Effects of High Toughness and Welding Residual Stress for Unstable Fracture Prevention


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Brittle Crack Propagation Test Procedure
3. Brittle Crack Arrest Test Results and Discussions
3.1. Fracture Toughness Effect in Brittle Crack Propagation
3.2. Welding Residual Stress Effect in Brittle Crack Propagation
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yamaguchi, Y.; Matsumoto, T. Technical Requirements to Ensure Structural Reliability for Mega Container Ships–Application of New Higher Strength Hull Structure Steel Plates of Heavy Thickness; International Symposium Royal Institute of Naval Architect: London, UK, 2016; pp. 43–50. [Google Scholar]
- International Association of Classification Societies. Requirement for Use of Extremely Thick Steel Plates; International Association of Classification Societies: London, UK, 2013. [Google Scholar]
- Nippon Kaiji Kyokai. Rules for the Survey and Construction of Steel Ship’s; Nippon Kaiji Kyokai: Tokyo, Japan, 2006. [Google Scholar]
- American Bureau of Shipping. Higher-Strength Hull Structural Thick Steel Plate in Container Carrier; American Bureau of Shipping: Houston, TX, USA, 2008. [Google Scholar]
- Masoud, S.; Mahjoubeh, S. Theoretical and experimental investigations on the mode II fracture toughness of brittle materials. Int. J. Mech. Sci. 2019, 160, 421–428. [Google Scholar]
- Jazeel, R.C.; Guiyi, W.; Michael, E.F.; Steve, J.; Joe, K. An iterative technique for the reconstruction of residual stress fields in a butt-welded plate from experimental measurement, and comparison with welding process simulation. Int. J. Mech. Sci. 1971, 13, 959–966. [Google Scholar]
- Kamtekar, A.G. The calculation of welding residual stresses in thin steel plates. Int. J. Mech. Sci. 1978, 20, 207–227. [Google Scholar] [CrossRef]
- An, G.; Woo, W.; Park, J.; Em, V. Comparison of crack-arrest fracture toughness between low and high heat-input thick weld specimens. Int. J. Fract. 2015, 194, 197–203. [Google Scholar] [CrossRef]
- Masubuchi, K. Analysis of Welded Structures: Residual Stresses, Distortion, and Their Consequences; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Withers, P.J. Residual stress and its role in failure. Rep. Prog. Phys. 2007, 70, 2211–2264. [Google Scholar] [CrossRef] [Green Version]
- Feng, Z. Processes and Mechanisms of Welding Residual Stress and Distortion; Woodhead Publishing Limited: Cambridge, UK, 2005. [Google Scholar]
- Mai, Y.W. On the effect of residual stresses in quasi-static cracking of materials. Int. J. Mech. Sci. 1977, 19, 325–334. [Google Scholar] [CrossRef]
- Wang, W.; Huo, L.; Zhang, Y.; Wang, D.; Jing, H. New developed welding electrode for improving the fatigue strength of welded joints. J. Mater. Sci. Technol. 2002, 18, 527–531. [Google Scholar]
- Eckerlid, J.; Nilsson, T.; Karlsson, L. Fatigue properties of longitudinal attachments welded using low transformation temperature filler. Sci. Technol. Weld. Join. 2003, 8, 353–359. [Google Scholar] [CrossRef]
- Zenitani, S.; Hayakawa, N.; Yamamoto, Y.; Hiraoka, K.; Morikage, Y.; Kubo, T.; Yasuda, K.; Amano, K. Development of new low transformation temperature welding consumable to prevent cold cracking in high strength steel welds. Sci. Technol. Weld. Join. 2007, 12, 516–552. [Google Scholar] [CrossRef]
- Mikami, Y.; Morikage, Y.; Mochizuki, M.; Toyoda, M. Angular distortion of fillet welded T joint using low transformation temperature welding wire. Sci. Technol. Weld. Join. 2009, 14, 97–105. [Google Scholar] [CrossRef]
- Thomas, S.H.; Liu, S. Analysis of low transformation temperature welding (LTTW) consumables–distortion control and evolution of stresses. Sci. Technol. Weld. Join. 2014, 19, 392–401. [Google Scholar] [CrossRef]
- Neubert, S.; Pittner, A.; Rethmeier, M. Influence of non-uniform martensitic transformation on residual stresses and distortion of GMA-welding. J. Constr. Steel. Res. 2017, 128, 193–200. [Google Scholar] [CrossRef]
- Ota, A.; Shiga, C.; Maeda, Y.; Suzuki, N.; Watanabe, O.; Kubo, T.; Matsuoka, K.; Nishijima, S. Fatigue strength improvement of box-welded joints using low transformation temperature welding material. Weld. Int. 2000, 14, 801–805. [Google Scholar] [CrossRef]
- Darcis, P.P.; Katsumoto, H.; Payares-Asprino, M.C.; Liu, S.; Siewert, T.A. Cruciform fillet welded joint fatigue strength improvements by weld metal phase transformations. Fatigue Fract. Eng. Mater. Struct. 2008, 31, 125–136. [Google Scholar] [CrossRef]
- Barsoum, Z.; Gustafsson, M. Fatigue of high strength steel joints welded with low temperature transformation consumables. Eng. Fail. Anal. 2009, 16, 2186–2194. [Google Scholar] [CrossRef]
- An, B.; Woo, W.; Park, J. Welding residual stress effect in fracture toughness. J. Nanosci. Nanotech. 2019, 19, 2323–2328. [Google Scholar] [CrossRef] [PubMed]
- Woo, W.; An, G.B.; Em, V.T.; Wald, D.A.T.; Hill, M.R. Through-thickness distributions of residual stresses in an 80 mm thick weld using neutron diffraction and contour method. J. Mater. Sci. 2015, 50, 784–793. [Google Scholar] [CrossRef]
- The Shipbuilding Research Association of Japan. Evaluation of Brittle Fracture Toughness of Welded Joints of Ship under High Welding Heat Input; The 147th Research Committee, Report No. 87; The Shipbuilding Research Association of Japan: Tokyo, Japan, 1978. [Google Scholar]
- An, G.B.; Woo, W.; Park, J.U. Brittle crack-arrest fracture toughness in a high heat-input thick steel weld. Int. J. Frac. 2014, 185, 179–185. [Google Scholar] [CrossRef]
- Jang, Y.C.; Lee, Y.; An, G.B.; Park, J.S.; Lee, J.B.; Kim, S.I. Temperature dependent fracture model and its application to ultra heavy thick steel plate used for shipbuilding. Int. J. Mod. Phys. 2008, 22, 5483–5488. [Google Scholar] [CrossRef]
- An, G.B. Unstable Fracture Preventive Design in Large Vessels and Offshore Structures. Int. J. Offshore Polar. Eng. 2015, 25, 221–226. [Google Scholar] [CrossRef] [Green Version]
- Gremanischer Lloyd. Supplementary Rules for Application of Steel with Yield Strength of 460 N/mm2; Gremanischer Lloyd: Hamburg, Germany, 2008. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S |
|---|---|---|---|---|---|
| Base Metal | 0.08≤ | 0.2≤ | 2.0≤ | 0.15≤ | 0.002≤ |
| Item | Yield Stress, (MPa) | Tensile Stress, (MPa) | Elongation, (%) | E (MPa) | CVN, (J) |
|---|---|---|---|---|---|
| Base Metal | 497 | 610 | 22 | 206,000 | 255 |
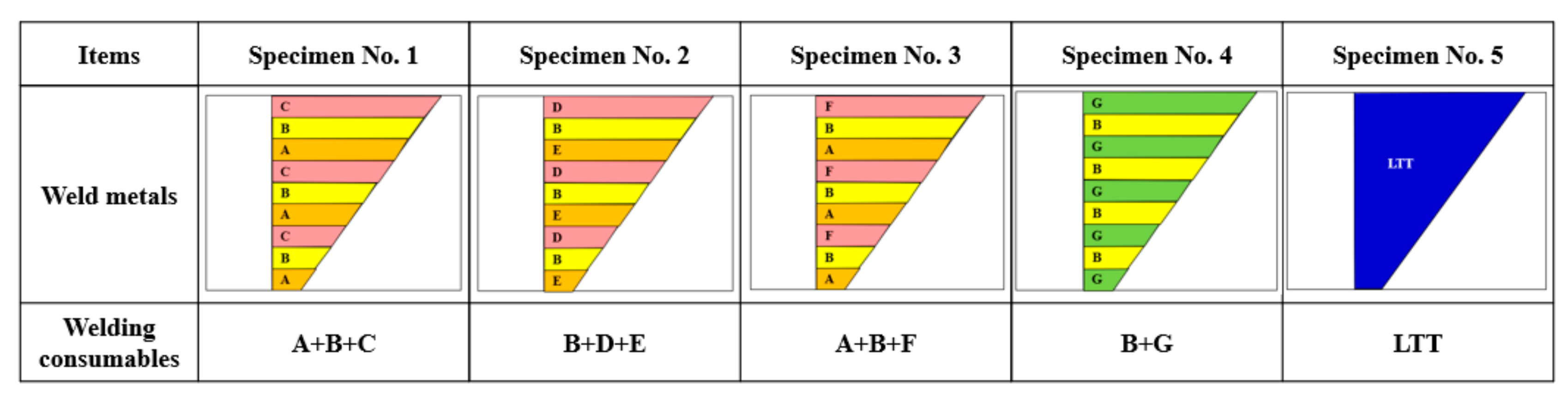
| Items | Specimen No. | Welding Consumable Used for the Special Welding Zone |
|---|---|---|
| Toughness | Specimen-1 | Commercial welding consumable: A(AWS A5.29 E91T1-Ni2C-J) + B(AWS A5.29 E81T1-K2C) + C(NCM 625) |
| Specimen-2 | Commercial welding consumable: B(AWS A5.29 E81T1-K2C) + D(AWS A5.29 E81T1-Ni2) + E(MG60) | |
| Specimen-3 | Commercial welding consumable: A(AWS A5.29 E91T1-Ni2C-J) + B(AWS A5.29 E81T1-K2C) + F(AWS A5.14 ERNi2Mo-8) | |
| Specimen-4 | Commercial welding consumable: B(AWS A5.29 E81T1-K2C) + G(32%Ni(New)) | |
| Residual stress | Specimen-5 | Developed welding consumable: H (Low-temperature Transformation: LTT) |
| Element (wt. %) | C | Si | Mn | Ni | Cr | S | P | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| Welding consumables | A | 0.06 | 0.29 | 1.23 | - | - | 0.008 | 0.007 | Bal. |
| B | 0.06 | 0.26 | 1.15 | - | - | 0.007 | 0.008 | Bal. | |
| C | 0.03 | 0.4 | 0.3 | 61.0 | 21.5 | 0.007 | 0.008 | Bal. | |
| D | 0.05 | 0.48 | 1.33 | 0.52 | - | 0.006 | 0.016 | Bal. | |
| E | 0.04 | 0.85 | 1.95 | 0.01 | 0.20 | 0.010 | 0.007 | Bal. | |
| F | 0.02 | 0.21 | 2.75 | 62.1 | - | 0.002 | 0.003 | Bal. | |
| G | 0.28 | 0.6 | 5.8 | 32.7 | 1.6 | 0.003 | 0.005 | Bal. | |
| H | 0.05 | 0.4 | 1.55 | 10.2 | 9.6 | - | - | Bal. | |
| Items | Yield Strength, MPa | Tensile Strength, MPa | Elongation, % | CVN, J | |
|---|---|---|---|---|---|
| Welding consumables | A | ≥540 | 620–760 | ≥17 | −60 °C, ≥27 |
| B | ≥470 | 550–690 | ≥22 | −60 °C, ≥27 | |
| C | ≥706 | ≥775 | ≥31 | −60 °C, ≥27 | |
| D | ≥550 | ≥580 | ≥29 | −60 °C, ≥68 | |
| E | ≥470 | ≥550 | ≥19 | −18 °C, ≥27 | |
| F | ≥450 | ≥710 | ≥25 | −196 °C, ≥90 | |
| G | ≥470 | ≥640 | ≥39 | −196 °C, ≥94 | |
| H | ≥1140 | ≥1300 | ≥12 | - | |
| Current, (A) | Voltage, (V) | Speed, (mm/min) | Heat input, (kJ/mm) |
|---|---|---|---|
| 400 | 28 | 400 | 1.68 |
| Specimen No. | Brittle Crack Arrest Temperature | Brittle Crack Arrest Position (Go and/or Arrest) |
|---|---|---|
| Specimen-1 | −12 °C | go |
| Specimen-2 | −12 °C | go |
| Specimen-3 | −12 °C | go |
| Specimen-4 | −12 °C | arrest (WM zone) |
| Specimen-5 | −12 °C | arrest (BM zone) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
An, G.; Park, J.; Han, I. Effects of High Toughness and Welding Residual Stress for Unstable Fracture Prevention. Appl. Sci. 2020, 10, 8613. https://doi.org/10.3390/app10238613
An G, Park J, Han I. Effects of High Toughness and Welding Residual Stress for Unstable Fracture Prevention. Applied Sciences. 2020; 10(23):8613. https://doi.org/10.3390/app10238613
Chicago/Turabian StyleAn, Gyubaek, Jeongung Park, and Ilwook Han. 2020. "Effects of High Toughness and Welding Residual Stress for Unstable Fracture Prevention" Applied Sciences 10, no. 23: 8613. https://doi.org/10.3390/app10238613
APA StyleAn, G., Park, J., & Han, I. (2020). Effects of High Toughness and Welding Residual Stress for Unstable Fracture Prevention. Applied Sciences, 10(23), 8613. https://doi.org/10.3390/app10238613