
Implementation of Fused Filament Fabrication in Dentistry

 ,
,  , , , ,
, , , , 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Applied FFF Materials in Dentistry
3. Novel Approaches of FFF in Dentistry
3.1. Thermoplastic Filament for Bite Registration
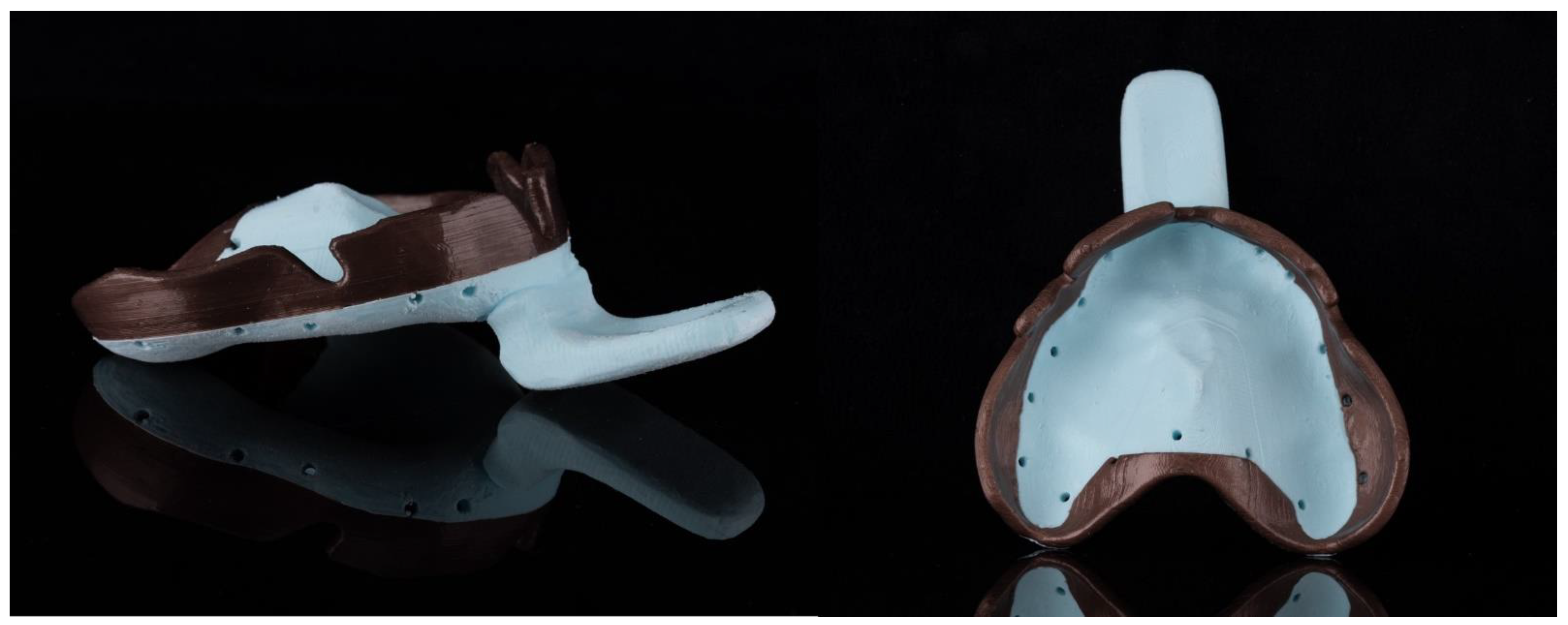
3.2. Dual Material Customized Impression Trays
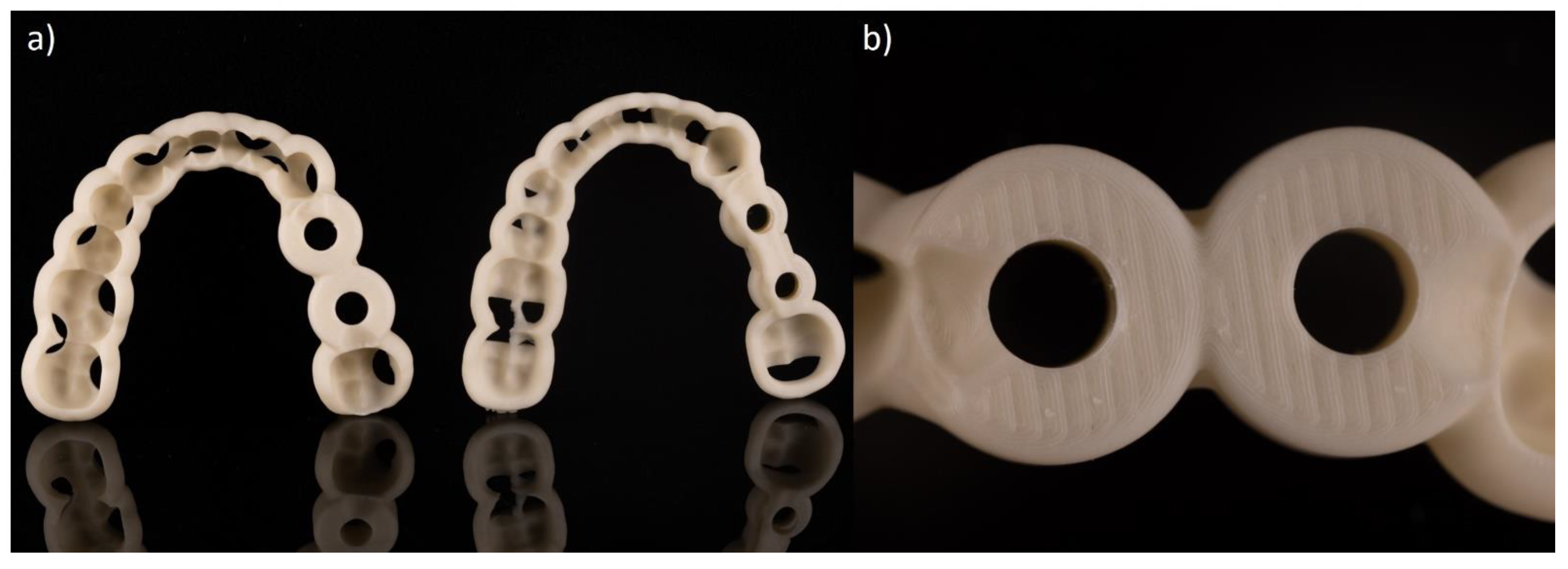
3.3. Surgical Guides
4. Conclusions and Future Perspectives
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Goodacre, B.J.; Goodacre, C.J.; Baba, N.Z.; Kattadiyil, M.T. Comparison of denture base adaptation between CAD-CAM and conventional fabrication techniques. J. Prosthet. Dent. 2016, 116, 249–256. [Google Scholar] [CrossRef] [PubMed]
- Romanyk, D.L.; Martinez, Y.T.; Veldhuis, S.; Rae, N.; Guo, Y.; Sirovica, S.; Fleming, G.J.P.; Addison, O. Strength-limiting damage in lithium silicate glass-ceramics associated with CAD–CAM. Dent. Mater. 2019, 35, 98–104. [Google Scholar] [CrossRef] [PubMed]
- ASTM. ISO/ASTM 52900. In Additive Manufacturing—General Principles—Terminology; Beuth: Berlin, Germany, 2018; p. 73. [Google Scholar]
- Revilla-León, M.; Özcan, M. Additive Manufacturing Technologies Used for Processing Polymers: Current Status and Potential Application in Prosthetic Dentistry. J. Prosthodont. 2019, 28, 146–158. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Schweiger, J.; Edelhoff, D.; Güth, J.-F. 3D Printing in Digital Prosthetic Dentistry: An Overview of Recent Developments in Additive Manufacturing. J. Clin. Med. 2021, 10, 2010. [Google Scholar] [CrossRef] [PubMed]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent 4,575,330, 8 August 1984. [Google Scholar]
- Zguris, Z. How Mechanical Properties of Stereolithography 3D Prints are affected by UV Curing, Formlabs White Paper. Available online: https://3d.formlabs.com/mechanical-properties-of-uv-cured-3d-prints/ (accessed on 26 May 2021).
- Formlabs. White Paper 3d Printing Custom Trays. Available online: https://3d.formlabs.com/white-paper-de-3d-printing-custom-trays/ (accessed on 31 May 2021).
- Crump, S.S. Apparatus and Method for Creating Three-Dimensional Objects. U.S. Patent 5,121,329, 5 September 1989. [Google Scholar]
- Comb, J.; Priedman, W.; Turley, P.W. FDM Technology Process Improvements. In Proceedings of the 1994 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 1994. [Google Scholar]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Stratasys. Thermoplastic: The Strongest Choise for 3D Printing, FDM Thermoplastic 3d Printing White Paper. Available online: https://www.stratasys.com/explore/whitepaper/thermoplastics (accessed on 26 May 2021).
- Solvay. Radel® PPSU HC AM Filament NT1. Available online: https://www.solvayamshop.com/ccrz__ProductDetails?viewState=DetailView&cartID=&sku=Z58-40004&portalUser=&store=&cclcl=en_US (accessed on 26 May 2021).
- FibreTuff. Fibre Tuff II Data Sheet. Available online: https://img1.wsimg.com/blobby/go/4fc374e5-752e-4d9c-9806-458efb923e97/downloads/FibreTuff%20II%20Data%20Sheet.pdf?ver=1621429055001 (accessed on 26 May 2021).
- Solvay. KetaSpire® PEEK HC FILAMENT CF10 LS1. Available online: https://www.solvayamshop.com/ccrz__ProductDetails?viewState=DetailView&cartID=&sku=Z58-40002&portalUser=&store=&cclcl=en_US (accessed on 26 May 2021).
- Honigmann, P.; Sharma, N.; Okolo, B.; Popp, U.; Msallem, B.; Thieringer, F.M. Patient-Specific Surgical Implants Made of 3D Printed PEEK: Material, Technology, and Scope of Surgical Application. BioMed Res. Int. 2018, 2018, 4520636. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sharma, N.; Honigmann, P.; Cao, S.; Thieringer, F. Dimensional characteristics of FDM 3D printed PEEK implant for craniofacial reconstructions. Trans. Addit. Manuf. Meets Med. 2020, 2. [Google Scholar] [CrossRef]
- Han, X.; Sharma, N.; Xu, Z.; Scheideler, L.; Geis-Gerstorfer, J.; Rupp, F.; Thieringer, F.M.; Spintzyk, S. An In Vitro Study of Osteoblast Response on Fused-Filament Fabrication 3D Printed PEEK for Dental and Cranio-Maxillofacial Implants. J. Clin. Med. 2019, 8, 771. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- JohannesWeithasGmbH. Arfona Impression Tray Filament. Available online: https://www.weithas.de/de/prothetik/3d_druck_dental/fdm_3d-druck_loeffel_dental_filament (accessed on 26 May 2021).
- AdvancedBiomedicalTechnology. MeDFila® 3D Printing Filament. Available online: https://advbiomedtech.com/medfila/ (accessed on 26 May 2021).
- Kim, S.-Y.; Shin, Y.-S.; Jung, H.-D.; Hwang, C.-J.; Baik, H.-S.; Cha, J.-Y. Precision and trueness of dental models manufactured with different 3-dimensional printing techniques. Am. J. Orthod. Dentofac. Orthop. 2018, 153, 144–153. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Etemad-Shahidi, Y.; Qallandar, O.B.; Evenden, J.; Alifui-Segbaya, F.; Ahmed, K.E. Accuracy of 3-Dimensionally Printed Full-Arch Dental Models: A Systematic Review. J. Clin. Med. 2020, 9, 3357. [Google Scholar] [CrossRef] [PubMed]
- 3dk.berlin. Filadental Gips Weiß. Available online: https://3dk.berlin/de/filadental/502-filadental-gips-weiss-4251163216986.html (accessed on 31 May 2021).
- JohannesWeithasGmbH. Weiton-3D Gips Bio-Filament. Available online: https://www.weithas.de/de/prothetik/3d_druck_dental/dentalgips_bio_filament (accessed on 31 May 2021).
- Chen, H.; Yang, X.; Chen, L.; Wang, Y.; Sun, Y. Application of FDM three-dimensional printing technology in the digital manufacture of custom edentulous mandible trays. Sci. Rep. 2016, 6, 19207. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sun, Y.; Chen, H.; Li, H.; Deng, K.; Zhao, T.; Wang, Y.; Zhou, Y. Clinical evaluation of final impressions from three-dimensional printed custom trays. Sci. Rep. 2017, 7, 14958. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- IGO3D. Dental 3D Agency Trayfill Filament. Available online: https://www.igo3d.com/dental-3d-agency-trayfill-filament (accessed on 31 May 2021).
- Arcuri, L.; Lorenzi, C.; Vanni, A.; Bianchi, N.; Dolci, A.; Arcuri, C. Comparison of the accuracy of intraoral scanning and conventional impression techniques on implants: A review. J. Biol. Regul. Homeost. Agents 2020, 34, 89–97. [Google Scholar] [PubMed]
- Ender, A.; Zimmermann, M.; Mehl, A. Accuracy of complete- and partial-arch impressions of actual intraoral scanning systems in vitro. Int. J. Comput. Dent. 2019, 22, 11–19. [Google Scholar] [PubMed]
- Pieralli, S.; Spies, B.C.; Hromadnik, V.; Nicic, R.; Beuer, F.; Wesemann, C. How Accurate Is Oral Implant Installation Using Surgical Guides Printed from a Degradable and Steam-Sterilized Biopolymer? J. Clin. Med. 2020, 9, 2322. [Google Scholar] [CrossRef] [PubMed]
- Sommacal, B.; Savic, M.; Filippi, A.; Kühl, S.; Thieringer, F.M. Evaluation of Two 3D Printers for Guided Implant Surgery. Int. J. Oral Maxillofac. Implants 2018, 33, 743–746. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sun, Y.; Ding, Q.; Tang, L.; Zhang, L.; Sun, Y.; Xie, Q. Accuracy of a chairside fused deposition modeling 3D-printed single-tooth surgical template for implant placement: An in vitro comparison with a light cured template. J. Cranio-Maxillofac. Surg. 2019, 47, 1216–1221. [Google Scholar] [CrossRef] [PubMed]
- Zhou, W.; Liu, Z.; Song, L.; Kuo, C.-l.; Shafer, D.M. Clinical Factors Affecting the Accuracy of Guided Implant Surgery—A Systematic Review and Meta-analysis. J. Evid. Based Dent. Pract. 2018, 18, 28–40. [Google Scholar] [CrossRef] [PubMed]
- Bover-Ramos, F.; Viña-Almunia, J.; Cervera-Ballester, J.; Peñarrocha-Diago, M.; García-Mira, B. Accuracy of Implant Placement with Computer-Guided Surgery: A Systematic Review and Meta-Analysis Comparing Cadaver, Clinical, and In Vitro Studies. Int. J. Oral Maxillofac. Implants 2018, 33, 101–115. [Google Scholar] [CrossRef] [PubMed]






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lüchtenborg, J.; Burkhardt, F.; Nold, J.; Rothlauf, S.; Wesemann, C.; Pieralli, S.; Wemken, G.; Witkowski, S.; Spies, B.C. Implementation of Fused Filament Fabrication in Dentistry. Appl. Sci. 2021, 11, 6444. https://doi.org/10.3390/app11146444
Lüchtenborg J, Burkhardt F, Nold J, Rothlauf S, Wesemann C, Pieralli S, Wemken G, Witkowski S, Spies BC. Implementation of Fused Filament Fabrication in Dentistry. Applied Sciences. 2021; 11(14):6444. https://doi.org/10.3390/app11146444
Chicago/Turabian StyleLüchtenborg, Jörg, Felix Burkhardt, Julian Nold, Severin Rothlauf, Christian Wesemann, Stefano Pieralli, Gregor Wemken, Siegbert Witkowski, and Benedikt C. Spies. 2021. "Implementation of Fused Filament Fabrication in Dentistry" Applied Sciences 11, no. 14: 6444. https://doi.org/10.3390/app11146444
APA StyleLüchtenborg, J., Burkhardt, F., Nold, J., Rothlauf, S., Wesemann, C., Pieralli, S., Wemken, G., Witkowski, S., & Spies, B. C. (2021). Implementation of Fused Filament Fabrication in Dentistry. Applied Sciences, 11(14), 6444. https://doi.org/10.3390/app11146444