1. Introduction
Cable-stayed bridges are one of the primary structural forms of modern bridges. Due to advantages including strong spanning capacity, beautiful appearance, long span, and construction convenience, this kind of bridge has been widely used in river and sea crossing projects. During their service period, in addition to bearing alternating loads such as vehicles, waves, and earthquakes, they are also affected by environmental erosion. Therefore, the combined effect of fatigue load and corrosive environment inevitably leads to the accumulation of damage and the attenuation of resistance in the bridge, significantly weakening the ability of the structure to bear normal service loads and sudden disaster loads [
1,
2,
3,
4,
5].
The phenomenon of premature cracking or accelerated failure of metal materials caused by the synergistic action of corrosive medium and alternating stress is called corrosion fatigue (CF) failure. Its essence is the interaction between the electrochemical corrosion process and the mechanical process, and it is a serious failure form. Corrosive medium and fatigue load are the two core factors that affect the durability of cable steel wire. At present, most research only focuses on the influence of one of these two factors on the durability of steel wire, without considering their coupled effect. In terms of theoretical research, Sun [
6] developed a continuum damage model and an algorithm to simulate the corrosion fatigue process of high-strength steel wires used in bridge cables. The developed model was used to predict the damage curves during the corrosion fatigue process based on the concept of continuum damage mechanics (CDM), and the algorithm was used to simulate the damage evolution process from local damage to failure. Wang [
7] developed a numerical simulation method for the damage evolution of high-strength steel wire in bridge cables under the action of pre-corrosion and fatigue. Based on pitting accelerated crack nucleation theory in combination with continuum mechanics, cellular automata technology (CA) and finite element (FE) analysis, the damage evolution process of steel wire under pre-corrosion and fatigue was simulated. Liu [
8] proposed a stochastic time-variant reliability assessment method to evaluate the safety of suspenders, where the time-variant model for deterioration of steel wires and probabilistic critical limit states based on crack depth and failure area were integrated, so as to consider the combined effect of corrosion and cyclic loading. In terms of experimental research, Nakamura [
9] confirmed that the more serious the corrosion degree, the shorter the fatigue life of steel wire according to the fatigue test of artificial corroded steel wire. Nakamura [
10] believed that the sharper the notch shape, the shorter the fatigue life of steel wire with machine-cut notch according to the comparison between mechanical properties of steel wire with notches and corroded steel wire. Chlistovsky [
11] found that the shortening of fatigue life was mainly caused by the combined action of the initiation of corrosion pits, anode dissolution at the crack tip and hydrogen embrittlement. Suzumura [
12] believed that the main reason leading to the fatigue performance deterioration of steel wire was corrosion pits on the steel wire surface. Stress concentration accelerated crack initiation and reduced fatigue life. By comparing the fatigue test results of corroded steel wire under different humidity conditions, it was found that the fatigue life of steel wire with the same degree of corrosion in a wet environment was lower than that in a dry environment. Based on experimental data, Rokhlin [
13] established the empirical relationship between corrosion pit depth and CF life and obtained the empirical formula for predicting fatigue life.
There is also much work on the fatigue S-N curve. Prabhu et al. [
14] proposed a novel probabilistic method, termed the S-N Paris law (SNPL) method, to quantify the uncertainties underlying the Paris’ law parameters, by finding the best estimates of their statistical parameters from the S-N curve data using a Bayesian approach. Hasegawa et al. [
15] developed an estimation method for micropitting life. They established a S-N curve by using data from rolling contact fatigue tests and estimated histories of near-surface stresses (stress history) to reflect the relationship between micropitting life and stresses acting in the region affected by surface asperities (near-surface stress). Sonsino [
16] mentioned conventional design codes based on their recommendations still on the common prejudice that an "endurance limit" exists. However, several investigations proved clearly that in the high-cycle regime, a decrease of fatigue strength with an increased number of cycles still occurred, even if corrosion or temperature effects were excluded. Therefore, the fatigue design of components submitted to loadings below the knee point of the S-N curve must consider this fact to avoid failures. Concerning the course of the S-N curve in the very high-cycle area, he gave material and manufacturing dependent recommendations. Jain et al. [
17] developed a hybrid (the combination of micromechanics and tests) and multi-scale (damage in micro-scale linked to macroscale fatigue properties) method of predicting the S-N curve for every point in a short fiber composite. This proposed method was-based not only on tests but on a combination of manufacturing simulation, tests, and multi-scale mechanics. An extensive test program was undertaken to study the fatigue behavior of short fiber composites and validate the concept of the Master SN curve (MSNC) approach. The MSNC approach was compared with two commonly used approaches: strength-based scaling and the test-based interpolation. The results of the MSNC approach are in good agreement with the experimental results, and the MSNC approach was confirmed to be more accurate than the prevalent methods. Ciavarella [
18] generalized the concept of “crack-like” notches to finite life, according to Critical Distance Method, found that the S-N curves of all notches were very close to the SN curves for cracked jaws up to a certain number of cyclic N, and suggested new simple estimates for SN curves of notches. However, there are few systematic studies on fatigue SN curve of high strength steel wire used for bridge cables.
It can be seen that most experimental studies tend to summarize experimental phenomena, but fail to establish quantitative and systematic fatigue S-N curves for reference by other researchers. Moreover, the corrosion fatigue properties of intact steel wire are generally studied, and the properties of corroded steel wire or steel wire with initial defects are rarely considered. However, for old steel wire that has been in use for many years, some defects appear on the surface of the steel wire due to environmental erosion. A large number of studies have proved that the corrosion of the steel wire surface under chlorine salt erosion is dominated by unilateral corrosion and pit corrosion [
19]. Under the chlorine salt environment, the destruction of passivation membrane by reactive ion Cl
- does not happen evenly across the whole metal surface; it happens locally first. That is to say, the destruction of the passivation film occurs only in an individual point or in a small area. This area, where the iron matrix is exposed, forms a potential difference with other areas. The iron matrix in this small area acts like a micro anode and is surrounded by the cathode formed by a large area of passivation film, thus forming a micro anode- macro cathode corrosion battery and accelerating the formation of local pitting pits. The morphology of corrosion pitting on the surface of corroded old steel wire can be abstracted into four shapes: semi-ellipsoidal shape, honeycomb shape, groove shape and saddle shape [
20]. To simplify the electrochemical process of corrosion pit formation, a machine-cut notch is used to represent an erosion pit caused by a corrosive medium firstly. In addition, then, a new type of test device is designed to perform the synchronous pulsating fatigue loading on multiple wires and shorten the duration of fatigue tests. Subsequently, a series of S-N curves of steel wire with initial defects under different stress ranges and corrosive medium with different concentrations and pH values can be obtained. Finally, the effects of the concentration and pH value of corrosive solution, and the shape and dimension of initial defect on fatigue corrosion performance are investigated.
3. Test Results and Analysis
Table 4 shows the life of steel wires in group A–G under different stress ranges. It can be seen that the life of steel wire with machine-cut notches increases as the stress range decreases. When the stress range decreases from 720 MPa to 360 MPa, the service life increases by more than 10 times. Comparing steel wire in group A with those in other groups, it can be seen that the corrosion significantly reduces the life of the steel wire. Comparing the wire in group B with that in group C (3.5 wt% NaCl with a pH value of 7 and 3, respectively), it can be seen that with the increase of acidity, the life of steel wire decreases significantly, and by more than 12.0% under all stress ranges. Comparing wire in group D with that in group E (0.5 wt% NaCl of pH 7 and 3, respectively), it can also be seen that the life of steel wire is significantly decreased by acid. Compared with the neutral solution, the acidic solution reduces the life to a greater extent. The life of steel wire subjected to acid solution is 14% lower than that of the neutral solution. When the stress range is low (such as 480 MPa and 360 MPa), the life of steel wire in the acid solution is reduced by more than 25% with respect to that in neutral solution. Comparing wire in group B with that in group D (0.5 wt% and 3.5 wt% NaCl with pH of 7, respectively), it can be seen that the increase of concentration actually increases the lifetime. Especially under the high-stress range (such as 720 MPa and 600 MPa), the life increases by 23% and 24%. By comparing the wires in two groups C and E (0.5 wt% and 3.5 wt% NaCl with pH of 3, respectively), it can also be seen that the increase of concentration still increases the life of steel wire. By comparing the wires in two groups F and G (Fatigue tests were carried out after 15 and 30 days of corrosion, respectively), it can be found that corrosion reduces the life of steel wire. Under a stress range of 720 MPa, the life of steel wire that corroded for 15 days is reduced by 27% compared with that of steel wire that has not been corroded; and under a stress range of 360 MPa, it is reduced by 20%.
A large number of tests have proved that the fatigue life and stress range of components under constant load conform to a linear relationship in the log–log coordinates. The equation of stress range
and fatigue life
is usually in the form of a power exponent, as shown in Equation (1):
where
m and
C are the material constants. In logarithmic form, the following formula can be obtained:
Based on the curve fitting toolbox in MATLAB, the logarithmic S-N curves and linear correlation coefficients of specimens in group A-G can be obtained as follows:
It can be seen that the linear correlation coefficients of the fitting formulas of the specimens in groups A-G are all close to 1. The closer the correlation coefficient is to 1, the higher the linear correlation property is. The results show that that the fatigue stress range and life of high-strength steel wire maintain a good linear relationship under the double logarithmic coordinate, and the different slope of the curve reflects the different corrosion fatigue characteristics of steel wire under different environmental conditions.
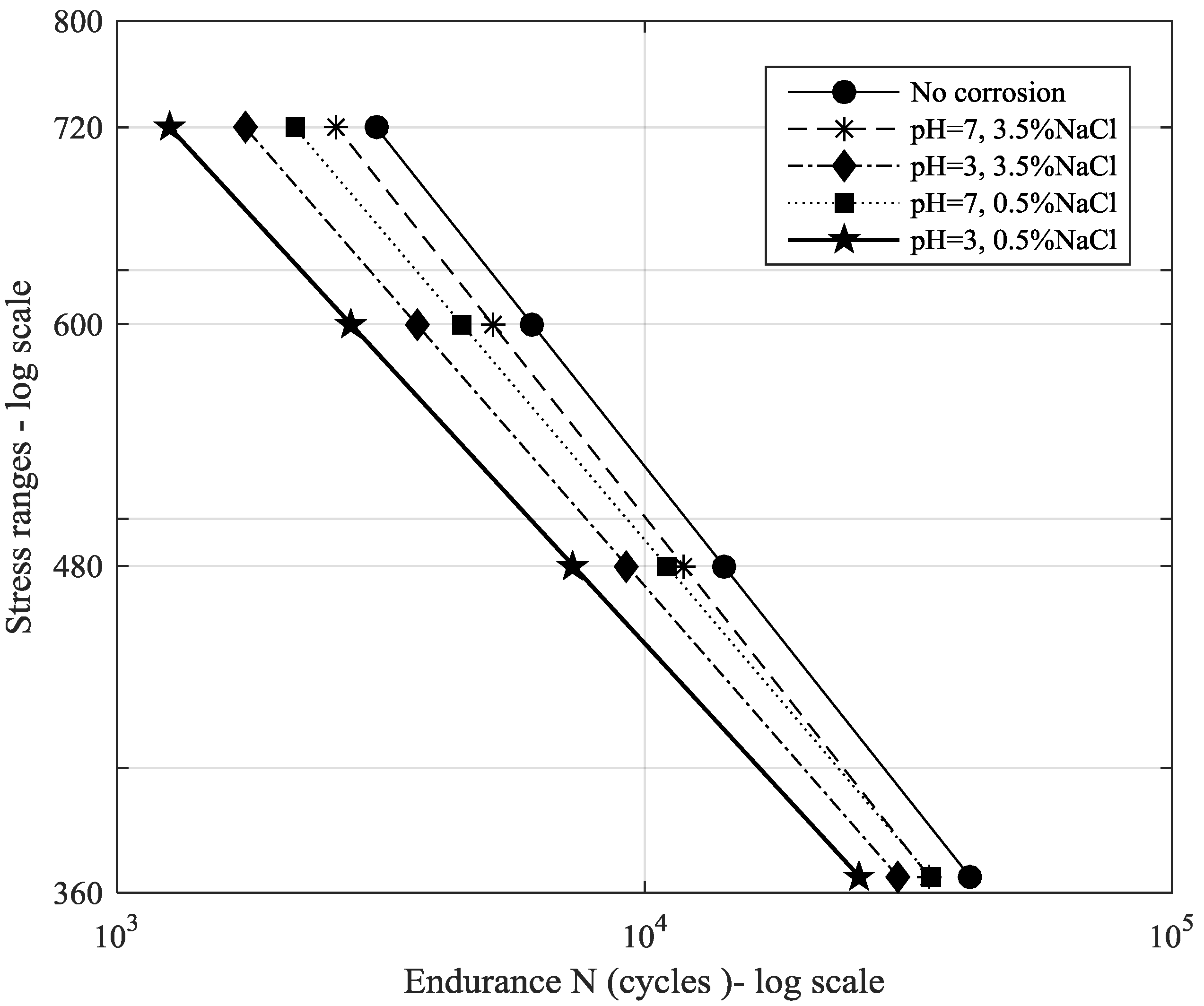
Figure 14 shows the logarithmic S-N curves of the steel wire with machine-cut notch subjected to the fatigue loads and sodium chloride solution, which are the power exponential curves obtained by MATLAB fitting toolbox. The five curves correspond to corrosion free, by sodium chloride at pH value of 7 and concentration of 3.5 wt%, by sodium chloride at pH value of 7 and concentration of 0.5 wt%, by sodium chloride at pH value of 3 and concentration of 3.5 wt%, and by sodium chloride at pH value of 3 and concentration of 0.5 wt%, respectively.
It can be seen that, with the increase in stress range, the life of steel wire is significantly reduced. The life of steel wire corroded by the corrosive medium is much shorter than that in air, which indicates that the interaction between corrosive medium and fatigue load accelerates the material failure.
It can be seen from
Figure 14 that, under the same stress range, the steel wire without consideration of corrosion has the longest fatigue life, followed by steel wire with a pH of 7, and steel wire with a pH of 3 has the shortest life. The life of steel wire is shortened with increasing acidity of corrosion solution. When the stress range is large, the difference between the three is relatively small. In
Figure 14, when the stress range is equal to 360 MPa, the life of wire subjected to NaCl with a pH of 7 and a concentration of 0.5 wt% is 16% shorter than that of wire without corrosion, while that subjected to NaCl with pH of 3 and concentration of 0.5 wt% is reduced by 36%.
It can also be seen from
Figure 14 that, under the same stress range, the steel wire without corrosion has the longest fatigue life, followed by steel wire subjected to the corrosion concentration of 3.5 wt%, and steel wire subjected to the corrosion concentration of 0.5 wt% has the shortest life. The life of steel wire does not decrease with the increase of the concentration of NaCl solution. The reason for this may be that the excessive concentration of chloride ions affects the dissolution and diffusion of oxygen in the solution, so that the corrosion effect of the solution on the steel wire is reduced.
4. Effect of Depth of Semi-Ellipsoidal Notch on Wire Life
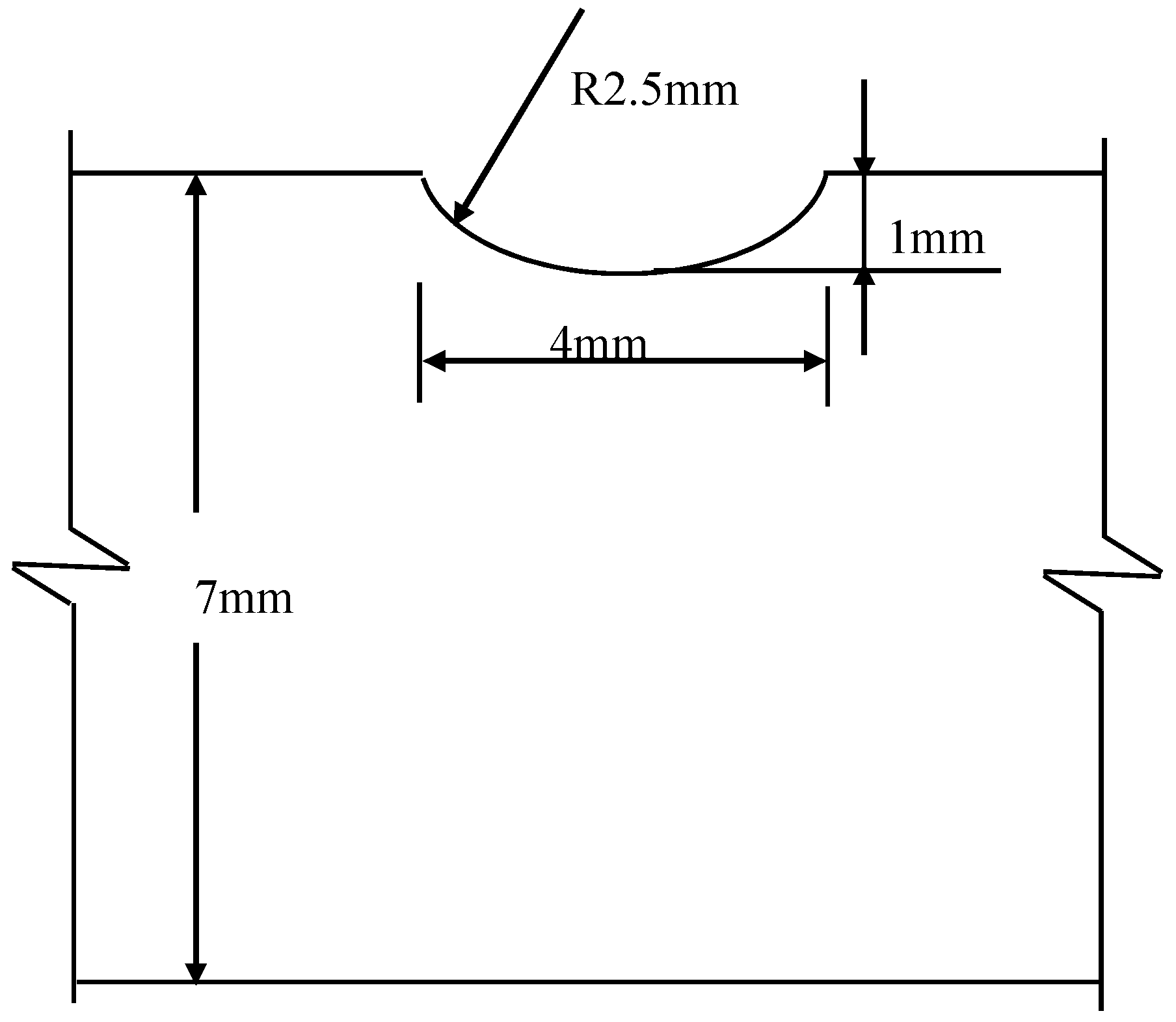
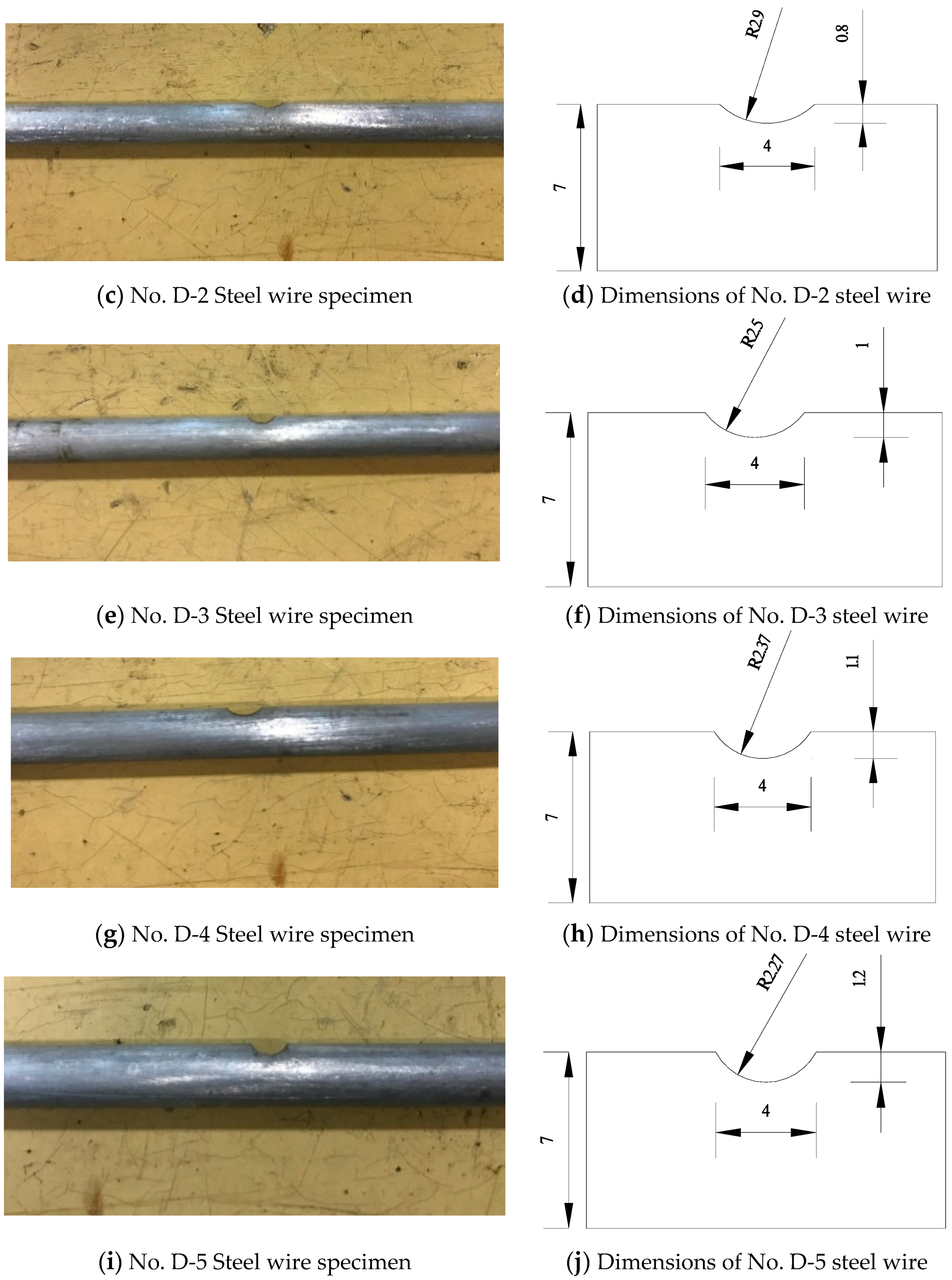
Semi-ellipsoidal notches with different depths are used to investigate the influence of depth of machine-cut notches on the corrosion fatigue performance of steel wire. The depths are taken as 0.6 mm, 0.8 mm, 1.0 mm, 1.1 mm and 1.2 mm, respectively. The widths of semi-ellipsoidal notches are all 4 mm. The schematic diagram of steel wire and corresponding wire specimen with different semi-ellipsoidal notches are shown in
Figure 15a,b.
Table 5 shows the life of steel wires with semi-ellipsoidal notches of different depths. It can be seen that the life of steel wire decreases obviously with the increase of the depth of the semi-ellipsoidal notch. When the notch depth increases from 0.6 mm to 0.8 mm, the life of the steel wire decreases sharply. When the notch depth continues to increase from 0.8 mm, the influence of depth on the life is still significant, but not as significant as when the depth increases from 0.6 mm to 0.8 mm.
Figure 16 shows the Logarithmic S-N curve of steel wire with different semi-ellipsoidal notches, which are the power exponential curves obtained by MATLAB fitting toolbox. When the stress range is 720 MPa and the depth of the semi-ellipsoidal notch increases from 0.6 mm to 0.8 mm, the service life is reduced by 25%. When the depth of the semi-ellipsoidal notch increases from 0.6 mm to 1.2 mm, the service life is reduced by 49%. When the stress range is 600 MPa and the depth of the semi-ellipsoidal notch increases from 0.6 mm to 0.8 mm, the service life is reduced by 67%. When the depth of the semi-ellipsoidal notch increases from 0.6 mm to 1.2 mm, the service life is reduced by 78.8%. When the stress range is 480 MPa and the depth of the semi-ellipsoidal notch increases from 0.6 mm to 0.8 mm, the service life is reduced by 53%. When the depth of the semi-ellipsoidal notch increases from 0.6 mm to 1.2 mm, the service life is reduced by 77.3%. When the stress range is 360 MPa and the depth of the semi-ellipsoidal notch increases from 0.6 mm to 0.8 mm, the service life is reduced by 50.7%. When the depth of the semi-ellipsoidal notch increases from 0.6 mm to 1.2 mm, the service life is reduced by 63.7%. It can be seen that under each stress range when the depth of machine-cut notch increases from 0.6 mm to 0.8 mm, the decline of wire life is the highest and the life falls by more than 25%; when the depth of semi-ellipsoidal notch increases from 0.6 mm to 1.2 mm, the life falls by more than half.
5. Effect of Width of Semi-Ellipsoidal Notch on Wire Life
Semi-ellipsoidal notches with different widths are used to investigate the influence of width of machine-cut notches on the corrosion fatigue performance of steel wire. The widths are taken as 3 mm, 4 mm, 5 mm, 6 mm and 7 mm, respectively. The depths of semi-ellipsoidal notches are all 1 mm. The schematic diagram of steel wire and corresponding wire specimen with different notches are shown in
Figure 17.
Table 6 shows the cyclic numbers of steel wire with semi-ellipsoidal notches of different widths. It can be seen that the life of steel wire increases with the reduction of stress range. At the same time, with the increase of notch width, the life of steel wire increases obviously. When the depth of the notch is constant, the width determines the stress concentration at the bottom of the notch. The smaller the width, the higher the stress concentration at the bottom of notch, the smaller the fatigue life of wire.
Figure 18 shows the S-N curves of wire life with a machine-cut notch, which are the power exponential curves obtained by MATLAB fitting toolbox. It can be seen that the life of steel wire increases gradually with the increase of notch width. When the stress range is 720 MPa and the width of semi-ellipsoidal notch increases from 3 mm to 7 mm every 1 mm, the life of steel wire increases by 56%, 10%, 14% and 12% respectively. When the stress range is 600 MPa and the width of semi-ellipsoidal notch increases from 3 mm to 7 mm every 1 mm, the life of steel wire increases by 37%, 17%, 11% and 18%, respectively. When the stress range is 480 MPa and the width of the semi-ellipsoidal notch increases from 3 mm to 7 mm every 1 mm, the life of the steel wire increases by 19%, 4%, 11% and 23%, respectively. When the stress range is 360 MPa and the width of the semi-ellipsoidal notch increases from 3 mm to 7 mm every 1mm, the life of the steel wire increases by 56%, 6%, 1% and 8%, respectively. It can be seen that when the stress range is higher, the life of the steel wire is lower, and the change rate of life is lower when the notch width is 4–6 mm. The growth rate of wire life is highest and by more than 20% when the width of the defect increases from 3 mm to 4 mm.
7. Conclusions
In this paper, the corrosion fatigue performance of bridge wire with initial defects was studied. To simplify the initiation process of pitting pits caused by electrochemical inhomogeneity, machine-cut notches are used to be equal to the corrosion pits. The influence of the action mode of corrosion and fatigue, the concentration of corrosive solution and pH value, the shape and dimension of machine-cut notch on the fatigue life of steel wire with the initial defect was explored, and the S-N curves of steel wire subjected to the corrosive solution and fatigue load were obtained. The main conclusions are as follows:
(1) The test device designed in this paper can effectively realize the synchronous pulsation fatigue loading, and simultaneously apply different fatigue stress ranges to multiple steel wires, which greatly reduces the test time;
(2) With the increase of the fatigue stress range, the life of steel wire decreases significantly. Under the coupling action of CF, the life of steel wire with an initial defect is significantly lower than that only subjected to fatigue loads.
(3) Under the coupling action of CF, the life of steel wire decreases with the increase of acidity. When the stress range is equal to 360 MPa, the life of wire subjected to NaCl with a pH of 7 and a concentration of 0.5 wt% is 16% shorter than that of wire without corrosion, while that subjected to NaCl with a pH of 3 and a concentration of 0.5 wt% is reduced by 36%. However, the life of steel wire does not decrease with the increase of concentration of NaCl solution. The reason for this may be that the excessive concentration of chloride ions affects the dissolution and diffusion of oxygen in the solution so that the corrosion effect of the solution on the steel wire is reduced.
(4) The life of steel wire decreases gradually with the increase of depth and the decrease of width of semi-ellipsoidal notch. Under each level stress range, when the depth of semi-ellipsoidal notch increases from 0.6 mm to 0.8 mm, the decline of wire life is the highest, and the life falls by more than 25%; when the depth of semi-ellipsoidal notch increases from 0.6 mm to 1.2 mm, the life falls by more than half. The growth rate of wire life is highest, and by more than 20% when the width of the defect increases from 3 mm to 4 mm. The stress concentration will lead to a sharp reduction in wire life. Under the same stress range, the steel wire with V-notch has the shortest life, followed by the steel wire with a trapezoidal notch, and steel wire with the semi-ellipsoidal defect has the highest life. When the stress ranges are equal to 720 MPa and 360 MPa, the life of steel wire with the semi-ellipsoidal notch is more than twice of that with V-notch.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}