Principles and Characteristics of Different EDM Processes in Machining Tool and Die Steels

 , ,
, ,  ,
,  and
and 
Abstract
:1. Introduction
2. EDM Process Details
2.1. Working Principle of EDM
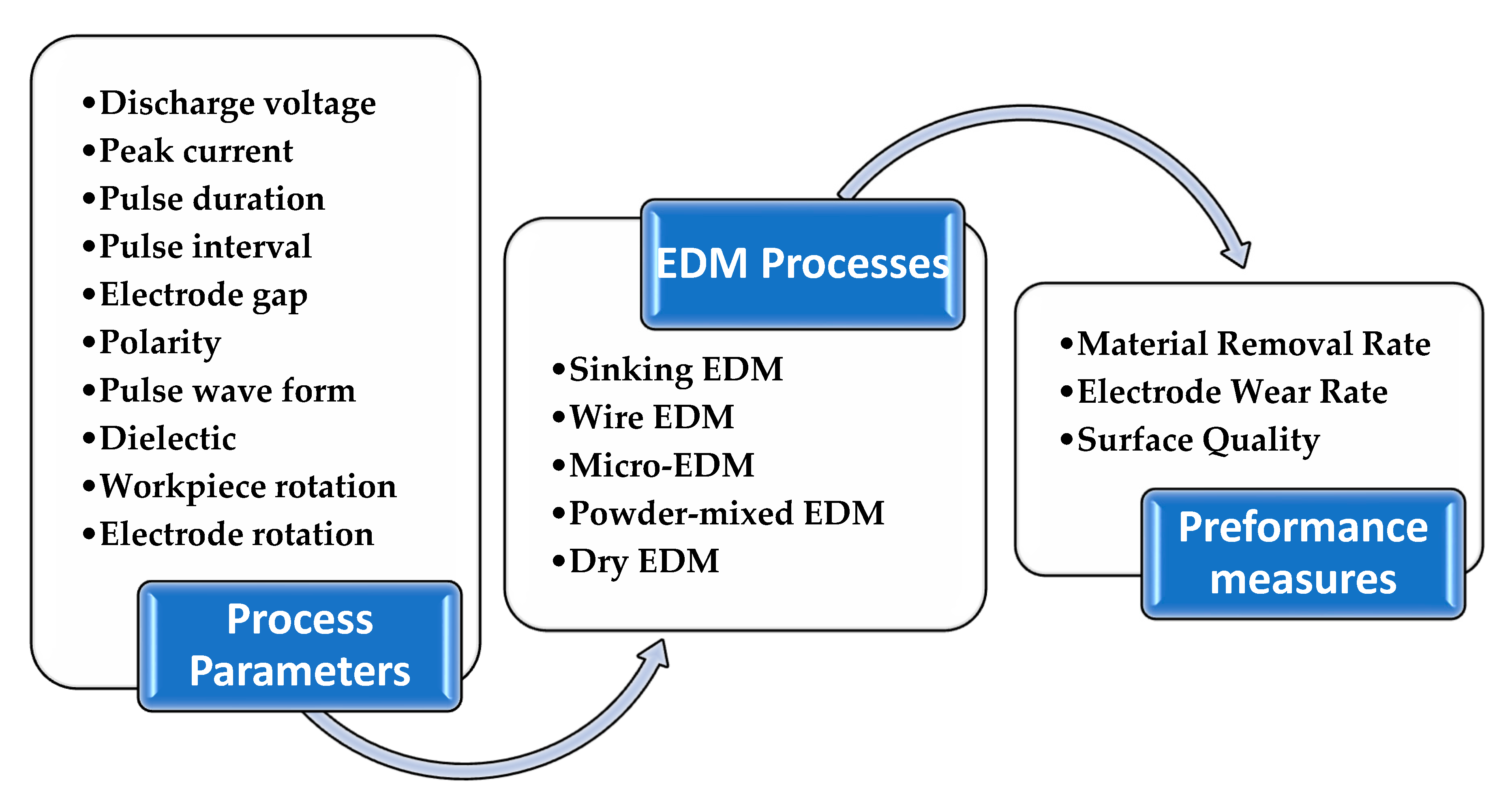
2.2. EDM Process Parameters
2.3. Performance Measures/Parameters
2.4. Various EDM Process Variants
2.4.1. Sinking EDM or Sinker Type EDM
2.4.2. Wire EDM
2.4.3. Micro-EDM
2.4.4. Powder-Mixed EDM
2.4.5. Dry EDM
3. Various Grades of Tool Steels
4. Research in EDM of Tool Steel
4.1. Performance Measures in EDM of Tool Steels
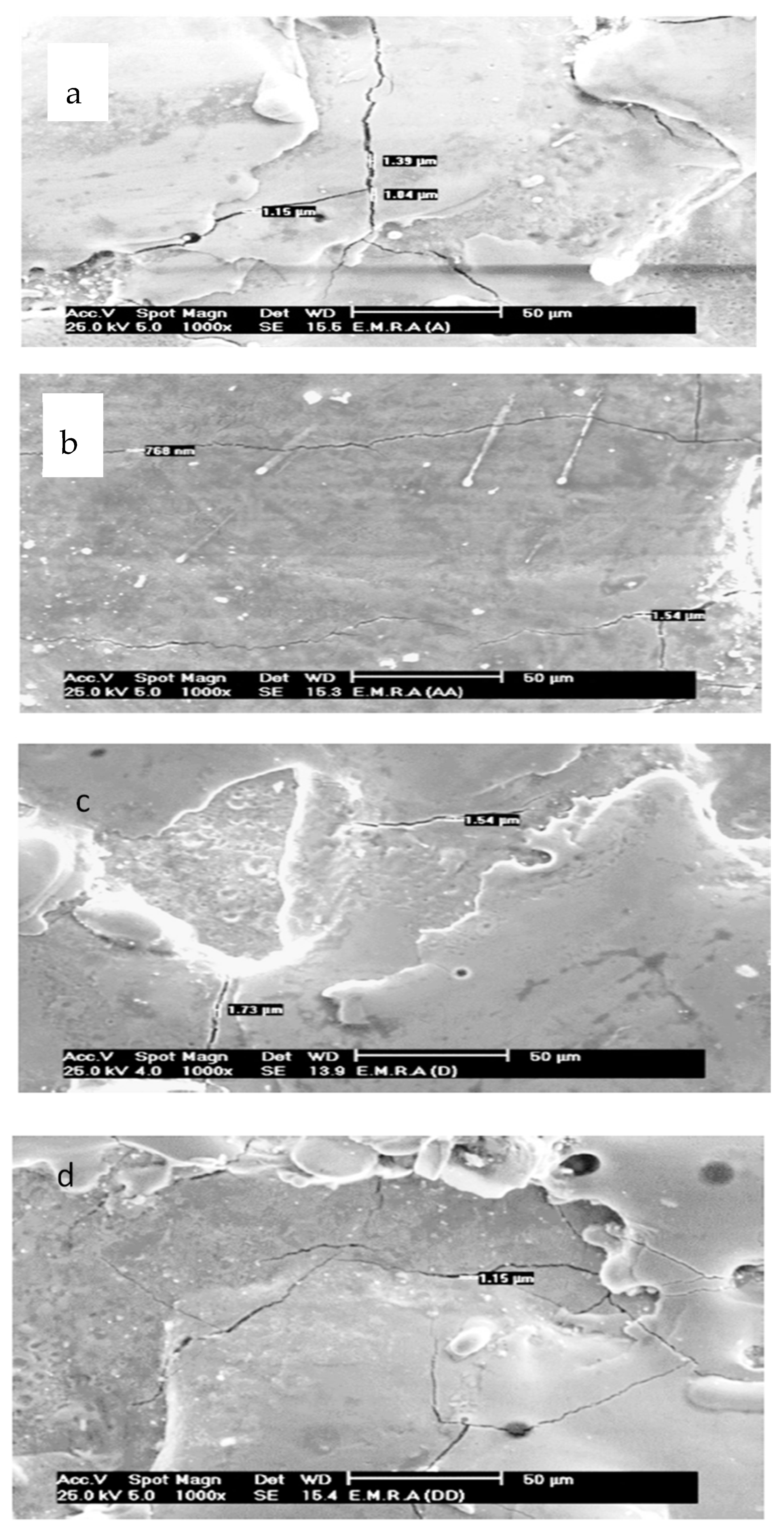
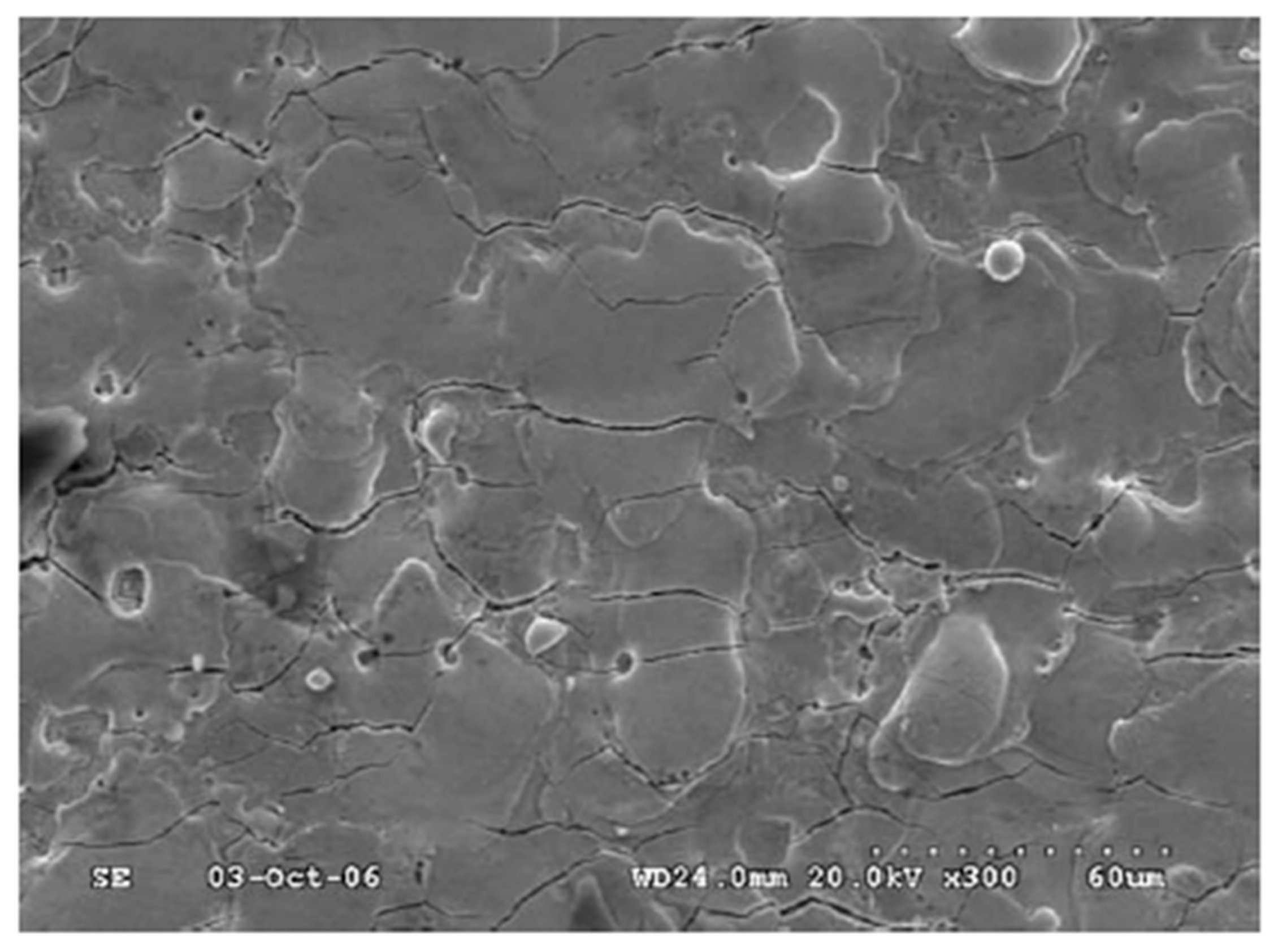
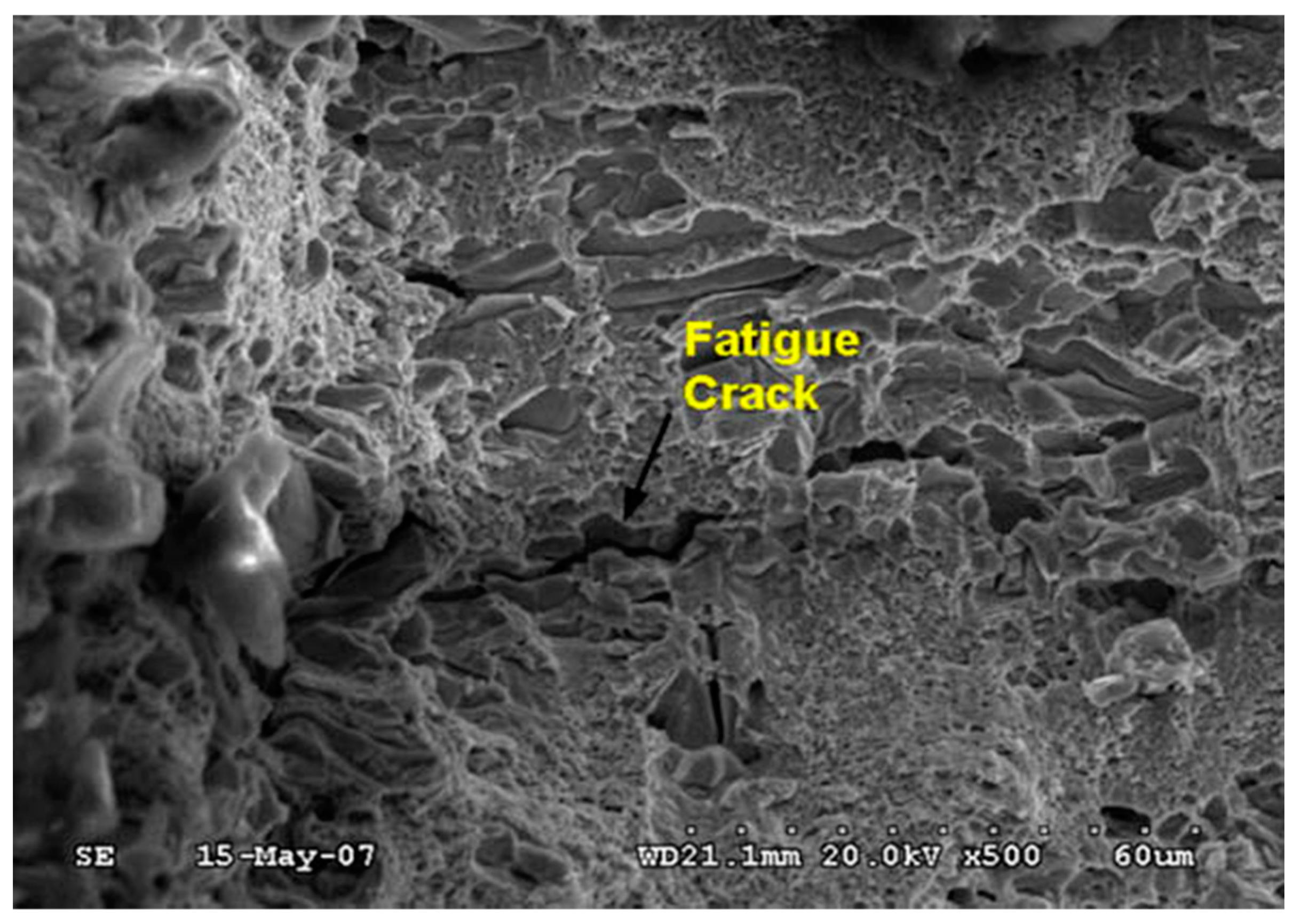
4.2. Effect of EDM Process on the Surface Integrity
4.3. Development of New Methods and Methodologies
4.4. Modeling and Simulation of EDM Process
4.5. Electrode Material and Shape in the EDM of Tool Steel
4.6. Combined and Hybrid Processes of Tool Steel
4.7. Research on Dielectric Fluid
4.8. Other Bodies of Research on Tool Steel in EDM
5. Discussion
6. Conclusions
- According to the general agreement of the results, the main factors influencing the MRR of different tool steel grades in EDM are the discharge current and the pulse-on time. The gas pressure and electrode rotation speed also have a significant influence on the MRR. Furthermore, the MRR can be improved by using an electrode material with high electrical conductivity. Using powder-mixed EDM significantly affects the MRR.
- According to major observations by the researchers, low SR is achieved at lower peak current and pulse-on duration. Furthermore, the medium value of peak current, along with minimum possible pulse-on time, can minimize surface crack density. The review revealed that the SR is increased with higher values of pulsed current and pulse-on time, whereas better surface finish is achieved with lower current, lower pulse-on time, and relatively higher pulse-off time. Long-duration pulses cannot meet the machining requirements during finish machining with high requirements in SR. Furthermore, applying a magnetic field leads to an improvement in surface quality.
- Table 4 shows the general effect of major operating parameters on key performance measures.
- The review revealed that surface cracks are influenced by the pulse current. Furthermore, a reduction in pulse-on duration suppresses the formation of surface cracks.
- The review revealed that waste vegetable oil-based bio-dielectric fluid can be used as an alternate to hydrocarbon-, water-, and synthetic-based dielectric fluids for EDM. Furthermore, the use of a powder-mixed dielectric in EDM reduces the SR, crater diameter, crater depth, and the white-layer thickness; it also significantly reduces the surface heterogeneity.
- The studies also divulged that a significant amount of material is transferred from the powder suspended in the dielectric medium to the work material. The most significant factor for this phenomenon of surface modification is the peak current.
- The review also revealed that ultrasonic action has a significant influence on the performance of the EDM process. The surface integrity is better in an ultrasonic-assisted process than in conventional EDM.
- Applying a magnetic field reduces inactive pulses, including arcing, short circuit, and open circuit, in addition to helping in the ionization. Using a magnetic field also leads to an improvement in surface quality.
- The review revealed that, for thermal profiling, the gauss heat source was closer to the actual EDM process than the point heat source, circular heat source, and other heat source types.
- The compositions of generated aerosol depend on the composition of the electrode materials and on the boiling points of its constituents.
- According to a general observation by the researchers, the particle size in the dielectric fluid affects the surface quality of the machined surface. More improvements in the SR can be achieved using a smaller particle size. However, particle size has the opposite effect on the recast layer, whereby a smaller particle size leads to a thicker recast layer in the EDM machined surface. Despite the existing studies on this topic, more studies are still needed to assess the effect of adding different available powder types in the EDM of different grades of tool steel.
- In the EDM process, particle agglomeration is reduced after surfactant molecules cover the surface of debris in the dielectric fluid. Adding a co-surfactant to the dielectric increases the conductivity of the dielectric and improves the machining efficiency. Furthermore, it improves the MRR of the EDM process.
7. Future Research Directions
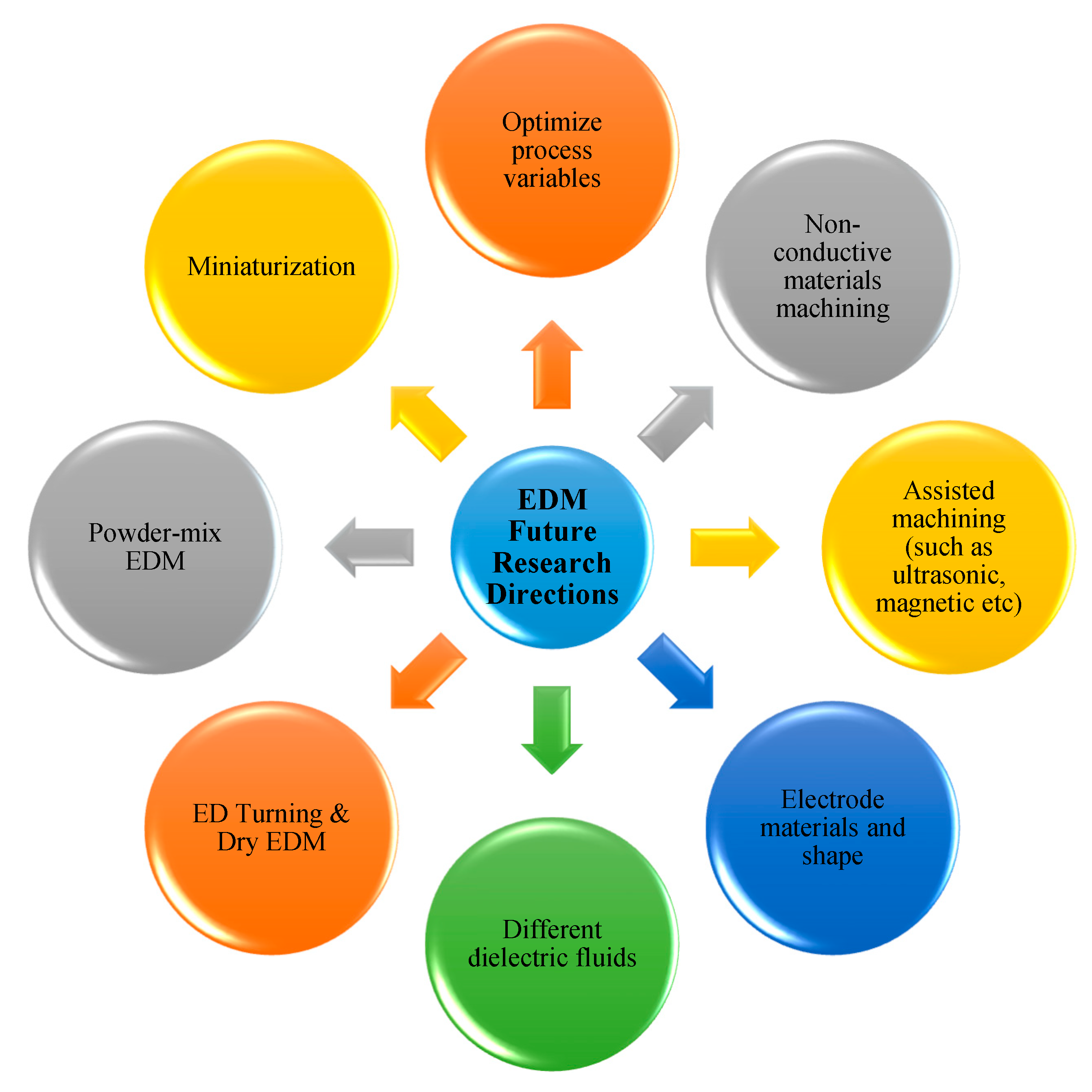
- Optimizing Process Parameters: The EDM process has a multifarious nature due to the complex discharge mechanisms, which hinders its optimization. Additionally, the introduction of new materials constantly complicates the optimization of parameters. Even in TS, many grades are introduced frequently; thus, more studies are required.
- Extending to a Wide Range of Workpiece Materials: EDM is primarily used for conductive materials; however, the current trend is to investigate the potential of EDM for machining non-conductive or semi-conductive materials, such as ceramics.
- Powder-Mix EDM: Powders of different materials are mixed with dielectrics to improve the machining process. This is another area which requires further attention. Researchers need to pay more attention to the machining of different tool steel grades in different EDM types under dielectric fluids with different material powders. There is a lack of studies covering this point.
- Use of Different Electrodes: Investigators can examine the performance of the EDM process by using various electrode materials, shapes, sizes, and geometries. The use of tubular electrodes is in the initial stages, and it requires further attention to deliver promising results.
- Hybrid or Assisted EDM: The EDM process hybridized with some other processes provides better results. Magnetic force-assisted EDM, laser with EDM, etc. are becoming commonly used methods to overcome process limitations. The great improvement in the performance revealed in the reviewed research was related to EDM with ultrasonic action. Research trends may be directed toward the combination of these two processes.
- Electrode Cooling Methods: The electrode cooling mechanism represents another field of research. The cryogenic cooling of electrodes provided positive results in terms of a reduction in TWR.
- Electrical Discharge Turning (EDT) and Dry EDM: EDT is a very new concept and it requires more research. Dry EDM is also gaining interest in the research community.
- Miniaturization: More efforts are needed to extend the limits of miniaturization in micro-EDM. A smaller level of electric discharge energy is needed to overcome this limitation. Furthermore, new techniques to avoid the distortion of micro-workpieces are necessary in future research.
- Figure 17 shows a pictographic depiction of the future research directions.
- The research directions can be categorized into four broad classes, which can be further allocated into sub-groups, as shown in Figure 18.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| Ton | Pulse-on time | HF | High-frequency vibration |
| Toff | Pulse-off time | EM | Electrode material |
| I | Current | MC | Machining condition ‘‘rough, medium, or soft’’ |
| Is | Spark current | GG | Graphite grade |
| Ip | Peak current | DE | Discharge energy |
| WT | Wire tension | IN | Intensity |
| DP | Dielectric flushing pressure | PCH | Phase change |
| FR | Flushing rate | GN | Gain |
| NF | Nozzle flushing | PCON | Concentration of powder |
| DL | Dielectric level | GC | Gap control |
| PD | Pulse duration | CR | Cracks |
| PI | Pulse interval | RS | Residual stresses |
| P | Polarity | RE | Removal efficiency |
| PoW | Polarity of workpiece | D_plas | Plasma diameter |
| V | No-load voltage | H | Magnetic field intensity |
| Vs | Servo voltage | r1/r2 | Circularity of machined component |
| Vp | Peak voltage | PFE | Plasma flushing efficiency |
| Vg | Gap voltage | T | Achievable processing thickness |
| G | Gap distance | µH | Micro-hardness of the machined surface |
| IH | High-voltage auxiliary current | S_green | Sensitivity of green manufacturing |
| D_tool | Tool diameter | T_WL | White layer thickness |
| τ | Duty factor (cycle) | T_RL | Recast layer thickness |
| C | Capacitance | Avg_SR | Average surface roughness |
| RE | Ratio of energy lost due to heat conduction within the workpiece | TD | Temperature distribution for powder-mixed EDM |
| w | Rotational speed | ER | Erosion rate |
| S | Servo speed | VWR | Volumetric relative wear |
| P | Power | MS | Metallurgical structure |
| S-wire | Wire speed | D_over | Diametrical overcut |
| F | Cutting speed | Avg_CS | Average cutting speed |
| A | Amplitudes of ultrasonic | G-InI | Geometrical inaccuracy |
| f | Low-frequency vibration | G_mod | Generator mode |
| LF | Low-frequency vibration | σres | Residual stress |
References
- Bilal, A.; Jahan, M.P.; Talamona, D.; Perveen, A. Electro-discharge machining of ceramics: A review. Micromachines 2019, 10, 10. [Google Scholar] [CrossRef] [Green Version]
- Qudeiri, J.E.A.; Mourad, A.-H.I.; Ziout, A.; Abidi, M.H.; Elkaseer, A. Electric discharge machining of titanium and its alloys. Int. J. Adv. Manuf. Technol. 2018, 96, 1319–1339. [Google Scholar] [CrossRef]
- Pérez, J.; Llorente, J.I.; Sanchez, J.A. Advanced cutting conditions for the milling of aeronautical alloys. J. Mater. Process. Technol. 2000, 100, 1–11. [Google Scholar]
- Komanduri, R.; Hou, Z.-B. On thermoplastic shear instability in the machining of a titanium alloy (Ti-6Al-4V). Met. Mater. Trans. A 2002, 33, 2995. [Google Scholar] [CrossRef]
- Cascón, I.; Sarasua, J.A.; Elkaseer, A. Tailored Chip Breaker Development for Polycrystalline Diamond Inserts: FEM-Based Design and Validation. Appl. Sci. 2019, 9, 4117. [Google Scholar] [CrossRef] [Green Version]
- Elkaseer, A.; Abdelaziz, A.; Saber, M.; Nassef, A. FEM-Based Study of Precision Hard Turning of Stainless Steel 316L. Materials 2019, 12, 2522. [Google Scholar] [CrossRef] [Green Version]
- Benes, J. Cutting Difficult-to-Machine Materials. Available online: https://www.americanmachinist.com/archive/cutting-tool-digest/article/21892040/cutting-difficulttomachine-materials (accessed on 27 February 2020).
- Abu Qudeiri, J.E.; Saleh, A.; Ziout, A.; Mourad, A.-H.I.; Abidi, M.H.; Elkaseer, A. Advanced electric discharge machining of stainless steels: Assessment of the state of the art, gaps and future prospect. Materials 2019, 12, 907. [Google Scholar] [CrossRef] [Green Version]
- Elkaseer, A.; Lambarri, J.; Ander Sarasua, J.; Cascón, I. On the development of a chip breaker in a metal-matrix polycrystalline diamond insert: Finite element based design with ns-laser ablation and machining verification. J. Micro Nano-Manuf. 2017, 5. [Google Scholar] [CrossRef]
- Huyett, G.L. Engineering Handbook, Technical Information; Huyett: Minneapolis, KS, USA, 2000. [Google Scholar]
- Elkaseer, A.M.; Dimov, S.S.; Popov, K.B.; Minev, R.M. Tool Wear in Micro-Endmilling: Material Microstructure Effects, Modeling, and Experimental Validation. J. Micro Nano-Manuf. 2014, 2. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. MSR Mater. Sci. Eng. R 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Elkaseer, A.M.; Popov, K.B.; Dimov, S.S.; Minev, R. Material microstructure effect-based investigation of tool wear in micro-endmilling of multi-phase materials. In Proceedings of the 7th International Conference on Multi-Material Micro Manufacturing, Bourg en Bresse and Oyonnax, France, 17–19 November 2010; pp. 188–191. [Google Scholar]
- Elsanabary, S.; Elkaseer, A.; Abd-Rabbo, S.; AbdElsalam, M.; Abdou, S. Modelling and experimental validation of surface roughness in precision turning of dual-phase materials considering process uncertainties. Int. J. Interact. Des. Manuf. 2019, 13, 59–74. [Google Scholar] [CrossRef]
- Lee, S.H.; Li, X.P. Study of the effect of machining parameters on the machining characteristics in electrical discharge machining of tungsten carbide. J. Mater. Process. Technol. 2001, 115, 344–358. [Google Scholar] [CrossRef]
- Yu, Z.; Jun, T.; Masanori, K. Dry electrical discharge machining of cemented carbide. J. Mater. Process. Technol. 2004, 149, 353–357. [Google Scholar] [CrossRef]
- Hewidy, M.S.; El-Taweel, T.A.; El-Safty, M.F. Modelling the machining parameters of wire electrical discharge machining of Inconel 601 using RSM. J. Mater. Process. Technol. 2005, 169, 328–336. [Google Scholar] [CrossRef]
- Chiang, K.-T.; Chang, F.-P. Optimization of the WEDM process of particle-reinforced material with multiple performance characteristics using grey relational analysis. J. Mater. Process. Technol. 2006, 180, 96–101. [Google Scholar] [CrossRef]
- Surleraux, A.; Pernot, J.-P.; Elkaseer, A.; Bigot, S. Iterative surface warping to shape craters in micro-EDM simulation. Eng. Comput. 2016, 32, 517–531. [Google Scholar] [CrossRef] [Green Version]
- Lim, H.S.; Wong, Y.S.; Rahman, M.; Lee, M.K.E. A study on the machining of high-aspect ratio micro-structures using micro-EDM. J. Mater. Process. Technol. 2003, 140, 318–325. [Google Scholar] [CrossRef]
- Tzeng, Y.; Chen, F. A simple approach for robust design of high-speed electrical-discharge machining technology. Int. J. Mach. Tools Manuf. 2003, 43, 217–227. [Google Scholar] [CrossRef]
- Ho, K.H.; Newman, S.T.; Rahimifard, S.; Allen, R.D. State of the art in wire electrical discharge machining (WEDM). Int. J. Mach. Tools Manuf. 2004, 44, 1247–1259. [Google Scholar] [CrossRef]
- Singh, S.; Maheshwari, S.; Pandey, P.C. Some investigations into the electric discharge machining of hardened tool steel using different electrode materials. J. Mater. Process. Technol. 2004, 149, 272–277. [Google Scholar] [CrossRef]
- Abbas, N.M.; Solomon, D.G.; Bahari, M.F. A review on current research trends in electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2007, 47, 1214–1228. [Google Scholar] [CrossRef]
- Hsieh, M.-F.; Tung, C.-J.; Yao, W.-S.; Wu, M.-C.; Liao, Y.-S. Servo design of a vertical axis drive using dual linear motors for high speed electric discharge machining. Int. J. Mach. Tools Manuf. 2007, 47, 546–554. [Google Scholar] [CrossRef]
- McCown, B.H.; McCabe, D.E.; Russell, D.R.; Robison, D.J.; Barton, K.A.; Raffa, K.F. Stable transformation of Populus and incorporation of pest resistance by electric discharge particle acceleration. Plant Cell Rep. 1991, 9, 590–594. [Google Scholar] [CrossRef] [PubMed]
- Yan, B.H.; Huang, F.Y.; Chow, H.M.; Tsai, J.Y. Micro-hole machining of carbide by electric discharge machining. J. Mater. Process. Technol. 1999, 87, 139–145. [Google Scholar] [CrossRef]
- Kansal, H.K.; Singh, S.; Kumar, P. Technology and research developments in powder mixed electric discharge machining (PMEDM). J. Mater. Process. Technol. 2007, 184, 32–41. [Google Scholar] [CrossRef]
- Gaikwad, M.U.; Krishnamoorthy, A.; Jatti, V.S. Estimation of Surface Integrity Parameters in Electrical Discharge Machining (EDM) Process—A Review. In Techno-Societal 2018; Springer: Cham, Switzerland, 2020; pp. 601–614. [Google Scholar]
- Marelli, D.; Singh, S.K.; Nagari, S.; Subbiah, R. Optimisation of machining parameters of wire-cut EDM on super alloy materials–A review. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Bhatia, K.; Singla, A.; Sharma, A.; Sengar, S.S.; Selokar, A. A Review on Different Dielectric Fluids and Machining of Si3N4 and Al2O3 Composites via EDM. In Advances in Industrial and Production Engineering; Springer: Singapore, 2019; pp. 585–596. [Google Scholar]
- Boral, S.; Sidhu, S.S.; Chatterjee, P.; Chakraborty, S.; Gugaliya, A. Multi-response Optimization of Micro-EDM Processes: A State-of-the-Art Review. In Micro-Electrical Discharge Machining Processes; Springer: Singapore, 2019; pp. 293–310. [Google Scholar]
- Czelusniak, T.; Higa, C.F.; Torres, R.D.; Laurindo, C.A.H.; de Paiva Júnior, J.M.F.; Lohrengel, A.; Amorim, F.L. Materials used for sinking EDM electrodes: A review. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 14. [Google Scholar] [CrossRef]
- Maity, K.P.; Choubey, M. A review on vibration-assisted EDM, micro-EDM and WEDM. Surf. Rev. Lett. 2019, 26, 1830008. [Google Scholar] [CrossRef]
- Pant, P.; Bharti, P.S. Electrical Discharge Machining (EDM) of nickel-based nimonic alloys: A review. Mater. Today Proc. 2019, in press. [Google Scholar] [CrossRef]
- Barenji, R.V.; Pourasl, H.H.; Khojastehnezhad, V.M. Electrical discharge machining of the AISI D6 tool steel: Prediction and modeling of the material removal rate and tool wear ratio. Precis. Eng. 2016, 45, 435–444. [Google Scholar] [CrossRef]
- Long, B.T.; Phan, N.H.; Cuong, N.; Toan, N.D. Surface quality analysis of die steels in powder-mixed electrical discharge machining using titan powder in fine machining. Adv. Mech. Eng. 2016, 8, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Shabgard, M.R.; Gholipoor, A.; Hatami, M. Wire electrical discharge machining of ASP30 tool steel. J. Mech. Sci. Technol. 2016, 30, 3799–3804. [Google Scholar] [CrossRef]
- Priyadarshini, M.; Biswas, C.K.; Behera, A. Wire Electro Discharge Machining of P20 Tool Steel. Mater. Today Proc. 2018, 5, 25519–25523. [Google Scholar] [CrossRef]
- Sharma, A.; Sinha, A.K. Rotary electric discharge machining of AISI D2 tool steel: Present and future scope. Mater. Today Proc. 2018, 5, 18562–18567. [Google Scholar] [CrossRef]
- Bahgat, M.M.; Shash, A.Y.; Abd-Rabou, M.; El-Mahallawi, I.S. Influence of process parameters in electrical discharge machining on H13 die steel. Heliyon 2019, 5, e01813. [Google Scholar] [CrossRef] [Green Version]
- Gopal, R.; Thangadurai, K.R.; Thirunavukkarasu, K. Behavior of ECAP processed copper electrodes in electrical discharge machining of AISI H13 steel. Mater. Today Proc. 2020, 21, 295–298. [Google Scholar] [CrossRef]
- Dauw, D.F.; Snoeys, R.; Dekeyser, W. Advanced pulse discriminating system for EDM process analysis and control. CIRP Ann. 1983, 32, 541–549. [Google Scholar] [CrossRef]
- Gao, C.; Liu, Z. A study of ultrasonically aided micro-electrical-discharge machining by the application of workpiece vibration. J. Mater. Process. Technol. 2003, 139, 226–228. [Google Scholar] [CrossRef]
- Marafona, J.; Chousal, J.A.G. A finite element model of EDM based on the Joule effect. Int. J. Mach. Tools Manuf. 2006, 46, 595–602. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Kovac, P.; Skoric, B.; Sekulic, M. Effect of Electrical Pulse Parameters on the Machining Performance in EDM. IJEMS 2011, 18, 411–415. [Google Scholar]
- Ho, K.H.; Newman, S.T. State of the art electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. [Google Scholar] [CrossRef]
- Cui, J.; Chu, Z. Composite motion design procedure for vibration assisted small-hole EDM using one voice coil motor. Shock. Vib. 2016, 4179296. [Google Scholar] [CrossRef] [Green Version]
- Ikonomou, M.G.; Blades, A.T.; Kebarle, P. Electrospray mass spectrometry of methanol and water solutions suppression of electric discharge with SF 6 gas. J. Am. Soc. Mass Spectrom. 1991, 2, 497–505. [Google Scholar] [CrossRef] [Green Version]
- Anpilov, A.M.; Barkhudarov, E.M.; Bark, Y.B.; Zadiraka, Y.V.; Christofi, M.; Kozlov, Y.N.; Kossyi, I.A.; Kop’ev, V.A.; Silakov, V.P.; Taktakishvili, M.I. Electric discharge in water as a source of UV radiation, ozone and hydrogen peroxide. J. Phys. D Appl. Phys. 2001, 34, 993. [Google Scholar] [CrossRef]
- Grigoryev, E.G.; Olevsky, E.A. Thermal processes during high-voltage electric discharge consolidation of powder materials. Scr. Mater. 2012, 66, 662–665. [Google Scholar] [CrossRef]
- Surleraux, A.; Lepert, R.; Pernot, J.; Kerfriden, P.; Bigot, S. Machine Learning-Based Reverse Modeling Approach for Rapid Tool Shape Optimization in Die-Sinking Micro Electro Discharge Machining. ASME. J. Comput. Inf. Sci. Eng. 2020, 20. [Google Scholar] [CrossRef]
- Liu, Y.H.; Guo, Y.F.; Liu, J.C. Electric discharge milling of polycrystalline diamond. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1997, 211, 643–647. [Google Scholar] [CrossRef]
- Lin, J.L.; Wang, K.S.; Yan, B.H.; Tarng, Y.S. Optimization of the electrical discharge machining process based on the Taguchi method with fuzzy logics. J. Mater. Process. Technol. 2000, 102, 48–55. [Google Scholar] [CrossRef]
- Kuppan, P.; Rajadurai, A.; Narayanan, S. Influence of EDM process parameters in deep hole drilling of Inconel 718. Int. J. Adv. Manuf. Technol. 2008, 38, 74–84. [Google Scholar] [CrossRef]
- Lajis, M.A.; Radzi, H.; Amin, A. The implementation of Taguchi method on EDM process of tungsten carbide. Eur. J. Sci. Res. 2009, 26, 609–617. [Google Scholar]
- Singh, H.; Garg, R. Effects of process parameters on material removal rate in WEDM. J. Achiev. Mater. Manuf. Eng. 2009, 32, 70–74. [Google Scholar]
- Lin, C.L.; Lin, J.L.; Ko, T.C. Optimisation of the EDM process based on the orthogonal array with fuzzy logic and grey relational analysis method. Int. J. Adv. Manuf. Technol. 2002, 19, 271–277. [Google Scholar] [CrossRef]
- Bhattacharyya, B.; Munda, J. Experimental investigation on the influence of electrochemical machining parameters on machining rate and accuracy in micromachining domain. Int. J. Mach. Tools Manuf. 2003, 43, 1301–1310. [Google Scholar] [CrossRef]
- Ramakrishnan, R.; Karunamoorthy, L. Modeling and multi-response optimization of Inconel 718 on machining of CNC WEDM process. J. Mater. Process. Technol. 2008, 207, 343–349. [Google Scholar] [CrossRef]
- Kansal, H.K.; Singh, S.; Kumar, P. Parametric optimization of powder mixed electrical discharge machining by response surface methodology. J. Mater. Process. Technol. 2005, 169, 427–436. [Google Scholar] [CrossRef]
- Liu, Y.; Chang, H.; Zhang, W.; Ma, F.; Sha, Z.; Zhang, S. A Simulation Study of Debris Removal Process in Ultrasonic Vibration Assisted Electrical Discharge Machining (EDM) of Deep Holes. Micromachines 2018, 9, 378. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Singh, R.; Singh, T.P.; Sethi, B.L. Surface modification by electrical discharge machining: A review. J. Mater. Process. Technol. 2009, 209, 3675–3687. [Google Scholar] [CrossRef]
- Jahan, M.P.; Rahman, M.; Wong, Y.S. A review on the conventional and micro-electrodischarge machining of tungsten carbide. Int. J. Mach. Tools Manuf. 2011, 51, 837–858. [Google Scholar] [CrossRef]
- Rajurkar, K.P.; Wang, W.M. Improvement of EDM Performance with Advanced Monitoring and Control Systems. J. Mech. Des. 1997, 119, 770. [Google Scholar] [CrossRef]
- Fuller, J.E. Electrical discharge machining. ASM Handb. 1989, 16, 557–564. [Google Scholar]
- De Bruyn, H.E. Slope Control: A great improvement in spark erosion. Ann. CIRP 1967, 16, 183–191. [Google Scholar]
- Mohan, B.; Rajadurai, A.; Satyanarayana, K.G. Effect of SiC and rotation of electrode on electric discharge machining of Al–SiC composite. J. Mater. Process. Technol. 2002, 124, 297–304. [Google Scholar] [CrossRef]
- Mohan, B.; Rajadurai, A.; Satyanarayana, K.G. Electric discharge machining of Al–SiC metal matrix composites using rotary tube electrode. J. Mater. Process. Technol. 2004, 153, 978–985. [Google Scholar] [CrossRef]
- Crookall, J.R.; Heuvelman, C.J. Electro-discharge machining—the state of the art. Ann. CIRP 1971, 20, 113–120. [Google Scholar]
- Goiogana, M.; Elkaseer, A. Self-Flushing in EDM Drilling of Ti6Al4V Using Rotating Shaped Electrodes. Materials 2019, 12, 989. [Google Scholar] [CrossRef] [Green Version]
- Almacinha, J.A.; Lopes, A.M.; Rosa, P.; Marafona, J.D. How hydrogen dielectric strength forces the work voltage in the electric discharge machining. Micromachines 2018, 9, 240. [Google Scholar] [CrossRef] [Green Version]
- Tsai, Y.Y.; Tseng, C.H.; Chang, C.K. Development of a combined machining method using electrorheological fluids for EDM. J. Mater. Process. Technol. 2008, 201, 565–569. [Google Scholar] [CrossRef]
- Valaki, J.B.; Rathod, P.P. Assessment of operational feasibility of waste vegetable oil based bio-dielectric fluid for sustainable electric discharge machining (EDM). Int. J. Adv. Manuf. Technol. 2016, 87, 1509–1518. [Google Scholar] [CrossRef]
- Shen, Y.; Liu, Y.; Zhang, Y.; Dong, H.; Sun, W.; Wang, X.; Zheng, C.; Ji, R. High-speed dry electrical discharge machining. Int. J. Mach. Tools Manuf. 2015, 93, 19–25. [Google Scholar] [CrossRef]
- Wong, Y.S.; Lim, L.C.; Lee, L.C. Effects of flushing on electro-discharge machined surfaces. J. Mater. Process. Technol. 1995, 48, 299–305. [Google Scholar] [CrossRef]
- Lonardo, P.M.; Bruzzone, A.A. Effect of flushing and electrode material on die sinking EDM. CIRP Annals. 1999, 48, 123–126. [Google Scholar] [CrossRef]
- Fujiki, M.; Ni, J.; Shih, A.J. Investigation of the effects of electrode orientation and fluid flow rate in near-dry EDM milling. Int. J. Mach. Tools Manuf. 2009, 49, 749–758. [Google Scholar] [CrossRef]
- Soni, J.S.; Chakraverti, G. Machining characteristics of titanium with rotary electro-discharge machining. Wear 1994, 171, 51–58. [Google Scholar] [CrossRef]
- Guu, Y.H.; Hocheng, H. Effects of workpiece rotation on machinability during electrical-discharge machining. Mater. Manuf. Process. 2001, 16, 91–101. [Google Scholar] [CrossRef]
- Kagaya, K.; Ōishi, Y.; Yada, K. Micro-electrodischarge machining using water as a working fluid—I: Micro-hole drilling. Precis. Eng. 1986, 8, 157–162. [Google Scholar] [CrossRef]
- Sato, T.; Mizutani, T.; Yonemochi, K.; Kawata, K. The development of an electrodischarge machine for micro-hole boring. Precis. Eng. 1986, 8, 163–168. [Google Scholar] [CrossRef]
- Yan, B.H.; Wang, C.C.; Liu, W.D.; Huang, F.Y. Machining characteristics of Al2O3/6061Al composite using rotary EDM with a disklike electrode. Int. J. Adv. Manuf. Technol. 2000, 16, 322–333. [Google Scholar] [CrossRef]
- Pandit, S.M.; Mueller, T.M. Verification of on-line computer control of EDM by data dependent systems. J. Eng. Ind. 1987, 109, 117–121. [Google Scholar] [CrossRef]
- Marafona, J.; Wykes, C. A new method of optimising material removal rate using EDM with copper–tungsten electrodes. Int. J. Mach. Tools Manuf. 2000, 40, 153–164. [Google Scholar] [CrossRef]
- Su, J.C.; Kao, J.Y.; Tarng, Y.S. Optimisation of the electrical discharge machining process using a GA-based neural network. Int. J. Adv. Manuf. Technol. 2004, 24, 81–90. [Google Scholar] [CrossRef]
- Erden, A. Effect of materials on the mechanism of electric discharge machining (EDM). J. Eng. Mater. Technol. 1983, 105, 132–138. [Google Scholar] [CrossRef]
- Kaneko, T.; Tsuchiya, M. Three-dimensionally controlled EDM Using a cylindrical electrode (5th report). J. Jpn. Soc. Electr. Mach. Eng. 1985, 18, 1–16. [Google Scholar]
- Saito, K.; Kishinami, T.; Konno, H.; Sato, M.; Takeyama, H. Development of numerical contouring control electric discharge machining (NCC-EDM). CIRP Ann. 1986, 35, 117–120. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Stevens, L.; Froyen, L.; Lauwers, B. Study of the white layer of a surface machined by die-sinking electro-discharge machining. CIRP Ann. 1995, 44, 169–172. [Google Scholar] [CrossRef]
- Soni, J.S.; Chakraverti, G. Experimental investigation on migration of material during EDM of die steel (T215 Cr12). J. Mater. Process. Technol. 1996, 56, 439–451. [Google Scholar] [CrossRef]
- Staelens, F.; Kruth, J.-P. A computer integrated machining strategy for planetary EDM. CIRP Ann. 1989, 38, 187–190. [Google Scholar] [CrossRef]
- Mohri, N.; Suzuki, M.; Furuya, M.; Saito, N.; Kobayashi, A. Electrode wear process in electrical discharge machinings. CIRP Ann. 1995, 44, 165–168. [Google Scholar] [CrossRef]
- Schumacher, B.M. EDM technology for precision workpieces with excellent surface quality. Proc. ISEM-7 1983, 124–135. [Google Scholar]
- Sun, B.; Sato, M.; Clements, J.S. Use of a pulsed high-voltage discharge for removal of organic compounds in aqueous solution. J. Phys. D Appl. Phys. 1999, 32. [Google Scholar] [CrossRef] [Green Version]
- Bigot, S.; Pernot, J.-P.; Surleraux, A.; Elkaseer, A. Micro-EDM numerical simulation and experimental validation. In Proceedings of the 10th International Conference on Multi-Material Micro Manufacture, San Sebastian, Spain, 8–10 October 2013; pp. 55–58. [Google Scholar]
- Zhao, W.S.; Meng, Q.G.; Wang, Z.L. The application of research on powder mixed EDM in rough machining. J. Mater. Process. Technol. 2002, 129, 30–33. [Google Scholar] [CrossRef]
- Furutania, K.; Saneto, A.; Takezawa, H.; Mohri, N.; Miyake, H. Accretion of titanium carbide by electrical discharge machining with powder suspended in working fluid. Precis. Eng. 2001, 25, 138–144. [Google Scholar] [CrossRef]
- Kunleda, M.; Miyoshi, Y.; Takaya, T.; Nakajima, N.; ZhanBo, Y.; Yoshida, M. High speed 3D milling by dry EDM. CIRP Ann. 2003, 52, 147–150. [Google Scholar] [CrossRef]
- YU, Z.; TAKAHASHI, J.; NAKAJIMA, N.; SANO, S.; KARATO, K.; KUNIEDA, M. Feasibility of 3-D surface machining by dry EDM. Int. J. Electr. Mach. 2005, 10, 15–20. [Google Scholar]
- Joshi, S.; Govindan, P.; Malshe, A.; Rajurkar, K. Experimental characterization of dry EDM performed in a pulsating magnetic field. CIRP Ann. 2011, 60, 239–242. [Google Scholar] [CrossRef]
- Kunieda, M. Study on process reaction force generated by discharge in EDM. Proc. MMSS 2000, 313, 313–324. [Google Scholar]
- Kunieda, M.; Takaya, T.; Nakano, S. Improvement of dry EDM characteristics using piezoelectric actuator. CIRP Ann. 2004, 53, 183–186. [Google Scholar] [CrossRef]
- Guu, Y.H. AFM surface imaging of AISI D2 tool steel machined by the EDM process. Appl. Surf. Sci. 2005, 242, 245–250. [Google Scholar] [CrossRef]
- Guu, Y.H.; Hocheng, H.; Chou, C.Y.; Deng, C.S. Effect of electrical discharge machining on surface characteristics and machining damage of AISI D2 tool steel. Mater. Sci. Eng. A 2003, 358, 37–43. [Google Scholar] [CrossRef]
- Izquierdo, B.; Sanchez, J.A.; Plaza, S.; Pombo, I.; Ortega, N. A numerical model of the EDM process considering the effect of multiple discharges. Int. J. Mach. Tools Manuf. 2009, 49, 220–229. [Google Scholar] [CrossRef]
- Sahu, J.; Mohanty, C.P.; Mahapatra, S.S. A DEA approach for optimization of multiple responses in electrical discharge machining of AISI D2 steel. Procedia Eng. 2013, 51, 585–591. [Google Scholar] [CrossRef]
- Sanchez, J.A.; de Lacalle, L.N.L.; Lamikiz, A.; Bravo, U. Study on gap variation in multi-stage planetary EDM. Int. J. Mach. Tools Manuf. 2006, 46, 1598–1603. [Google Scholar] [CrossRef]
- Tsai, K.-M.; Wang, P.-J. Semi-empirical model of surface finish on electrical discharge machining. Int. J. Mach. Tools Manuf. 2001, 41, 1455–1477. [Google Scholar] [CrossRef]
- Wang, P.-J.; Tsai, K.-M. Semi-empirical model on work removal and tool wear in electrical discharge machining. J. Mater. Process. Technol. 2001, 114, 1–17. [Google Scholar] [CrossRef]
- Cabanes, I.; Portillo, E.; Marcos, M.; Sánchez, J.A. An industrial application for on-line detection of instability and wire breakage in wire EDM. J. Mater. Process. Technol. 2008, 195, 101–109. [Google Scholar] [CrossRef]
- Sanchez, J.A.; Plaza, S.; Ortega, N.; Marcos, M.; Albizuri, J. Experimental and numerical study of angular error in wire-EDM taper-cutting. Int. J. Mach. Tools Manuf. 2008, 48, 1420–1428. [Google Scholar] [CrossRef]
- Williams, R.E.; Rajurkar, K.P. Study of wire electrical discharge machined surface characteristics. J. Mater. Process. Technol. 1991, 28, 127–138. [Google Scholar] [CrossRef]
- Kansal, H.K.; Singh, S.; Kumar, P. Numerical simulation of powder mixed electric discharge machining (PMEDM) using finite element method. Math. Comput. Model. 2008, 47, 1217–1237. [Google Scholar] [CrossRef]
- Kansal, H.K.; Singh, S.; Kumar, P. Effect of silicon powder mixed EDM on machining rate of AISI D2 die steel. J. Manuf. Process. 2007, 9, 13–22. [Google Scholar] [CrossRef]
- Kumar, S.; Batra, U. Surface modification of die steel materials by EDM method using tungsten powder-mixed dielectric. J. Manuf. Process. 2012, 14, 35–40. [Google Scholar] [CrossRef]
- Anonymous D2 Steel Properties. Available online: https://www.steelexpress.co.uk/toolsteel/D2-Steel-properties.html (accessed on 27 February 2020).
- Balasubramanian, P.; Senthilvelan, T. Optimization of machining parameters in EDM process using cast and sintered copper electrodes. Procedia Mater. Sci. 2014, 6, 1292–1302. [Google Scholar] [CrossRef] [Green Version]
- Haddad, M.J.; Tehrani, A.F. Material removal rate (MRR) study in the cylindrical wire electrical discharge turning (CWEDT) process. J. Mater. Process. Technol. 2008, 199, 369–378. [Google Scholar] [CrossRef]
- Anonymous D3 Tool Steel Properties. Available online: https://www.steelexpress.co.uk/toolsteel/D3-Steel-properties.html (accessed on 27 February 2020).
- Çaydaş, U.; Hasçalık, A.; Ekici, S. An adaptive neuro-fuzzy inference system (ANFIS) model for wire-EDM. Expert Syst. Appl. 2009, 36, 6135–6139. [Google Scholar] [CrossRef]
- Hasçalýk, A.; Çaydaş, U. Experimental study of wire electrical discharge machining of AISI D5 tool steel. J. Mater. Process. Technol. 2004, 148, 362–367. [Google Scholar] [CrossRef]
- AZoM. D5 Tool Steel-High-Carbon, High-Chromium, Cold-Work Steels; 2012; Available online: https://www.azom.com/article.aspx?ArticleID=6217 (accessed on 27 February 2020).
- Zeid, O.A.A. On the effect of electrodischarge machining parameters on the fatigue life of AISI D6 tool steel. In Current Advances in Mechanical Design and Production VI, Pergamon; Elsevier: Amsterdam, The Netherlands, 1995; pp. 81–89. [Google Scholar]
- AZoM. Grade D6 Tool Steel (UNS T30406); 2013; Available online: https://www.azom.com/article.aspx?ArticleID=9139 (accessed on 27 February 2020).
- Shabgard, M.; Ahmadi, R.; Seyedzavvar, M.; Oliaei, S.N.B. Mathematical and numerical modeling of the effect of input-parameters on the flushing efficiency of plasma channel in EDM process. Int. J. Mach. Tools Manuf. 2013, 65, 79–87. [Google Scholar] [CrossRef]
- Fujiki, M.; Kim, G.-Y.; Ni, J.; Shih, A.J. Gap control for near-dry EDM milling with lead angle. Int. J. Mach. Tools Manuf. 2011, 51, 77–83. [Google Scholar] [CrossRef]
- Mohri, N.; Saito, N.; Higashi, M.; Kinoshita, N. A new process of finish machining on free surface by EDM methods. CIRP Ann. 1991, 40, 207–210. [Google Scholar] [CrossRef]
- Pecas, P.; Henriques, E. Influence of silicon powder-mixed dielectric on conventional electrical discharge machining. Int. J. Mach. Tools Manuf. 2003, 43, 1465–1471. [Google Scholar] [CrossRef]
- Pecas, P.; Henriques, E. Electrical discharge machining using simple and powder-mixed dielectric: The effect of the electrode area in the surface roughness and topography. J. Mater. Process. Technol. 2008, 200, 250–258. [Google Scholar] [CrossRef]
- Simao, J.; Lee, H.G.; Aspinwall, D.K.; Dewes, R.C.; Aspinwall, E.M. Workpiece surface modification using electrical discharge machining. Int. J. Mach. Tools Manuf. 2003, 43, 121–128. [Google Scholar] [CrossRef]
- Maradia, U.; Boccadoro, M.; Stirnimann, J.; Beltrami, I.; Kuster, F.; Wegener, K. Die-sink EDM in meso-micro machining. Procedia CIRP 2012, 1, 166–171. [Google Scholar] [CrossRef]
- AZoM. H11 Tool Steel-Chromium Hot-Work Steels (UNS T20811); 2012; Available online: https://www.azom.com/article.aspx?ArticleID=6209 (accessed on 27 February 2020).
- Navas, V.G.; Ferreres, I.; Marañón, J.A.; Garcia-Rosales, C.; Sevillano, J.G. Electro-discharge machining (EDM) versus hard turning and grinding—Comparison of residual stresses and surface integrity generated in AISI O1 tool steel. J. Mater. Process. Technol. 2008, 195, 186–194. [Google Scholar] [CrossRef]
- Ghoreishi, M.; Atkinson, J. A comparative experimental study of machining characteristics in vibratory, rotary and vibro-rotary electro-discharge machining. J. Mater. Process. Technol. 2002, 120, 374–384. [Google Scholar] [CrossRef]
- Wong, Y.S.; Lim, L.C.; Rahuman, I.; Tee, W.M. Near-mirror-finish phenomenon in EDM using powder-mixed dielectric. J. Mater. Process. Technol. 1998, 79, 30–40. [Google Scholar] [CrossRef]
- Anonymous O1 Tool Steel. Available online: http://www.astmsteel.com/product/astm-o1-tool-steel (accessed on 27 February 2020).
- Anonymous O2 Tool Steel. Available online: http://www.westyorkssteel.com/tool-steel/o2 (accessed on 27 February 2020).
- Aich, U.; Banerjee, S. Modeling of EDM responses by support vector machine regression with parameters selected by particle swarm optimization. Appl. Math. Model. 2014, 38, 2800–2818. [Google Scholar] [CrossRef]
- Bhattacharyya, B.; Gangopadhyay, S.; Sarkar, B.R. Modelling and analysis of EDMed job surface integrity. J. Mater. Process. Technol. 2007, 189, 169–177. [Google Scholar] [CrossRef]
- Srivastava, V.; Pandey, P.M. Effect of process parameters on the performance of EDM process with ultrasonic assisted cryogenically cooled electrode. J. Manuf. Process. 2012, 14, 393–402. [Google Scholar] [CrossRef]
- Puri, A.B.; Bhattacharyya, B. An analysis and optimisation of the geometrical inaccuracy due to wire lag phenomenon in WEDM. Int. J. Mach. tools Manuf. 2003, 43, 151–159. [Google Scholar] [CrossRef]
- Anonymous M2 Tool Steel. Available online: http://www.astmsteel.com/product/m2-tool-steel-1-3343-hs-6-5-2c-skh51/ (accessed on 27 February 2020).
- Kao, J.Y.; Tarng, Y.S. A neutral-network approach for the on-line monitoring of the electrical discharge machining process. J. Mater. Process. Technol. 1997, 69, 112–119. [Google Scholar] [CrossRef]
- Lee, H.-T.; Rehbach, W.P.; Hsu, F.-C.; Tai, T.-Y.; Hsu, E. The study of EDM hole-drilling method for measuring residual stress in SKD11 tool steel. J. Mater. Process. Technol. 2004, 149, 88–93. [Google Scholar] [CrossRef]
- Tai, T.Y.; Lu, S.J. Improving the fatigue life of electro-discharge-machined SDK11 tool steel via the suppression of surface cracks. Int. J. Fatigue 2009, 31, 433–438. [Google Scholar] [CrossRef]
- Yu, S.F.; Lee, B.Y.; Lin, W.S. Waveform monitoring of electric discharge machining by wavelet transform. Int. J. Adv. Manuf. Technol. 2001, 17, 339–343. [Google Scholar] [CrossRef]
- Cao, C.; Zhang, X.; Zha, X.; Dong, C. Surface integrity of tool steels multi-cut by wire electrical discharge machining. Procedia Eng. 2014, 81, 1945–1951. [Google Scholar] [CrossRef] [Green Version]
- Choi, K.-K.; Nam, W.-J.; Lee, Y.-S. Effects of heat treatment on the surface of a die steel STD11 machined by W-EDM. J. Mater. Process. Technol. 2008, 201, 580–584. [Google Scholar] [CrossRef]
- Liao, Y.S.; Woo, J.C. The effects of machining settings on the behavior of pulse trains in the WEDM process. J. Mater. Process. Technol. 1997, 71, 433–439. [Google Scholar] [CrossRef]
- Yan, M.-T.; Lai, Y.-P. Surface quality improvement of wire-EDM using a fine-finish power supply. Int. J. Mach. Tools Manuf. 2007, 47, 1686–1694. [Google Scholar] [CrossRef]
- Kunieda, M.; Furudate, C. High precision finish cutting by dry WEDM. CIRP Ann. 2001, 50, 121–124. [Google Scholar] [CrossRef]
- Tzeng, Y. Development of a flexible high-speed EDM technology with geometrical transform optimization. J. Mater. Process. Technol. 2008, 203, 355–364. [Google Scholar] [CrossRef]
- Tzeng, Y.; Chen, F. Multi-objective optimisation of high-speed electrical discharge machining process using a Taguchi fuzzy-based approach. Mater. Des. 2007, 28, 1159–1168. [Google Scholar] [CrossRef]
- Yih-Fong, T.; Fu-Chen, C. Investigation into some surface characteristics of electrical discharge machined SKD-11 using powder-suspension dielectric oil. J. Mater. Process. Technol. 2005, 170, 385–391. [Google Scholar] [CrossRef]
- Anonymous the Relationship between Steel Plate Depth and Printing. Available online: https://www.finecause.com/support.php?act=view&no=96 (accessed on 27 February 2020).
- Lin, Y.-C.; Chen, Y.-F.; Wang, D.-A.; Lee, H.-S. Optimization of machining parameters in magnetic force assisted EDM based on Taguchi method. J. Mater. Process. Technol. 2009, 209, 3374–3383. [Google Scholar] [CrossRef]
- Wu, K.L.; Yan, B.H.; Huang, F.Y.; Chen, S.C. Improvement of surface finish on SKD steel using electro-discharge machining with aluminum and surfactant added dielectric. Int. J. Mach. Tools Manuf. 2005, 45, 1195–1201. [Google Scholar] [CrossRef]
- Wu, K.L.; Yan, B.H.; Lee, J.-W.; Ding, C.G. Study on the characteristics of electrical discharge machining using dielectric with surfactant. J. Mater. Process. Technol. 2009, 209, 3783–3789. [Google Scholar] [CrossRef]
- Anonymous Tool Steel (4Cr5MoSiV1/H13/SKD61). Available online: http://www.made-in-china.com/showroom/challengemiracle/product-detailjbvnMZXVPiks/China-Tool-Steel-4Cr5MoSiV1-H13-SKD61-.html (accessed on 27 February 2020).
- Amorim, F.L.; Weingaertner, W.L. The influence of generator actuation mode and process parameters on the performance of finish EDM of a tool steel. J. Mater. Process. Technol. 2005, 166, 411–416. [Google Scholar] [CrossRef]
- Curodeau, A.; Marceau, L.F.; Richard, M.; Lessard, J. New EDM polishing and texturing process with conductive polymer electrodes. J. Mater. Process. Technol. 2005, 159, 17–26. [Google Scholar] [CrossRef]
- Joshi, S.N.; Pande, S.S. Thermo-physical modeling of die-sinking EDM process. J. Manuf. Process. 2010, 12, 45–56. [Google Scholar] [CrossRef]
- Kiyak, M.; Çakır, O. Examination of machining parameters on surface roughness in EDM of tool steel. J. Mater. Process. Technol. 2007, 191, 141–144. [Google Scholar] [CrossRef]
- Curodeau, A.; Richard, M.; Frohn-Villeneuve, L. Molds surface finishing with new EDM process in air with thermoplastic composite electrodes. J. Mater. Process. Technol. 2004, 149, 278–283. [Google Scholar] [CrossRef]
- Joshi, S.N.; Pande, S.S. Intelligent process modeling and optimization of die-sinking electric discharge machining. Appl. Soft Comput. 2011, 11, 2743–2755. [Google Scholar] [CrossRef]
- Anonymous P20 Tool Steel. Available online: http://www.jaiganeshsteel.com/chemical-compositions/p20-tool-steel-chemical-composition (accessed on 27 February 2020).
- Cusanelli, G.; Hessler-Wyser, A.; Bobard, F.; Demellayer, R.; Perez, R.; Flükiger, R. Microstructure at submicron scale of the white layer produced by EDM technique. J. Mater. Process. Technol. 2004, 149, 289–295. [Google Scholar] [CrossRef]
- Descoeudres, A.; Hollenstein, C.; Demellayer, R.; Wälder, G. Optical emission spectroscopy of electrical discharge machining plasma. J. Phys. D Appl. Phys. 2004, 37, 875. [Google Scholar] [CrossRef]
- Klocke, F.; Schwade, M.; Klink, A.; Veselovac, D. Analysis of material removal rate and electrode wear in sinking EDM roughing strategies using different graphite grades. Procedia CIRP 2013, 6, 163–167. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.B.; Klink, A.; Klocke, F. Multiscale modeling of sinking-EDM with Gaussian heat flux via user subroutine. Procedia CIRP 2013, 6, 438–443. [Google Scholar] [CrossRef] [Green Version]
- Klink, A.; Guo, Y.B.; Klocke, F. Surface integrity evolution of powder metallurgical tool steel by main cut and finishing trim cuts in wire-EDM. Procedia Eng. 2011, 19, 178–183. [Google Scholar] [CrossRef] [Green Version]
- Anonymous. ASP2023, Taylor; Available online: http://www.taylorspecialsteels.co.uk/pdfdownload/asp2023.pdf (accessed on 27 February 2020).
- Nowicki, B.; Dmowska, A.; Podolak-Lejtas, A. A new method of investigating crater and flash made by individual discharge using scanning profilometers. Wear 2011, 270, 121–126. [Google Scholar] [CrossRef]
- Han, F.; Kunieda, M.; Sendai, T.; Imai, Y. High precision simulation of WEDM using parametric programming. CIRP Ann. 2002, 51, 165–168. [Google Scholar] [CrossRef]
- Ravne, M. SIQUAL 0503 Steel (Steel C45). Available online: https://steelselector.sij.si/steels/C45.html (accessed on 27 February 2020).
- Kanlayasiri, K.; Boonmung, S. An investigation on effects of wire-EDM machining parameters on surface roughness of newly developed DC53 die steel. J. Mater. Process. Technol. 2007, 187, 26–29. [Google Scholar] [CrossRef]
- Kanlayasiri, K.; Boonmung, S. Effects of wire-EDM machining variables on surface roughness of newly developed DC 53 die steel: Design of experiments and regression model. J. Mater. Process. Technol. 2007, 192, 459–464. [Google Scholar] [CrossRef]
- Alro. DC35 Medium Chrome Tool Steel; Available online: https://www.alro.com/datapdf/metals/dc53_complete.pdf (accessed on 27 February 2020).
- Bleys, P.; Kruth, J.-P.; Lauwers, B. Sensing and compensation of tool wear in milling EDM. J. Mater. Process. Technol. 2004, 149, 139–146. [Google Scholar] [CrossRef]
- Salman, Ö.; Kayacan, M.C. Evolutionary programming method for modeling the EDM parameters for roughness. J. Mater. Process. Technol. 2008, 200, 347–355. [Google Scholar] [CrossRef]
- Younis, M.A.; Abbas, M.S.; Gouda, M.A.; Mahmoud, F.H.; Allah, S.A.A. Effect of electrode material on electrical discharge machining of tool steel surface. Ain Shams Eng. J. 2015, 6, 977–986. [Google Scholar] [CrossRef] [Green Version]
- Doerrenberg. 1.2379, CPPU; Available online: https://www.doerrenberg.de/uploads/tx_c1x1downloads/1.2379_en_01.pdf (accessed on 27 February 2020).
- Ekmekci, B. Residual stresses and white layer in electric discharge machining (EDM). Appl. Surf. Sci. 2007, 253, 9234–9240. [Google Scholar] [CrossRef]
- Ekmekci, B.; Sayar, A. Debris and consequences in micro electric discharge machining of micro-holes. Int. J. Mach. Tools Manuf. 2013, 65, 58–67. [Google Scholar] [CrossRef]
- Zarepour, H.; Tehrani, A.F.; Karimi, D.; Amini, S. Statistical analysis on electrode wear in EDM of tool steel DIN 1.2714 used in forging dies. J. Mater. Process. Technol. 2007, 187, 711–714. [Google Scholar] [CrossRef]
- Ravne. 1.2714, UTOPEX2; Available online: http://www.usbcosteels.com/pdffile/UTOPEX2.pdf (accessed on 27 February 2020).
- Yilmaz, O.; Eyercioglu, O.; Gindy, N.N.Z. A user-friendly fuzzy-based system for the selection of electro discharge machining process parameters. J. Mater. Process. Technol. 2006, 172, 363–371. [Google Scholar] [CrossRef]
- AZoM. AISI 4340 Alloy Steel; Available online: https://www.azom.com/article.aspx?ArticleID=6772 (accessed on 27 February 2020).
- Sudhakara, D.; Prasanthi, G. Application of Taguchi Method for Determining Optimum Surface Roughness in Wire Electric Discharge Machining of P/M Cold Worked Tool Steel (Vanadis-4E). Procedia Eng. 2014, 97, 1565–1576. [Google Scholar] [CrossRef] [Green Version]
- Uddeholm. VANADIS 4 EXTRA SUPERCLEAN, UDDEHOLM; Available online: https://www.uddeholm.com/uae/en/products/uddeholm-vanadis-4-extra-superclean/ (accessed on 27 February 2020).
- Haron, C.H.C.; Ghani, J.A.; Burhanuddin, Y.; Seong, Y.K.; Swee, C.Y. Copper and graphite electrodes performance in electrical-discharge machining of XW42 tool steel. J. Mater. Process. Technol. 2008, 201, 570–573. [Google Scholar] [CrossRef]
- Matoorian, P.; Sulaiman, S.; Ahmad, M. An experimental study for optimization of electrical discharge turning (EDT) process. J. Mater. Process. Technol. 2008, 204, 350–356. [Google Scholar] [CrossRef]
- Sivapirakasam, S.P.; Mathew, J.; Surianarayanan, M. Multi-attribute decision making for green electrical discharge machining. Expert Syst. Appl. 2011, 38, 8370–8374. [Google Scholar] [CrossRef]
- Sivapirakasam, S.P.; Mathew, J.; Surianarayanan, M. Constituent analysis of aerosol generated from die sinking electrical discharge machining process. Process Saf. Environ. Prot. 2011, 89, 141–150. [Google Scholar] [CrossRef]
- Teimouri, R.; Baseri, H. Effects of magnetic field and rotary tool on EDM performance. J. Manuf. Process. 2012, 14, 316–322. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Y.; Shen, Y.; Li, Z.; Ji, R.; Cai, B. A novel method of determining energy distribution and plasma diameter of EDM. Int. J. Heat Mass Transf. 2014, 75, 425–432. [Google Scholar] [CrossRef]
- Fan, Y.; Bai, J.; Li, C.; Xu, W. Research on precision pulse power technology of WEDM. Procedia CIRP 2013, 6, 267–273. [Google Scholar] [CrossRef] [Green Version]
- Ramasawmy, H.; Blunt, L. Effect of EDM process parameters on 3D surface topography. J. Mater. Process. Technol. 2004, 148, 155–164. [Google Scholar] [CrossRef]
- Simão, J.; Aspinwall, D.; El-Menshawy, F.; Meadows, K. Surface alloying using PM composite electrode materials when electrical discharge texturing hardened AISI D2. J. Mater. Process. Technol. 2002, 127, 211–216. [Google Scholar] [CrossRef]
- Yadav, V.; Jain, V.K.; Dixit, P.M. Thermal stresses due to electrical discharge machining. Int. J. Mach. Tools Manuf. 2002, 42, 877–888. [Google Scholar] [CrossRef]
- Han, F.; Jiang, J.; Yu, D. Influence of discharge current on machined surfaces by thermo-analysis in finish cut of WEDM. Int. J. Mach. Tools Manuf. 2007, 47, 1187–1196. [Google Scholar] [CrossRef]
- Fenggou, C.; Dayong, Y. The study of high efficiency and intelligent optimization system in EDM sinking process. J. Mater. Process. Technol. 2004, 149, 83–87. [Google Scholar] [CrossRef]
- Uhlmann, E.; Piltz, S.; Jerzembeck, S. Micro-machining of cylindrical parts by electrical discharge grinding. J. Mater. Process. Technol. 2005, 160, 15–23. [Google Scholar] [CrossRef]
- Fu, X.Z.; Zhang, Y.; Zhang, Q.H.; Zhang, J.H. Research on piezoelectric self-adaptive micro-EDM. Procedia CIRP 2013, 6, 303–308. [Google Scholar] [CrossRef] [Green Version]
- Peng, Z.; Wang, Z.; Dong, Y.; Chen, H. Development of a reversible machining method for fabrication of microstructures by using micro-EDM. J. Mater. Process. Technol. 2010, 210, 129–136. [Google Scholar] [CrossRef]
- Cogun, C.; Savsar, M. Statistical modelling of properties of discharge pulses in electric discharge machining. Int. J. Mach. Tools Manuf. 1990, 30, 467–474. [Google Scholar] [CrossRef]
- Wang, J.; Han, F. Simulation model of debris and bubble movement in consecutive-pulse discharge of electrical discharge machining. Int. J. Mach. Tools Manuf. 2014, 77, 56–65. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Y.; Shen, Y.; Li, Z.; Ji, R.; Wang, F. A new method of investigation the characteristic of the heat flux of EDM plasma. Procedia CIRP 2013, 6, 450–455. [Google Scholar] [CrossRef] [Green Version]
- Bayramoglu, M.; Duffill, A.W. Systematic investigation on the use of cylindrical tools for the production of 3D complex shapes on CNC EDM machines. Int. J. Mach. Tools Manuf. 1994, 34, 327–339. [Google Scholar] [CrossRef]
- Shunmugam, M.S.; Philip, P.K.; Gangadhar, A. Improvement of wear resistance by EDM with tungsten carbide P/M electrode. Wear 1994, 171, 1–5. [Google Scholar] [CrossRef]
- Shu, K.M.; Tu, G.C. Study of electrical discharge grinding using metal matrix composite electrodes. Int. J. Mach. Tools Manuf. 2003, 43, 845–854. [Google Scholar] [CrossRef]
- Zhang, Q.H.; Zhang, J.H.; Ren, S.F.; Deng, J.X.; Ai, X. Study on technology of ultrasonic vibration aided electrical discharge machining in gas. J. Mater. Process. Technol. 2004, 149, 640–644. [Google Scholar] [CrossRef]
- Li, T.; Bai, Q.; Gianchandani, Y.B. High precision batch mode micro-electro-discharge machining of metal alloys using DRIE silicon as a cutting tool. J. Micromech. Microeng. 2013, 23, 95026. [Google Scholar] [CrossRef] [Green Version]
- Takahata, K.; Gianchandani, Y.B. Batch mode micro-electro-discharge machining. J. Microelectromech. Syst. 2002, 11, 102–110. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Different Grades and Corresponding Machining Operations | Composition (Weight %) | Properties |
|---|---|---|
| AISI D2 Die sinking EDM [85,104,105,106,107,108,109,110]. Wire EDM [111,112,113] Powder-mixed EDM [114,115,116]. | C 1.5, Si 0.3, Mn 0.3, Mo 1.0, Cr 12.0, Ni 0.3, V 0.8, Co 1.0. | High-carbon and high-chromium tool steel. It has high resistance to wear and abrasion. D2 grade is heat-treatable steel with hardness in the range 55–62 HRC. Its corrosion resistance depends on the percentage of chromium [117]. |
| AISI D3 Die sinking EDM [118]. Wire EDM [119]. | C 2.00, Si 0.30, Mn 0.30, Cr 12.00 | High-carbon, high-chromium tool steel. It has excellent resistance to wear and abrasion and has good dimensional stability and high compressive strength. Its hardness is in the range of 58–64 HRC [120]. |
| AISI D5 Wire EDM [121,122]. | C 1.53, Si 0.89, Mn 0.46, Cr 12.00, Mo 1.00, Ni 0.384 | Similar to other grades in group D, D5 has high carbon and high chromium content; it is the most commonly used steel among the group D steels [123]. |
| AISI D6 Die sinking EDM [124]. | Cr 12.5, C 2.05, W 1.3, Mn 0.8, Si 0.3 | In addition to high carbon and high chromium contents, D6 tool steel is alloyed with tungsten. D6 steel has high compressive strength, high wear resistance, high surface hardness, and good hardening stability [125]. |
| AISI H11 Die sinking EDM [109,126]. Dry EDM [78,127]. Powder-mixed EDM [116,128,129,130,131]. Micro-EDM [132]. | Cr 4.75–5.50, Mo 1.10–1.75, Si 0.80–1.20, V 0.80–1.20, C 0.32–0.45, Ni 0.3, Cu 0.25, Mn 0.20–0.50, P 0.03, S 0.03 | H11 grade is one of the most commonly used chromium hot-work steels. It has low carbon content and has good toughness and deep hardness due to air quenching from heat treatment [133]. |
| AISI O1 Die sinking EDM [76]. Wire EDM [134]. Powder-mixed EDM [135,136]. | C 0.85–1.00, Mn 1.00–1.40, Si 0.50, Cr 0.40–0.60, Ni 0.30, W 0.40–0.60, V 0.30, Cu 0.25, P 0.0, S 0.03 | O1 is oil-hardening tool steel. It has good machinability and dimensional stability in hardening. It also has a good combination of high surface hardness and toughness after hardening and tempering. O1 grade has good resistance to wear and abrasion due to its content of tungsten and chromium [137]. |
| AISI O2 Powder-mixed EDM [116]. | OHNS: C 0.82, Si 0.18, Mn 0.52, Cr 0.49, V 0.19, Mo 0.13, Ni 0.05; | O2 grade is oil-hardening tool steel. It has good durability, excellent wear resistance, and an ability to hold a good cutting edge [138]. |
| AISI M2 Die sinking EDM [139,140,141]. Wire EDM [142]. | C 0.78–1.05, Cr 3.75–4.50, W 5.50–6.75, Mo 4.50–5.50, V 1.75–2.20. | M2 grade is molybdenum-based high speed steel (HSS). It is a medium alloyed HSS. It has good machinability, well-balanced toughness, wear resistance, and red hardiness properties [143]. |
| SKD11 Die sinking EDM [144,145,146,147]. Wire EDM [148,149,150,151]. Dry EDM [103,152]. Powder-mixed EDM [54,136,153,154,155]. | C 1.40–1.60, Si Max 0.40, Mn Max 0.60, P Max 0.030, S Max 0.030, Cr 11.0–13.0, Mo 0.80–1.20, V 0.20–0.50. | SKD 11 is high-carbon and high-chromium alloy steel. It has high hardness and a tempering hardening effect. It also has good resistance to wear, quenching, and less deformation. Currently, it has the best wear resistance of alloy tool steel [156]. |
| SKD61 Die sinking EDM [157]. Powder-mixed EDM [136,158,159]. | C 0.35–0.42, Si 0.80–1.20, Mn 0.25–0.50, P Max 0.030, S Max 0.020, Cr 4.80–5.50, Mo 1.00–1.50, V 0.80–1.15 | KSD61 is hot-work steel; it has high creep, temperature fatigue resistance, and high toughness. It also has a good ability to be polished and good thermal conductivity [160]. |
| P20 Die sinking EDM [161,162,163,164]. Dry EDM [165]. Powder-mixed EDM [166]. | C 0.28–0.40, Si 0.20–0.80, Mn 0.60–1.00, P Max. 0.030, S Max. 0.030, Cr 1.40–2.00, Mo 0.30–0.55. | P20 tool steel is a chrome-moly alloy steel with a carbon content of approximately 0.35 to 0.40. P20 has good mirror-polish ability and less texture, making finishing easier. It distributes a uniform hardness level even across large blocks [167]. |
| BÖHLER W300 Die sinking EDM [168,169,170]. | C 0.36, Si 1.1, Cr 5.0, Mo 1.3, V 0.4 | BÖHLER W300 is hot-work tool steel and it has high impact strength and excellent hot tensile properties. |
| EN 31 Die sinking EDM [23]. Powder-mixed EDM [61]. | C 0.9–1.2, Si 0.1–0.3, Mn 0.3–0.7, Cr 1–1.6, S Max 0.025 and P Max 0.025. | EN 31 is a high-carbon alloy steel. It has high hardness with compressive strength. Moreover, it has high resistance against wear and abrasion. |
| ASP 2023 Die sinking EDM [171]. Wire EDM [172]. | C 1.28, Cr 4.1, Mo 5.0, W 6.4, V 3.1 | ASP 2023 is a high-alloy high-speed steel. It has dimension and shape stability during heat treatment. It has good toughness even for large dimensions. ASP 2023 has high hardness and good wear resistance [173]. |
| C45 Die sinking EDM [174]. Wire EDM [175]. | C 0.43–0.50, Si 0.17–0.4, Mn 0.50–0.8 | C45 is a medium carbon steel. It has high strength and hardness. It features extreme size accuracy, straightness, and concentricity combined with minimal wear in high-speed applications [176]. |
| DC 53 Wire EDM [177,178]. | C 0.95, Si 1.0, Mn 0.4, Cr 8.0, Mo 2.0, V 0.3 | DC53 has exceptional toughness, wear resistance, compressive strength, and temper resistance. It also has excellent machining characteristics [179]. |
| DIN 1.2379 Die sinking EDM [180,181,182]. | C 1.50, Si 0.30, Cr 12.0, Mo 0.80, V 0.80 | This grade has high abrasive resistance, adhesive wear resistance, and compressive strength. It also has good toughness and good dimensional stability [183]. |
| DIN 1.2738 Die sinking EDM [184]. Micro-EDM [185]. | C 0.4, Mn 1.5, Cr 1.9, Ni 1.0, Mo 0.22 | This grade has good toughness, wear resistance, stability in hardness, and high hardenability. |
| DIN 1.2714 Die sinking EDM [186]. | C 0.50–0.60, Si 0.10–0.40, Mn 0.65–0.95, Cr 1.0–1.2, P max. 0.03, S max. 0.03, V 0.07–0.12, Ni 1.50–1.80, Mo 0.45–0.55 | DIN 1.2714 has good hardenability and uniform hardness over sections with big dimensions. Furthermore, it has good strength and toughness in addition to its tempering resistance and dimensional stability [187]. |
| DIN 1.2080 Die sinking EDM [182]. | C 2.00–2.35, Mn 0.60, Si 0.60, Cr 11.00–13.50, Ni 0.30, W 1.00, V 1.00, Cu 0.25, P 0.03, S 0.03 | DIN 1.2080 is high-carbon/chromium tool steel. It has very high wear resistance and compressive strength. It can be hardened with a very slight change in size. |
| AISI 4340 Die sinking EDM [188]. | C 0.38–0.43, Si 0.15–0.35, Mn 0.6–0.8, P 0.035, S 0.04, Cr 0.7–0.9, Ni 1.65–2.0, Mo 0.2–0.3 | AISI 4340 is a heat-treatable and low-alloy steel containing chromium, nickel, and molybdenum. It has high toughness and strength in the heat-treated conditions [189]. |
| S390 Wire EDM [148]. | C 1.64, Cr 4.80, W 10.40, Co 8.00, V 4.80, Mo 2.00, Si 0.60, Mn 0.30 | This material has the ability to maintain its strength and hardness level under extremely high cutting temperatures. |
| M238 HH Die sinking EDM [74]. | C 0.36 0, Si 0.28, Mn 1.52, P 0.008, S 0.001, Cr 1.88, Mo 0.22, Ni 0.95, Al 0.021 | It is hardened and tempered plastic mold steel. There is reduction of hardness in the center of large sizes due to the Ni-addition. |
| Vanadis-4E Wire EDM [190]. | C 1.4, Si 0.4, Mn 0.4, Cr 4.7, Mo 3.5, Va 3.5 | This grade has very good ductility, high abrasive/adhesive wear resistance, and high compressive strength. Moreover, it has good dimensional stability during heat treatment, good through-hardening properties, and temper back resistance [191]. |
| EDM Process | |||||
|---|---|---|---|---|---|
| D-S EDM | W EDM | µ EDM | P-M EDM | D EDM | |
| Objective 1 | [23,74,105,107,118,126,139,157,161,164,170,182,186,188,192,193,194,195,196,197] | [54,119,121,122,142,177,178,190,198] | [132] | [61,116,135,154,158] | [103,115,152,159,177,178] |
| Objective 2 | [91,104,105,124,141,145,146,168,174,182,184,199,200,201] | [122,134,148,149,172,190,202] | [116,131] | [165] | |
| Objective 3 | [85,162,180,188,195,197,203,204] | [111,119,198] | [132,205,206] | [128,135,153] | [152] |
| Objective 4 | [106,109,110,126,139,140,162,163,171,193,201,207,208,209] | [113,121,175] | [166] | [103,114] | |
| Objective 5 | [162,182,192,196,210,211] | [185] | |||
| Objective 6 | [141,157,212] | [206] | [135] | [78,127,165] | |
| Objective 7 | [74,76] | [61,129,130,136,155,158] | [115,159] | ||
| Objective 8 | [108,112,144,147,169] | ||||
| No. | Authors | Process | Process parameters | Machining Performance | Remarks |
|---|---|---|---|---|---|
| 1 | (Younis et al., 2015) [182] | EDM | Is, EM, and MC | CR and RS | SR was higher when using Dura graphite than when using Poco graphite. As pulse current increases, micro-cracks increase; soft machining exhibited higher residual stresses than medium and rough machining. Poco graphite exhibited higher residual stresses compared with Dura graphite electrode. |
| 2 | (Valaki and Rathod 2015) [74] | Die sinking EDM machine | Is, Vg, Ton, and Toff | MRR, EWR, and TWR | The waste vegetable oil-based bio-dielectric fluid can be used as an alternate to hydrocarbon-, water-, and synthetic-based dielectric fluids for EDM. |
| 3 | (Zhang et al. 2014) [197] | EDM | PD and PoW | RE, D_plas, and RE | The MRR and energy efficiency were much higher with short pulse durations than with long pulse durations. The depth–diameter ratio of the crater was higher when the workpiece was positive. |
| 4 | (Sudhakara and Prasanthi 2014) [190] | W EDM | Ton Toff, Vs, Ip, WT, and DP | SR | The ranges of process parameters for wire EDM were established as follows: pulse-on time 108–128 μs, pulse-off time 47–63 μs, peak current 11–13 A, voltage 18–68 V, wire tension 2–8 g, water pressure 8–14. |
| 5 | (Aich and Banerjee 2014) [139] | EDM | I, Ton, and Toff | MRR and SR | The optimal parameters (I, Ton, and Toff) to maximize the MRR were 12.0 A, 153.9865 µs, and 50.0000 µs, respectively, and those to achieve the best SR were 3.0 A, 200.000 µs, and 126.8332 µs, respectively. |
| 6 | (Balasubramanian and Senthilvelan 2014) [118] | EDM | Ip, Ton, DP and D_tool | MRR, TWR, and SR | For EN-8 material, the mean MRR value was (72.4 mm3/min), it was higher for the cast electrode than for the sintered electrode. The TWR was (12.73 mm3/min); it was lower for the cast electrode than for the sintered electrode. For die steel D3, the mean value of MRR was higher for the cast electrode than for the sintered electrode. The TWR was marginally lower for the cast electrode than for the sintered electrode. The mean value of SR was marginally lower for the sintered electrode than for the cast electrode. |
| 7 | (Sahu, Mohanty et al. 2013) [107] | EDM | Ip, Ton, τ, and Dp | MRR, TWR, SR, and r1/r2 | The values of discharge current (Ip), pulse-on time (Ton), duty factor(τ), and flushing pressure (Fp) that achieved the best quality were 7 A, 200 µs, 90%, and 0.4 kg/m2, respectively. The optimal obtained response parameters were MRR = 13.9600 mm3/min, TWR = 0.0201 mm3/min, Ra = 4.9300 µm, and circularity = 0.8401. |
| 8 | (Klocke et al. 2013) [170] | EDM | I, PD, and GG | MRR and TWR | The discharge current was the main parameter effect on the MRR and the discharge duration was the main parameter effect on the TWR. There was no direct link between the grain size and the two response parameters MRR and TWR. MRR increases as the current increases and it decreases as the pulse duration and electrical conductivity of graphite grade increase. Relative TWR slightly decreases as the current increase and slightly increases as the electrical conductivity of graphite grade increase, whereas it sharply decreases as pulse duration increases. |
| 9 | (Shabgard et al. 2013) [126] | EDM | Is and Ton | PFE | Plasma flushing efficiency increases as pulse current increases and it decreases as pulse-on time increases. Recast layer thickness increases as pulse-on time increases. |
| 10 | (Fan, Bai et al. 2013) [198] | W EDM-HS | C | T and SR | Best surface roughness and the minimum achievable maximum processing thickness were obtained upon selecting a capacitance that achieved triple the charging time constant equal to pulse duration. |
| 11 | (Srivastava and Pandey, 2012) [141] | EDM | Is, Ton, τ, and Vg | MRR, EWR, and SR | EWR and surface roughness were significantly lower in the ultrasonic assisted cryogenically cooled copper electrode (UACEDM) process than in the conventional EDM process and MRR was approximately the same as for conventional EDM. Surface integrity of the workpiece machined by UACEDM was better than that machined by the conventional EDM process. In UACEDM, the density of cracks increases as the discharge current increases. Induced stress increases as pulse-on duration and crack formation increase. |
| 12 | (Teimouri and Baseri 2012) [196] | EDM | DE, H, and w | MRR and SR | The rotary tool electrode improved the machining performance. The magnetic field reduced the inactive pulses and helped the ionization. As rotational speed increases, Ra decreases. |
| 13 | (Kumar and Batra 2012) [116] | EDM | Ip, Ton, and Toff | µH | Machining conditions allowing material transfer (of tungsten and carbon to the workpiece surface) by EDM were at a discharge current less than 5 A, shorter pulse-on time less than 10 µs, and longer pulse-off time more than 50 µs with negative polarity of the tool electrode. The most significant factor for surface modification was peak current. |
| 14 | (Sivapira et al. 2011) [194] | EDM | Ip, PD, DL, and DF | S_green | The optimal machining performance for green EDM was with peak current = 4.5 A, pulse duration = 261 µs, dielectric level = 40 mm, and flushing pressure = 0.5 kg/cm2. |
| 15 | (Çaydaş et al. 2009) [121] | Wire EDM | PD, V, DP, and S-wire | TWL and Avr_SR | The developed approach greatly improved the surface roughness and white layer thickness in wire EDM. |
| 16 | (Lin et al. 2009) [157] | EDM | P, Ip, PD, IH, V, and Vs | MRR and SR | The MRR of magnetic force-assisted EDM was almost three times as large as the value for standard EDM. Employing magnetic force-assisted EDM improved the lower relative electrode wear ratio (REWR) from 1.03% to 0.33% and reduced the SR from Ra 3.15 to 3.04 µm on average. Discharge craters were bigger and deeper, and micro-cracks were more common in standard EDM than that magnetic force-assisted EDM. In the magnetic force-assisted EDM process, MRR was significantly affected by polarity and peak current and SR was significantly affected by peak current. The optimal parameters which maximized MRR were negative polarity, peak current = 5 A, auxiliary current = 1.2 A, pulse duration = 460 µs, no-load voltage = 120 V, and servo reference voltage = 10 V. The optimal parameters which achieved minimum SR were positive polarity, peak current = 20 A, auxiliary current = 0.8 A, pulse duration = 460 µs, no-load voltage = 200 V, and servo reference voltage = 10 V. |
| 17 | (Wu et al. 2009) [159] | EDM | Ip, PD, V, and Vg | MRR and SR | Adding 30 g/L of Span 20 to kerosene increased the MRR by 40%. Selecting proper working parameters improved MRR by 85%. SR was not deteriorated even at MRR. Adding Span 20 (30 g/L) decreases both the concentrated discharge energy and the unstable discharge phenomenon. The thickness of recast layer on the workpiece of kerosene was less than the thickness of pure kerosene. The surfactant increased the conductivity of kerosene and shorted the delay time, thus improved the machining efficiency. |
| 18 | (Matoorian et al. 2008) [193] | EDM | IN, Ton, Toff, V, S, and W | MRR | The factors most influencing the cost-effectiveness of the EDT process were intensity, spindle speed, servo, and pulse-on time in the following combination: 6 A, 50 µs, 20 µs, 120 V, 30 V, and 40 rpm, respectively. The actual and predicted values of MRR were 0.023 and 0.021, respectively. |
| 19 | (Haron et al. 2008) [192] | EDM | I, EM, and D_tool | MRR | The copper electrode achieved higher MRR than the graphite electrode. It was recommended to use the copper electrode for rough cutting and the graphite electrode for finish cutting. |
| 20 | (Haddad and Tehrani 2008) [119] | Wire EDM | P, Toff, V, and w | MRR | The only influential design factors and interaction effects of machining parameters on the MRR in the cylindrical wire electrical discharge turning process were power, voltage, pulse-off time, and spindle rotational speed. |
| 21 | (Kansal et al. 2008) [114] | Powder-mixed electric discharge machining (PMEDM) | I, Ton, Toff, DE, and PCH | TD | The simulation results showed that PMEDM produced smaller and shallower craters than EDM under the same set of machining conditions. |
| 22 | (Kanlayasiri and Boonmung 2007) [177,178] | Wire EDM | Ton, Toff, Ip, and WT | SR | The main parameters of wire EDM affecting the SR of DC53 die steel were pulse-on time and pulse-peak current. The SR increases as the pulse-on time and pulse-peak current increase. |
| 23 | (Kansal et al. 2007) [115] | Powder-mixed EDM | Ip, Ton, Toff, PCON, GN, and NF | MRR | MRR in powder-mixed EDM was significantly affected by peak current, concentration of the silicon powder, pulse-on time, pulse-off time, and gain. Among all, peak current and concentration of silicon powder were the parameters most influencing MRR. The optimum c parameters were peak current = 10 A, powder concentration = 4 g/L, pulse-on time = 100 μs, pulse-off time = 15 μs, and gain = 1 mm/s. |
| 24 | (Kiyak and Cakır 2007) [164] | EDM | Is, Ton, and Toff | SR | The SR increases as pulsed current and pulse time increase. SR decreases as current and pulse time decrease and pulse pause time increases. For rough EDM machining, the machine power should be 25% of the produced power with current, pulse time, and pulse pause time of 16 A, 6 µs, and 3 µs, respectively. For finish machining, the machine had 50% of produced power with current, pulse time, and pulse pause time of 8 A, 6 µs, and 3 µs, respectively. |
| 25 | (Tzeng and Chen 2007) [154] | EDM | V, Pd, τ, Ip, PCON, regular distance for electrode lift, time interval for electrode lift, and powder size | Precision and accuracy of the high-speed EDM | 81.5% of the high-speed EDM process variance was due to pulse time, duty cycle, and peak value of discharge current. The best parameter combinations achieving precision and accuracy of the high-speed EDM process were open-circuit voltage of 120 V, pulse duration of 12 µs, duty cycle of 66%, pulse-peak current of 12 A, powder concentration of 0.5 cm3/L, regular distance for electrode lift of 12 mm, time interval for electrode lift of 0.6 s, and powder size of 40 µm. |
| 26 | (Zarepour et al. 2007) [186] | EDM | Ton, I, and V | TWR | Pulse-on time, current, and pre-EDM roughing as factors, along with pulse-on time/current, pulse-on time/pre-EDM roughing, and current/pre-EDM roughing as interactions, were found to have significant effects on electrode wear of the EDM process of DIN 1.2714. |
| 27 | (Yilmaz et al. 2006) [188] | EDM | Is, PD, PI, FR, and GC | EWR, better SR, and ER | Providing a selection tool enables an unskilled user to select necessary parameters which achieve less electrode wear, better surface quality, and high erosion rate for both finish and rough machining. |
| 28 | (Wu et al. 2005) [158] | EDM | P, PD, V, Vg, PCON, and SCON | SR | The surface roughness of the workpiece in the EDM process was improved by adding surfactant and aluminum powder to the dielectric fluid. The EDM parameters which achieved optimal surface roughness (0.172 µm) were Al powder concentration of 0.1 g/L, positive polarity, peak current of 0.3 A, peak duration of 1.5 µs, and surfactant concentration of 0.25 g/L. The gap distance was increased by adding aluminum powder or surfactant to the EDM dielectric fluid. Dielectric mixed with both aluminum powder and surfactant achieved an optimally thin recast layer. The mixture also improved the SR by 60% compared to the SR under normal dielectric. |
| 29 | (Kansal et al. 2005) [61] | Powder-mixed EDM | Ton, τ, Ip, and PCON | MRR and SR | MRR increases as the concentration of the silicon powder increases. SR decreases as the concentration of the silicon powder increases. Peak current and concentration of the silicon powder were the parameters most affecting MRR and SR. MRR increases and SR decreases as the combination of peak current and concentration increase. |
| 30 | (Amorim and Weingaertner 2005) [161] | EDM | Is, PD, PI, V, P, and G_mod | MRR, WWR, and SR | The maximum MRR of 8 mm3/min was obtained at a discharge current of 8 A and a discharge duration of 50 µs, with positive electrode polarity and a generator under iso-energetic mode. The minimum average SR of 0.6 µm was obtained at a discharge current of 3 A, discharge duration of 12.8 µs, negative electrode polarity, and generator under iso-energetic mode. The volumetric relative wear for EDM with a negative electrode polarity was much higher than that with positive electrode polarity. |
| 31 | (Hasçalýk and Çaydaş 2004) [122] | W EDM | PD, V, S-wire, and DP | SR and MS | The thickness white layer was proportional to the magnitude of the energy impinging on that surface. The density of cracks in the white layer and SR increase as the pulse duration and open-circuit voltage increase. Dielectric fluid pressure and wire speed did not have much of an influence on SR. The surface of all workpieces was harder than the bulk material, while the heat-affected zone was softer in quenched and tempered workpieces. |
| 32 | (Kunieda et al. 2004) [103] | Dry EDM | G and Gain | MRR | The monotonous oscillation using a piezoelectric actuator was not useful in dry EDM. |
| 33 | (Singh et al. 2004) [23] | EDM | Is and EM | MRR, D_over, EWR, and SR | Among copper, copper tungsten, brass, and aluminum, copper and aluminum electrodes offered higher MRR and SR during machining of En-31 work material in EDM, where the electrodes of these two materials produced low diametrical overcut. The copper–tungsten electrode offered low values of SR at high discharge currents. Copper and copper–tungsten electrodes offered low EWR. In contrast, brass resulted in the highest EWR. Among the four electrode materials, copper was the best to machine En-31 material. |
| 34 | (Lin et al. 2000) [54]; Puri and Bhattacharyya 2003) [142] | W EDM | Ton, Toff, Ip, τ, Vp, S-wire, WT, Vs, DP, and F | Avg_CS and G-InI | The parameters most affecting the average cutting speed during rough cutting were pulse-on time, pulse-off time, and pulse-peak current, and those during trim cutting were pulse-on time and constant cutting. The parameter most affecting the SR during rough cutting was pulse-peak current, and those during trim cutting were pulse-on time, pulse-peak voltage, servo spark gap set voltage, dielectric flow rate, wire tool offset, and constant cutting speed. The factors most affecting geometrical inaccuracy due to wire lag during rough cutting were pulse-on time, pulse-off time, pulse-peak current, and pulse-peak voltage, and those during trim cutting were wire tension, servo spark gap set voltage, wire tool offset, and constant cutting speed. |
| 35 | (Guu et al. 2003) [105] | EDM | Is, Ton, and Toff | T_RL, SR, and σres | The recast layer becomes thicker as the pulse current and pulse-on duration increase. As the peak current is achieved, the melting of the material and damage of the surface and subsurface area increase. |
| 36 | (Ghoreishi and Atkinson 2002) [135] | EDM | A, w, LF, and HF | MRR, TWR, and SR | High-frequency vibration had a notable effect on the MRR. The combination of low-frequency vibration and electrode rotation did not give a satisfactory effect on MRR. The combination of ultrasonic vibration and electrode rotation led to an increase in MRR. The combination of high-frequency vibration and electrode rotation was the best for the finishing cut. In the semi-finishing cut, the vibro-rotary EDM increased MRR by 35% and 100% compared to vibratory and rotary EDM, respectively. |
| 37 | (Kunieda and Furudate 2001) [152] | Dry EDM | The MRR and waviness could be improved by increasing the wire winding speed and decreasing the actual depth of cut. |
| Discharge Current | Pulse-On Time | Pulse-Off Time | Voltage | Electrode Rotation Speed | |
|---|---|---|---|---|---|
MRR  |  |  |  |  |  |
EWR  |  |  |  |  |  |
SR  |  |  |  |  |  |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qudeiri, J.E.A.; Zaiout, A.; Mourad, A.-H.I.; Abidi, M.H.; Elkaseer, A. Principles and Characteristics of Different EDM Processes in Machining Tool and Die Steels. Appl. Sci. 2020, 10, 2082. https://doi.org/10.3390/app10062082
Qudeiri JEA, Zaiout A, Mourad A-HI, Abidi MH, Elkaseer A. Principles and Characteristics of Different EDM Processes in Machining Tool and Die Steels. Applied Sciences. 2020; 10(6):2082. https://doi.org/10.3390/app10062082
Chicago/Turabian StyleQudeiri, Jaber E. Abu, Aiman Zaiout, Abdel-Hamid I. Mourad, Mustufa Haider Abidi, and Ahmed Elkaseer. 2020. "Principles and Characteristics of Different EDM Processes in Machining Tool and Die Steels" Applied Sciences 10, no. 6: 2082. https://doi.org/10.3390/app10062082
APA StyleQudeiri, J. E. A., Zaiout, A., Mourad, A. -H. I., Abidi, M. H., & Elkaseer, A. (2020). Principles and Characteristics of Different EDM Processes in Machining Tool and Die Steels. Applied Sciences, 10(6), 2082. https://doi.org/10.3390/app10062082