1. Introduction
Wood is a natural and reproducible material. It has been widely used in constructions, buildings, and woodworks, due to its natural advantages, such as high strength-to-weight ratio, insulating properties, sound insulation performance, lack of electrical conductivity, and temperature stability. In contrast, wood also has natural defects, such as drying shrinkage, poor dimensional stability, and durability [
1,
2,
3], limiting accordingly its extensive utilization. The amount of water, especially the bound water in wood, influences the dimensional stability, and physical and mechanical properties of wood-based products [
4]. Wood mainly contains three components: cellulose, hemicellulose, and lignin. Wood hygroscopicity is mainly attributed to the strong hydrophilic capacity of hemicellulose [
5,
6]. Reducing the hygroscopicity of wood is an effective way to improve wood dimensional stability, durability, and hydrophobicity [
7].
In order to increase the dimensional stability, durability, and hydrophobicity, against frequent use under natural environmental conditions, many modifications have been applied to wood to reduce the hygroscopicity, such as steam-heat modification [
8], methyltrimethoxysilane modification [
9], boron and compatibilizer modification [
10], surface modification [
11], impregnation modification [
12], and thermal modification (TM) [
8,
13,
14]. These modifications can be classified into chemical modification and physical modification. Chemical modification of wood can achieve good results for improving wood dimensional stability and hydrophobicity, however, the modifications might be environmentally detrimental. TM can successfully improve wood dimensional stability and durability by thermal degradation of hemicellulose [
15,
16]. TMs have been commercially applied to wood and are considered as an environmentally friendly method. However, after severe thermal modification, wood components undergo chemical degradation, which increases its brittleness, reduces its mechanical properties, and results in serious color deterioration [
17,
18], thereby, limiting the further application of TM wood. In addition, TM at higher temperature is a high energy-consuming process.
Wax is a good water repellent and suitable for wood protection [
19], which can decrease water uptake rate and improve the dimensional stability of wood [
20]. Wax is also an environmentally friendly material, and is cost-effective, abundant, and non-toxic [
21]. Wax can be applied to wood in a melted state, diluted in organic solvents, or in the state of emulsions or suspensions via impregnation or combined with other treatments [
22,
23]. Wax impregnation consists of three major processes: first, microcrystalline wax is heated to liquid state, then the wood is impregnated with hot wax fluid, either with or without pressure, and the final process is the solidification of the microcrystalline wax in cell cavities and the intercellular space of the wood. The hygroscopicity and water absorption of wood are reduced after wax fills the cell cavity [
24,
25], thereby improving the dimensional stability of wood for long-term service life. In contrast to TM, wax impregnation may increase wood mechanical properties [
26], and maintain the natural color and texture of wood [
27].
Both TM and WI are environmentally friendly treatments of wood. The combined treatments may further improve wood properties, against the effect of water, and the mechanical strength [
28], and also might reduce processing energy consumption. However, the normal procedure for the combination is that wax is impregnated first, and subsequently subjected to higher temperature TM, which results in the same shortcomings as TM for wood. A few studies have been conducted with the opposite procedure [
29,
30], but the temperature of TM was higher. This might lead to severe color change, strength loss, and higher energy consumption.
In the current study, the combined treatment of TM and WI was carried out for Pterocarpus macrocarpus Kurz wood. Specimens were thermally modified at 150 °C (moderate temperature), and half of the thermal modification wood (TMW) was subsequently treated by WI at low temperature and at atmospheric conditions. The hygroscopicity, dimensional stability, and mechanical properties, as well as the micro-structure of the wood, after moderate-temperature TM and low-temperature WI were compared with the TMW after higher temperature treatment. The effects on the wood properties were systematically investigated to provide a practical support for the application to wood of moderate TM combined with WI.
2. Materials and Methods
2.1. Materials
Air-dried Pterocarpus macrocarpus Kurz heartwood was used, the average moisture content (MC) was 10% and specific gravity (SP) was 0.84. The initial sizes of the boards were 1000 mm × 100 mm × 25 mm (L × T × R). They were produced into specimens of 300 mm × 20 mm × 20 mm, and 20 mm × 20 mm × 20 mm (L × T × R) by Degoo Furniture Co., Ltd., Xianyou, China. Specimens without knots and other defects were used for the TM and WI experiments. Microcrystalline wax (Sinopec), used for the impregnation test, was also supplied by the same company. The properties of the wax were: melting point (60 °C), molecular weight (500–800 g), refractive index (1.435–1.445), kinematic viscosity at 99 °C (9.2–25.0 mm2/s), and density (0.80–0.92 g/mL).
2.2. Equipment
The main device for TM was a heat treatment chamber with a pressure controlling device (HJ-ZK60, Dongguan Hengjun Instrument Equipment Co., Ltd., Dongguan, China). Other equipment included an electronic balance (JA21002, Shanghai Liangping Instrument and Meter Co., Ltd., Shanghai, China; 1200 g/1 mg); an electric heating oven (DHG-905386-III, Shanghai Cimo Medical Instrument Co., Ltd., Shanghai, China); and a Vernier caliper (CD-20CPX, Mitutoyo, Japan, 0–200 mm/0.01 mm).
2.3. Thermal Modification and Thermal Modification Combined with Wax Impregnation
All specimens were first dried at 103 ± 2 °C to constant weight according to GB/T 1931–2009. Thereafter, the specimens were randomly grouped into two TMs and one control. For the 150 °C TM test, there were 14 specimens of each size under each experimental condition; for the 200 °C TM test, there were 7 specimens of each dimension; and for the control group, there were also 7 specimens of each dimension. A previous study reported that thermal modification under vacuum has obvious advantages in wood property improvement [
31]. In the current experiments, TMs were therefore subsequently carried out under vacuum conditions. As shown in
Table 1, specimens were first pre-heated in the vacuum chamber for 1 h, then the temperature was increased to the setting values, and then maintained at this temperature and heating time, as specified by the designed schedules. The heating processes were designed at two temperatures of 150 °C and 200 °C, and different heating times of 2 h, and 6 h at 13.4 kPa. After the heating processes, specimens were cooled in the chamber at 100 °C and 13.3 kPa for 1 h. Thereafter, 50% of the 150 °C TM specimens (7 replicates) were impregnated in a stainless steel tank filled with melted microcrystalline wax (90 °C). The weights of a total of 6 specimens were measured every 8 h during the wax impregnation process until the weight became constant after 48 h. Then, the waxes on the wood surfaces were wiped, and the specimens were placed in sealed plastic bags for 1 h cooling at 30 °C.
2.4. Mass Loss and Weight Percentage Gain of Wood
The mass loss (
ML) of the specimens was attributed to heating temperature and duration, while the weight percentage gain (
WPG) of the specimens was due to wax being impregnated into wood during the immersion process. The
ML and
WPG of specimens were calculated using Equations (1) and (2), and 7 specimens of 20 mm × 20 mm × 20 mm (L × T × R) were measured for each condition.
where
Mo is the absolute dry weight of specimens prior to thermal modification,
M1 is the absolute dry weight of specimens after thermal modification, and
Mi is the weight of specimens after wax impregnation.
2.5. Water Adsorption and Water Absorption Tests
A total of 49 specimens of 20 mm × 20 mm× 20 mm (L × T × R) were tested for water adsorption and water absorption. They were divided into 7 groups, including two 150 °C TM groups, two 150 °C TM plus wax impregnation groups (150 °C TM + WI), two 200 °C TM groups, and one control group, each group containing 7 specimens. Before the water adsorption tests, all specimens were first dried at 103 ± 2 °C to absolute dry conditions, and then the absolute dry weight was measured using an electronic balance (JA21002), and dimensions were measured in the tangential and radial directions using a digital caliper (CD-20CPX). Thereafter, they were treated in a constant temperature and humidity conditioning chamber at 20 °C and 65% relative humidity (RH), the weight of the selected specimens was measured according to GB/T 1931-2009, until their weights became constant and reached equilibrium moisture content (
EMC). The weights and dimensions of all specimens were recorded, and then they were dried at 103 ± 2 °C again to constant weight, after that the absolute dry weights and dimensions were measured again. Finally, they were put into a plastic box filled with distilled water for water absorption, similarly to the water adsorption test, the weights of selected specimens were measured until their weights became constant, then the final weights and sizes of all water-saturated specimens were measured following the above procedures, after cleaning the water on the surfaces. The water adsorption and water absorption capacity were evaluated by
EMC and water absorption ratio (W), and were calculated using Equations (3) and (4). The dimensional stability of the wood was estimated by swelling of specimens after the water adsorption and water absorption tests, and was calculated using Equation (5).
where
EMC is MC of the specimen after conditioning,
Me is the weight after conditioning, and
Mo is the absolute dry weight.
where
W is water absorption ratio,
M1 is the weight of the water-saturated specimen, and
Mo is the weight of the absolute dry specimen.
where
S is the tangential or radial swelling,
L1 is water adsorption or water absorption dimension, and
Lo is the absolute dry dimension.
2.6. Modulus of Rupture (MOR) and Modulus of Elasticity (MOE) of Wood
The MOR and MOE tests were carried out based on the GB/T 1936.1-2009 national standard. Prior to testing, all specimens were treated in a constant temperature and humidity conditioning chamber at 20 °C and 65% relative humidity (RH). After the weight became constant, specimens (300 mm × 20 mm × 20 mm, L × T × R) were subjected to a bending test machine (Shimadzu, Kyoto, Japan). The MOR and MOE of the treated and control specimens were tested, and the average values of 7 replicates of each group were compared in this study.
2.7. Scanning Electron Microscopy (SEM) Observation of the TM + WI Modified Wood
To observe the distributions of wax impregnation, three samples of 150 °C/6 h WI with dimensions of 5 mm × 5 mm × 5 mm (L × T × R) were prepared, and which were cut from the central part of the specimens of 20 mm × 20 mm × 20 mm (L × T × R). Meanwhile, three thin slices were cut from the cross sections of the TM + WI samples. Thereafter, the control and TM + WI samples, as well as the thin slices, were fixed on conductive adhesives and then were dried in a freeze dryer to a constant weight, and finally they were coated with gold. The micro-transverse surfaces of the control and TM + WI samples were observed by SEM (FEI Quanta 200, Netherland).
2.8. Fourier Transform Infrared Spectroscopy (FTIR) Characterization
Powders of 200-mesh-size of the control and the treated specimens were prepared separately and then mixed using KBr pellets at the ratio of 1:100 (by weight). FTIR was conducted using a standard FTIR spectroscope (VERTEX 80 v, Bruker, Germany). Spectra were measured in the transmission mode, and the spectral resolution was 4 cm
−1 with 16 scans in the 4000–400 cm
−1 region [
32].
2.9. Statistical Analysis
Analyses of variance (ANOVA) by SPSS were applied to the data to assess the influences of the modifications on the wood properties. Duncan’s multiple range tests (p < 0.05) were further applied to separate the differences between mean values of each modification level. The treatment conditions were independent variables, and the EMC, W, swelling, and MOR and MOE represent dependent variables in the statistical analysis.
3. Results and Discussion
3.1. Mass Loss and Weight Percentage Gain of Wood
The
ML of specimens after TM at 150 °C and 200 °C, and the
WPG of the 150 °C TM specimens after WI are presented in
Table 2. It can be seen that the
ML was small in the moderate temperature of the 150 °C condition. The
ML was only 0.79% after 2 h TM, and 1.45% after 6 h TM. However, the
ML became severe at 200 °C TM conditions. The
ML of specimens after 200 °C/2 h TM was 2.2 times as much as that after 150 °C/6 h TM, indicating that the
ML was affected more obviously by temperature. The ratios of
ML of specimens after 6 h TM to after 2 h TM were 1.83 times and 1.32 times for 150 °C and 200 °C conditions, respectively; this suggests that the effect of modification time was greater in the moderate temperature ranges, and became weak at higher temperature conditions. The
ML increased obviously with temperature and modification time, while the temperature played a critical role in the
ML of the wood. The weights of the 6 h and 2 h TM specimens after WI increased 13.57% and 10.61%, respectively. The
WPG of the 6 h TM specimens increased by about 27.90% compared with the of 2 h TM specimens. These findings indicate that wax was successfully impregnated into the TM specimens, and that TM time affected the
WPG of TM specimens.
3.2. Effect of Thermal Modification and Wax Impregnation on Water Adsorption and Water Absorption of Wood
The
EMC, which indicates the capacity for water adsorption, and the
W which demonstrates the capacity for water absorption, are shown in
Figure 1a,b, respectively. In contrast to the control group, the
EMC decreased obviously after TM and TM + WI, and the
EMC of the TM + WI groups presented the lowest values. In contrast to the control group, the
EMC of the 150 °C/2 h and 150 °C/6 h TM specimens decreased by 10.87% and 16.94%, respectively, while the 200 °C/2 h and 200 °C/6 h TM specimens decreased by 28.32% and 36.16%. These results show that TM decreased the
EMC of the wood, and the reduction became greater due to more severe TM, which is in agreement with a previous study [
33]. However, after WI the
EMC decreased by 69.40% and 73.58% for the 150 °C/2 h and 150 °C/6 h TM specimens, presenting the lowest values in the study. Compared with the
EMC of the 200 °C/6 h TM specimens, the
EMC decreased by almost half after WI. These results suggest that WI further decreased the capacity of the wood water adsorption. Compared with the control group, the
EMC of the 150 °C/2 h and 150 °C/6 h TM specimens decreased by 10.87% and 16.94%, respectively, while the 150 °C/2 h and 6 h TM specimens after WI decreased by 69.40% and 73.58%, thus, the contribution of WI to the reduction of
EMC was 58.53% and 56.64%, respectively. The contribution of WI to the reduction of the
EMC of the wood was 5.38 times and 3.34 times compared to TM, at 150 °C/2 h and 150 °C/6 h. The results suggest that wax impregnation played a dominant role in reducing wood water adsorption capacity, due to a large volume of wax being impregnated into the wood.
The
W, water absorption ratio, was much greater than that of the
EMC for all groups, indicating that more water was absorbed into the wood. No significant differences were found in
W between the control group and the groups after 150 °C/2 h and 150 °C/6 h TM. Compared with the control group, the
W of the specimens after 200 °C/2 h and 200 °C/6 h TM, and the specimens of 150 °C/2 h and 150 °C/6 h TM + WI, presented significant differences. In contrast to the control group, the
W of specimens decreased by 13.45% after 200 °C/6 h TM, and 29.94% after 150 °C/6 h TM + WI, while the
W of the specimen after 150 °C/6 h TM barely changed. These results indicate that the WI could reduce the capacity of wood water absorption to a greater extent. The reduced
W may have been caused by the wax, which impregnates fully or partly into cell lumens, occupying some space, and also forms wax films attached to wood cell walls. Consequently, the spaces of the cell lumens for water absorption were reduced, and the free water migration path was blocked due to the hydrophobic property of wax films [
29].
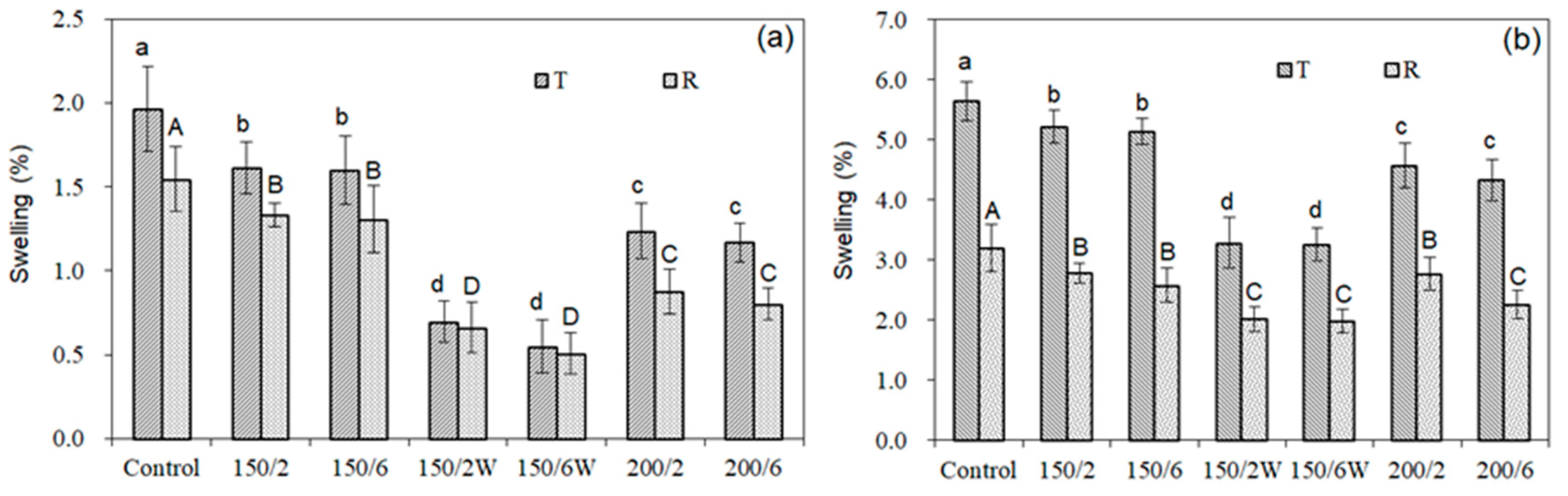
3.3. Effect of Thermal Modification and Wax Impregnation on Swelling of Wood
Figure 2 shows the tangential and radial swellings after water adsorption and absorption. The tangential and radial swellings of the modified groups were smaller than the control group, and the swellings showed a similar trend in both a tangential and radial direction. There were significant differences (
p < 0.05) in adsorption swelling (
Figure 2a) between the control and modified groups, indicating TM and TM + WI can both improve wood dimensional stability. Compared with the control group, the maximum reduction of swelling in the tangential direction was about 18.37%, 40.31%, and 71.94%; while in radial direction it was 15.48%, 48.39%, and 67.10%, for 150 °C TM, 200 °C TM, and 150 °C TM + WI, respectively. The dimensional stability of the wood was largely improved after 200 °C TM and 150 °C TM + WI. The swelling of the wood after 150 °C TM + WI had the smallest value, indicating this had the best dimensional stability. In contrast to the 150 °C TM group, swellings were decreased maximally by 53.57% and 51.62%, in the tangential and radial direction, respectively, after WI. These results indicate that WI played a key role in the reduction of wood adsorption swelling, and the influence of WI on improving dimensional stability was bigger than TM. Generally, the swelling of the wood in the tangential direction was about two times as great as that in the radial direction. However, the difference of swelling in the tangential and radial direction of the 150 °C TM + WI group became smaller, and they were almost same (
Figure 2a). These suggest the wood swelling property was extremely influenced by wax impregnation, which improved the wood dimensional stability significantly.
Similarly to the effects on water adsorption swelling, the absorption swelling of the modified groups reduced significantly (
p < 0.05), contrasting with the control group. The absorption swelling presented the same tendency as the adsorption swelling, that the 150 °C TM + WI group had the lowest swelling, followed by the 200 °C TM group and the 150 °C TM group. This indicates that, not only TM, but also WI, increased the absorption dimensional stability of the wood. In contrast to the control group and the 150 °C TM group, the swelling at 150 °C TM + WI was significantly decreased after wax impregnation. This indicates that WI had a dominant influence on improving the dimensional stability of the wood. The decreased swelling via WI was mainly attributed to the bulking effect of the long hydrophobic chains of wax [
27]. The capacity for water absorption decreased after TM and TM + WI, consequently the deformation resistance of the wood increased. Compared with the water adsorption swelling of the 150 °C TM+ WI group (
Figure 2a), the tangential absorption swelling was seemingly greater than the radial swelling (
Figure 2b). However, the difference of absorption swelling between the tangential and radial direction was smaller compared with the control group and TM groups.
3.4. Effect of Thermal Modification and Wax Impregnation on Bending Strength (MOR) and Bending Stiffness (MOE) of Modified Wood
Figure 3 shows the MOR and MOE of the control and modified wood. Compared with the control group, the MOR of the 150 °C/6 h and 200 °C/6 h TM groups decreased by 12.78% and 33.48%, respectively, indicating that the MOR was influenced significantly (
p < 0.05) by TM temperature. This result is consistent with the previous findings [
30,
31]. The decrease of MOR was due to the degradation of hemicellulose and the evaporation of extractives because of the high temperature during TM [
34]. However, for the same TM temperature, no significant differences (
p < 0.05) were found in MOR between groups with the same treating temperature, indicating treatment time has little effect on the bending strength of wood. For the 150 °C TM + WI group, the MOR of the 150 °C TM specimens increased significantly after WI. The MOR of the 150 °C TM + WI group was almost same as the control group (significant difference was not found,
p < 0.05). This shows that WI improved the wood bending strength significantly. The bending stiffness (MOE) of wood after TM increased significantly with temperature (
p < 0.05) compared with the control group, which is in agreement with previous reports [
35,
36]. However, the treatment time had no significant effect (
p < 0.05) on MOE in the same temperature conditions. Significant difference of MOE between the 150 °C TM group and 150 °C TM + WI group was not observed, indicating WI has little effect on wood bending stiffness.
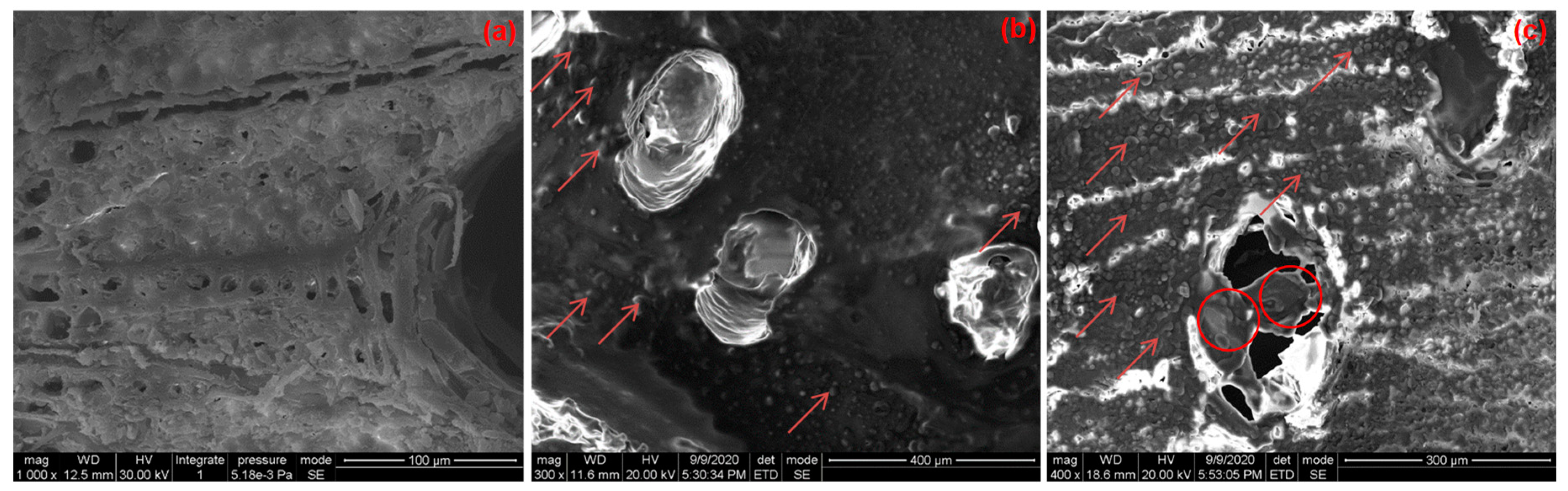
3.5. Effect of Thermal Modification and Wax Impregnation on the Morphological Property of the TM + WI Wood
Figure 4 shows features of the wood in cross section of the un-treated specimen, and the distribution of the impregnated wax in cross sections within the wood. As can be seen, wax covered most of the transversal sections of the cell lumens except the vessels, and presented a massive distribution as obvious shaped droplets (red arrows in
Figure 4b,c); the overall distribution of the shaped droplet wax was more clear and even in
Figure 4c. Additionally,
Figure 4c shows thin layers of wax (red circles) formed after impregnation, which attached to the perforation plates of vessels with a uniform distribution. All SEM images show that wax was impregnated into the wood interior successfully, and presented even distributions on the internal surfaces of the wood cells, which played a dominant role in the improvement of the hydrophobicity, dimensional stability, and the mechanical strength of the wood.
3.6. Effect of Thermal Modification and Wax Impregnation on Chemical Changes of Wood
The FTIR spectra of the control and modified samples, and the chemical compositions of the characteristic peaks, are shown in
Figure 5. The peak at 3400 cm
−1 indicates –OH, which influenced the MC of the wood and represents cellulose. The peak of 2900 cm
−1 is the aliphatic C–H vibration peak, and is the characteristic peak of cellulose. The 1700 cm
−1 peak represents the C=O stretching vibration, which is associated with hemicelluloses. The wavelengths of peaks at 1600, 1500, and 1430 cm
−1 are related to the characteristic peak of lignin. Contrasting to the control group, the chemical structures of the TM and TM + WI specimens were modified. The reduction of the intensity of –OH absorption peak at 3400 cm
−1 indicates that TM and TM + WI decreased the relative content of hydroxyl in the wood. Compared with the 150 °C TM group, the band intensity of 150 °C TM + WI at 3400 cm
−1 related to –OH stretching increased, indicating that WI influences the hydroxyl group of TM wood. These results can explain why the wood dimensional stability was improved after TM and WI. The peaks at 2917 cm
−1 and 2849 cm
−1 of the 150 °C TM + WI samples were obviously different from the others, showing typical absorption peaks of a C–H bond, which are the characteristic peaks of saturated alkanes of wax. This indicates that wax was successfully impregnated into the wood.
In contrast to the control group, the intensity of the TM groups at 1700 cm−1 peak, which corresponds to C=O increased, indicating thermal degradation of hemicellulose occurred after TM. However, the intensity of the C=O stretching vibration changed little after WI, comparing the 150 °C TM group with the 150 °C TM + WI group. The intensity of the stretching vibration of peaks at 1600, 1500, and 1430 cm−1 of the TM groups increased with temperature, indicating condensation and an oxidation reaction occurred in the process of TM, and more stable compounds with benzene ring groups were formed. For the 150 °C TM + WI group, the intensity of the stretching vibration of these peaks increased after WI, suggesting that WI could improve the stability of wood structures. Furthermore, the increase in the number of single and double bonds leads to the generation of more electron conjugated systems, which greatly increases the absorption of visible light, decreases the lightness, and deepens the color of wood.
In addition, the intensity of the stretching vibration of peaks at 1030 cm−1, which is the characteristics peak of C–O corresponding to cellulose and hemicellulose, decreased after TM and TM + WI. The C–O bonds were selectively activated and produced carbohydrates, such as glucose, glucose derivatives, xylose, arabinose, etc., which are degraded during the high temperature TM, thus further reducing the capacity for moisture adsorption, and improving wood dimensional stability.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}