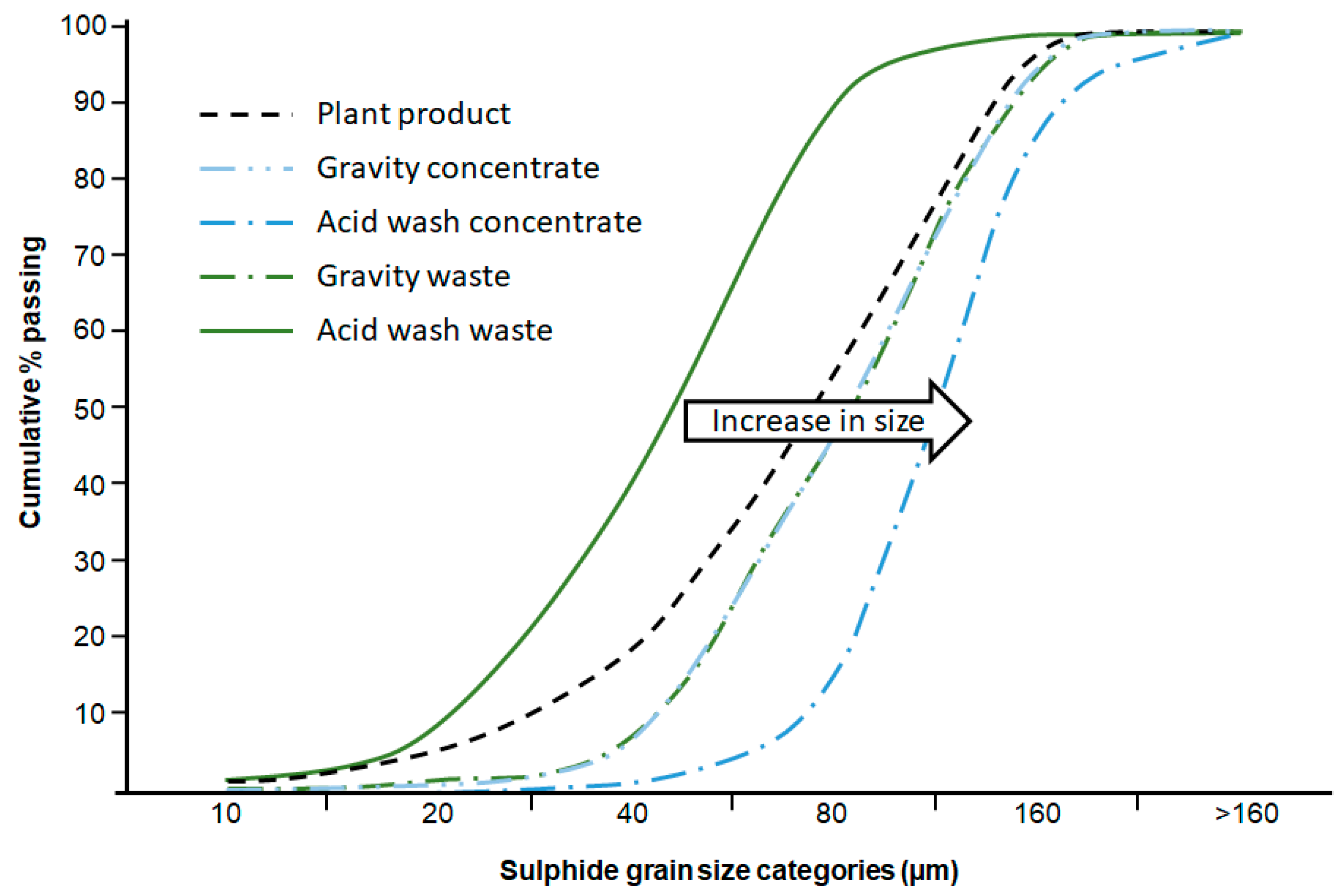
Figure 20.
Cumulative sulphide size distribution of the sulphides present in the plant product, gravity concentrate, and acid-wash concentrate. The apparent increase in size is the result of the removal of the finer sulphide sizes.
Figure 20.
Cumulative sulphide size distribution of the sulphides present in the plant product, gravity concentrate, and acid-wash concentrate. The apparent increase in size is the result of the removal of the finer sulphide sizes.
Figure 21.
Optical microscope images of the examined prill. (a) is a low magnification image. (b) (high magnification) shows the presence of two phases. The bulk of the prill consists of a Pt,Ni-rich alloy (light colored), while the brownish phase (darker colored–arrows) contains the palladium. The black areas are voids.
Figure 21.
Optical microscope images of the examined prill. (a) is a low magnification image. (b) (high magnification) shows the presence of two phases. The bulk of the prill consists of a Pt,Ni-rich alloy (light colored), while the brownish phase (darker colored–arrows) contains the palladium. The black areas are voids.
Figure 22.
SEM image of the slag from the UG-2 product (low sulphur feed). Note the presence of large amounts of Cr-rich spinel and the fine droplets on PGE. The large amounts of spinel would have reduced the viscosity of the slag-inhibiting settling of the PGE-alloys.
Figure 22.
SEM image of the slag from the UG-2 product (low sulphur feed). Note the presence of large amounts of Cr-rich spinel and the fine droplets on PGE. The large amounts of spinel would have reduced the viscosity of the slag-inhibiting settling of the PGE-alloys.
Figure 23.
Backscattered electron image of the Platreef product (high sulphide feed) showing a small prill trapped between the spinel crystals. In this case, the spinels are iron-rich.
Figure 23.
Backscattered electron image of the Platreef product (high sulphide feed) showing a small prill trapped between the spinel crystals. In this case, the spinels are iron-rich.
Table 1.
Type of analysis requested for the different samples collected during the project.
Table 1.
Type of analysis requested for the different samples collected during the project.
| Material Type | Chemical Analysis | Mineralogical Analysis |
|---|
| The feed to the process (plant product), gravity concentrate, acid-wash concentrate, gravity waste, and acid-wash waste. | PGE, base metal, silicate analysis, and trace elements.
PGE and Au and trace elements by ICP-MS (in ppm) and base metals, Cr and silicate analysis (in %) by ICP-MS, S by Leco. | X-ray diffractometry (XRD).
Bulk modal by QEMSCAN.
Sulphide type, size, and liberation (QEMSCAN).
PGM size, type, and liberation (MLA or QEMSCAN). |
| Buttons. | PGE, base metal, silicate analysis, and trace elements.
All analyses by ICP-OES. | Phase identification and bulk modal (SEM and MLA). |
| Slags. | PGE, base metal, silicate analysis, and trace elements.
PGE and Au and trace elements by ICP-MS (in ppm) and base metals, Cr and silicate analysis (in %) by ICP-MS, and S by Leco. | XRD.
Phase identification and bulk modal (SEM and QEMSCAN). |
Table 2.
Chemical compositions of the UG-2 plant product (low sulphide content).
Table 2.
Chemical compositions of the UG-2 plant product (low sulphide content).
| Element | Unit | Plant Product | Gravity Concentrate | Acid-Wash Concentrate | Gravity Waste |
|---|
| Pt | ppm * | 268 | 680 | 25,400 | 413 |
| Pd | 115 | 437 | 3500 | 176 |
| Au | 2 | 9 | 830 | 2 |
| 7E | ppm | 457 | 1297 | 30,652 | 703 |
| Pt:Pd | | 2.3 | 1.6 | 7.3 | 2.4 |
| Cu | % | 0.8 | 3.6 | insufficient material for analyses | 1.0 |
| Ni | 1.5 | 6.2 | 2.4 |
| Fe | 8.9 | 19.1 | 10.5 |
| S | 2.9 | 11.1 | 3.7 |
| Cu:Ni | | 0.5 | 0.6 | 0.4 |
| Cr | % | 2.1 | 6.5 | 1.9 |
| Si | 22.5 | 10.9 | 22.8 |
| Pb | ppm | 778 | 11,615 | 708 |
Table 3.
Chemical compositions of a Platreef plant product (high sulphide content).
Table 3.
Chemical compositions of a Platreef plant product (high sulphide content).
| Element | Unit | Plant Product | Gravity Concentrate | Acid-Wash Concentrate | Gravity Waste | Acid-Wash Waste |
|---|
| Pt | ppm | 176 | 43 | 5549 | 81 | 22 |
| Pd | 103 | 123 | 3267 | 96 | 113 |
| Au | 92 | 114 | 10,319 | 24 | 83 |
| 7E | ppm | 380 | 286 | 19,157 | 208 | 222 |
| Pt:Pd | | 1.7 | 0.3 | 1.7 | 0.8 | 0.2 |
| Cu | % | 3.9 | 5.5 | insufficient material for analyses | 4.4 | 6.3 |
| Ni | 7.3 | 8.9 | 8.8 | 8.7 |
| Fe | 22.7 | 30.6 | 23.9 | 30.6 |
| S | 19.9 | 31.3 | 20.9 | 31.5 |
| Ni:Cu | | 1.8 | 1.6 | 2.0 | 1.4 |
| Cr | % | 0.1 | 0.1 | 0.1 | 0.1 |
| Si | 13.0 | 6.2 | 12.5 | 6.9 |
| Pb | ppm | 160 | 198 | 148 | 136 |
Table 4.
Mineralogical data of the UG-2 plant product (low sulphide content). All values in per cent as determined by QEMSCAN (gangue mineral and sulphide data) and MLA (PGM data).
Table 4.
Mineralogical data of the UG-2 plant product (low sulphide content). All values in per cent as determined by QEMSCAN (gangue mineral and sulphide data) and MLA (PGM data).
| Minerals | Plant Product | Gravity Concentrate | Acid-Wash Concentrate | Gravity Waste |
|---|
| Chromite | 7.0 | 22.0 | 83.8 | 6.5 |
| Pyroxene | 62.4 | 29.9 | 1.3 | 59.1 |
| Feldspar | 2.9 | 3.6 | 0.1 | 2.4 |
| Alteration Minerals | 14.9 | 6.9 | 0.5 | 16.7 |
| Other Minerals | 4.2 | 5.0 | 3.1 | 4.5 |
| BMS | 8.5 | 32.6 | 11.3 | 10.8 |
| BMS detailed data | | | | |
| Chalcopyrite | 29.4 | 36.2 | 17.3 | 26.0 |
| Pentlandite | 50.0 | 41.6 | 76.5 | 52.8 |
| Pyrrhotite | 16.1 | 15.4 | 4.6 | 17.9 |
| Liberated BMS | 88.4 | 90.9 | 98.1 | 87.2 |
| High-grade middlings | 7.7 | 5.8 | 0.7 | 8.0 |
| Grain size (+40 µm) | 53.1 | 94.5 | 95.3 | 51.3 |
| PGM detailed data * | | | | |
| PGE-sulphides | 52.3 | 50.0 | 47.2 | 57.8 |
| PGE-arsenides and sulpharsenides | 11.7 | 8.6 | 13.5 | 8.7 |
| PGE-tellurides | 2.0 | 3.3 | 2.6 | 2.5 |
| Ferroplatinum | 20.0 | 21.0 | 33.9 | 21.5 |
| PGE-alloys | 13.5 | 16.5 | 2.0 | 9.3 |
| Gold | 0.4 | 0.4 | 0.8 | 0.2 |
| Liberated PGM | 48.8 | 47.9 | 96.4 | 31.3 |
| Liberated PGM-BMS ** | 39.5 | 45.8 | 2.8 | 58.4 |
| Grain size (+38 µm) | 0.0 | 45.6 | 83.0 | 2.8 |
Table 5.
Mineralogical data of the Platreef plant product (high sulphide content). All values in per cent as determined by QEMSCAN (gangue mineral and sulphide data) and MLA (PGM data).
Table 5.
Mineralogical data of the Platreef plant product (high sulphide content). All values in per cent as determined by QEMSCAN (gangue mineral and sulphide data) and MLA (PGM data).
| Minerals | Plant Product | Gravity Concentrate | Acid-Wash Concentrate | Gravity Waste | Acid-Wash Waste |
|---|
| Pyroxene | 32.1 | 10.7 | 17.0 | 5.6 | 9.8 |
| Feldspar | 8.6 | 8.6 | 20.3 | 4.1 | 8.5 |
| Alteration Minerals | 6.1 | 2.9 | 3.9 | 7.3 | 3.2 |
| Other Minerals | 4.5 | 4.0 | 14.1 | 4.6 | 3.9 |
| BMS | 48.7 | 73.8 | 44.6 | 78.4 | 74.6 |
| BMS detailed data | | | | | |
| Pentlandite | 32.4 | 30.4 | 25.9 | 37.6 | 31.5 |
| Chalcopyrite | 19.5 | 18.4 | 2.9 | 22.2 | 20.7 |
| Pyrite | 38.6 | 44.2 | 68.0 | 30.6 | 40.2 |
| Pyrrhotite | 9.0 | 6.6 | 2.6 | 9.0 | 7.1 |
| Liberated BMS | 84.4 | 91.1 | 98.1 | 92.3 | 87.9 |
| High-grade middlings | 10.5 | 5.0 | 1.7 | 3.9 | 6.7 |
| Grain size (+40 µm) | 80.6 | 92.7 | 98.1 | 59.6 | 91.9 |
| PGM detailed data | | | | | |
| PGE-sulphides | 28.0 | 32.0 | 30.2 | 34.8 | 35.8 |
| PGE-arsenides and sulpharsenides | 34.1 | 34.0 | 43.3 | 23.4 | 40.3 |
| PGE-tellurides | 22.9 | 17.0 | 5.2 | 35.0 | 5.9 |
| Ferroplatinum | 2.3 | 3.5 | 5.2 | 0.0 | 3.0 |
| PGE-alloys | 4.1 | 5.2 | 1.9 | 1.3 | 2.6 |
| Gold | 8.7 | 8.2 | 14.3 | 5.6 | 12.4 |
| Liberated PGM | 97.6 | 93.5 | 96.8 | 95.5 | 96.1 |
| Liberated PGM-BMS | 1.5 | 6.3 | 2.4 | 2.7 | 1.8 |
| Grain size (+38 µm) | 51.3 | 78.0 | 94.9 | 23.8 | 67.9 |
Table 6.
PGE and base metal contents of the prills produced during the smelting process.
Table 6.
PGE and base metal contents of the prills produced during the smelting process.
| Element | Unit | UG-2 Button | Platreef Button |
|---|
| Pt | % | 40.3 | 49.8 |
| Pd | 2.1 | 6.5 |
| Au | 1.6 | 16.9 |
| Rh | 0.1 | <0.1 |
| Ir | 0.1 | 0.1 |
| Ru | 0.9 | <0.1 |
| Os | 0.2 | <0.1 |
| 7E | % | 45.3 | 73.3 |
| Pt:Pd | | 19.2 | 7.7 |
| Cu | % | 0.9 | 3.6 |
| Ni | 35.2 | 17.9 |
| Fe | 19.2 | 1.1 |
| Cr | 0.3 | 0.01 |
| S | 0.0 | 0.3 |
| Co | 0.5 | 0.05 |
| Pb | | <1 ppm | <3 ppm |
Table 7.
Precious-metal and base-metal contents of 3 slag samples resulting from the smelting process. Note the variation in PGE contents. The Al content gives an indication of the amount of refractory included in the analysis (the crucible consists of an Al-Si compound).
Table 7.
Precious-metal and base-metal contents of 3 slag samples resulting from the smelting process. Note the variation in PGE contents. The Al content gives an indication of the amount of refractory included in the analysis (the crucible consists of an Al-Si compound).
| Element | Unit | UG-2 Slag | Platreef Slag |
|---|
| Pt | ppm | 1274 | 954 |
| Pd | 64 | 135 |
| Au | 45 | 376 |
| Rh | < 1 | 3 |
| Ir | 5 | 2 |
| Ru | 25 | < 0.5 |
| Os | 3 | < 0.5 |
| 7E | ppm | 1415 | 1470 |
| Pt:Pd | | 19.9 | 7.1 |
| Cu | % | 0.0 | < 0.1 |
| Ni | % | 0.3 | 0.5 |
| Fe | % | 3.6 | 5.3 |
| S | % | 0.0 | 0.14 |
| Pb | ppm | 49 | 47 |
| Cu:Ni | | 0.1 | 0.2 |
| Cr | % | 1.9 | 0.05 |
| Al | % | 18.8 | 19.9 |
| Si | % | 26.5 | 26.9 |

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}