3.1. Tensile Test and Mechanical Properties
The mechanical properties of the thin films, such as modulus of elasticity, yield strength and tensile strength, can be obtained from the stress-strain curve. To compare the mechanical properties of the copper thin film according to process method, we performed a repetitive test five times or more under the same conditions on each of the rolled copper and the electrodeposited copper specimens. In this test, the tensile rate was fixed at 50 μm/min (0.84 μm/s).
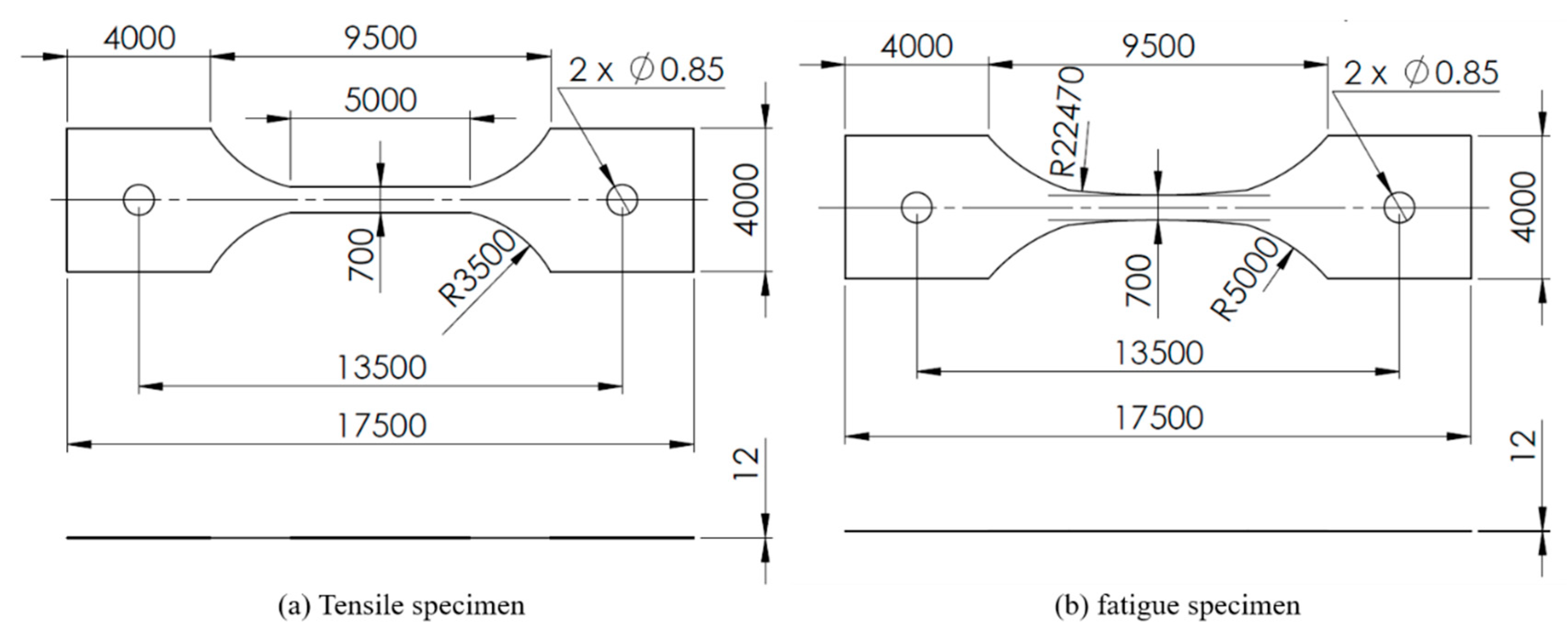
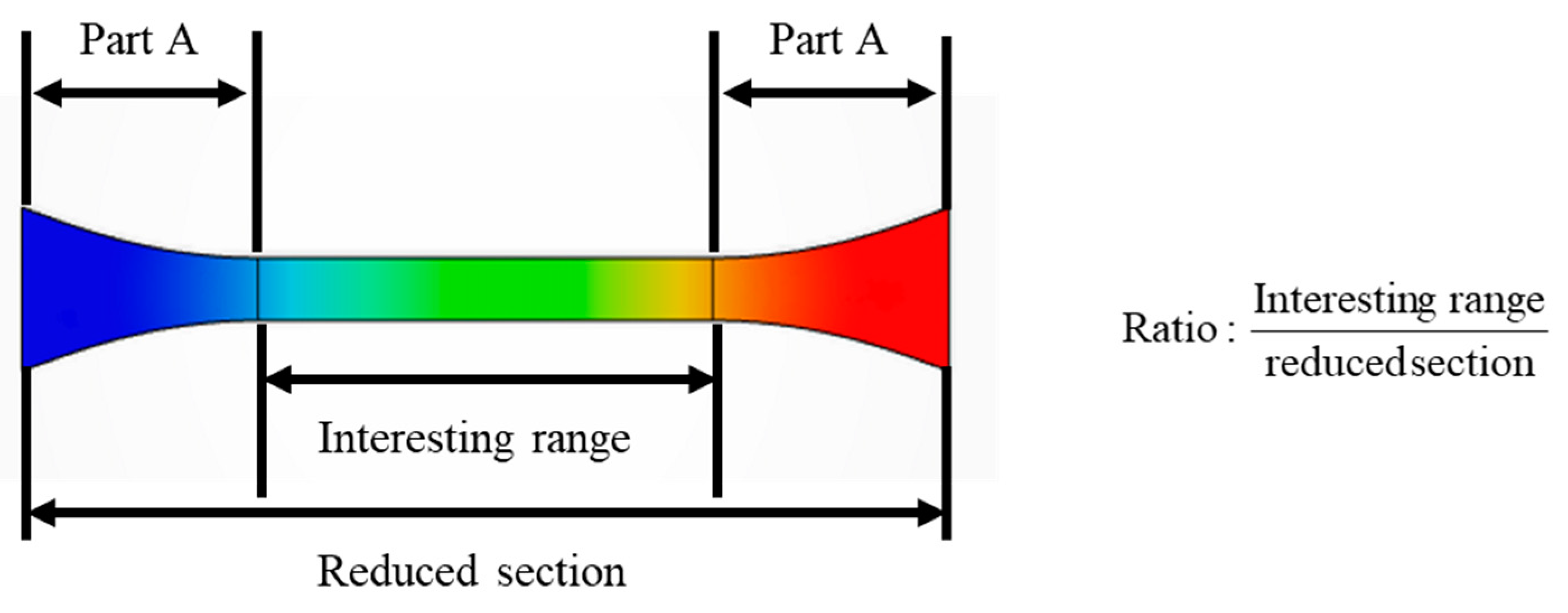
The thin film specimen has limitations in using attached sensors such as extensometers. Therefore, in this paper, we use a capacitance displacement sensor for measuring the displacement during the tensile test. To obtain the tensile properties accurately, it has to be measured the displacement of the interesting range in the specimen (5000 μm in
Figure 1a). However, the capacitance displacement sensor can measure only the length of reduced section in the specimen (13,500 μm in
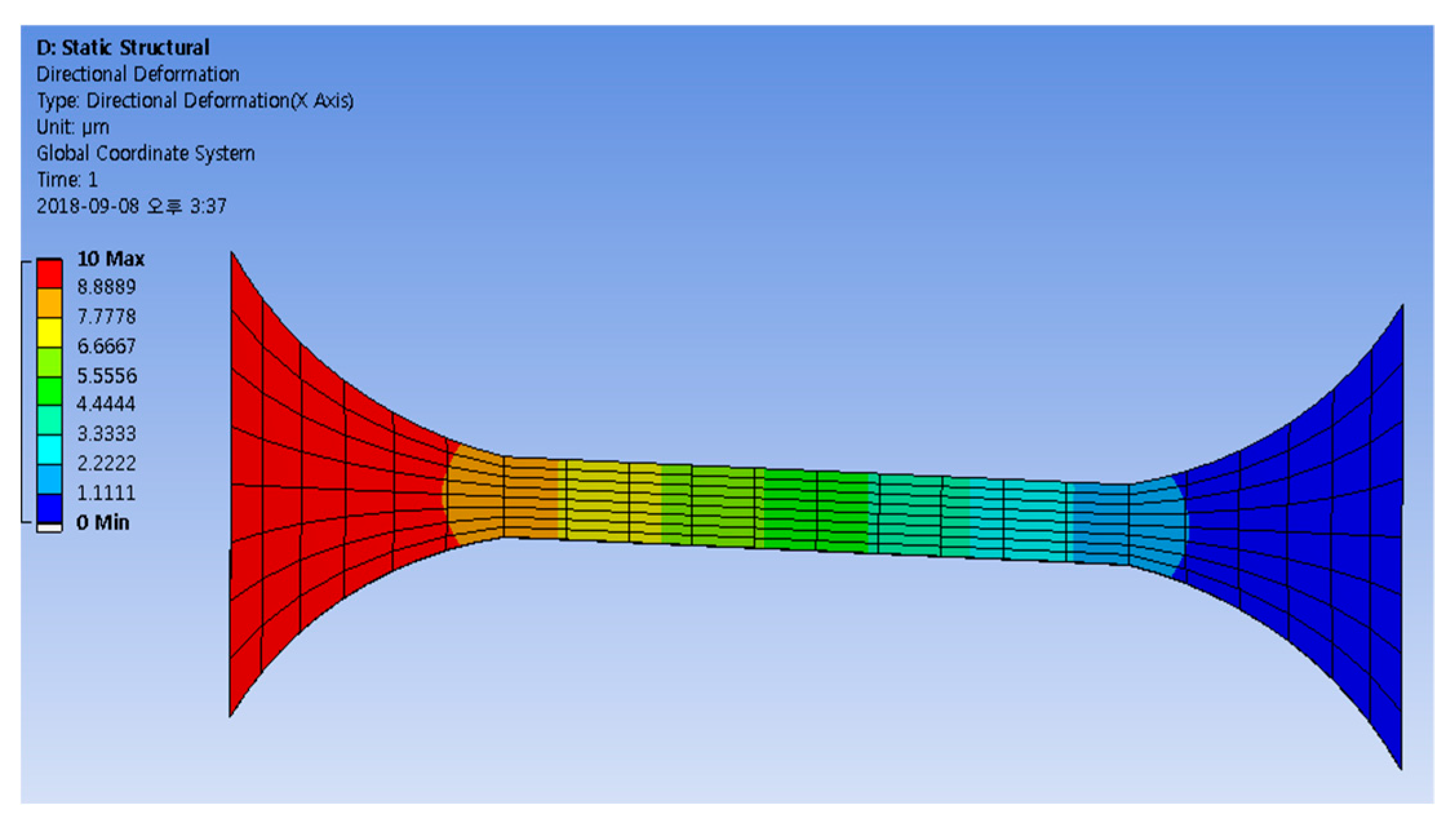
Figure 1a). Therefore, we use the finite element analysis method to calculate the ratio of reduced section and an interesting range as shown in
Figure 7. In addition, the deformation of interesting range is yield by multiplying the measurement data and the ratio.
Figure 8 shows the results of applying finite element analysis. The result of ratio is 0.635 [
14].
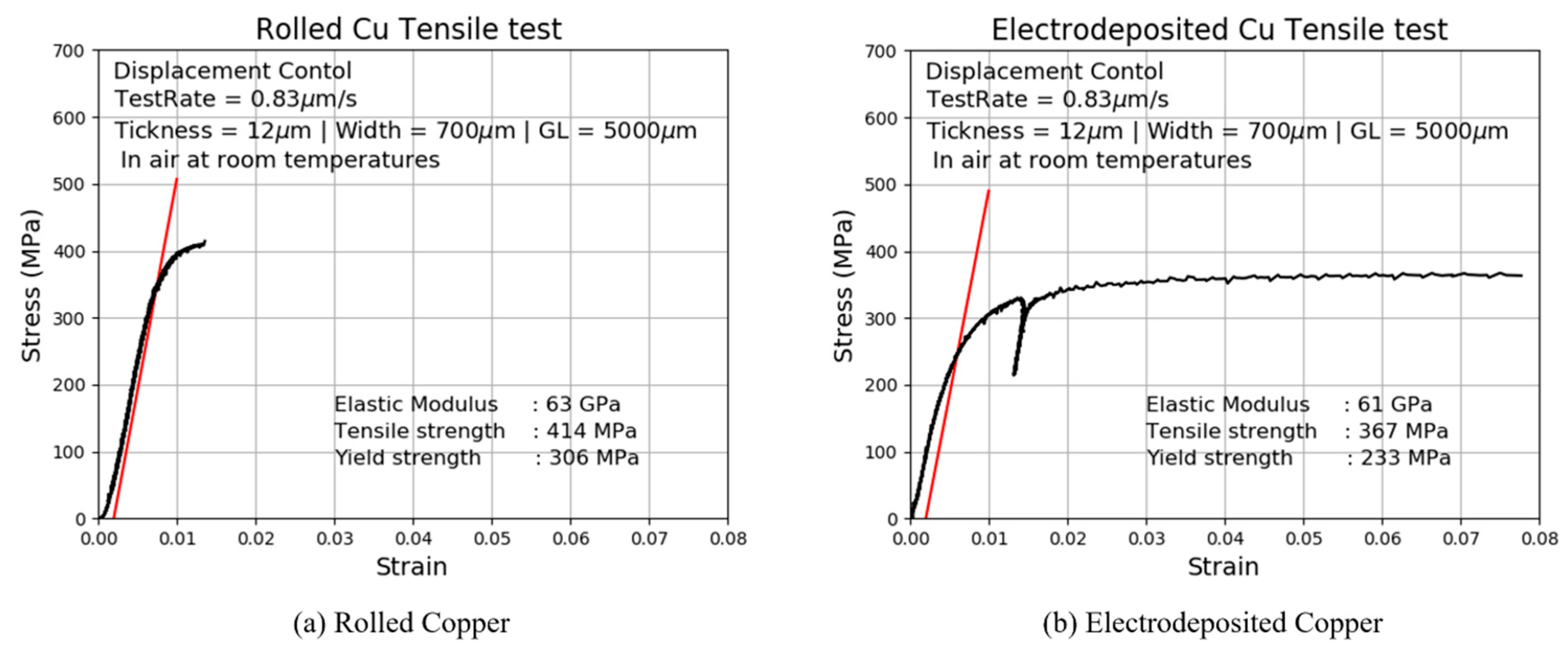
The stress-strain curve for copper thin film is obtained from load and displacement, as shown in
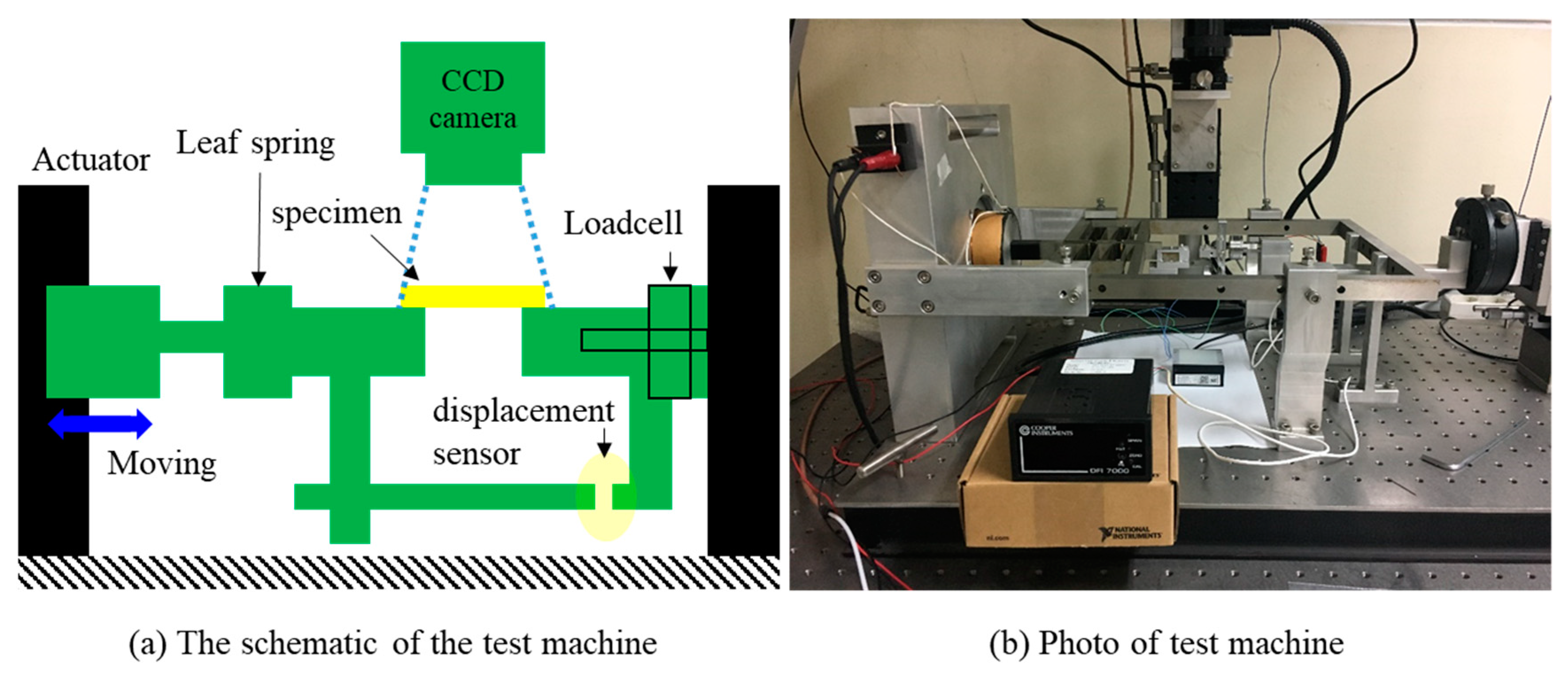
Figure 9. For the load, the data obtained from the load cell are used, and the strain is calculated using the data obtained from the displacement sensor. To analyze the mechanical properties of thin film copper according to the process method, we compare the typical mechanical properties such as elastic modulus, 0.2% offset yield strength and ultimate tensile strength.
The unloading test is essential for obtaining the elastic modulus more accurately. Therefore, the unloading test is applied to the electrodeposited copper around the strain 0.015, as shown in
Figure 9b. However, the unloading test cannot be applied on the rolled copper because it had a brittle fracture.
The mechanical properties of the rolled and electrodeposited copper are shown in
Table 1, which are experimental results obtained from the stress-strain curve. As a result, the elastic modulus of the rolled and electrodeposited copper is 63 GPa and 61 GPa. 0.2% yield strength is 306 MPa, 233 MPa, and ultimate tensile strength is 414 MPa, 367 MPa. The elastic modulus is similar depending on the process method, but the 0.2% yield strength and ultimate tensile strength are different depending on the process method. In particular, it can be seen that the electrodeposited copper has a lower yield strength than the rolled copper.
The mechanical properties of the copper thin films obtained in this study were compared with those of the copper thin films tested in [
12]. To compare the mechanical properties of copper thin films according to the fabrication method, the specimens in [
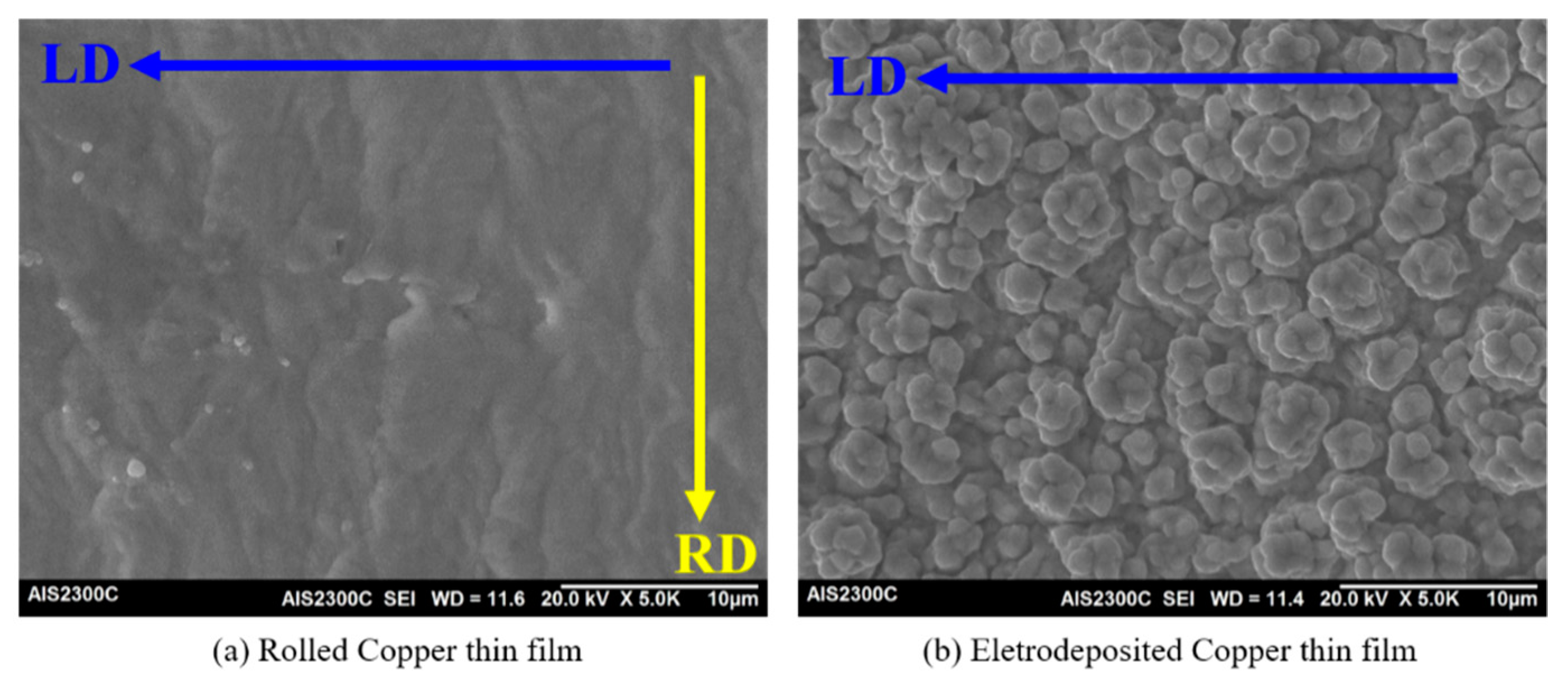
12] were fabricated with pre-plating (type A), the other with post-plating (type B), and finally double-plated (type C). A copper film fabricated pre-plating (type A) was deposited by electro-plating the whole pattern with SR (solder resist) printing. In addition, the SR film was cured to protect the pattern. A post-plating (type B) was first fabricated the SR coating and after was cured. A double-plated (type C) was fabricated by electro-plating on polyimide and pure Sn was coated before and SR film was printed and cured. The specimens were dog-bone type and length of specimen was 8000 μm, width was 2000 μm, and thickness was 15.26 μm.
The paper reported that elastic modulus of Type A, B and C are 72, 71 and 69 GPa [
12], respectively, which are lower than the bulk value, 117 GPa [
15]. In addition, the 0.2% offset yield strength of Type A, B and C are 358, 350 and 346 MPa, respectively, about 10 times higher than 33 MPa of bulk copper and the ultimate tensile strength of Type A, B and C are 462, 456 and 446 MPa, respectively, about 2.5 times higher than 210 MPa of bulk copper.
From
Table 1, the elastic modulus shows little difference between the two types but are all lower than the bulk material and even the previous study for three types. In addition, there is difference between the two types in that the 0.2% offset yield strength and the ultimate tensile strength of the rolled copper thin film are higher than the electrodeposited copper thin film but the both copper thin film are higher than the bulk material.
3.2. Fatigue Test and Fatigue Properties
In this study, in order to obtain the fatigue properties for each of the rolled copper and the electrodeposited copper through the stress-life curve, the target of fatigue life is set to four levels (10,000/50,000/100,000/500,000 cycles). At least three tests were performed for each target level to obtain stress and life data. To analyze the fatigue properties, the stress and life data from the fatigue test were used to plot the stress-life curve. When the fatigue test, the stress ratio between the maximum stress value and the minimum stress value was set to R = 0.1, and a cyclic load of 3 Hz was applied.
The relationship between the number of cycles to failure (
) and the amplitude stress (
), which are frequently used to evaluate fatigue properties, is obtained. In the stress-life (
) curve of the log-log scale, the linear equation is generally expressed as Equation (1) [
16], as in the form of the Basquin’s equation. Where
and
are the fatigue strength coefficients and the exponents, respectively.
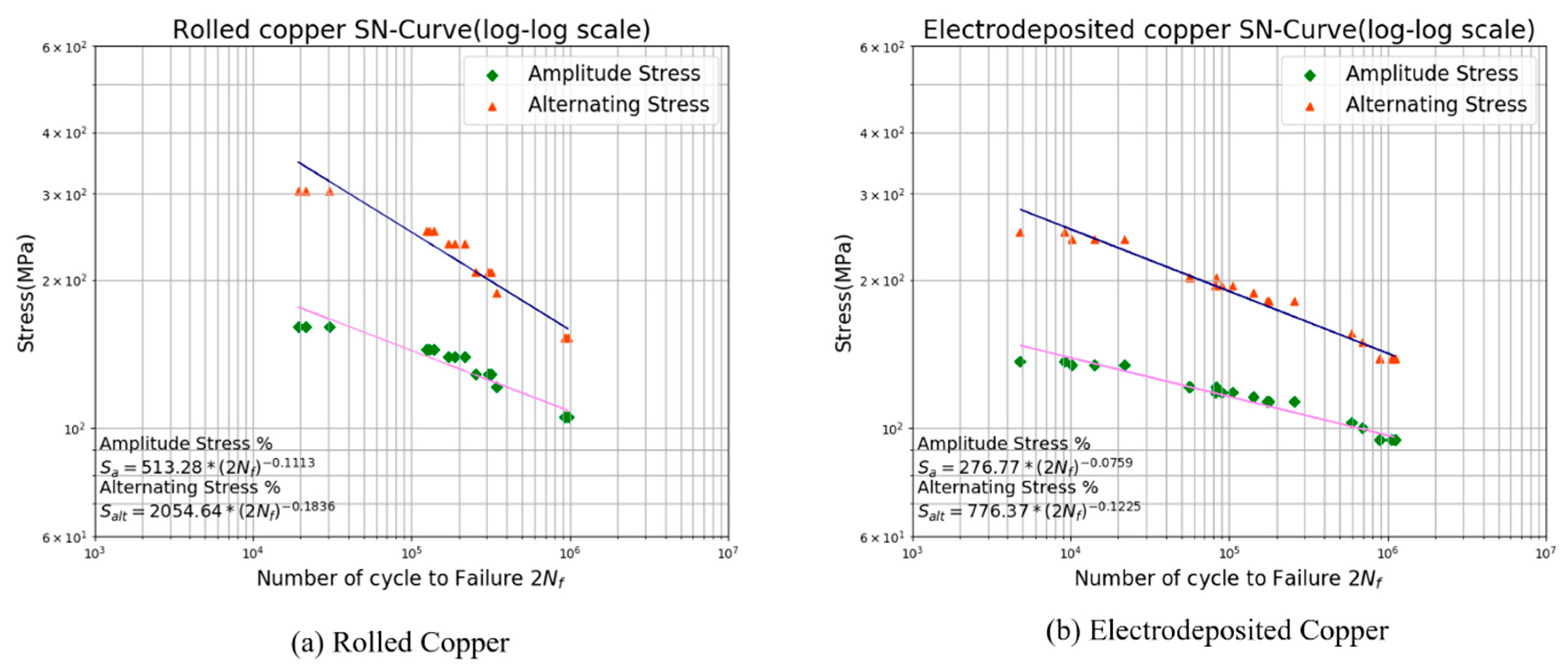
Figure 10 is a stress-life curve which is shown the relationship between amplitude stress and life for the fatigue test results of rolled and electrodeposited copper depending on the process. In addition, stress-life curves were obtained for amplitude stress and alternating stress. Alternating stress was calculated by applying Goodman’s fatigue equation as shown in Equation (2) [
17]. It was obtained using experimental data repeated three times for each target life level, and the error of experimental data was small. Since copper is a nonferrous metal material, the fatigue limit cannot be obtained. However, the fatigue test was performed up to 500,000 cycles with a high cycle [
18].
where
is amplitude stress,
is mean stress,
is ultimate tensile strength, and
is alternating stress.
In this study, the mean stress is not 0 when the fatigue test performed. The fatigue test is not considered the mean stress, but fixed the stress ratio R = 0.1 and set the maximum stress for life. We performed the fatigue test without considering the average stress. Fatigue experiments were performed by fixing the stress ratio R = 0.1 and finding the maximum stress for the target life. It is difficult to compare the fatigue properties at R −1 with the bulk material or with other experimental results. Goodman method had originally been proposed to consider mean stress when predicting the fatigue life. Therefore, we obtained the alternating stress using the Goodman method that is best known for a reasonable comparison considering the mean stress.
As a result, from the fatigue life equation obtained for amplitude stress, the fatigue strength coefficients were 513.28 MPa and 276.77 MPa, respectively, and the fatigue strength exponents are −0.1113 and −0.0759, respectively. The fatigue life equations for the alternating stresses of the rolled and the electrodeposited copper were 2054.64 MPa and 776.37 MPa, respectively, and the fatigue strength exponents were −0.1836 and −0.1225, respectively. The experimental results show that the rolled copper has higher fatigue strength and fatigue limit than the electrodeposited copper.
In this study, fatigue life equations in the finite-life region are obtained and analyzed. In
Table 2, the results of the fatigue life equations of the rolled and electrodeposited copper and the fatigue life equations according to the plating method of [
12] are presented as amplitude stress and alternating stress. Types A, B, and C are the results of fatigue tests with constant 0.5 of tensile strength at mean stress. Therefore, in order to compare the results of the rolled and the electrodeposited copper which are the experimental results of this study, the fatigue life equation for alternating stress was obtained. As a result, fatigue strength coefficients of 910 MPa, 1191 MPa, and 1743 MPa were obtained for each plating type, and the fatigue strength exponents were −0.08955, −0.10913, and −0.15072, respectively. The fatigue properties are different according to the plating method, and it can be seen that the fatigue strength is the highest when the double-plating is performed.
However, as a result of comparing both the fatigue properties according to the process method and the plating method, it can be seen that the copper thin film by the rolling process method has the highest fatigue strength.
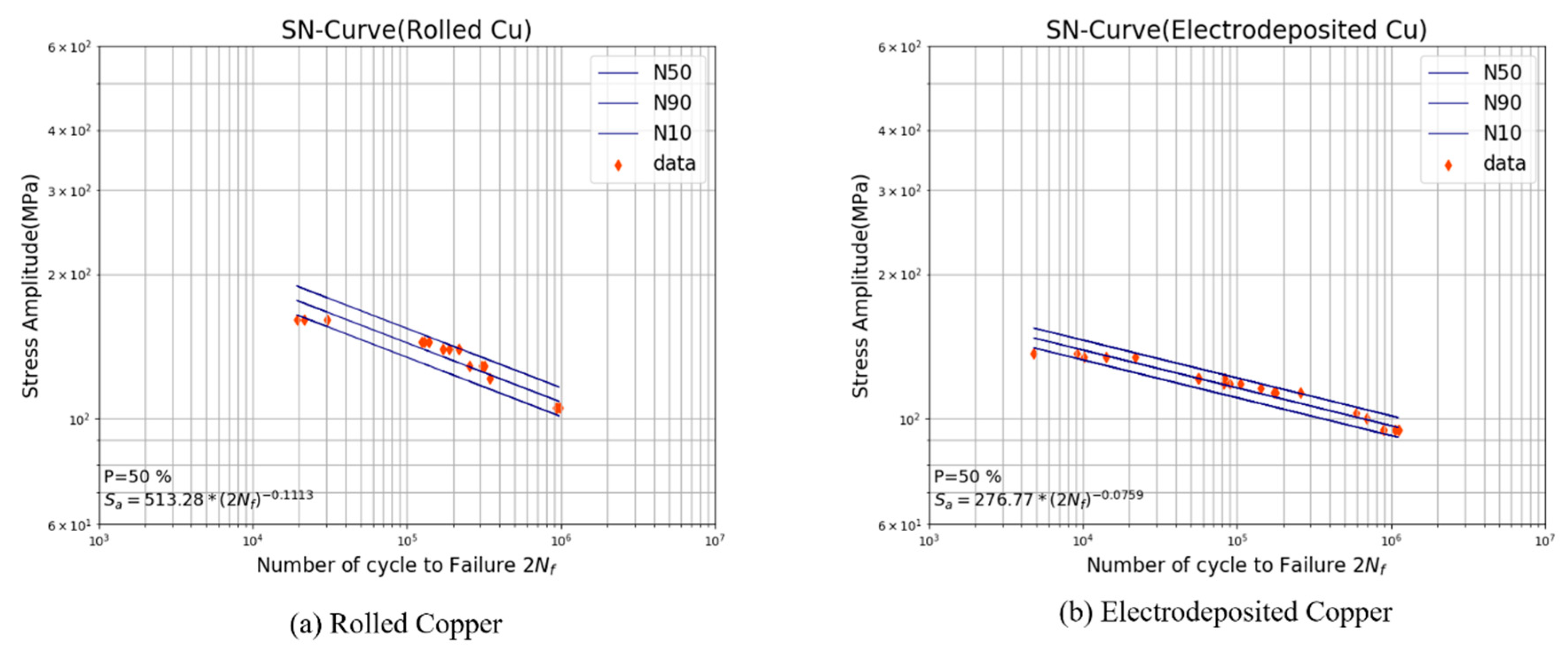
The P-S-N diagram showing the confidence band of fatigue life for each process is shown in
Figure 11. When the fatigue life is 50%, the equation of the rolled thin film obtained by regression analysis is
and the equation of the electrodeposited thin film is
.
In this study, tensile and fatigue tests were performed and analyzed to evaluate an influence of fabrication method on mechanical characteristics of copper thin film which widely used in flexible printed circuit board (FPCB). Tensile test results showed that the elastic modulus was similar for each process, but the 0.2% yield strength and ultimate tensile strength were greater in the rolling process. The elastic modulus of the rolled copper thin films and the electrodeposited copper thin films are 63 and 61 GPa, respectively, which are lower than the bulk value, 117 GPa [
15]. In addition, the 0.2% offset yield strength of the rolled copper thin films and the electrodeposited copper thin films are 306 and 233 MPa, respectively, higher than 33 MPa of bulk copper and the ultimate tensile strength of the rolled copper thin films and the electrodeposited copper thin films are 414 and 367 MPa, respectively, about higher than 210 MPa of bulk copper. The tensile test results show that the copper thin films by the rolling process are more brittle than by the electrodeposition process.
In addition, fatigue tests were performed with three or more specimens at four levels and S-N curves and P-S-N curves were calculated by regression analysis with the obtained data. The fatigue test results show that the copper thin films by the rolling process are better than by the electrodeposition process in fatigue life in all region. The fatigue strength coefficient of the rolled copper thin films and the electrodeposited copper thin films are 513 and 277 MPa, respectively. In addition, the fatigue strength exponent of the rolled copper thin films and the electrodeposited copper thin films are −0.1113 and −0.07590, respectively.
From the experimental results, the mechanical characteristics of the thin film are influenced by the manufacturing method even if they are the same material, and it is important to directly obtain the mechanical properties to secure the reliability of an electric product.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}