Quantitative Demonstration of Wear Rate and Dissipation Energy during Tension–Torsion Cyclic Loading of Steel Wires with Fretting Contact in Different Environmental Media

Abstract
:1. Introduction
2. Experimental
2.1. Test Specimens
2.2. Environmental Media
2.3. Tension–Torsion Cyclic Loading Parameters
3. Results and Discussion
3.1. Effects of Environmental Media on Dissipation Energy Characteristics
3.1.1. Hysteresis Loops of Tangential Force versus Displacement Amplitude
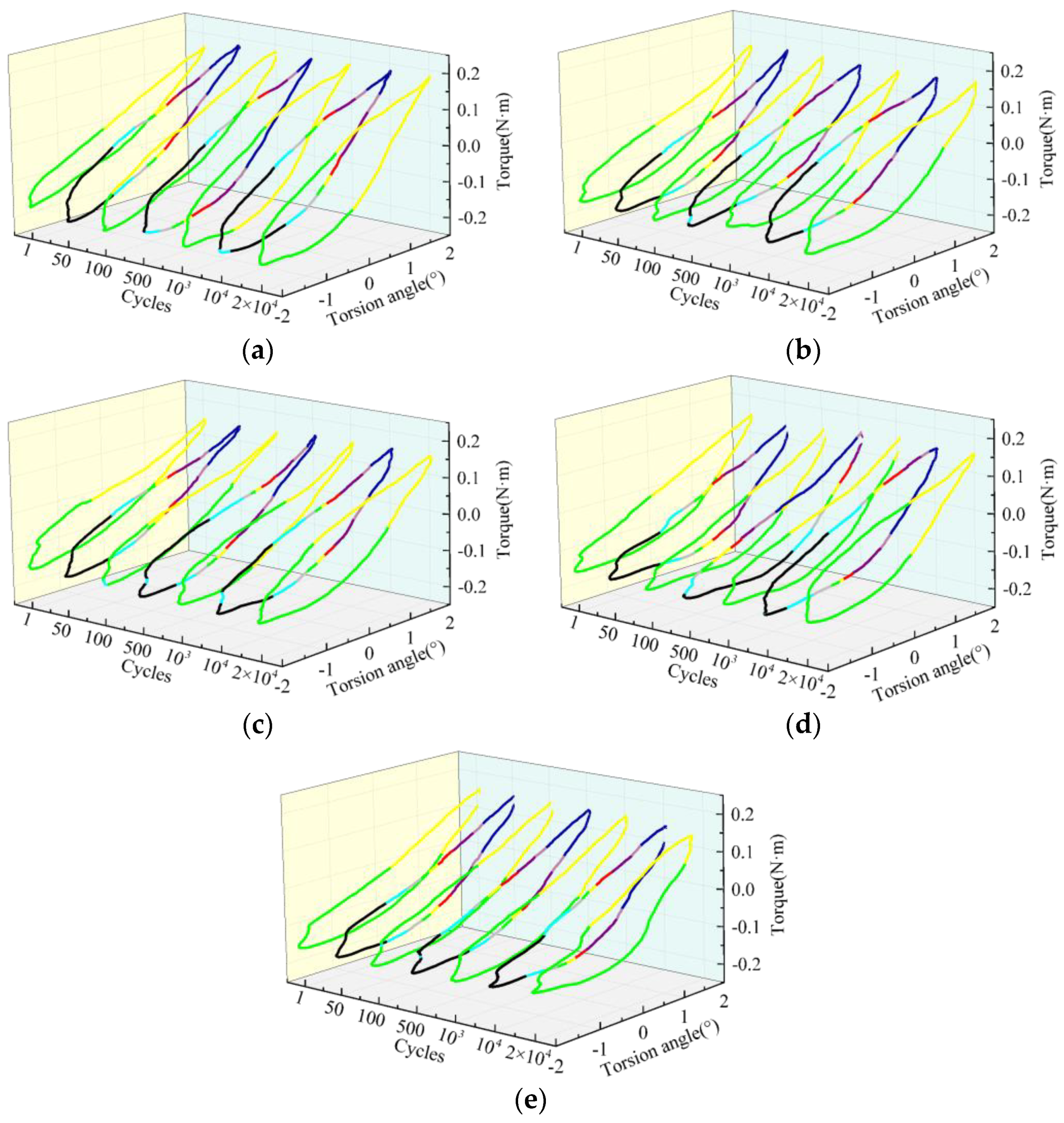
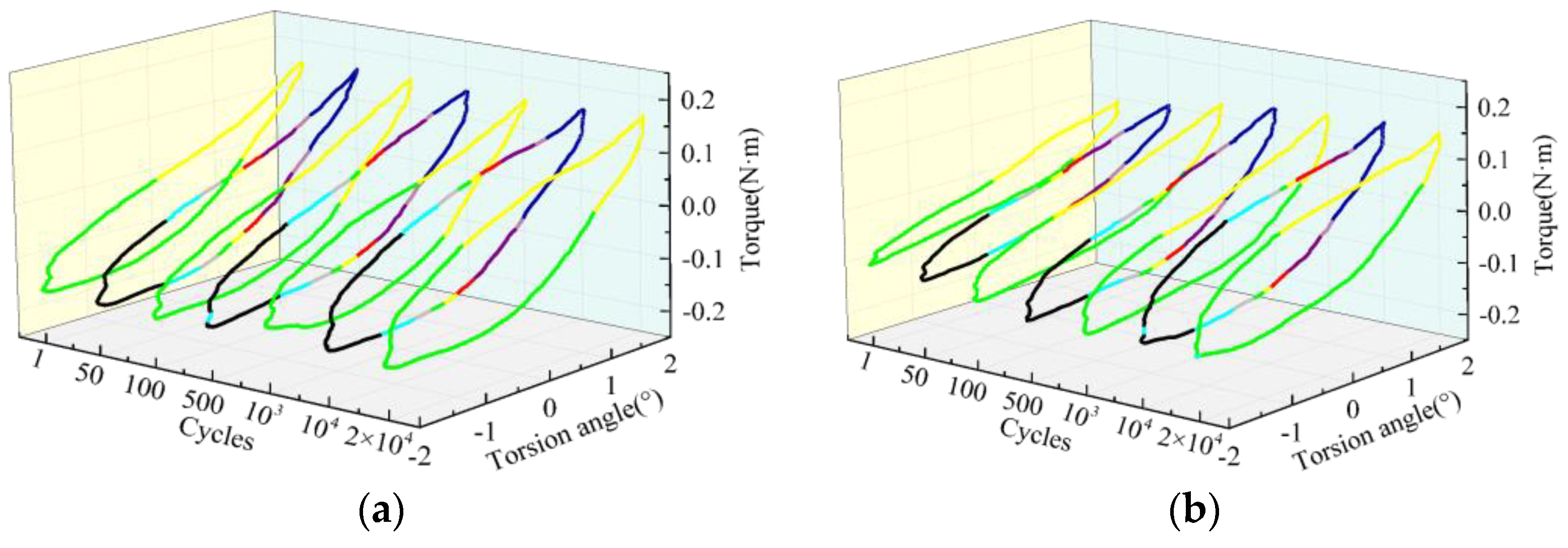
3.1.2. Hysteresis Loops of Torque versus Torsion Angle
3.1.3. Wear Coefficient
3.2. Effects of Fretting and Torsional Parameters on Dissipation Energy Characteristics
3.2.1. Hysteresis Loops of Tangential Force versus Displacement Amplitude
- (1)
- Effects of loading cycles
- (2)
- Effect of contact load
- (3)
- Effect of torsion angle
- (4)
- Effect of crossing angle
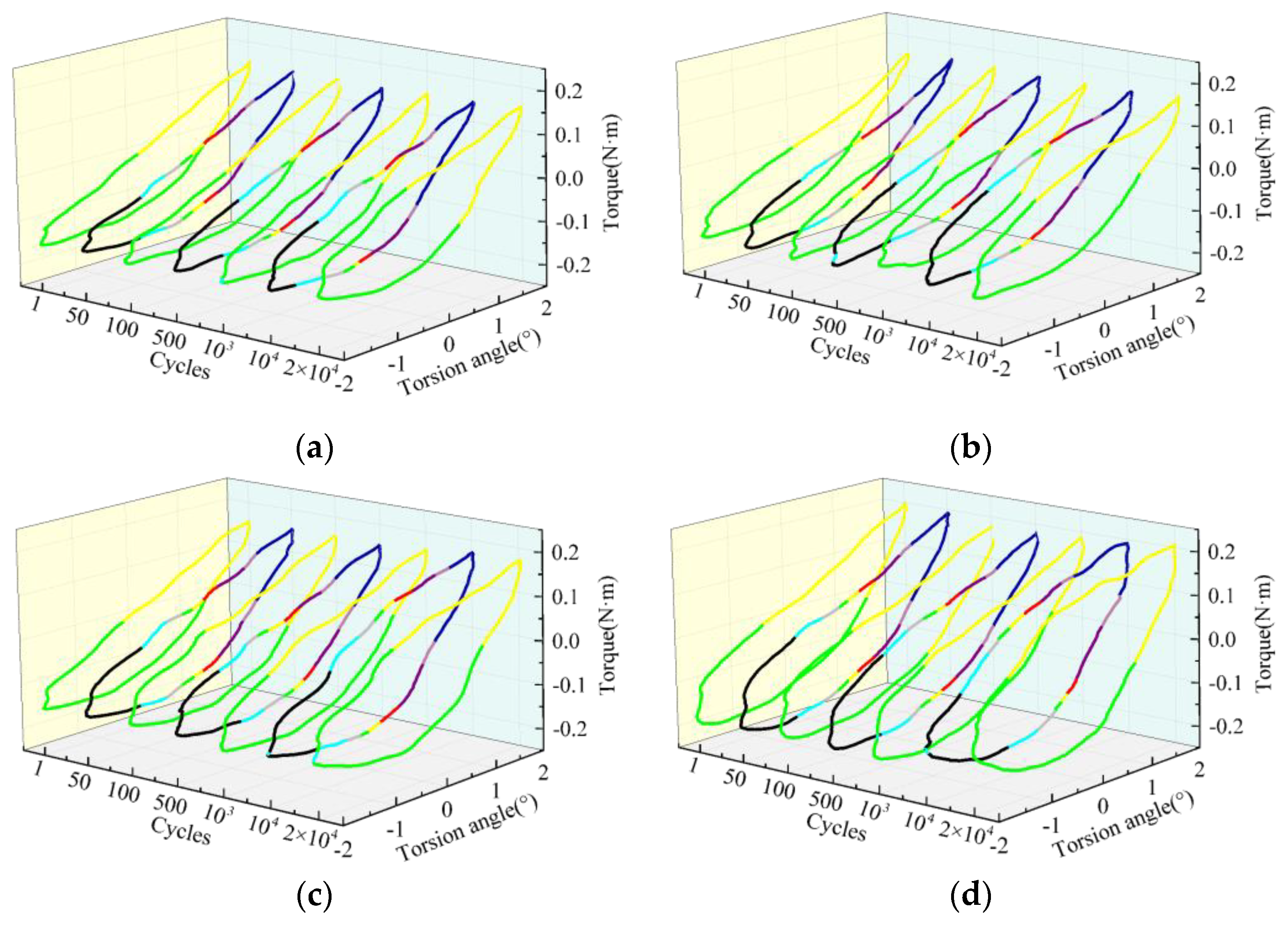
3.2.2. Hysteresis Loops of Torque versus Torsion Angle
- (1)
- Effect of loading cycles
- (2)
- Effect of contact load
- (3)
- Effect of torsion angle
- (4)
- Effect of crossing angle
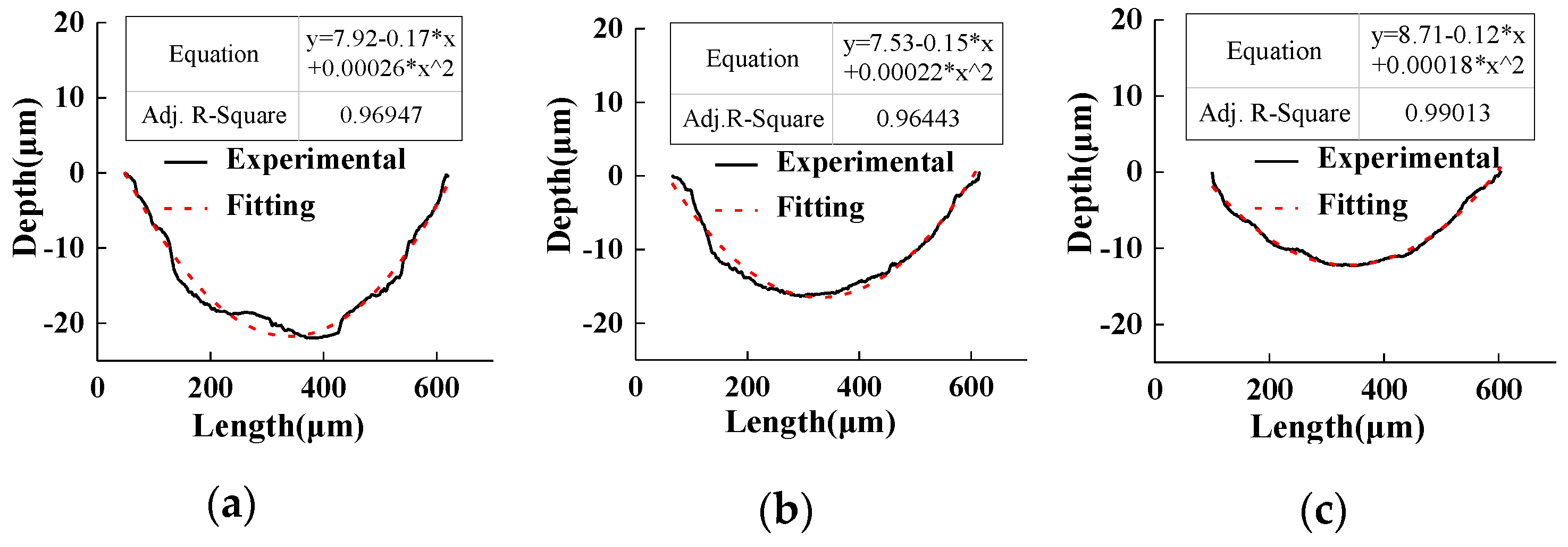
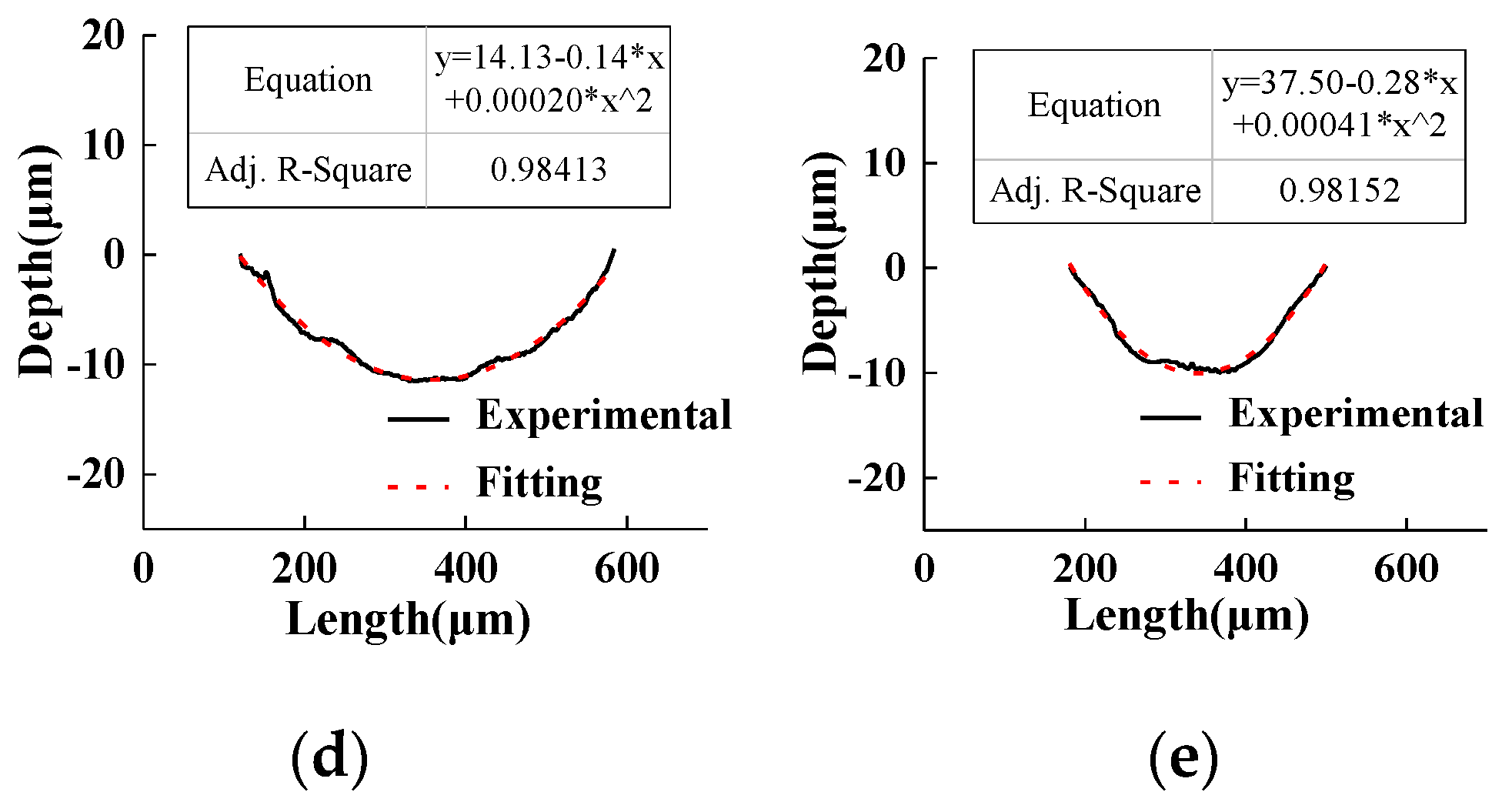
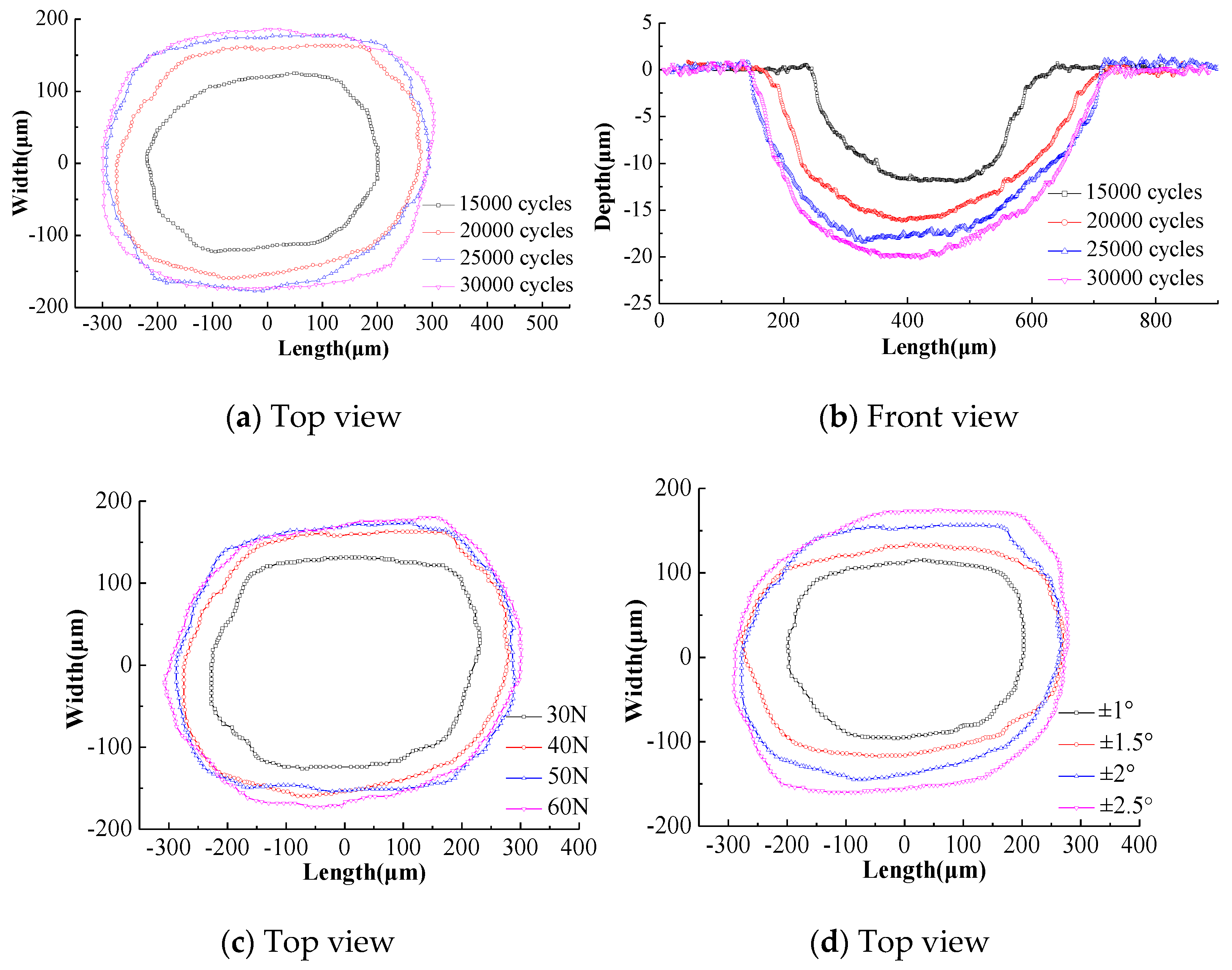
3.2.3. Wear Scar Size
3.2.4. Wear Coefficient
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Wang, D.G.; Li, X.W.; Wang, X.R.; Shi, G.Y.; Mao, X.B.; Wang, D.A. Effects of hoisting parameters on dynamic contact characteristics between the rope and friction lining in a deep coal mine. Tribol. Int. 2016, 96, 31–42. [Google Scholar] [CrossRef]
- Wang, X.R.; Wang, D.G.; Zhang, D.K.; Ge, S.R.; Araújo, J.A. Effect of torsion angle on tension-torsion multiaxial fretting fatigue behaviors of steel wires. Int. J. Fatigue 2018, 106, 159–164. [Google Scholar] [CrossRef]
- Wang, D.G.; Song, D.Z.; Wang, X.R.; Zhang, D.K.; Zhang, C.L.; Wang, D.A.; Araújo, J.A. Tribo-fatigue behaviors of steel wires under coupled tension-torsion in different environmental media. Wear 2019, 420–421, 38–53. [Google Scholar] [CrossRef]
- Wang, D.G.; Zhang, D.K.; Zhao, W.J.; Ge, S.R. Quantitative analyses of fretting fatigue damages of mine rope wires in different corrosive media. Mater. Sci. Eng. A 2014, 596, 80–88. [Google Scholar] [CrossRef]
- Llavori, I.; Zabala, A.; Otano, N.; Tato, W.; Gómez, X. Development of a modular fretting wear and fretting fatigue tribometer for thin steel wires: Design concept and preliminary analysis of the effect of crossing angle on tangential force. Metals 2019, 9, 674. [Google Scholar] [CrossRef] [Green Version]
- Takeuchi, M.; Waterhouse, R.B. An investigation into the fretting-corrosion-fatigue of high strength steel wire. Key Eng. Mater. 1991, 20–28, 1959–1966. [Google Scholar] [CrossRef]
- Zhang, D.K.; Geng, H.; Zhang, Z.F.; Wang, D.G.; Wang, S.Q.; Ge, S.R. Investigation on the fretting fatigue behaviors of steel wires under different strain ratios. Wear 2013, 303, 334–342. [Google Scholar] [CrossRef]
- Périera, V.; Dienga, L.; Gaillet, L.; Tessier, C.; Fouvry, S. Fretting-fatigue behavior of bridge engineering cables in a solution of sodium chloride. Wear 2009, 267, 308–314. [Google Scholar] [CrossRef]
- Périera, V.; Dienga, L.; Gaillet, L.; Fouvry, S. Influence of an aqueous environment on the fretting behavior of steel wires used in civil engineering cables. Wear 2011, 271, 1585–1593. [Google Scholar] [CrossRef]
- Cruzado, A.; Leen, S.B.; Urchegui, M.A.; Gómez, X. Finite element simulation of fretting wear and fatigue in thin steel wires. Int. J. Fatigue 2013, 55, 7–21. [Google Scholar] [CrossRef]
- Winkler, J.; Georgakis, C.T.; Fischer, G. Fretting fatigue behavior of high-strength steel monostrands under bending load. Int. J. Fatigue 2015, 70, 13–23. [Google Scholar] [CrossRef]
- Wokem, C.; Joseph, T.G.; Curley, M. Fatigue prediction for hoist cables over sheaves in large mining shovel application. Fatigue Fract. Eng. M 2018, 41, 1838–1852. [Google Scholar] [CrossRef]
- Liu, H.T.; Zhang, D.K.; Cao, S.F.; Shen, Y.; Hou, X.H.; Xu, L.M. Fretting corrosion wear behaviors of steel wires in hoisting ropes in alkaline condition. Appl. Mech. Mater. 2011, 99–100, 1014–1017. [Google Scholar] [CrossRef]
- Nakamura, S.I.; Suzumura, K.; Tarui, T. Mechanical properties and remaining strength of corroded bridge wires. Struct. Eng. Int. 2004, 14, 50–54. [Google Scholar] [CrossRef]
- Smallwood, R.; Waterhouse, R.B. Residual Stress Patterns in Cold Drawn Steel Wires and Their Effect on Fretting-Corrosion-Fatigue Behaviour in Seawater. In Applied Stress Analysis; Hyde, T.H., Ollerton, E., Eds.; Springer: Dordrecht, The Netherlands, 1990. [Google Scholar] [CrossRef]
- Wang, D.G.; Wahab, M.A.; Wang, L.L.; Li, X.W.; Zhu, Z.C.; Zhang, D.K.; Ge, S.R.; Mao, X.B. Finite element analysis of fretting fatigue of fretted wires. In Proceedings of the 4th International Conference on Fracture Fatigue and Wear, Ghent, Belgium, 27–28 August 2015; pp. 135–142. Available online: http://hdl.handle.net/1854/LU-6879721 (accessed on 14 July 2015).
- Urchegui, M.A.; Hartelt, M.; Wäsche, R.; Gómez, X. Analysis of different strategies to reduce fretting wear in thin steel roping wires. Tribotest 2008, 14, 43–57. [Google Scholar] [CrossRef]
- Bonneric, M.; Aubin, V.; Durville, D. Fatigue damage mechanisms in steel cable under bending loading. Eng. Fail. Anal. 2019, 106, 104184. [Google Scholar] [CrossRef]
- Wang, D.G.; Zhang, D.K.; Ge, S.R. Effect of displacement amplitude on fretting fatigue behavior of hoisting rope wires in low cycle fatigue. Tribol. Int. 2012, 52, 178–189. [Google Scholar] [CrossRef]
- Wang, D.G.; Zhang, D.K.; Ge, S.R. Fretting–fatigue behavior of steel wires in low cycle fatigue. Mater. Des. 2011, 32, 4986–4993. [Google Scholar] [CrossRef]
- Mi, X.; Cai, Z.B.; Xiong, X.H.; Qian, H.; Tang, L.C.; Xie, Y.C.; Peng, J.F.; Zhu, M.H. Investigation on fretting wear behavior of 690 alloy in water under various temperatures. Tribol. Int. 2016, 100, 400–409. [Google Scholar] [CrossRef] [Green Version]
- Husain, E.; Narayanan, T.N.; Taha-Tijerina, J.J.; Vinod, S.; Vajtai, R.; Ajayan, P.M. Marine corrosion protective coatings of hexagonal boron nitride thin films on stainless steel. ACS Appl. Mater. Interfaces 2013, 5, 4129–4135. [Google Scholar] [CrossRef]
- Wang, X.R.; Wang, D.G.; Li, X.W.; Zhang, D.K.; Ge, S.R.; Araujo, J.A. Comparative analyses of torsional fretting, longitudinal fretting and combined longitudinal and torsional fretting behaviors of steel wires. Eng. Fail. Anal. 2018, 85, 116–125. [Google Scholar] [CrossRef]
- Wang, X.R. Study on Multiaxial Fretting Corrosion Fatigue Damage Mechanism of Steel Wires; China University of Mining and Technology: Xuzhou, China, 2018. [Google Scholar]
- Wang, D.G.; Zhang, J.; Li, X.W.; Zhang, D.K. Dynamic wear evolution of steel wires during multi-axial fretting-fatigue. In Proceedings of the 1st International Conference on Frontiers of Materials Synthesis and Processing (FMSP 2017), Changsha, China, 28–29 October 2017; Volume 274. [Google Scholar] [CrossRef]
- Wang, D.G.; Zhang, D.K.; Wang, S.Q.; Ge, S.R. Finite element analysis of hoisting rope and fretting wear evolution and fatigue life estimation of steel wires. Eng. Fail. Anal. 2013, 27, 173–193. [Google Scholar] [CrossRef]
- Solomon, M.M.; Gerengi, H.; Umoren, S.A. Carboxymethyl Cellulose/silver nanoparticles composite: Synthesis, characterization and application as a benign corrosion inhibitor for St37 steel in 15% H2SO4 medium. ACS Appl. Mater. Interfaces 2017, 9, 6376–6389. [Google Scholar] [CrossRef] [PubMed]
- Fang, F.; Zhou, L.C.; Hu, X.J.; Zhou, X.F.; Tu, Y.Y.; Xie, Z.H.; Jiang, J.Q. Microstructure and mechanical properties of cold-drawn pearlitic wires affect by inherited texture. Mater. Des. 2015, 79, 60–67. [Google Scholar] [CrossRef]
- Zheng, J.F. Studies on Fretting Wear Behaviors of Axle Steels under Varied Modes; South Jiaotong University: Chengdu, China, 2006. [Google Scholar]
- Wang, S.B.; Niu, C.C. Torsional tribological behavior and torsional friction model of polytetrafluoroethylene against 1045 steel. PLoS ONE 2016, 11, e0147598. [Google Scholar] [CrossRef] [Green Version]
- Cruzado, A.; Hartelt, M.; Wasche, R.; Urchegui, M.A.; Gómez, X. Fretting wear of thin steel wires. Part 2: Influence of crossing angle. Wear 2011, 273, 60–69. [Google Scholar] [CrossRef]
- Safarov, I.M.; Korznikov, A.V.; Galeev, R.M.; Sergeev, S.N.; Gladkovskii, S.V.; Borodin, E.M.; Pyshmintsev, I.Y. Strength and impact toughness of low-carbon steel with fibrous ultrafine-grained structure. Phys. Met. Met. 2014, 115, 295–302. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PH | Ion Content (mg/L) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| H+ | Na+ | K+ | Mg2+ | Ca2+ | Cl− | OH− | |||
| 3.5 | 1.28 | 92.42 | 11.73 | 364.74 | 676.55 | 28.36 | / | 18.92 | 3283.81 |
| 7.5 | / | 141.16 | 11.73 | 49.33 | 80.56 | 89.33 | / | 18.92 | 551.38 |
| 9.5 | / | 35.63 | 11.73 | 36.45 | 54.43 | 89.33 | 3.33 | 18.92 | 232.95 |
| Environmental Media | Crossing Angle, β (°) | Contact Load, Fn (N) | Torsion Angle, θ (°) | Loading Cycles, N (×104) |
|---|---|---|---|---|
| Air; deionized water; acid, neutral and alkaline solutions | 90 | 40 | ±2 | 2 |
| Acid solution | 90 | 40 | ±2 | 1.5, 2, 2.5, 3 |
| 30, 40, 50, 60 | ±2 | 2 | ||
| 90 | 40 | ±1, ±1.5, ±2, ±2.5 | 2 | |
| 90, 70, 45, 26 | 40 | ±2 | 2 |
| Environmental Media | Air | Acid Solution | Neutral Solution | Alkaline Solution | Deionized Water |
|---|---|---|---|---|---|
| Maximum tangential force (N) | 21.3 | 16.2 | 18.0 | 19.1 | 17.3 |
| Relative displacement (μm) | 33.6 | 58.5 | 54.3 | 51.2 | 49.1 |
| Environmental Media | Air | Acid Solution | Neutral Solution | Alkaline Solution | Deionized Water |
|---|---|---|---|---|---|
| Max. length, L (μm) | 623 | 553 | 515 | 493 | 359 |
| Max. width, w (μm) | 385 | 327 | 309 | 289 | 225 |
| Max. depth, h (μm) | 21.93 | 16.03 | 12.22 | 11.24 | 9.87 |
| Scar area, s (μm2) | 187,963 | 145,460 | 127,095 | 109,319 | 66,375 |
| Contact Load, Fn, (N) | Torsion Angle, θ (°) | Crossing Angle, β (°) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 30 | 40 | 50 | 60 | ±1 | ±1.5 | ±2 | ±2.5 | 90 | 70 | 45 | 26 | |
| Max. tangential force (N) | 14.4 | 16.2 | 18.8 | 20.0 | 13.8 | 15.2 | 16.2 | 16.6 | 16.2 | 19.0 | 19.4 | 20.1 |
| Relative slip (μm) | 78.4 | 58.5 | 25.0 | 23.4 | 43.3 | 58.0 | 58.5 | 60.8 | 58.5 | 48.6 | 59.1 | 61.2 |
| Crossing Angle, β (°) | 90 | 70 | 45 | 26 |
|---|---|---|---|---|
| Maximum tangential force (N) | 16.2 | 19.0 | 19.4 | 20.1 |
| Relative slip (μm) | 58.5 | 48.6 | 59.1 | 61.2 |
| Dissipation energy (×10-3 J) | 1.46 | 1.52 | 1.83 | 2.01 |
| Loading Cycles, N (104) | Contact Load, Fn (N) | |||||||
|---|---|---|---|---|---|---|---|---|
| 1.5 | 2 | 2.5 | 3 | 30 | 40 | 50 | 60 | |
| Max. length, L (μm) | 395 | 553 | 584 | 601 | 458 | 553 | 580 | 588 |
| Max. width, w (μm) | 245 | 327 | 353 | 358 | 250 | 327 | 333 | 347 |
| Max. wear depth, h (μm) | 11.89 | 16.03 | 18.17 | 20.06 | 10.38 | 16.03 | 18.27 | 19.54 |
| Scar area, s (μm2) | 82,074 | 145,460 | 170,246 | 183,284 | 97,692 | 145,460 | 159,324 | 166,888 |
| Torsion Angle, θ (°) | Crossing Angle, β (°) | |||||||
|---|---|---|---|---|---|---|---|---|
| ±1 | ±1.5 | ±2 | ±2.5 | 90 | 70 | 45 | 26 | |
| Max. length, L (μm) | 401 | 549 | 553 | 567 | 553 | 659 | 687 | 778 |
| Max. width, w (μm) | 210 | 269 | 327 | 334 | 327 | 303 | 298 | 229 |
| Max. wear depth, h (μm) | 9.21 | 11.65 | 16.03 | 19.95 | 16.03 | 10.13 | 8.49 | 7.21 |
| Scar area, s (μm2) | 70,073 | 110,783 | 145,460 | 157,927 | 145,460 | 154,131 | 161,380 | 120,787 |
| Loading Cycles (×104) | Contact Load (N) | Torsion Angle (°) | Crossing Angle (°) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1.5 | 2 | 2.5 | 3 | 30 | 40 | 50 | 60 | ±1 | ±1.5 | ±2 | ±2.5 | 26 | 45 | 60 | 90 | |
| Wear coefficient (×10-3 μm2/N) | 2.8 | 4.6 | 4.7 | 4.7 | 2.6 | 4.6 | 4.7 | 4.4 | 1.5 | 2.8 | 4.6 | 6.5 | 2.0 | 2.2 | 2.8 | 4.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, D.; Wang, X.; Xie, G.; Zhu, H. Quantitative Demonstration of Wear Rate and Dissipation Energy during Tension–Torsion Cyclic Loading of Steel Wires with Fretting Contact in Different Environmental Media. Appl. Sci. 2020, 10, 6610. https://doi.org/10.3390/app10186610
Wang D, Wang X, Xie G, Zhu H. Quantitative Demonstration of Wear Rate and Dissipation Energy during Tension–Torsion Cyclic Loading of Steel Wires with Fretting Contact in Different Environmental Media. Applied Sciences. 2020; 10(18):6610. https://doi.org/10.3390/app10186610
Chicago/Turabian StyleWang, Dagang, Xiangru Wang, Guozheng Xie, and Huilong Zhu. 2020. "Quantitative Demonstration of Wear Rate and Dissipation Energy during Tension–Torsion Cyclic Loading of Steel Wires with Fretting Contact in Different Environmental Media" Applied Sciences 10, no. 18: 6610. https://doi.org/10.3390/app10186610
APA StyleWang, D., Wang, X., Xie, G., & Zhu, H. (2020). Quantitative Demonstration of Wear Rate and Dissipation Energy during Tension–Torsion Cyclic Loading of Steel Wires with Fretting Contact in Different Environmental Media. Applied Sciences, 10(18), 6610. https://doi.org/10.3390/app10186610