1. Introduction
Automotive, non-ferrous alloys and advanced high-strength steels have been extensively investigated by many researchers owing to their lightweight and excellent mechanical properties. Lightweight alloys, such as aluminum and magnesium alloys, exhibit superior specific strengths to conventional steels. By contrast, the increased strength, which can exceed 1 GPa, enables the advanced high-strength steel (AHSS) sheets to have a thinner gauge, thus, rendering them more competitive compared to low-density, lightweight alloys. The excellent strength and enhanced ductility of the AHSS can be achieved owing to their well-controlled microstructure and deformation mechanisms. For example, dual-phase steels or transformation induced steels introduce a hard martensite phase embedded in the softer ferrite phase or transforming martensite from meta-stable austenite. The strength of lightweight alloys can be achieved through the dispersion of optimally designed second phases, such as precipitations.
However, even in the presence of these improved plasticity properties, such as tensile strength and elongation at fracture, the intricate microstructure leads to a further complexity in the mechanical properties, especially when the deformation paths become convoluted. The complex mechanical responses include the Bauschinger effect and transient flow behavior under reversed loading path [
1,
2,
3,
4,
5]. These anisotropic hardening behaviors of sheet metals have been reported to be critical factors for the springback of automotive sheet parts [
6,
7,
8,
9]. More recently, the anisotropic hardening behavior of advanced sheet metals has been further investigated under more complex loading paths than simple reverse loading. For instance, the deformation of ferritic-phased steels shows significant stress overshooting (or larger stress than the monotonic flow stress) when the loading path changes to being orthogonal to the previous loading path [
10,
11,
12,
13,
14,
15]. Interestingly, dual-phase steels with mixed ferrite and martensite phases exhibit a clear softening under the same loading path changes [
15,
16,
17,
18]. These plastic behaviors under orthogonal loading path changes are called cross-hardening and cross-softening, respectively. Experimental observations on these complex mechanical behaviors, which cannot be explained through the simple isotropic plasticity model, require the implementation of new anisotropic models in the field of metal forming and plasticity. Indeed, this complex behavior can influence the formability and springback of advanced sheet metals [
9].
In the literature, a significant number of works have proposed models for anisotropic hardening behavior. Kinematic hardening is a representative concept, which explains the Bauschinger effect and transient flow hardening at load reversal by introducing yield surface translation during plastic deformation. The kinematic hardening models were pioneered by Prager [
19] and Ziegler [
20], and further extended by adding nonlinear terms [
21] or by coupling with the isotropic hardening model. The series of isotropic and kinematic hardening models was well implemented into finite element (FE) simulations for sheet metals, especially when metals exhibit the Bauschinger effect, transient behavior, and permanent softening under reversed loading paths [
22,
23,
24,
25].
The kinematic hardening—based anisotropic hardening models were further extended by combing the distortional hardening concept to reproduce mechanical responses under rather complex loading conditions, beyond the simple loading-reverse loading path. Ortiz and Popov [
26] introduced the distortion of the yield surface by controlling the size of the effective stress. Feigenbaum and Dafalias [
27,
28] employed the fourth-rank anisotropic tensor as a function of plastic deformation, but the fundamental basis they used remained that of isotropic-kinematic hardening. Teodosiu and Hu [
29] introduced new effective values into the yield condition related to the structure and interactions of dislocations as a major plasticity mechanism. François [
30] expressed the egg-shaped yield function by decomposing deviatoric stress into its collinear and orthogonal parts with respect to the back stress of kinematic hardening. Badreddine et al. [
31] developed a non-associated elastoplastic anisotropic hardening model, which is coupled with a damage model based on François’s approach [
30]. Qin et al. [
32] suggested a model to represent the Bauschinger effect with the kinematic hardening component, while other strain-path change effects could be expressed through the distortion of the yield surface.
Besides the kinematic hardening or combined kinematic-distortional hardening, several anisotropic hardening models are solely based on the distortional hardening approach. Some of the distortional hardening models were developed to express the yield surface evolution by using the anisotropic coefficients as a function of the plastic work or equivalent plastic strain [
33,
34,
35,
36]. However, these models do not take into account the loading path change effect. Barlat and one the of co-authors of the present study [
37,
38,
39] proposed a series of anisotropic hardening models without yield surface translation, which they named the homogeneous yield function based anisotropic hardening (HAH) models. The main concept of the original HAH model consists of using the distortion of the yield surface along a designated loading path, which is called a microstructure deviator, and the distortional amounts are controlled via adequately defined plastic state variables. Later, the model was extended for reproducing latent hardening, work hardening stagnation [
38], as well as cross-hardening and softening under more general loading conditions [
39]. This improved model was named the extended HAH model (or e-HAH, in this study). The performance of the distortional hardening models was validated through many applications, including the springback in U-draw bending and industrial S-rail forming [
40,
41,
42,
43,
44,
45,
46]. The model is also applicable to subjects for which non-linear strain path effects are important, such as the fracture behaviors of metal after pre-deformation [
47,
48,
49].
As the constitutive models of plasticity have advanced, especially the hardening laws, their implementation into FE simulations have become increasingly challenging. This is mainly attributed to the advanced constitutive models having more state variables, which are non-linearly cross-related. These challenges have led to more robust numerical formulations and implementations of the constitutive models, which eventually determine the accuracy and robustness of FE simulations. Numerous numerical algorithms were proposed to take into account the stress integration or stress update, using the elastic-plasticity constitutive models. The details of the general theoretical studies on these stress-integration algorithms for nonlinear plasticity are well documented in a book by Simo [
50].
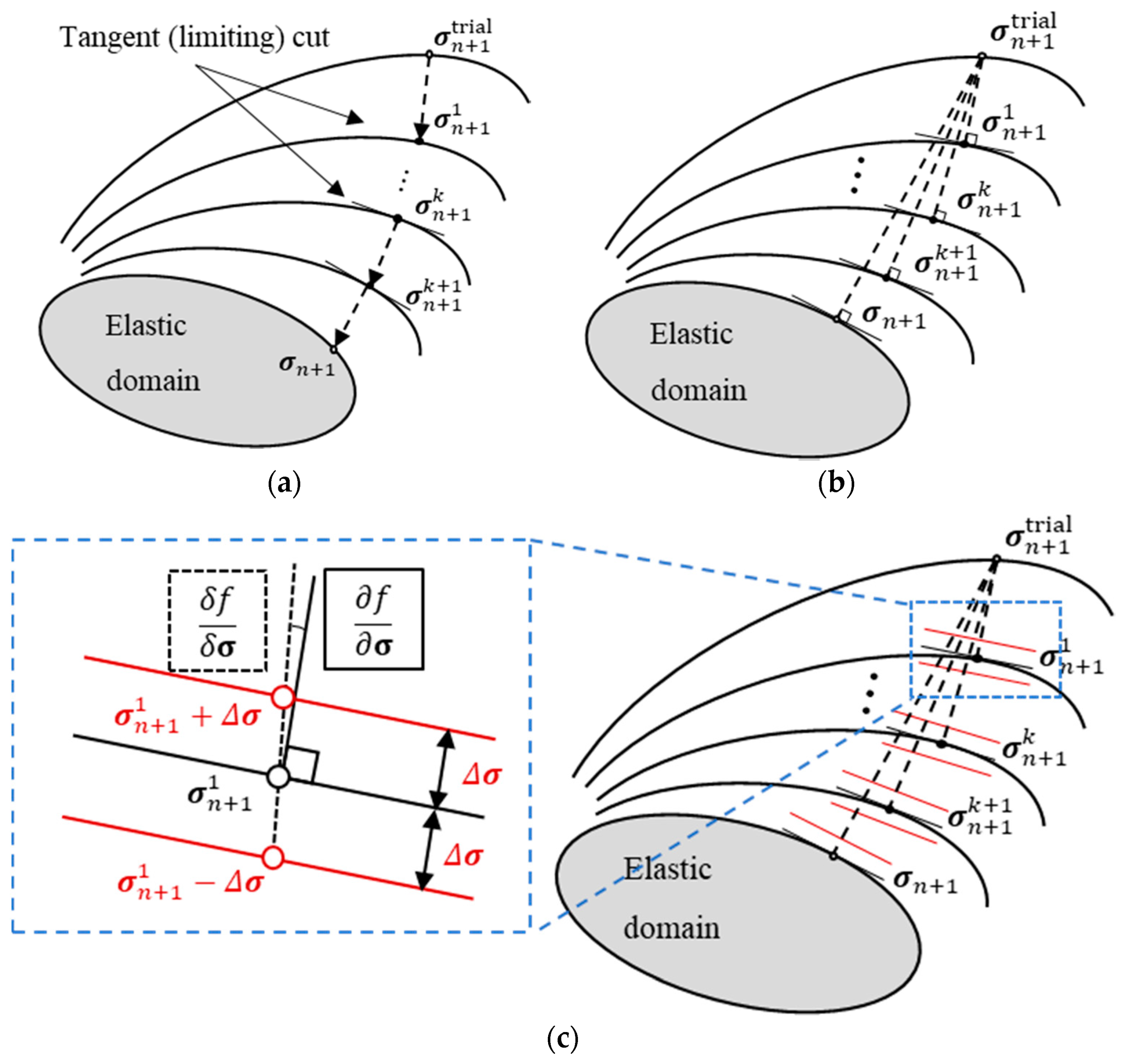
The basic principle of the stress update algorithm for the classical rate-independent elastoplastic model consists of locating the stress state on the yield surface described in the six-dimensional stress space, which is consistent with the material hardening. The hardening of the material is often represented by a uniaxial stress-plastic-strain curve as a reference stress state. Most of the stress update algorithms were developed in the elastic-predictor and plastic-corrector schemes. For example, the closest point projection method (CPPM) [
51,
52,
53] and the cutting-plane method (CPM) [
54] are employed as popular stress integration algorithms in FE models. The CPPM is often based on the Euler backward method (EBM), and thus it is an implicit method requiring the first and second derivatives of the yield surface to satisfy both the consistency and flow rule (or normality rule). In contrast, the CPM only satisfies the consistency condition without requiring the second derivative of the yield function; thus, this approach is also referred to as a semi-explicit method.
Regarding the stress integration algorithms on the distortional hardening models, similar approaches, based on either the CPPM or CPM schemes, have been reported. Lee et al. [
55] implemented the first version of the HAH (denoted as original HAH hereafter) model into commercial ABAQUS software, using both the CPPM and CPM approaches. This implementation was also extended to the e-HAH model; however, in this case, only the CPM scheme was applied in combination with a sub-stepping numerical method [
56]. Recently, Choi and Yoon [
57] also reported the implementation of the HAH model, using the Euler backward scheme, but they calculated the derivatives of the yield function using numerical finite differences. More recently, Yoon et al. [
58] coupled the CPPM scheme with a line-search algorithm for an updated version of the HAH model [
59] to improve numerical efficiency. However, the existing numerical integration schemes do not fully exploit the implicit CPPM scheme. In other words, these approaches only account for the partial number of residuals in order to attain the solution process of linearized equations under the Newton-Raphson method. In this sense, these methods can be regarded as a partial or semi-implicit integration algorithm based on the Euler backward scheme.
In this study, a fully implicit stress integration algorithm based on the Euler backward scheme is proposed for the e-HAH model. To the best of our knowledge, the present work is the first to report this novel scheme. The present algorithmic study differs from previous studies [
55,
56,
57,
58] in that the complete set of residuals is established from the stress tensor, microstructure deviator, and other variables controlling the distortion of the yield function. Furthermore, the calculations of the first and second derivatives of the distorting yield function are both analytically expressed. Note that the CPPM or Euler backward scheme presented in previous studies adopted only the consistency condition and flow rule for the residuals. This may lead to non-physical evolutions of the distortional hardening state variables when there is an abrupt change in the loading path. For the comparative study on the effect of the employed stress integration algorithms, four different algorithms were implemented into the FE simulation. These algorithms consist of the CPM and EBM schemes with different numbers of residuals. Again, the EBM scheme is further classified based on either analytical derivatives or finite-difference—based numerical derivatives of the yield function. Comprehensive validations are presented in this study. Firstly, one-element analyses with two different material sets are presented for the investigated stress integration algorithms. The flow stress and anisotropy in deformation were evaluated under two distinctive loading conditions, i.e., reverse and cross-loading paths. Finally, the industrial-size S-rail forming and springback simulations were performed to evaluate the numerical accuracy and computational efficiency of the proposed algorithm. Note that even this large-scale industrial problem was solved using the purely static implicit FE solver, whereas most previous studies employed a dynamic explicit method for the forming process and a static implicit method for the springback, due to the divergence problem resulted from complex contact changes during forming.
The manuscript is organized as follows. In
Section 2, a summary of the e-HAH model is presented. In
Section 3, the numerical integration algorithms investigated in this study are introduced, alongside a summary of previous studies. Then, in
Section 4, the accuracy and stability of the individual algorithms are comparatively evaluated via one-element analyses under two distinctive loading path changes. Finally, a large-scale industrial automotive forming and springback simulation is provided as a benchmark problem to assess the validity of the proposed, fully implicit numerical algorithm.
2. The e-HAH Model
The enhanced homogeneous yield function based anisotropic hardening (e-HAH) model was proposed to simulate the path-dependent anisotropic hardening responses of metallic materials. This model is based on the distortional hardening concept, without depending on kinematic hardening, and is capable of reproducing complex flow behaviors, such as cross-hardening or cross-softening [
37,
38,
39].
The distortion of the initially isotropic yield function is controlled by a second-order tensor and eight scalar variables. The second-order tensor, named the microstructure deviator,
monitors the loading path changes and determines the direction of the distortion. The scalar variables control the magnitude of the distortions in terms of the loading path changes. In this section, the main equations of the constitutive model, along with the related evolution of the state variables, are briefly summarized. The complete derivations of the constitutive model can be found in [
37,
38,
39].
The yield surface (
) of the e-HAH model is described as the following:
where
is the equivalent stress, often identified from the uniaxial stress-plastic-strain curve as a reference state, and
is a constant. The two variables
with
control the distortion of the yield surface along the direction of
. At the start of the simulation,
is initialized as
. Here,
is the deviatoric stress corresponding to the initiation of the plastic deformation, and
is a constant, which is set to 8/3 in this work.
In Equation (1),
represents the distorted yield function, which is used to reproduce the cross-hardening or softening; in the original HAH model, it is replaced by any first-order homogeneous yield function
[
37].
and
are defined in Equations (2) and (3), respectively, using the collinear (
) and orthogonal (
) components of the deviatoric stress tensor (
) with respect to
.
where
and
are the two tensors, and
and
are the two corresponding state variables. The tensors
and
are used for controlling the cross-hardening and softening, respectively. The two components are expressed as follows:
To measure the loading path change, the indicator
is introduced according to the following:
where the normalized deviatoric stress tensor is defined as
. The value of
indicates the current loading state against the previous loading path. For example, values of 1, 0, and −1 denote monotonic loading, cross-loading, and reverse loading, respectively.
The evolution laws for the state variables are summarized in three groups. The first group (Equations (7)–(10)) is related to the distortion along
:
Here, is a unit step function with respect to . In other words, when and when . Depending on the sign of , the different anisotropic hardening behaviors are expressed using and . For example, when , and determine the magnitude of the Bauschinger effect and transient behavior, respectively, whereas, and determine the saturating values of and , respectively. In the simulation, these four state variables are initialized to take the value of 1. In Equations (7)–(10), are material constants related to the evolution rates and amounts of . Specifically, controls the recovery rate of the transient behavior, and control the evolution rate and amount of the Bauschinger effect, respectively, and and determine the magnitude and rate of permanent softening, respectively. The model parameters, , can be identified using the load reversal experiments, i.e., tension-compression test and cyclic shear test.
The second group is related to the distortion orthogonal to the
direction. Two additional state variables, namely
and
, are introduced:
where
and
are the constants controlling the evolution rates of
and
, respectively, whereas the parameters
and
are introduced to determine the magnitudes of cross-hardening and softening, respectively. The initial values for the two state variables are
. From Equations (11) and (12), it can be seen that no latent hardening effect is present without loading path change or for
. In contrast, the yield function contracts along the cross-loading direction, even without a loading path change, and the evolution rate is maximized at the cross-loading state or for
.
The last group is related to the rotation of
:
Depending on the sign of
, the rotation direction of
is different, for example, when
,
rotates toward the direction of
. The rate of
is controlled by the parameter
. A state variable
is introduced in the e-HAH model to prevent the singular evolution rate while maximizing the evolution rate at the cross-loading condition [
39]. The suggested values for
,
and
are 5, 15, and 0.2, respectively.
The model parameters,
,
,
,
and
can be calibrated using the experiments with loading path changes other than load reversal experiments, such as multi-step tension test [
12,
13,
15].
4. Evaluation of Stress Integration Algorithms for the e-HAH Model
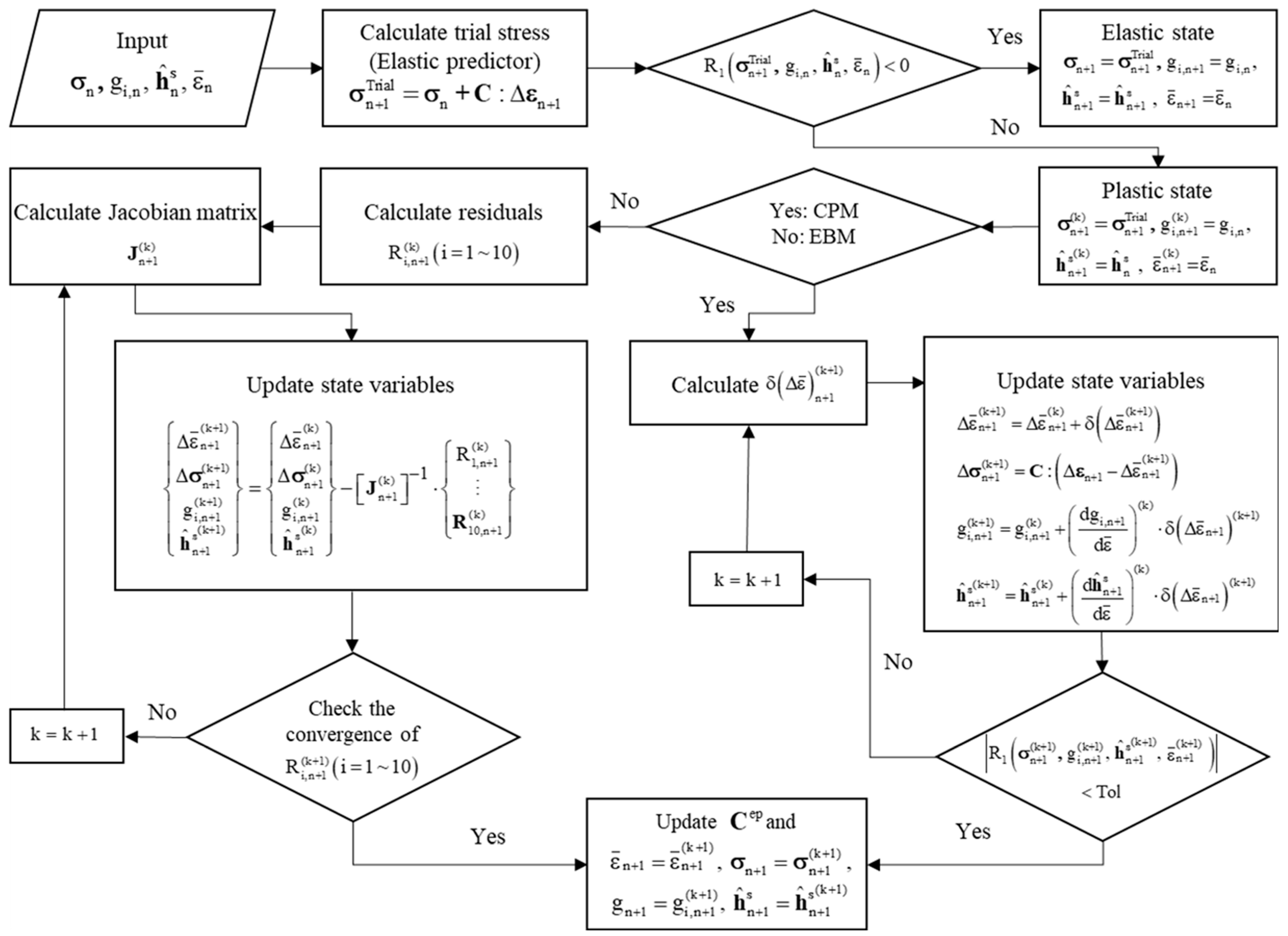
In this section, the numerical accuracy and stability of the proposed stress integration algorithms are analyzed for different case problems. The algorithms described in the previous sections were implemented into the static implicit FE ABAQUS/Standard software using the UMAT user material subroutine. For the comparative study, the four algorithms presented in
Section 3.1 were implemented into the FE model. Note that the EBM-14R approach represents the fully implicit Euler backward algorithm implemented into the e-HAH model for the first time.
Two levels of the evaluation procedure are presented in the following sections. The first level consists of a very detailed fundamental analysis on the accuracy of the different algorithms for the investigated e-HAH model. For this, the anisotropic characteristics of the flow stress and r-value are predicted and evaluated under two different loading paths. Only a single element is used in this level to rule out other numerical effects. To clarify the effect of the anisotropic hardening responses of the e-HAH model under different loading paths, different model materials were selectively compared. The investigated model materials exhibit high or low evolution rates under reverse loading and hardening or softening under cross-loading. To represent the initial anisotropy of the material, the non-quadratic anisotropic yield function, Yld2000-2d [
62,
63], was employed. For the summary of the initial (undistorted) yield function, Yld2000-2d, the reader is referred to in
Appendix C.
The second level comprises a real-scale simulation based on the S-rail forming and springback process [
45], which was proposed as a benchmark problem and often utilized for the analysis of the constitutive model and numerical algorithm in the sheet metal forming community. The reason for choosing a benchmark is that most of the existing FE simulations are based on hybrid explicit and implicit algorithms. In other words, the forming process is solved via the dynamic explicit FE model as a quasi-static problem, whereas the springback is calculated using the static implicit algorithm. The first is applied to avoid divergence issues typically encountered in contact problems between complex tools and sheet metal, whereas the implicit algorithm is the optimal approach for the springback unloading process to reduce the computational time. In this study, all the stress integration algorithms were implemented into the static implicit FE solver, and the numerical performance of each algorithm was comparatively studied to assess their applicability to industrial-size problems. Two materials, namely stainless steel (STS) and dual-phase steel (DP), were investigated since they have both been used for real automotive parts and exhibit distinctive anisotropic hardening behaviors under loading path changes.
4.1. One Element Analysis
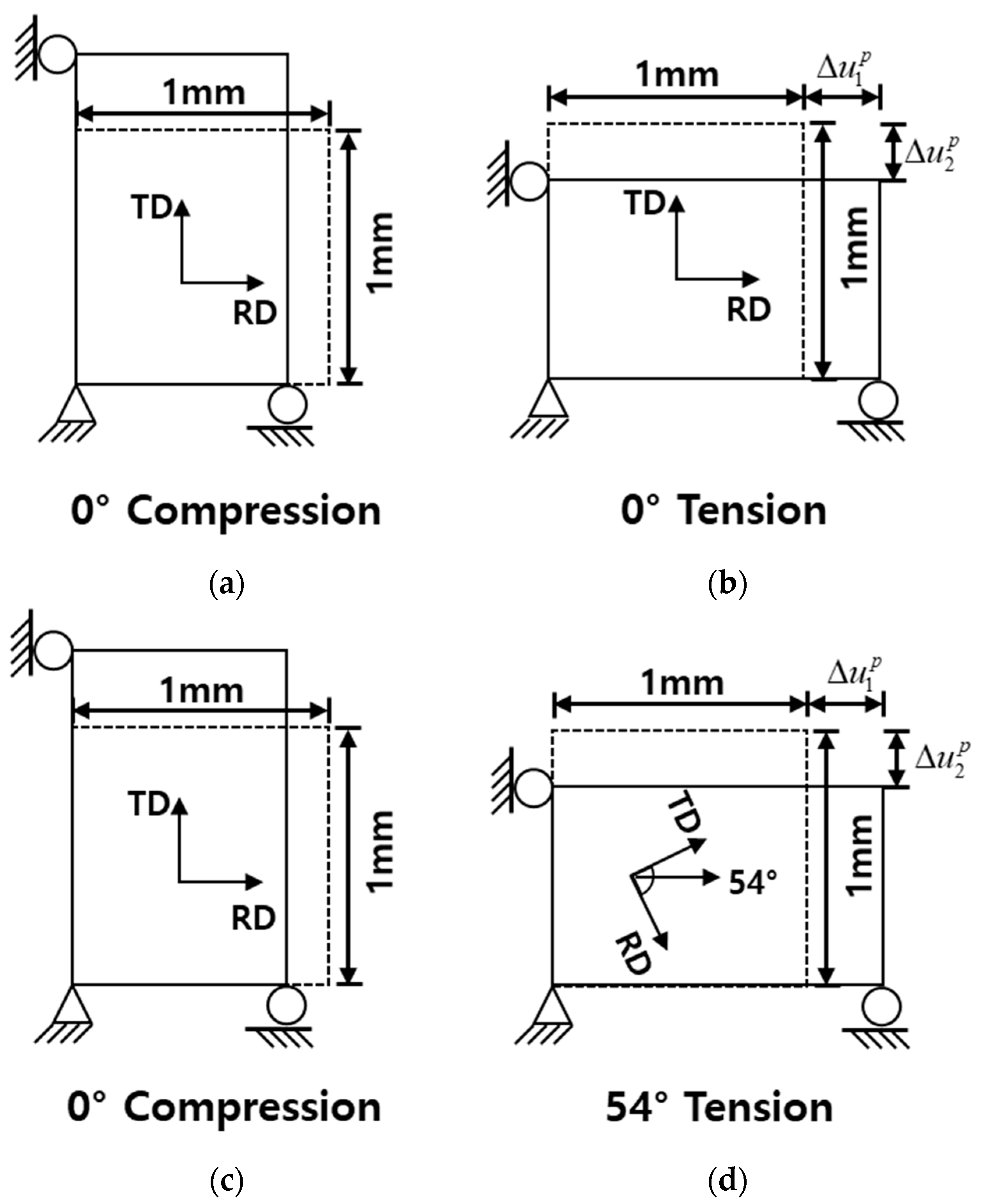
In the one-element analysis, the loading condition consists of a compression-tension (C-T) test. The accuracies of the predicted flow stress and r-value were compared for the investigated numerical algorithms. Two loading paths were simulated for the C-T test. The first path consists of a 5% compression along the rolling direction (RD) followed by a 10% tension along the same direction. This case is denoted as “C5T10R,” where “R” represents the fact that the loading path is a “Reversed” loading condition. During the compression along the RD, the rate of the yield function distortion represented by the transient behavior and Bauschinger effect is maximal in the opposite side of the compressive loading, or tension, along the RD.
The second loading path consists of a 5% compression along the RD followed by a 10% tension at an angle of 54° to the RD. Note that the 54° angle corresponds to the cross-loading state, where the condition is satisfied (the exact value of the angle for the cross-loading condition is 54.74°). This case is denoted as “C5T10CR,” where “CR” stands for “cross” loading. This loading path was selected because the cross-loading effect with rotation of the microstructure deviator becomes maximized at the loading direction with the condition.
A four-node shell element with reduced integration in the ABAQUS/Standard, also denoted S4R, was used. The boundary conditions for the above cases are schematically shown in
Figure 3.
The r-value along the θ angle with respect to the RD is defined in Equation (59) and calculated via the nodal displacements of an element, according to the following:
where
and
are the element nodal displacements along the RD and transverse direction, respectively, during tension, and the superscript “
” represents the plastic part of the strain or displacement.
The mechanical properties of the two model materials and the constitutive parameters for the initial yield function and e-HAH model are listed in
Table 1 and
Table 2, respectively. The model materials “MAT 1” and “MAT 2” have distinctive e-HAH parameters, but other properties, such as elasticity, initial yield function, and isotropic hardening, are identical. For isotropic hardening, the Swift hardening power law,
, is applied for both materials.
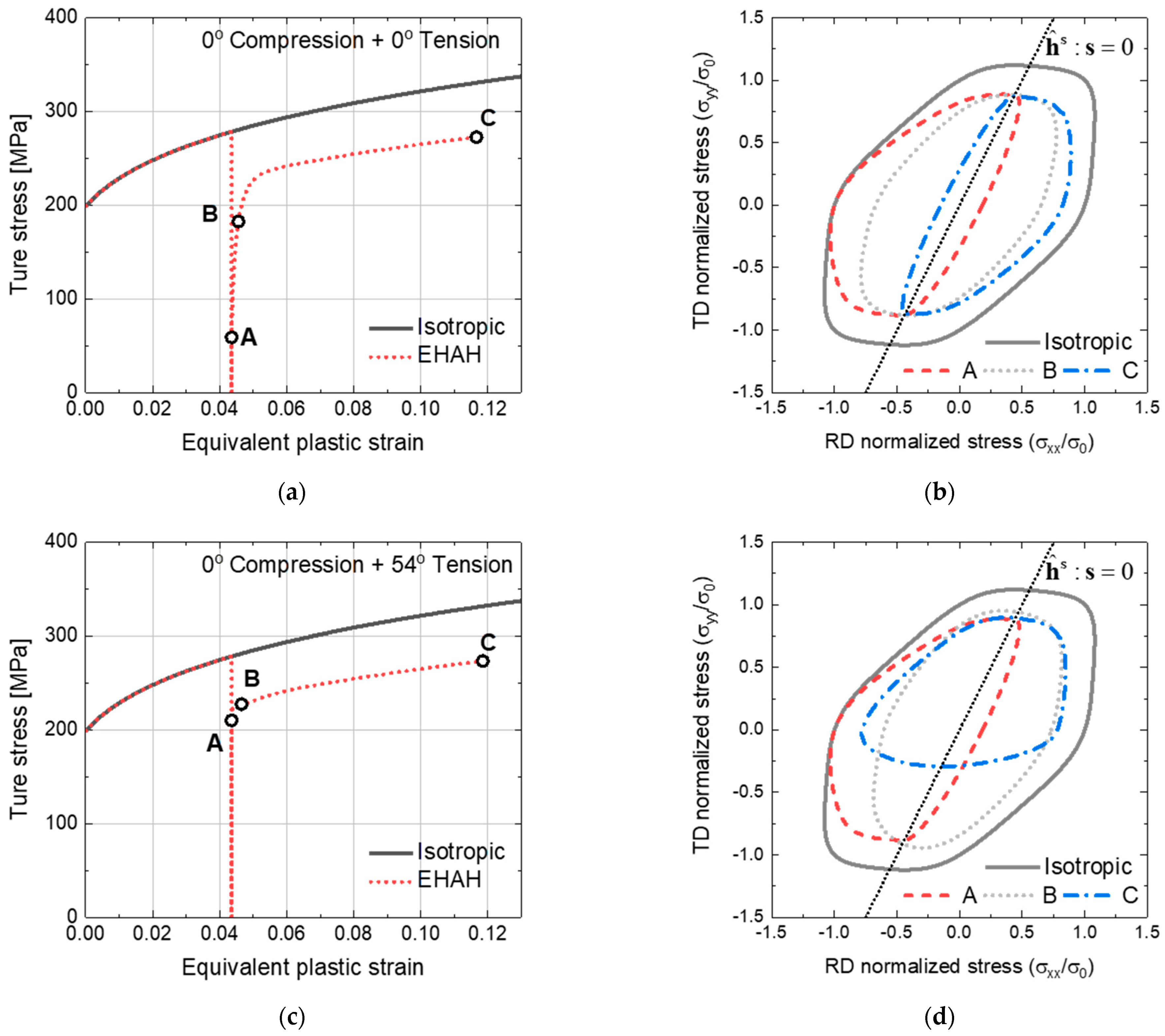
Figure 4 and
Figure 5 show the reference flow stress curves and the corresponding evolution of the e-HAH surfaces for MAT 1 and MAT 2, respectively. Since the exact solutions are not available, a reference curve with a sufficiently small time-step is assumed to be exact. The reference flow curves were obtained using the CPM scheme implemented into the dynamic explicit FE ABAQUS/Explicit software with the VUMAT user material subroutine. The average strain increment was set to
.
Figure 4a and
Figure 5a illustrate the flow stress curves under the C5T10R loading path, whereas
Figure 4c and
Figure 5c display the same curves under the C5T10CR loading path. The evolutions of the yield surfaces are provided in
Figure 4b and
Figure 5b for C5T10R, and in
Figure 4d and
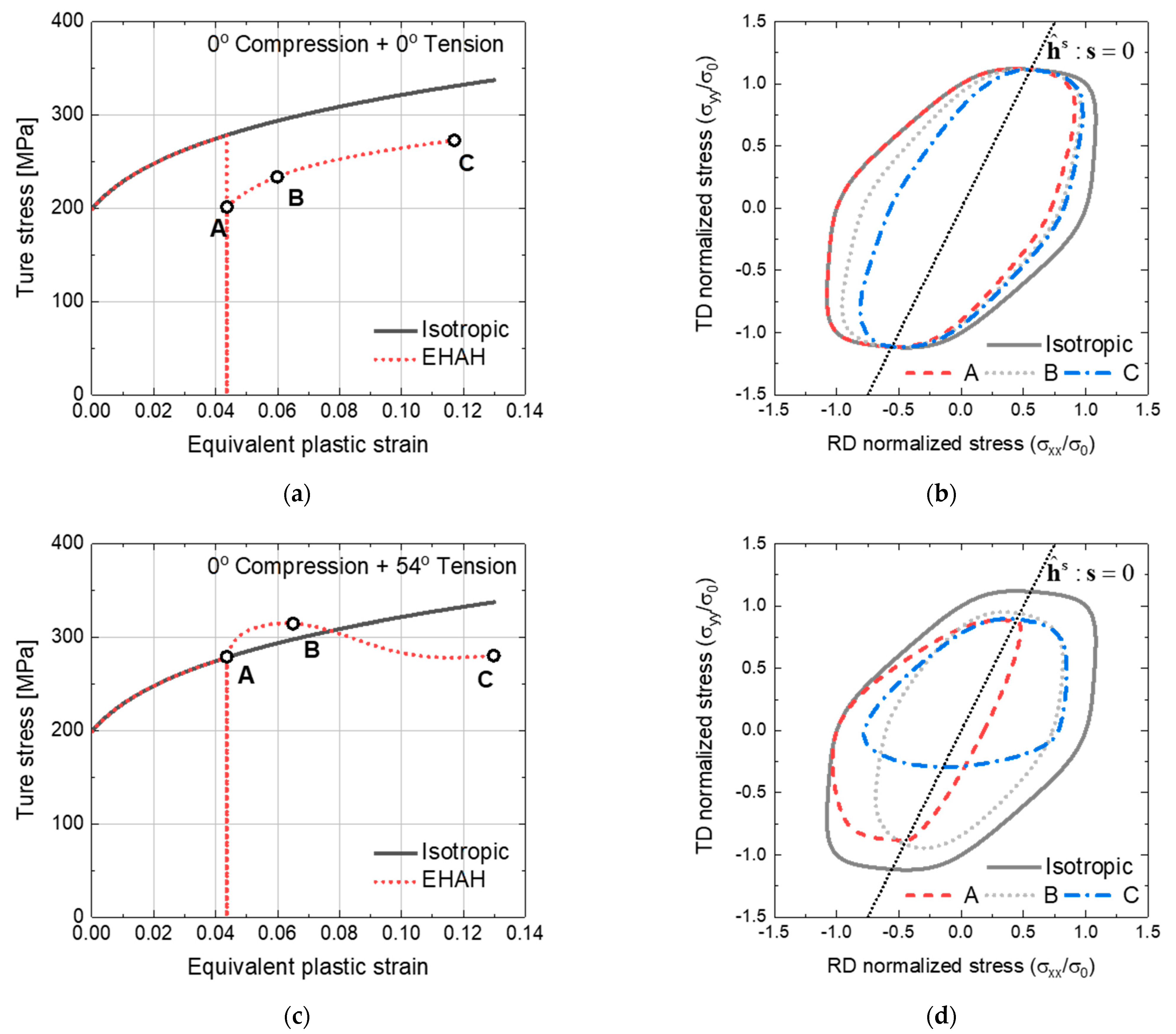
Figure 5d for C510CR. For comparison, the evolutions of the isotropic yield surfaces are also included in the figures. In each figure, three points are marked, namely A, B, and C, where A and C represent the initial and final stress states during the second loading, respectively, whereas B is selected between the two loading points to compare the transient behavior in the second loading path.
Figure 4a,b shows that a significant amount of the Bauschinger effect and permanent softening (
) are represented from the e-HAH parameters of MAT 1 under C5T10R. For C5T10CR, a similar transient behavior and permanent softening were calculated, but the Bauschinger effect (contraction) was found to be much less than for the C5T10R loading path. For MAT 2, the Bauschinger effect is less than in MAT 1 for the C5T10R loading path, though the permanent softening is also pronounced. However, the C5T10CR loading condition showed a very noticeable stress overshoot upon changing the loading path and subsequent softening. Note that MAT 1 and MAT 2 were virtually designed to represent the characteristics of the e-HAH model.
In the following, the accuracy of each investigated stress integration algorithm is assessed with different time increments. The effect of the time-step size on the accuracy of the stress update is evaluated via one-element simulations under the two loading paths. Three different strain increments during tensile loading were considered, i.e., , , and .
From the simulations, the evolution of the flow stress and r-value at the second loading step were evaluated, and the averaged relative errors are reported, using the following equations:
where
is the total number of data points used for the error estimations.
4.1.1. C5T10R Loading Condition
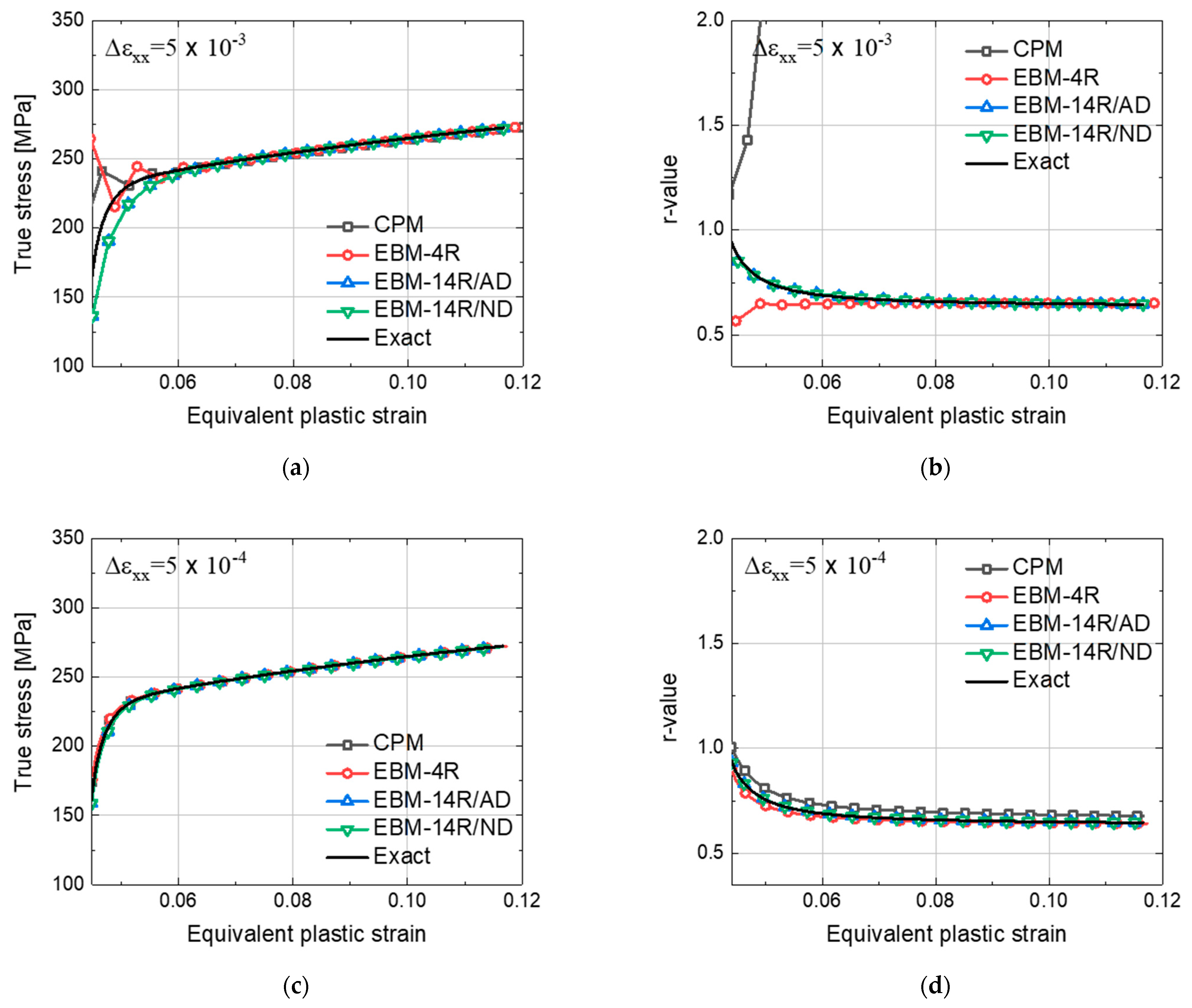
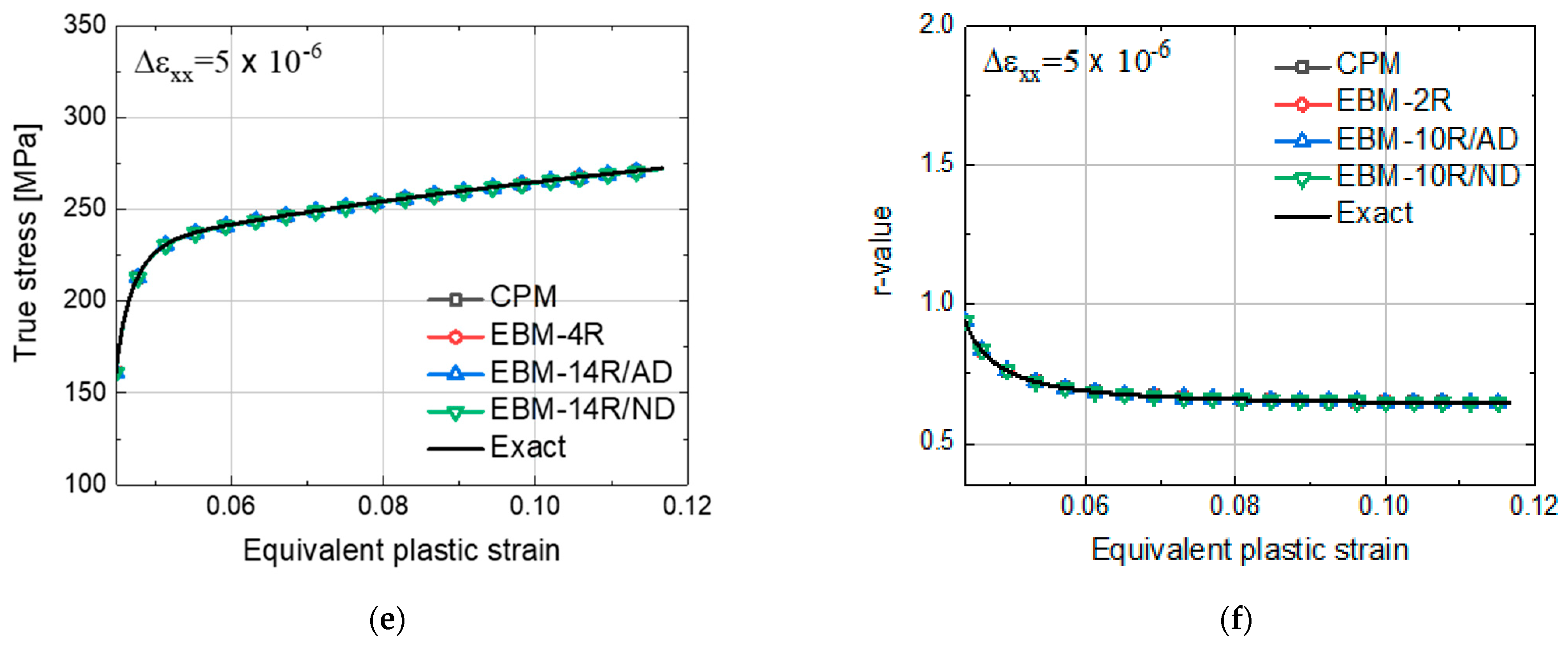
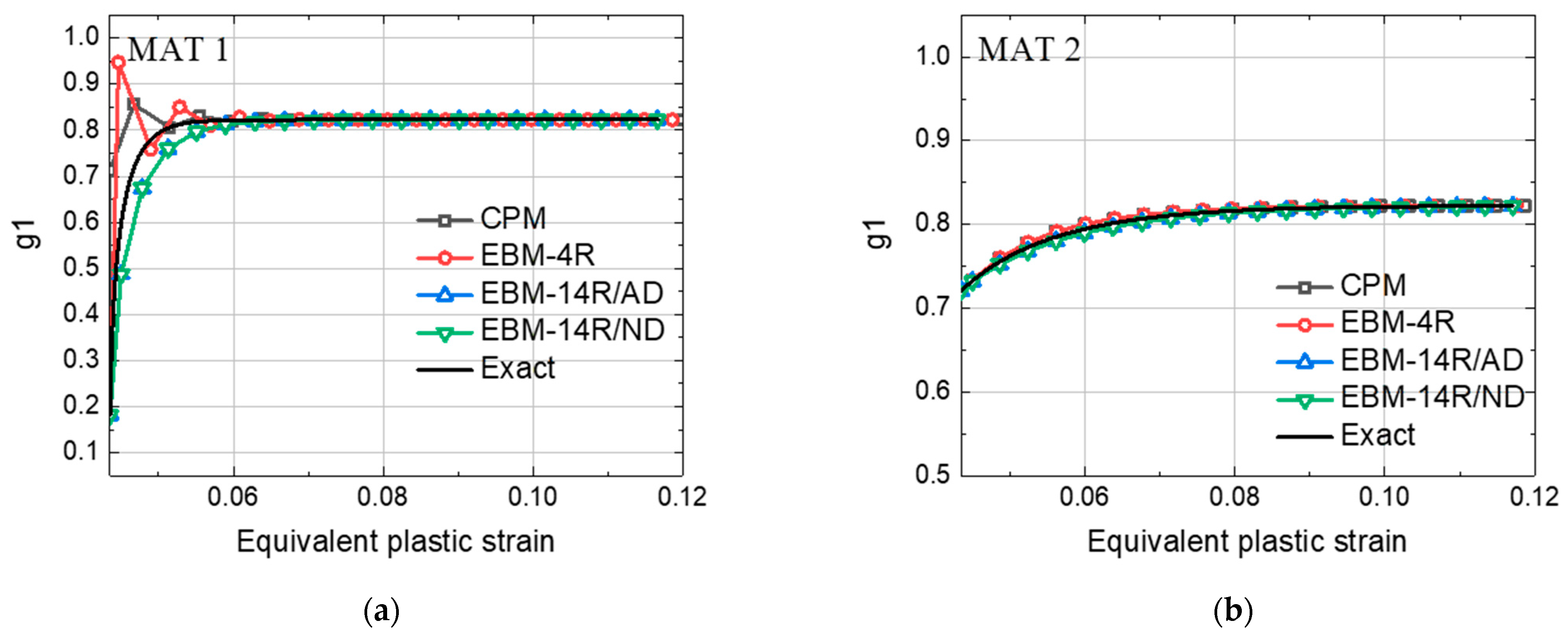
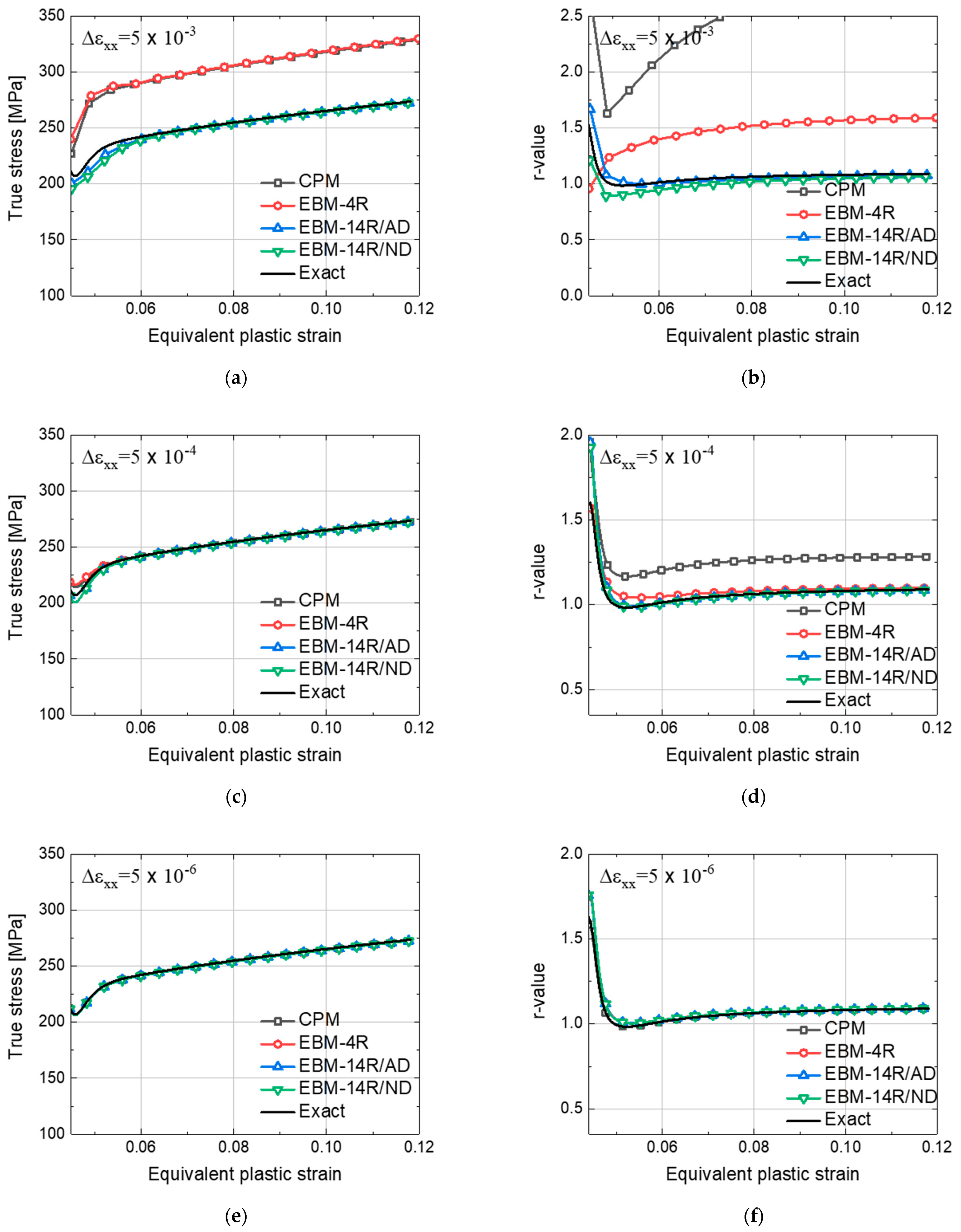
Figure 6 and
Figure 7 show the flow stress curves and r-value evolutions of MAT 1 and MAT 2, respectively, under the C5T10R loading path. For this analysis, three different strain increments were applied to each stress integration algorithm. The detailed values, including relative errors and CPU times, are also listed in
Table 3 and
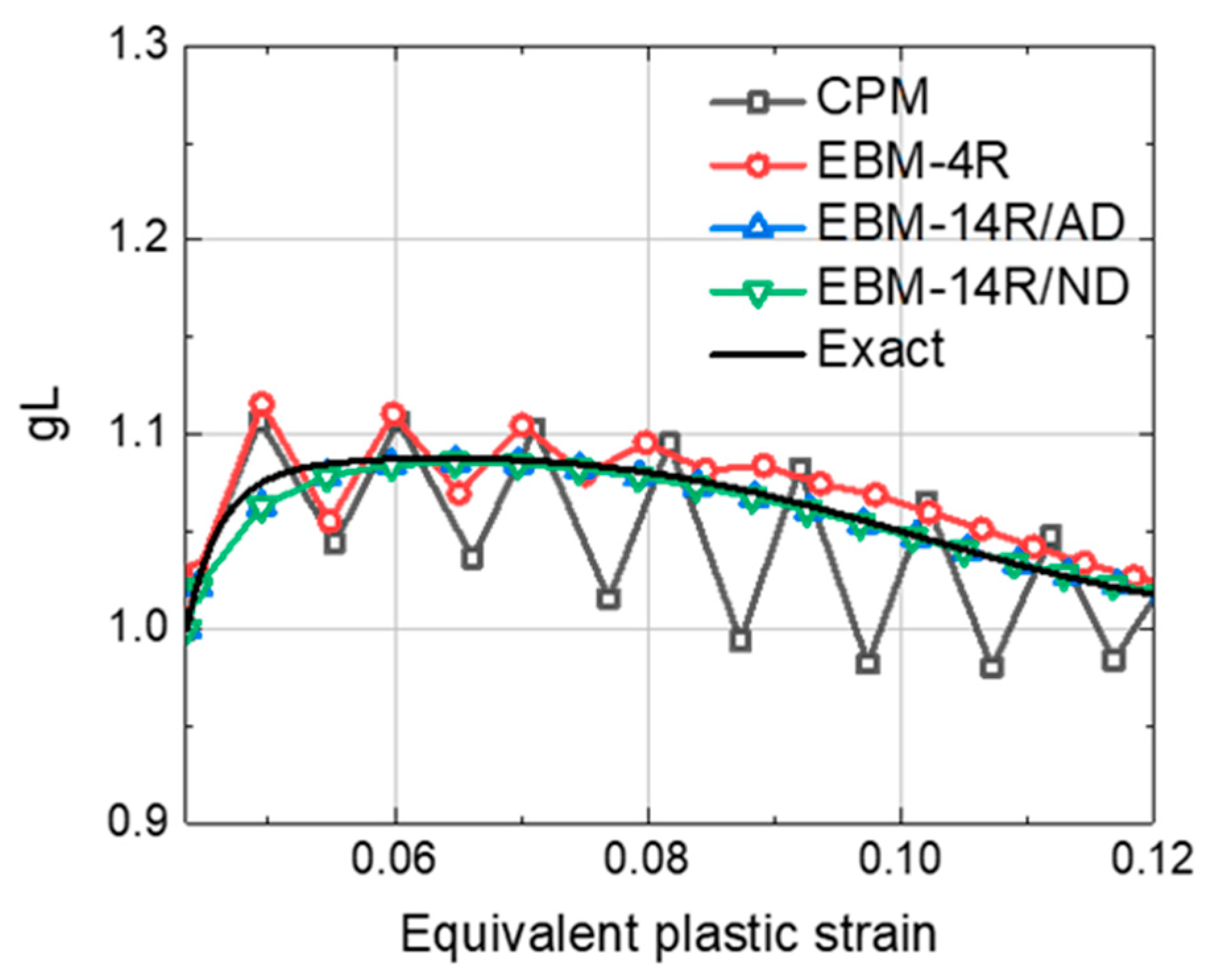
Table 4 for MAT 1 and MAT 2, respectively. At a first glance, all the numerical algorithms investigated seem to yield rather similar results. However, some distinctive features can be observed in the predicted flow curves and r-values. Regarding the method for the yield surface gradient calculation, both approaches based on analytical derivatives (EBM-14R/AD) and finite difference (EBM-14R/ND) predicted almost the same level of accuracy when being implemented into the fully implicit algorithm with 14 residuals. Small differences exist between the two cases in the computational cost measured by the CPU time. Indeed, the EBM-14R/ND scheme using the finite difference method takes ~8% longer CPU time than the EBM-14R/AD scheme using the analytical derivatives.
The effect of the investigated algorithms on the accuracy and stability of the simulations with the e-HAH model grows considerably when the evolution of the yield surface becomes drastic within a given time increment. The flow stress curves predicted by the CPM and EBM-4R schemes show significant oscillations at the early strain range of MAT 1, when the strain increment is large, with
, as shown in
Figure 6a. In contrast, the two algorithms with the same strain increment are stable for MAT 2, which exhibits a lower evolution rate than MAT 1 (
Figure 7a). The state variable
controls the transient rate, and
Figure 8a shows its oscillations for MAT 1 when the CPM and EBM-4R schemes are used. As expected, the
value of MAT 2 exhibits a stable evolution, even for the CPM and EBM-4R algorithms. In terms of the r-value evolution, the values predicted by the CPM approach show a much lower accuracy for a strain increment of
. This inaccuracy is attributed to the lack of knowledge of the flow rule as a residual during the algorithmic treatment in the CPM scheme.
4.1.2. C5T10CR Loading Condition
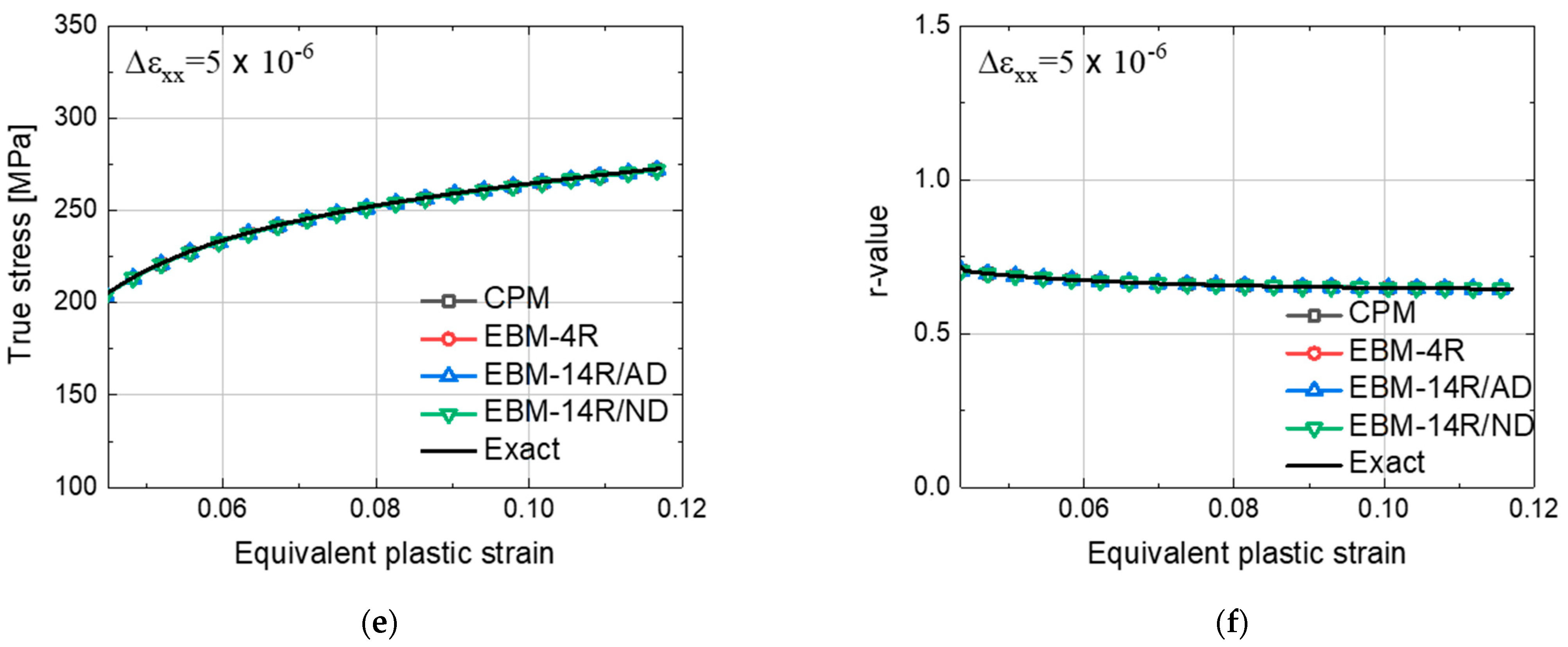
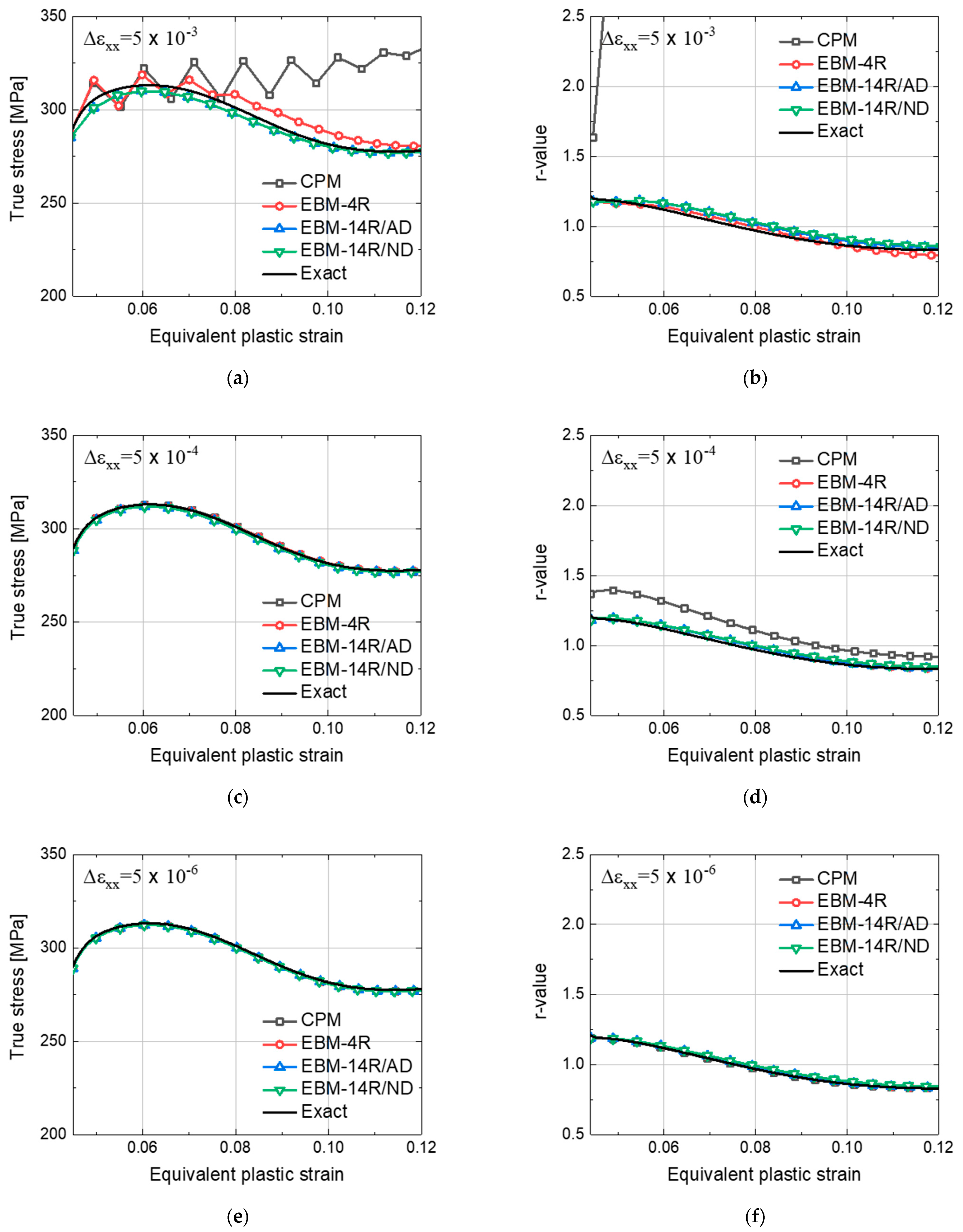
Figure 9 and
Figure 10 show the flow stress and r-value evolutions under the C5T10CR cross-loading path for MAT 1 and MAT 2, respectively. The accuracy and stability of the investigated stress-integration algorithms for MAT 1 and MAT 2 are summarized in
Table 5 and
Table 6, respectively. Similar to the C5T10R reverse loading path, the overall accuracy for the flow stress and r-values increases upon decreasing the strain increment as expected. However, due to the anisotropic hardening and its orthogonal distortion in the e-HAH model, distinct features can be also noticed, which mostly occur under the large strain increment
. The evolution of the r-value predicted by the CPM scheme shows an abnormal behavior as can be observed in
Figure 9a. This is because the semi-explicit algorithm does not account for the residual minimization for a flow rule. Moreover, as shown in
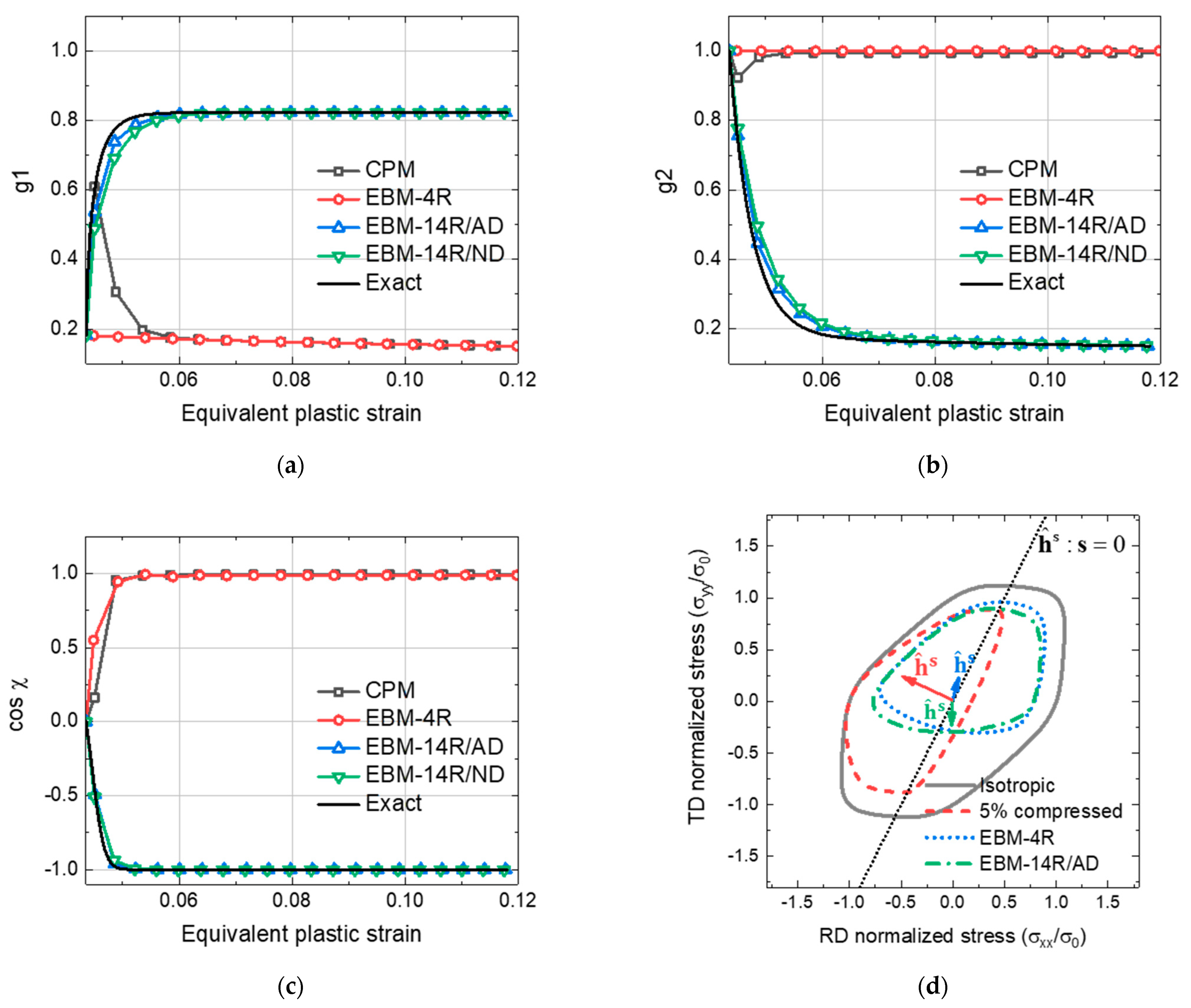
Figure 9a,b, the flow stress and r-value predicted by the CPM and EBM-4R schemes show a different trend with respect to the algorithms using 14 residual—based EBMs. The evolution of the two state variables,
and
, under a strain increment
are presented in
Figure 11a,b. Under this loading path, the transient behavior of CPM and EBM-4R is controlled by
, as the loading path indicator
is negative for both algorithms (
Figure 11c). However, for the other algorithms that include the exact solution,
is positive, which leads
to have a major effect on the transient behavior. This circumstance represents the dominant cause behind the abnormally predicted flow stress curve and r-value evolutions for the two algorithms. In other words, the undesirable evolution of the state variables results in significantly deviated stress updates in the e-HAH model, as shown in
Figure 11d.
Similar to MAT 1, oscillating flow curves are also predicted by the CPM and EBM-4R approaches for MAT 2 when the time increment is not small enough. In this loading path, the fluctuating flow behavior is attributed to the state variable
associated with latent hardening (
Figure 12). Note that the MAT 2 flow curve is influenced by
more significantly than for MAT 1, due to the slower evolution of
.
Regarding the computational time, all investigated numerical algorithms present rather similar values, especially when compared with the much larger differences encountered in the accuracy values, particularly under large strain increments. However, it is important to note that under the C5T10CR loading path, the finite difference gradient—based algorithm (EBM-14R/ND) is characterized by a ~10–15% longer CPU time, compared to the analytical gradient algorithm (EBM-14R/AD).
4.2. Forming Problem: S-Rail Forming and Springback
In this section, the proposed stress integration algorithms are applied to the simulation of large-scale industrial part forming with purely implicit FE software. Though the implicit FE solver was previously employed for large-scale models, this was often limited to simple material constitutive laws, such as isotropic and kinematic hardening. Therefore, this is the first time that the distortional hardening model with cross-hardening or softening (that is, the e-HAH model) is applied to the simulation of industrial forming processes with a static implicit FE solver. By contrast, numerous previous studies have employed the combined dynamic explicit and implicit solvers for complex forming and elastic-driven springback simulations, respectively. In particular, this happens for the case in which the elastic-plasticity constitutive laws become more complex, such as in the present anisotropic hardening model (e-HAH).
In this study, the S-rail part forming and springback simulations were performed as a benchmark for the industrial forming process [
45]. The simulations were carried out using the static implicit solver, i.e., the ABAQUS/Standard. From the simulation results, the springback, equilibrium iterations, time increment, and computational time during the forming step were comparatively analyzed using the different CPM, EBM-14R/AD, and EBM-14R/ND algorithms. Real automotive sheet metals, composed of dual-phase steel (DP780) and stainless steel (STS), were employed in the simulations. Note that DP780 exhibits a significant cross-contraction (or softening) behavior under loading path changes, due to the large Baushinger effect induced by its martensitic islands embedded in the ferrite matrix. In contrast, the STS sheet exhibits stress over-shooting or cross-hardening behavior under loading path changes. The material properties and their related model parameters are listed in
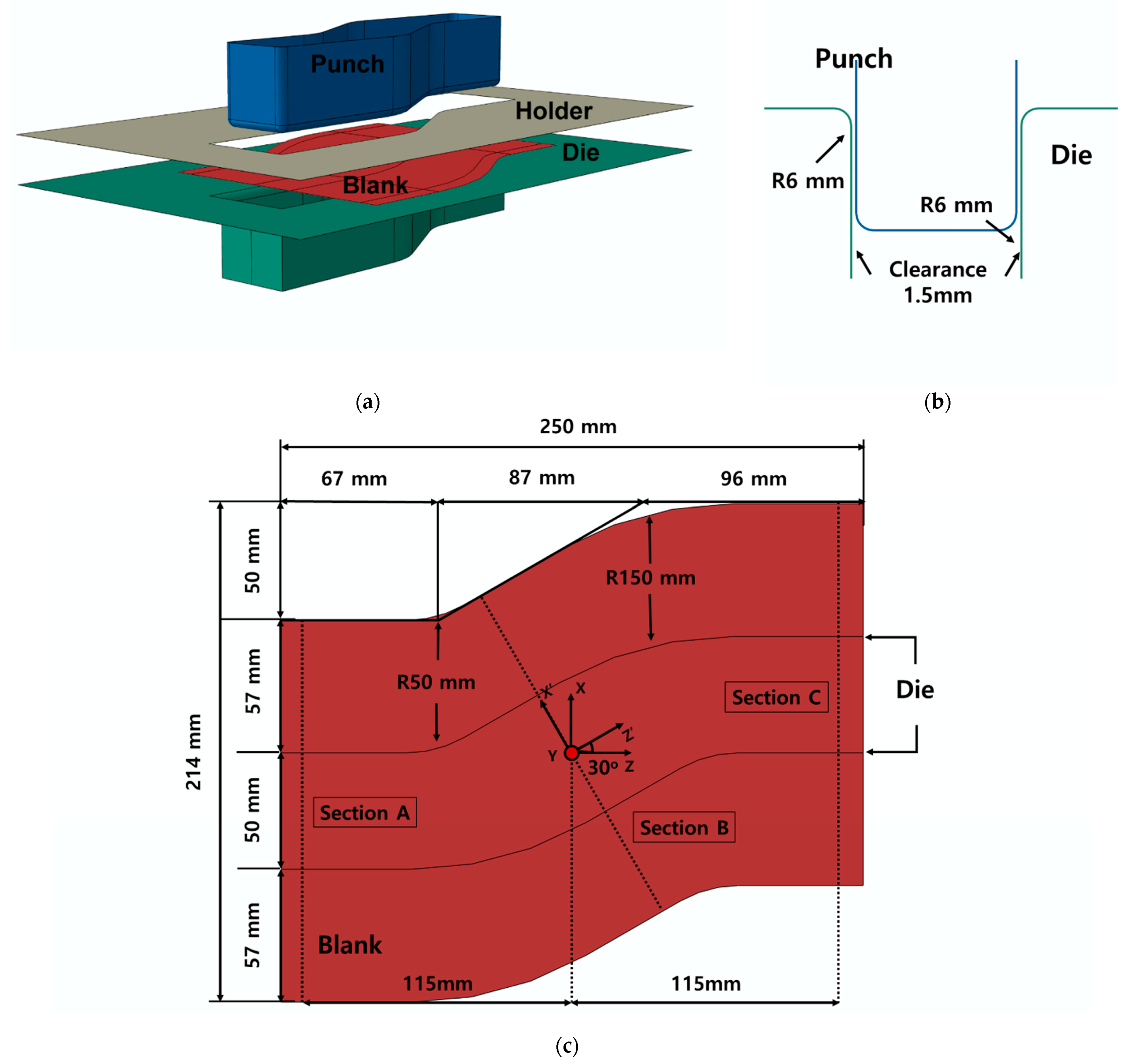
Table 7. The FE model set-up, including tool and sheet dimensions, is presented in
Figure 13.
The thickness of the blank sheet was set to 1.2 mm, and a blank holding force of 200 kN was applied during the forming simulation. The friction coefficient between the blank and tools was set to 0.05. A total punch displacement of 37 mm was applied. As for the blank elements, 4264 four-node shell elements with reduced integration (S4R) were used. The simulation consisted of the holding, forming, and springback steps. Springback simulations were conducted by removing the tools after applying constraints on three specific nodes on the X’-Z’ plane to prevent rigid body motion. In other words, the center node was kept fixed, one node on the Z’ axis was constrained along the X’ and Y’ directions, and the last node on the X’ axis was constrained along the Z’ direction. The simulation time for each step was set to one (however, this does not have a physical meaning due to the static implicit FE algorithm. This is a relative measure for the strain increment control for different stress-integration algorithms). The reference, minimum, and maximum time increments for the forming step were set to , , and , respectively.
The sections A, B, and C of the springback are depicted in
Figure 13c. Section A and C are on the Z-plane,
away from the center. Section B lies on the Z’-plane, which is rotated by 30° around the Y-axis.
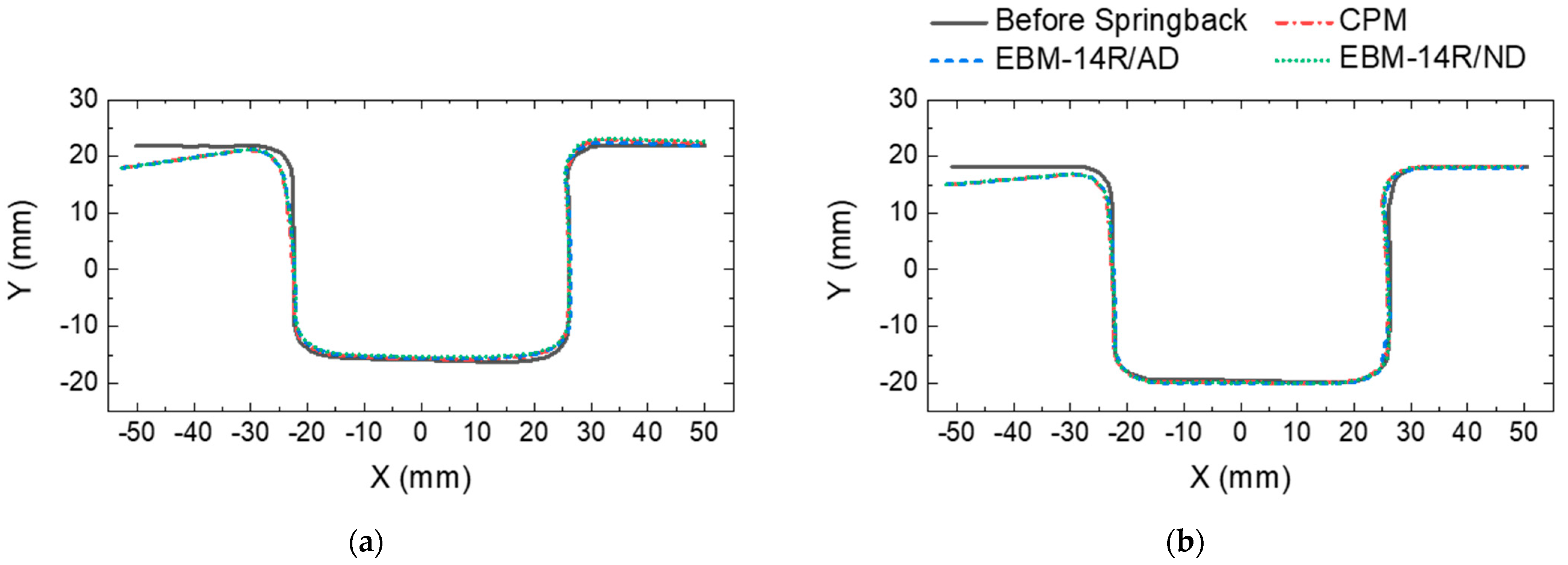
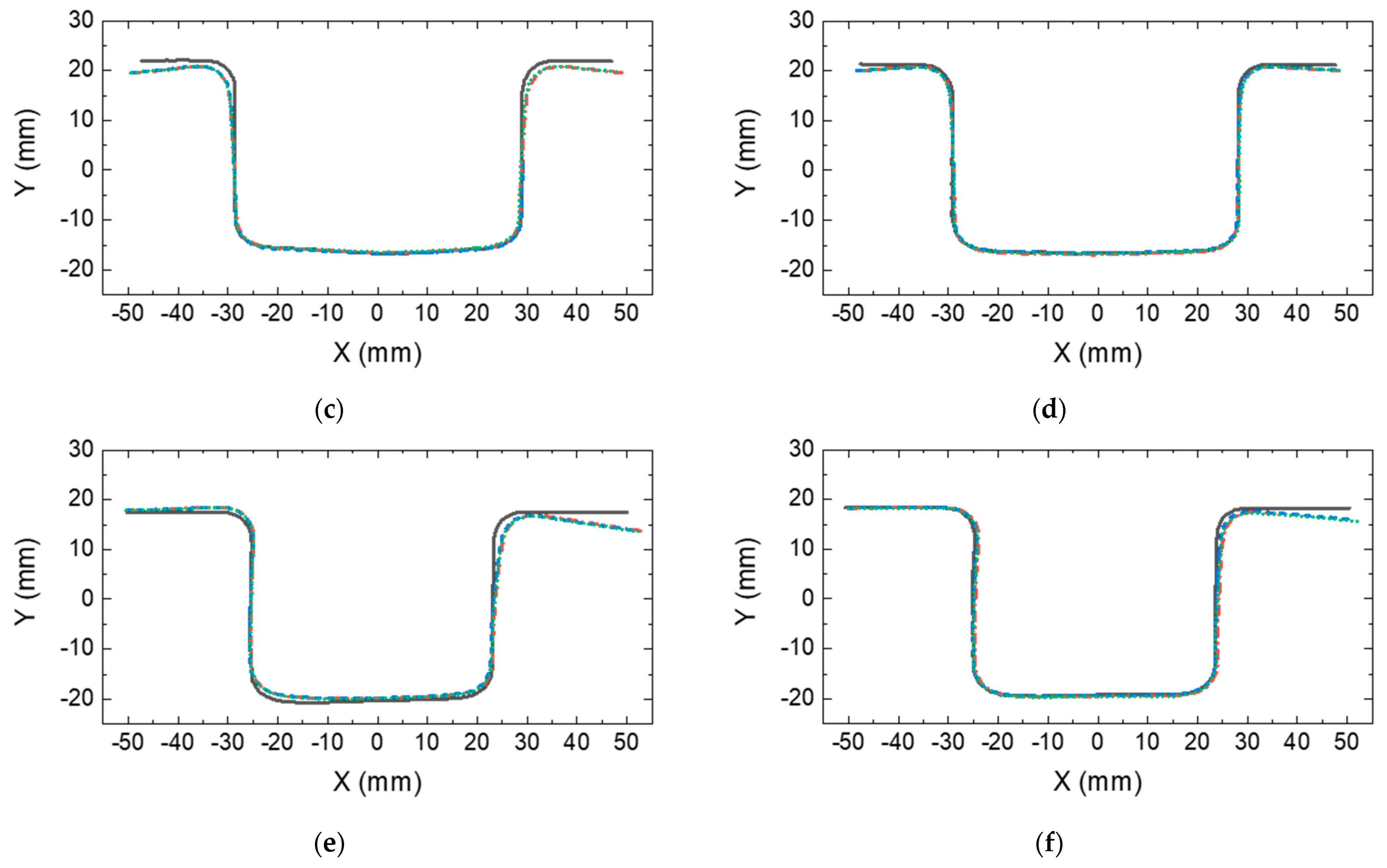
The springback results for section A, B, and C are presented for DP780 and STS in
Figure 14. Almost no differences can be observed in the springback results obtained using the different algorithms. This may be due to the automatic time stepping built into the ABAQUS routine and to the fact that the time increment is small enough to have accurate solutions.
The averaged equilibrium iteration number, averaged time increment (
), and relative wallclock time are listed in
Table 8. The relative wallclock time is normalized with the value calculated using the CPM approach. Pronounced differences in the time increment and calculation time obtained from the different algorithms can be observed. The averaged time increment for CPM is almost half of that of the EBM algorithms. It should be considered that the tangent modulus calculated with CPM is not consistent with the Newton-Raphson method in ABAQUS, which requires a rather smaller time step, compared to the EBM algorithms.
For both materials, the EBM-14R/AD and EBM-14R/ND approaches show a negligible difference in the averaged time increment and average equilibrium iteration number. In other words, the approximate computational cost for global equilibrium calculations in the FE software is similar for the two algorithms. It is thus presumed that the two algorithms have a very similar accuracy under a given time increment. For the STS case, the EBM-14R/AD and EBM-14R/ND methods show similar wallclock times, whereas these times are different for the DP780 case. Indeed, the EBM-14R/ND scheme is approximately 40% slower than the EBM-14R/AD scheme. The difference in convergence speed may be due to the different exponents of the non-quadratic yield function used for the DP780 and STS materials, which also determine the nonlinearity of the yield function evolution.
5. Summary
In this study, a fully implicit stress integration algorithm was developed for the e-HAH anisotropic hardening model. The proposed algorithm is capable of reproducing both cross-hardening and softening under complex loading path changes by introducing the distortional hardening concept. Particularly, the proposed algorithm solves for the complete set of residuals defined from the e-HAH model in the context of the EBM. The major differences between the developed model and previously proposed stress integration algorithms can be summarized as follows.
The developed EBM algorithm is formulated based on a total of 14 residuals for the stress tensor, microstructure deviator tensor, and the whole state variables associated with the e-HAH model. On the contrary, the previous algorithms for the HAH or e-HAH model introduced a partially implicit scheme by considering only a limited number of residuals for greater simplicity. This led to unstable and inaccurate evolutions of the plastic state variables related to the distortions of the yield function under loading path changes.
For calculating the first and second derivatives of the yield surface, which are inevitably required in the formulation of the common predictor-corrector numerical schemes, the present model provides both analytical (EBM-AD) and finite difference—based numerical methods (EBM-ND). The analytical expressions of the e-HAH yield surface are given in the appendix.
The accuracy and robustness of the developed algorithm and its implementation were validated by a one-element analysis and application to a large-size industrial problem. For the one-element analysis, the compression-tension test and compression-cross-tension test were conducted for two representative materials. For the large-size problem, the S-rail benchmark forming and springback simulations were conducted. These validations can be summarized as follows.
The existing semi-explicit CPM and implicit EBM schemes with partially introduced residuals (EBM-4R) resulted in an abnormal evolution of the stress-strain curve or r-value for both the reversed and cross-loading conditions when the strain increment became larger. In contrast, the proposed fully implicit algorithm with the complete set of residuals (EBM-14R) showed stable and accurate results regardless of the investigated strain increments. Moreover, both methods based on analytical and numerical derivatives provided virtually the same accuracy for the EBM-14R algorithm.
For the cross-loading path, the lack of knowledge of the residuals for the evolution of the e-HAH yield surface led to the abnormally wrong rotation of the microstructure deviator , which caused undesirable evolutions of the other state variables. This justifies the better accuracy and robustness of the present fully implicit algorithm based on full considerations of the residuals of the e-HAH model.
For the S-rail forming and springback, the investigated algorithms were all successful without divergence, even with the static implicit solver and complicated e-HAH model. However, the EBM—based algorithms required less computational time than the CPM—based one. This is due to the smaller time step determined by the automatic time increment, which resulted from the non-consistent tangent modulus of the CPM algorithm.
Noticeable differences in the averaged time increments and equilibrium iteration number were observed between the EBM-AD and EBM-ND approaches in the S-rail forming simulations. However, the yield surface exponent, which determines the sharpness of the non-quadratic yield function at the bi-axial stress state, played a more dominant role in determining the computational cost in the numerical, derivative—based EBM algorithm.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}