
Challenges and Accomplishments in Mechanical Testing Instrumented by In Situ Techniques: Infrared Thermography, Digital Image Correlation, and Acoustic Emission


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Featured Application
Abstract
1. Introduction
2. Methods and Materials
2.1. Theoretical Background for Data Processing
2.1.1. Continuum Mechanics and Digital Image Correlation Measurements
2.1.2. Heat Equation and Infrared Thermography
2.2. Experimental Setup
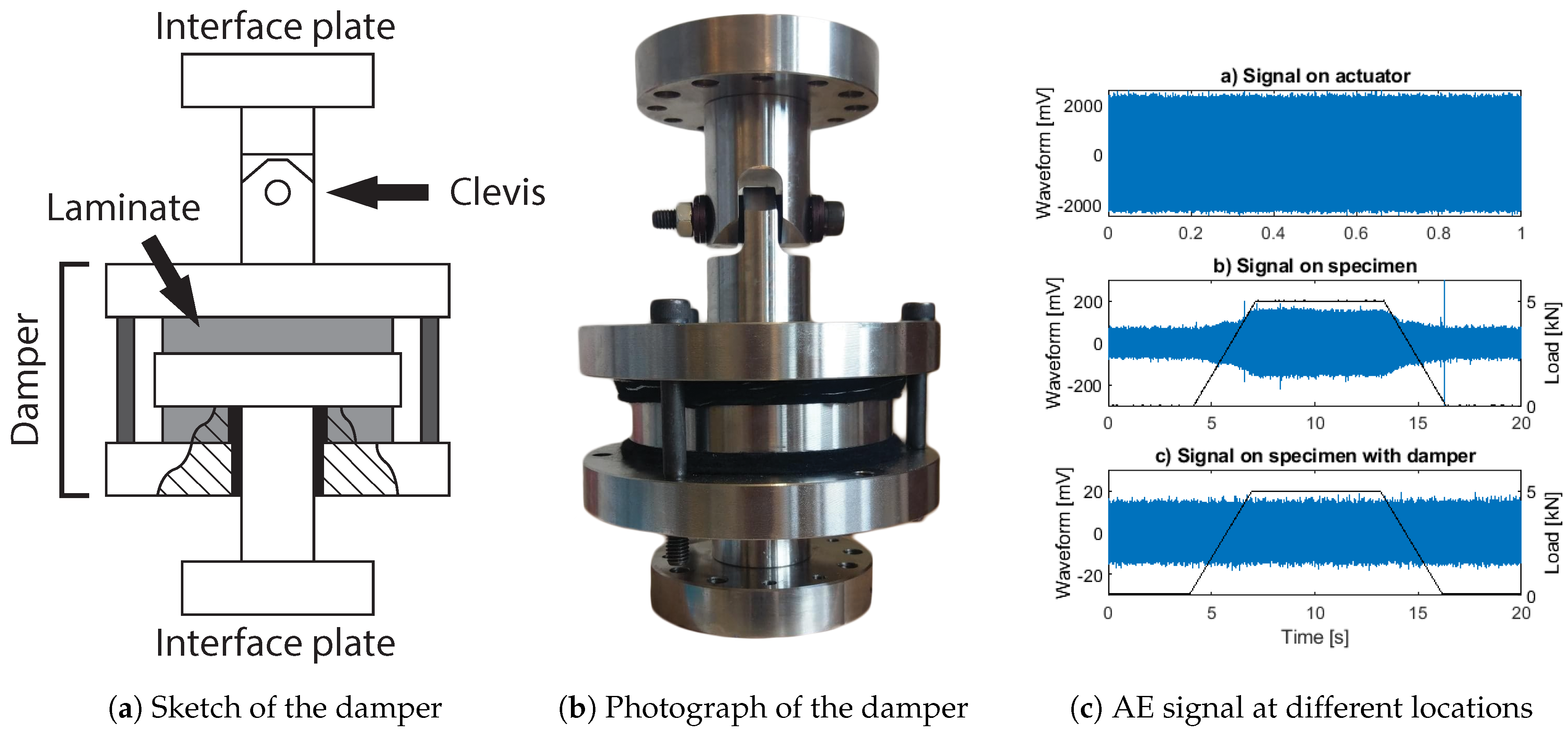
2.2.1. Testing Machine and the Noise Reducing Damper
2.2.2. Fatigue Crack Growth Setup
2.2.3. Tension/Compression Testing Setup
2.3. Sample Preparation and Testing Conditions
2.4. Data Processing
2.4.1. Tensile Data Processing
Digital Image Correlation
Infrared Thermography
Acoustic Emission
2.4.2. Fatigue Crack Growth Data Processing
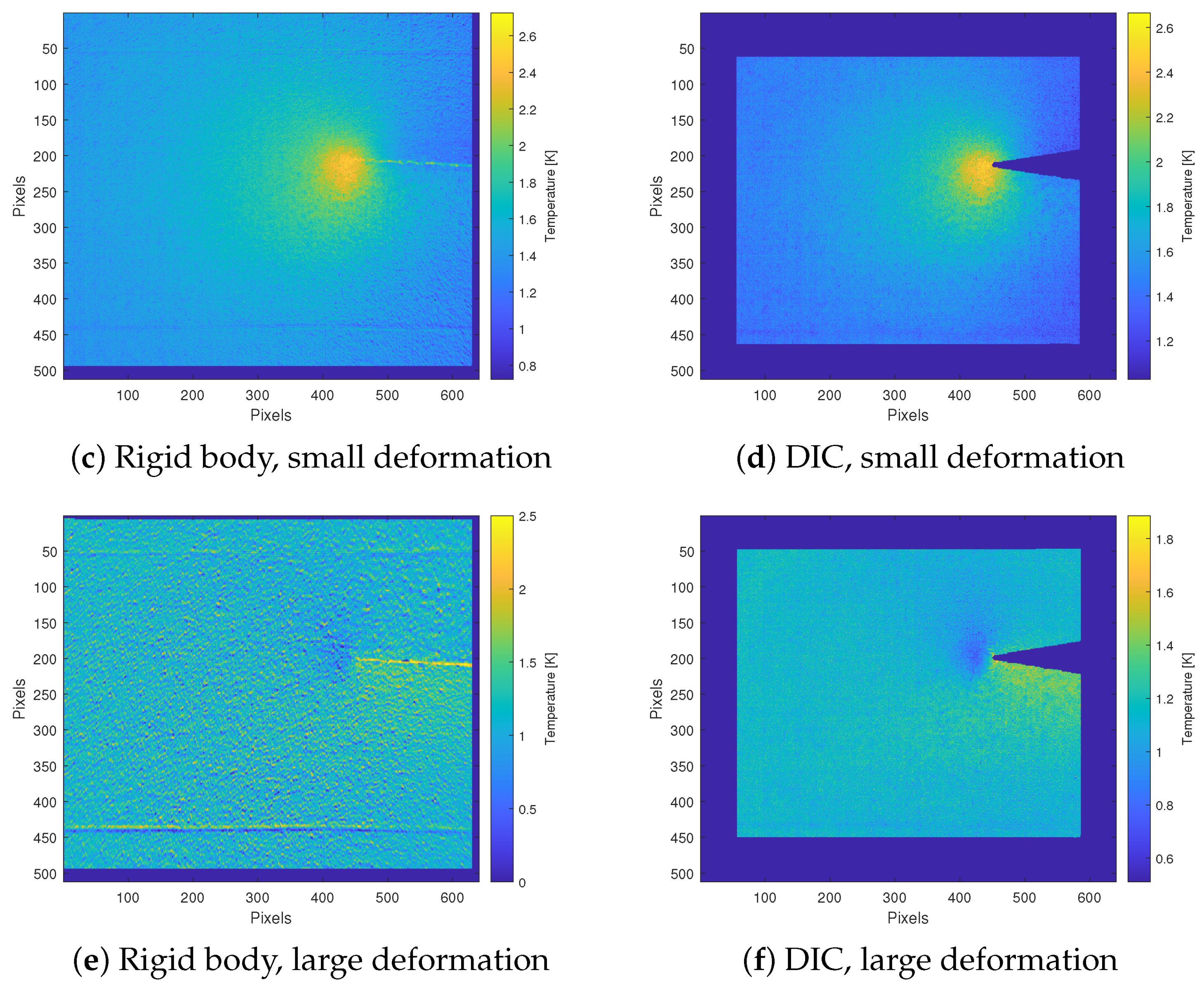
Rigid Body Motion
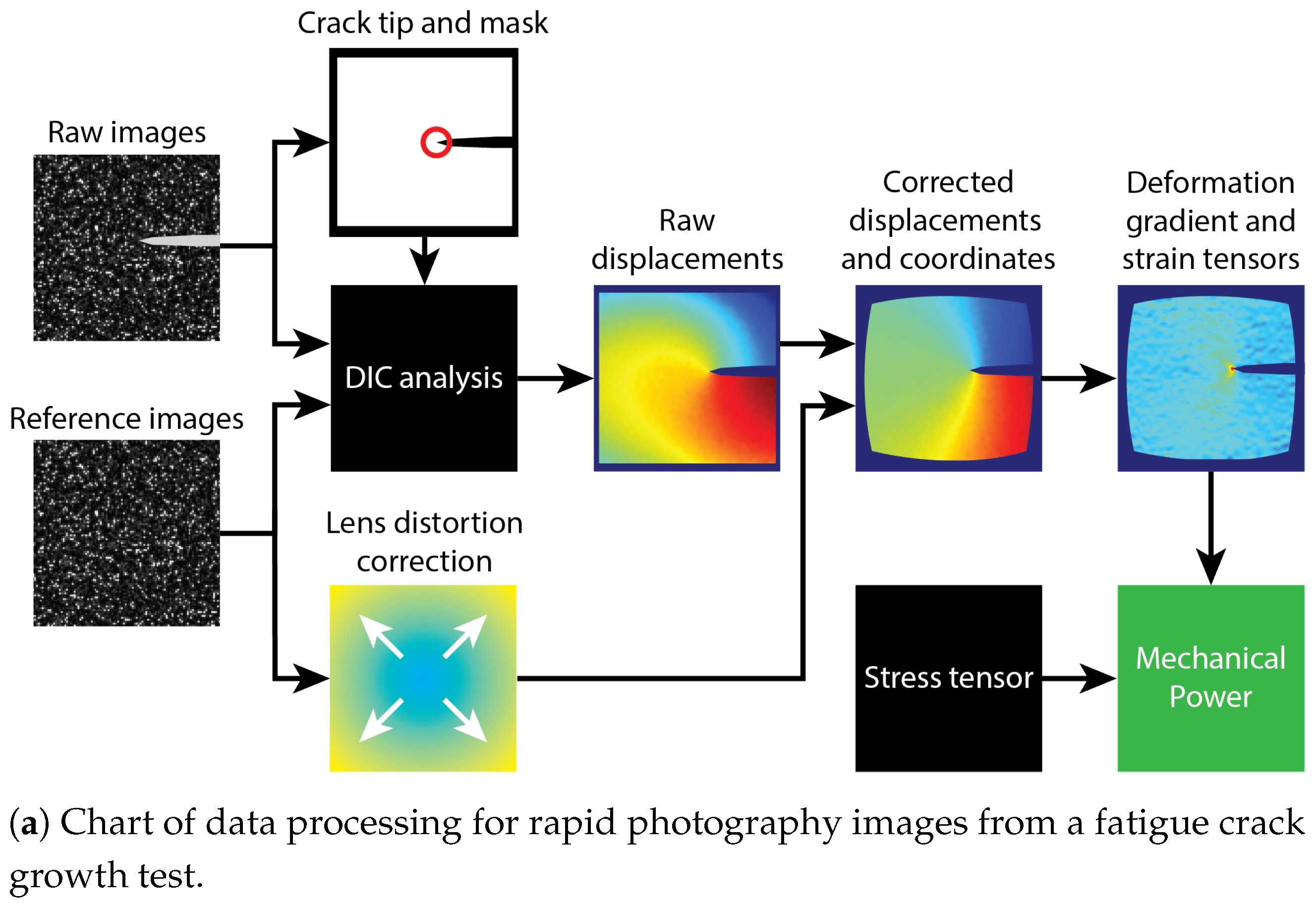
2.4.3. Rapid Video Imaging and Digital Image Correlation
Region of Interest and Mask
DIC Analysis
Correction for Lens Distortion
Deformation Gradient and Strain Tensors
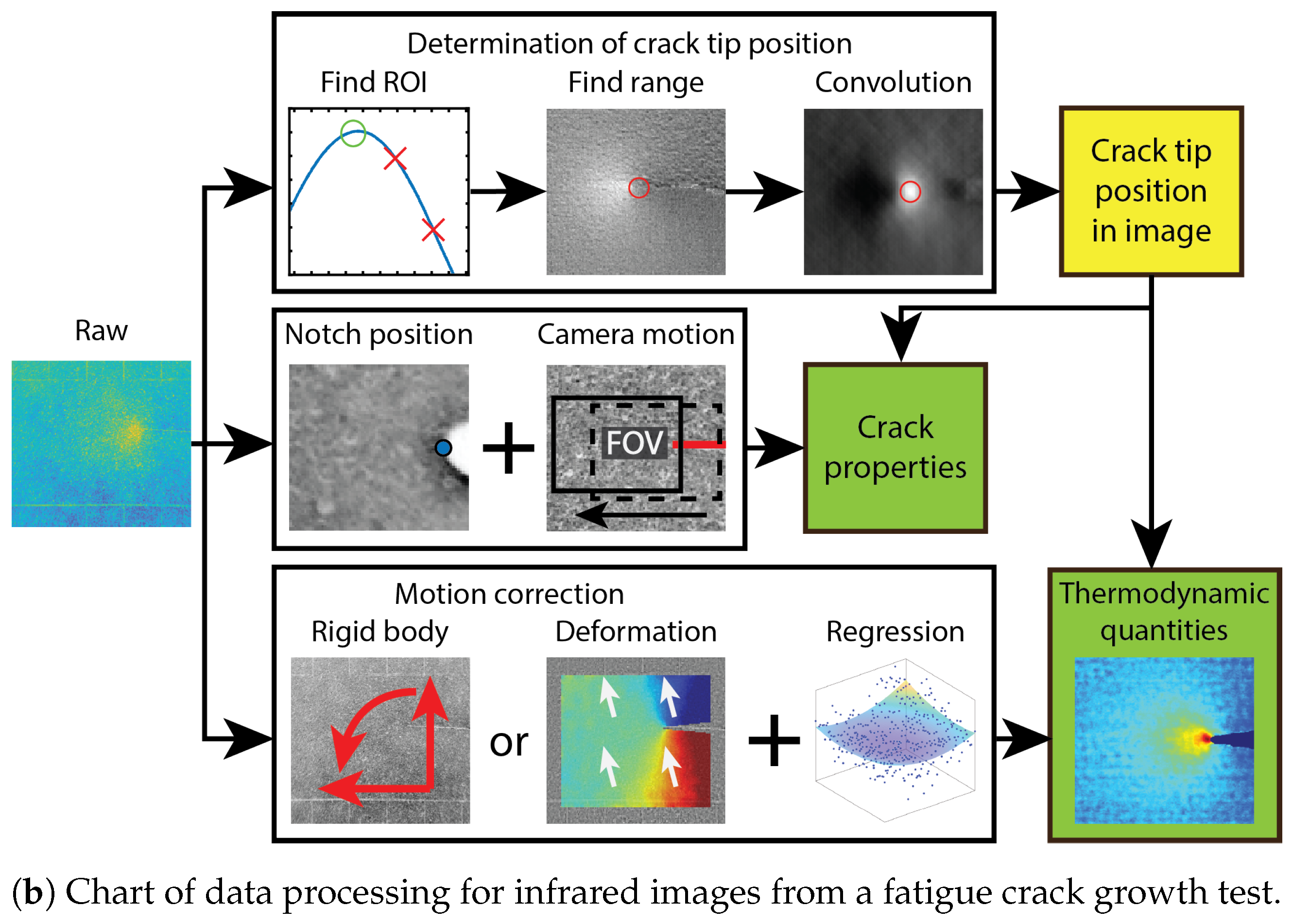
2.4.4. Fatigue Crack Growth Data from Infrared Thermography
Finding the Crack Tip Position
Motion Compensation and IRT/DIC Algorithm
Local Regression
2.4.5. Spatial and Temporal Calculations
3. Illustration of the Proposed Approach: Results of Case Studies
3.1. Tensile Test
3.2. Fatigue Crack Growth Test
4. Summary, Conclusions, and Future Scopes
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AE | Acoustic emission |
| DIC | Digital image correlation |
| FAST | Features from accelerated segment test |
| FCG | Fatigue crack growth |
| FFT | Fast Fourier transform |
| FOV | Field of view |
| IBR | In-band radiance |
| IRT | Infrared thermography |
| LEFM | Linear elastic fracture mechanics |
| MOI | Moment of interest |
| NETD | Noise equivalent temperature difference |
| PSD | Power spectral density |
| ROI | Region of interest |
References
- Sutton, M.A. Digital Image Correlation for Shape and Deformation Measurements. In Springer Handbook of Experimental Solid Mechanics; Sharpe, W.N., Ed.; Springer: Boston, MA, USA, 2008; pp. 565–600. [Google Scholar] [CrossRef]
- Mountain, D.; Webber, J. Stress Pattern Analysis by Thermal Emission (SPATE). Proc. SPIE 1979. [Google Scholar] [CrossRef]
- De Finis, R.; Palumbo, D.; Galietti, U. A multianalysis thermography-based approach for fatigue and damage investigations of ASTM A182 F6NM steel at two stress ratios. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 267–283. [Google Scholar] [CrossRef] [Green Version]
- Morabito, A.E.; Chrysochoos, A.; Dattoma, V.; Galietti, U. Analysis of heat sources accompanying the fatigue of 2024 T3 aluminium alloys. Int. J. Fatigue 2007, 29, 977–984. [Google Scholar] [CrossRef]
- Berthel, B.; Chrysochoos, A.; Wattrisse, B.; Galtier, A. Infrared image processing for the calorimetric analysis of fatigue phenomena. Exp. Mech. 2008, 48, 79–90. [Google Scholar] [CrossRef]
- Zhou, W.; Han, K.N.; Qin, R.; Zhang, Y.J. Investigation of mechanical behavior and damage of three-dimensional braided carbon fiber composites. Mater. Res. Express 2019, 6, 085624. [Google Scholar] [CrossRef]
- Díaz, F.A.; Patterson, E.A.; Tomlinson, R.A.; Yates, J.R. Measuring Stress Intensity Factors during Fatigue Crack Growth Using Thermoelasticity. Fatigue Fract. Eng. Mater. Struct. 2004, 27, 571–583. [Google Scholar] [CrossRef]
- Meneghetti, G.; Ricotta, M.; Pitarresi, G. Infrared thermography-based evaluation of the elastic-plastic J-integral to correlate fatigue crack growth data of a stainless steel. Int. J. Fatigue 2019, 125, 149–160. [Google Scholar] [CrossRef]
- La Rosa, G.; Risitano, A. Thermographic Methodology for Rapid Determination of the Fatigue Limit of Materials and Mechanical Components. Int. J. Fatigue 2000, 22, 65–73. [Google Scholar] [CrossRef]
- Lipski, A. Rapid Determination of the S-N Curve for Steel by Means of the Thermographic Method. Adv. Mater. Sci. Eng. 2016, 2016, e4134021. [Google Scholar] [CrossRef] [Green Version]
- Ancona, F.; De Finis, R.; Demelio, G.P.; Galietti, U.; Palumbo, D. Study of the Plastic Behavior around the Crack Tip by Means of Thermal Methods. Procedia Struct. Integr. 2016, 2, 2113–2122. [Google Scholar] [CrossRef] [Green Version]
- Fedorova, A.Y.; Bannikov, M.V.; Bannikov, M.V.; Plekhov, O.A.; Plekhova, E.V. Infrared thermography study of the fatigue crack propagation. Frattura ed Integrità Strutturale 2012, 6, 46–53. [Google Scholar] [CrossRef] [Green Version]
- Ju, Y.; Xie, H.; Zhao, X.; Mao, L.; Ren, Z.; Zheng, J.; Chiang, F.P.; Wang, Y.; Gao, F. Visualization method for stress-field evolution during rapid crack propagation using 3D printing and photoelastic testing techniques. Sci. Rep. 2018, 8. [Google Scholar] [CrossRef]
- Hertegård, S.; Larsson, H.; Wittenberg, T. High-speed imaging: Applications and development. Logop. Phoniatr. Vocol. 2003, 28, 133–139. [Google Scholar] [CrossRef] [PubMed]
- Gao, H.; Zhang, Z.; Jiang, W.; Zhu, K.; Gong, A. Deformation Fields Measurement of Crack Tip under High-Frequency Resonant Loading Using a Novel Hybrid Image Processing Method. Shock Vib. 2018, 2018. [Google Scholar] [CrossRef] [Green Version]
- Seleznev, M.; Vinogradov, A. Note: High-speed optical imaging powered by acoustic emission triggering. Rev. Sci. Instrum. 2014, 85, 076103. [Google Scholar] [CrossRef] [PubMed]
- Hosdez, J.; Witz, J.F.; Martel, C.; Limodin, N.; Najjar, D.; Charkaluk, E.; Osmond, P.; Szmytka, F. Fatigue crack growth law identification by Digital Image Correlation and electrical potential method for ductile cast iron. Eng. Fract. Mech. 2017, 182, 577–594. [Google Scholar] [CrossRef] [Green Version]
- Carroll, J.D.; Abuzaid, W.; Lambros, J.; Sehitoglu, H. High resolution digital image correlation measurements of strain accumulation in fatigue crack growth. Int. J. Fatigue 2013, 57, 140–150. [Google Scholar] [CrossRef]
- Pan, B.; Qian, K.; Xie, H.; Asundi, A. Two-dimensional digital image correlation for in-plane displacement and strain measurement: A review. Meas. Sci. Technol. 2009, 20, 062001. [Google Scholar] [CrossRef]
- Maldague, X.P.V. Nondestructive Evaluation of Materials by Infrared Thermography; Springer: London, UK, 1993; p. 207. [Google Scholar] [CrossRef]
- Krstulović-Opara, L.; Surjak, M.; Vesenjak, M.; Tonković, Z.; Kodvanj, J.; Domazet, Z. Comparison of infrared and 3D digital image correlation techniques applied for mechanical testing of materials. Infrared Phys. Technol. 2015, 73, 166–174. [Google Scholar] [CrossRef]
- Ono, K. Current understanding of mechanisms of acoustic emission. J. Strain Anal. Eng. Des. 2005, 40, 1–15. [Google Scholar] [CrossRef]
- Kiesewetter, N.; Schiller, P. Acoustic-Emission from Moving Dislocations in Aluminum. Phys. Status Solidi A 1976, 38, 569–576. [Google Scholar] [CrossRef]
- Vinogradov, A.; Danyuk, A.V.; Merson, D.L.; Yasnikov, I.S. Probing elementary dislocation mechanisms of local plastic deformation by the advanced acoustic emission technique. Scr. Mater. 2018, 151, 53–56. [Google Scholar] [CrossRef] [Green Version]
- Vinogradov, A.; Yasnikov, I.S.; Estrin, Y. Evolution of Fractal Structures in Dislocation Ensembles during Plastic Deformation. Phys. Rev. Lett. 2012, 108, 205504. [Google Scholar] [CrossRef] [PubMed]
- Muransky, O.; Barnett, M.R.; Carr, D.G.; Vogel, S.C.; Oliver, E.C. Investigation of deformation twinning in a fine-grained and coarse-grained ZM20 Mg alloy: Combined in situ neutron diffraction and acoustic emission. Acta Mater. 2010, 58, 1503–1517. [Google Scholar] [CrossRef]
- Máthis, K.; Knapek, M.; Šiška, F.; Harcuba, P.; Ugi, D.; Ispánovity, P.D.; Groma, I.; Shin, K.S. On the dynamics of twinning in magnesium micropillars. Mater. Des. 2021, 203, 109563. [Google Scholar] [CrossRef]
- Vinogradov, A.; Vasilev, E.; Seleznev, M.; Máthis, K.; Orlov, D.; Merson, D. On the limits of acoustic emission detectability for twinning. Mater. Lett. 2016, 183, 417–419. [Google Scholar] [CrossRef]
- Vinogradov, A.; Máthis, K. Acoustic Emission as a Tool for Exploring Deformation Mechanisms in Magnesium and Its Alloys In Situ. JOM 2016, 68, 1–6. [Google Scholar] [CrossRef]
- Vinogradov, A. A phenomenological model of deformation twinning kinetics. Mater. Sci. Eng. A 2021, 803, 140700. [Google Scholar] [CrossRef]
- Baram, J.; Avissar, J.; Gefen, Y.; Rosen, M. Release of Elastic Strain-Energy as Acoustic-Emission during the Reverse Thermoelastic Phase-Transformation in Au-47.5 at. Percent Cd Alloy. Scr. Metall. 1980, 14, 1013–1016. [Google Scholar] [CrossRef] [Green Version]
- van Bohemen, S.M.C.; Sietsma, J.; Hermans, M.J.M.; Richardson, I.M. Kinetics of the martensitic transformation in low-alloy steel studied by means of acoustic emission. Acta Mater. 2003, 51, 4183–4196. [Google Scholar] [CrossRef]
- van Bohemen, S.M.C.; Sietsma, J.; Petrov, R.; Hermans, M.J.M.; Richardson, I.M. Acoustic emission as a probe of the kinetics of the martensitic transformation in a shape memory alloy. Mater. Trans. 2006, 47, 607–611. [Google Scholar] [CrossRef] [Green Version]
- Vives, E.; Rafols, I.; Manosa, L.; Ortin, J.; Planes, A. Statistics of Avalanches in Martensitic Transformations 1. Acoustic-Emission Experiments. Phys. Rev. B 1995, 52, 12644–12650. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vinogradov, A.; Lazarev, A.; Linderov, M.; Weidner, A.; Biermann, H. Kinetics of deformation processes in high-alloyed cast transformation-induced plasticity/twinning-induced plasticity steels determined by acoustic emission and scanning electron microscopy: Influence of austenite stability on deformation mechanisms. Acta Mater. 2013, 61, 2434–2449. [Google Scholar] [CrossRef]
- Lazarev, A.; Vinogradov, A. About plastic instabilities in iron and power spectrum of acoustic emission. J. Acoust. Emiss. 2009, 27, 144–156. [Google Scholar]
- Shashkov, I.V.; Lebyodkin, M.A.; Lebedkina, T.A. Multiscale study of acoustic emission during smooth and jerky flow in an AlMg alloy. Acta Mater. 2012, 60, 6842–6850. [Google Scholar] [CrossRef]
- Vinogradov, A.; Lazarev, A. Continuous acoustic emission during intermittent plastic flow in α-brass. Scr. Mater. 2012, 66, 745–748. [Google Scholar] [CrossRef]
- Chmelík, F.; Dosoudil, J.; Plessing, J.; Neuhäuser, H.; Lukáč, P.; Trojanová, Z. The Portevin-Le Châtelier Effect in Cu-Al Single Crystals Investigated by Acoustic Emission and Slip Line Cinematography. In Key Engineering Materials; Plasticity of Metals and Alloys; Trans Tech Publications Ltd.: Bäch, Switzerland, 1995; Volume 97, pp. 263–268. [Google Scholar] [CrossRef]
- Vinogradov, A. Acoustic emission in ultra-fine grained copper. Scr. Mater. 1998, 39, 797–805. [Google Scholar] [CrossRef]
- Thiebaud, R.; Dobron, P.; Chmelik, F.; Jerome, W.; Louchet, F. On the critical character of plasticity in metallic single crystals. Mater. Sci. Eng. A 2006, 424, 190–195. [Google Scholar] [CrossRef] [Green Version]
- Weiss, J.; Richeton, T.; Louchet, F.; Chmelik, F.; Dobron, P.; Entemeyer, D.; Lebyodkin, M.; Lebedkina, T.; Fressengeas, C.; McDonald, R.J. Evidence for universal intermittent crystal plasticity from acoustic emission and high-resolution extensometry experiments. Phys. Rev. B Condens. Matter Mater. Phys. 2007, 76, 224110. [Google Scholar] [CrossRef]
- Merson, E.; Vinogradov, A.; Merson, D.L. Application of acoustic emission method for investigation of hydrogen embrittlement mechanism in the low-carbon steel. J. Alloys Compd. 2015, 645, S460–S463. [Google Scholar] [CrossRef]
- Vinogradov, A.; Lazarev, A.; Louzguine-Luzgin, D.V.; Yokoyama, Y.; Li, S.; Yavari, A.R.; Inoue, A. Propagation of shear bands in metallic glasses and transition from serrated to non-serrated plastic flow at low temperatures. Acta Mater. 2010, 58, 6736–6743. [Google Scholar] [CrossRef]
- Godin, N.; Reynaud, P.; Fantozzi, G. Challenges and Limitations in the Identification of Acoustic Emission Signature of Damage Mechanisms in Composites Materials. Appl. Sci. 2018, 8, 1267. [Google Scholar] [CrossRef] [Green Version]
- Vinogradov, A.; Merson, D.L.; Patlan, V.; Hashimoto, S. Effect of solid solution hardening and stacking fault energy on plastic flow and acoustic emission in Cu-Ge alloys. Mater. Sci. Eng. A 2003, 341, 57–73. [Google Scholar] [CrossRef]
- Gutkin, R.; Green, C.J.; Vangrattanachai, S.; Pinho, S.T.; Robinson, P.; Curtis, P.T. On acoustic emission for failure investigation in CFRP: Pattern recognition and peak frequency analyses. Mech. Syst. Signal Process. 2011, 25, 1393–1407. [Google Scholar] [CrossRef]
- Piotrkowski, R.; Castro, E.; Gallego, A. Wavelet power, entropy and bispectrum applied to AE signals for damage identification and evaluation of corroded galvanized steel. Mech. Syst. Signal Process. 2009, 23, 432–445. [Google Scholar] [CrossRef]
- Pomponi, E.; Vinogradov, A. A Real-Time Approach to Acoustic Emission Clustering. Mech. Syst. Signal Process. 2013, 40, 791–804. [Google Scholar] [CrossRef]
- Aggelis, D.G.; Kordatos, E.Z.; Matikas, T.E. Acoustic emission for fatigue damage characterization in metal plates. Mech. Res. Commun. 2011, 38, 106–110. [Google Scholar] [CrossRef]
- Tragazikis, I.; Exarchos, D.; Dalla, P.; Matikas, T. Damage characterization in engineering materials using a combination of optical, acoustic, and thermal techniques. In SPIE Smart Structures and Materials + Nondestructive Evaluation and Health Monitoring; International Society for Optics and Photonics: Bellingham, WA, USA, 2016; Volume 9804. [Google Scholar] [CrossRef]
- Vanniamparambil, P.A.; Guclu, U.; Kontsos, A. Identification of Crack Initiation in Aluminum Alloys using Acoustic Emission. Exp. Mech. 2015, 55, 837–850. [Google Scholar] [CrossRef]
- Venkataraman, B.; Raj, B.; Mukhopadhyay, C.K.; Jayakumar, T. Correlation of infrared thermographic patterns and acoustic emission signals with tensile deformation and fracture processes. AIP Conf. Proc. 2001, 557, 1443–1450. [Google Scholar] [CrossRef]
- Haneef, T.; Lahiri, B.B.; Bagavathiappan, S.; Mukhopadhyay, C.K.; Philip, J.; Rao, B.P.C.; Jayakumar, T. Study of the tensile behavior of AISI type 316 stainless steel using acoustic emission and infrared thermography techniques. J. Mater. Res. Technol. 2015, 4, 241–253. [Google Scholar] [CrossRef] [Green Version]
- Cuadra, J.A.; Baxevanakis, K.P.; Mazzotti, M.; Bartoli, I.; Kontsos, A. Energy dissipation via acoustic emission in ductile crack initiation. Int. J. Fract. 2016, 199, 89–104. [Google Scholar] [CrossRef] [Green Version]
- Khan, R.M.A.; Saeidiharzand, S.; Emami Tabrizi, I.; Ali, H.Q.; Yildiz, M. A novel hybrid damage monitoring approach to understand the correlation between size effect and failure behavior of twill CFRP laminates. Compos. Struct. 2021, 270, 114064. [Google Scholar] [CrossRef]
- Dai, S.; Liu, X.; Nawnit, K. Experimental Study on the Fracture Process Zone Characteristics in Concrete Utilizing DIC and AE Methods. Appl. Sci. 2019, 9, 1346. [Google Scholar] [CrossRef] [Green Version]
- Tang, J.H.; Chen, X.D.; Dai, F. Experimental study on the crack propagation and acoustic emission characteristics of notched rock beams under post-peak cyclic loading. Eng. Fract. Mech. 2020, 226, 106890. [Google Scholar] [CrossRef]
- McCormick, N.; Lord, J. Digital Image Correlation. Mater. Today 2010, 13, 52–54. [Google Scholar] [CrossRef]
- Hodowany, J.; Ravichandran, G.; Rosakis, A.J.; Rosakis, P. Partition of plastic work into heat and stored energy in metals. Exp. Mech. 2000, 40, 113–123. [Google Scholar] [CrossRef]
- Basaran, C.; Nie, S.; Gomez, J.; Gunel, E.; Li, S.; Lin, M.; Tang, H.; Yan, C.; Yao, W.; Ye, H. Thermodynamic Theory for Damage Evolution in Solids. In Handbook of Damage Mechanics: Nano to Macro Scale for Materials and Structures; Voyiadjis, G.Z., Ed.; Springer: New York, NY, USA, 2021; pp. 1–39. [Google Scholar] [CrossRef]
- Telops. How to Interpret Images from Infrared Cameras. Technical Notes. 2018. Available online: http://info.telops.com/How-to-Interpret-Images-From-Infrared-Cameras.html (accessed on 12 July 2021).
- Meneghetti, G.; Ricotta, M. Evaluating the Heat Energy Dissipated in a Small Volume Surrounding the Tip of a Fatigue Crack. Int. J. Fatigue 2016, 92, 605–615. [Google Scholar] [CrossRef]
- Gyekenyesi, A.L.; Baaklini, G.Y. Thermoelastic Stress Analysis: The Mean Stress Effect in Metallic Alloys. In Nondestructive Evaluation of Aging Materials and Composites III; International Society for Optics and Photonics: Bellingham, WA, USA, 1999; Volume 3585, pp. 142–151. [Google Scholar] [CrossRef] [Green Version]
- Redjimi, A.; Knežević, D.; Savić, K.; Jovanovic, N.; Simović, M.; Vasiljevic, D. Noise Equivalent Temperature Difference Model for Thermal Images, Calculation and Analysis. Sci. Tech. Rev. 2014, 64, 42–49. [Google Scholar]
- Budzier, H.; Gerlach, G. Thermal Infrared Sensors: Theory, Optimisation and Practice; John Wiley and Sons: Hoboken, NJ, USA, 2011. [Google Scholar] [CrossRef]
- Lowenhar, E.; Carlos, M.; Dong, J. A New Generation of AE System Based on PCI Express Bus. In Advances in Acoustic Emission Technology; Shen, G., Wu, Z., Zhang, J., Eds.; Springer International Publishing: Berlin/Heidelberg, Germany, 2017; pp. 29–36. [Google Scholar] [CrossRef]
- Bai, F.; Gagar, D.; Foote, P.; Zhao, Y. Comparison of alternatives to amplitude thresholding for onset detection of acoustic emission signals. Mech. Syst. Signal Process. 2017, 84, 717–730. [Google Scholar] [CrossRef] [Green Version]
- Pomponi, E.; Vinogradov, A.; Danyuk, A. Wavelet based approach to signal activity detection and phase picking: Application to acoustic emission. Signal Process. 2015, 115, 110–119. [Google Scholar] [CrossRef]
- Stepanova, L.; Ramazanov, I.; Kanifadin, K. Estimation of time-of-arrival errors of acoustic-emission signals by the threshold method. Russ. J. Nondestruct. Test. 2009, 45, 273–279. [Google Scholar] [CrossRef]
- Agletdinov, E.; Merson, D.; Vinogradov, A. A New Method of Low Amplitude Signal Detection and Its Application in Acoustic Emission. Appl. Sci. 2019, 10, 73. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Ozevin, D.; He, D.; Hardman, W.; Timmons, A. A Method to Decompose the Streamed Acoustic Emission Signals for Detecting Embedded Fatigue Crack Signals. Appl. Sci. 2018, 8, 7. [Google Scholar] [CrossRef] [Green Version]
- Raju, K.N. An energy balance criterion for crack growth under fatigue loading from considerations of energy of plastic deformation. Int. J. Fract. Mech. 1972, 8, 1–14. [Google Scholar] [CrossRef]
- Iziumova, A.; Vshivkov, A.; Prokhorov, A.; Kostina, A.; Plekhov, O. The study of energy balance in metals under deformation and failure process. Quant. Infrared Thermogr. J. 2016, 13, 242–256. [Google Scholar] [CrossRef]
- Ranc, N.; Palin-Luc, T.; Paris, P.C.; Saintier, N. About the effect of plastic dissipation in heat at the crack tip on the stress intensity factor under cyclic loading. Int. J. Fatigue 2014, 58, 56–65. [Google Scholar] [CrossRef] [Green Version]
- Vshivkov, A.; Plekhov, O.; Iziumova, A.; Zakharov, A.; Shlyannikov, V. The experimental study of heat dissipation during fatigue crack propagation under biaxial loading. Frattura ed Integrità Strutturale 2019, 13, 50–57. [Google Scholar] [CrossRef]
- Harris, D.O.; Dunegan, H.L. Continuous Monitoring of Fatigue-Crack Growth by Acoustic-Emission Techniques. Exp. Mech. 1974, 14, 71–81. [Google Scholar] [CrossRef]
- Sauerbrunn, C.; Kahirdeh, A.; Yun, H.; Modarres, M. Damage Assessment Using Information Entropy of Individual Acoustic Emission Waveforms during Cyclic Fatigue Loading. Appl. Sci. 2017, 7, 562. [Google Scholar] [CrossRef] [Green Version]
- Awerbuch, J.; Ghaffari, S. Monitoring Progression of Matrix Splitting During Fatigue Loading Through Acoustic Emission in Notched Unidirectional Graphite/Epoxy Composite. J. Reinf. Plast. Compos. 1988, 7, 245–264. [Google Scholar] [CrossRef]
- Eckles, W.; Awerbuch, J. Monitoring Acoustic Emission in Cross-Ply Graphite/Epoxy Laminates During Fatigue Loading. J. Reinf. Plast. Compos. 1988, 7, 265–283. [Google Scholar] [CrossRef]
- Gagar, D.; Foote, P.; Irving, P.E. Effects of loading and sample geometry on acoustic emission generation during fatigue crack growth: Implications for structural health monitoring. Int. J. Fatigue 2015, 81, 117–127. [Google Scholar] [CrossRef]
- Mazal, P.; Vlasic, F.; Koula, V. Use of Acoustic Emission Method for Identification of Fatigue Micro-cracks Creation. Procedia Eng. 2015, 133, 379–388. [Google Scholar] [CrossRef] [Green Version]
- Roberts, T.M.; Talebzadeh, M. Acoustic emission monitoring of fatigue crack propagation. J. Constr. Steel Res. 2003, 59, 695–712. [Google Scholar] [CrossRef]
- Han, Z.; Luo, H.; Sun, C.; Li, J.; Papaelias, M.; Davis, C. Acoustic emission study of fatigue crack propagation in extruded AZ31 magnesium alloy. Mater. Sci. Eng. A 2014, 597, 270–278. [Google Scholar] [CrossRef] [Green Version]
- Williams, R.S.; Reifsnider, K.L. Investigation of Acoustic Emission During Fatigue Loading of Composite Specimens. J. Compos. Mater. 1974, 8, 340–355. [Google Scholar] [CrossRef]
- Pascoe, J.A.; Zarouchas, D.S.; Alderliesten, R.C.; Benedictus, R. Using acoustic emission to understand fatigue crack growth within a single load cycle. Eng. Fract. Mech. 2018, 194, 281–300. [Google Scholar] [CrossRef] [Green Version]
- Takemura, K.; Fujii, T. Fatigue Damage and Fracture of Carbon Fabric/Epoxy Composites under Tension-Tension Loading. JSME Int. J. Ser. A Mech. Mater. Eng. 1994, 37, 472–480. [Google Scholar] [CrossRef]
- Dzenis, Y.A. Cycle-based analysis of damage and failure in advanced composites under fatigue 1. Experimental observation of damage development within loading cycles. Int. J. Fatigue 2003, 25, 499–510. [Google Scholar] [CrossRef]
- Doan, D.D.; Ramasso, E.; Placet, V.; Zhang, S.; Boubakar, L.; Zerhouni, N. An unsupervised pattern recognition approach for AE data originating from fatigue tests on polymer-composite materials. Mech. Syst. Signal Process. 2015, 64–65, 465–478. [Google Scholar] [CrossRef] [Green Version]
- ASTM International. Standard Test Method for Measurement of Fatigue Crack Growth Rates; Standard E647-15e1; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- Blaber, J.; Adair, B.; Antoniou, A. Ncorr: Open-Source 2D Digital Image Correlation Matlab Software. Exp. Mech. 2015, 55, 1105–1122. [Google Scholar] [CrossRef]
- Harilal, R.; Ramji, M. Adaptation of Open Source 2D DIC Software Ncorr for Solid Mechanics Applications. 2014. Available online: https://www.researchgate.net/publication/267627316_Adaptation_of_Open_Source_2D_DIC_Software_Ncorr_for_Solid_Mechanics_Applications (accessed on 5 June 2021). [CrossRef]
- Amraish, N.; Reisinger, A.; Pahr, D.H. Robust Filtering Options for Higher-Order Strain Fields Generated by Digital Image Correlation. Appl. Mech. 2020, 1, 174–192. [Google Scholar] [CrossRef]
- Quanjin, M.; Rejab, M.R.M.; Halim, Q.; Merzuki, M.N.M.; Darus, M.A.H. Experimental investigation of the tensile test using digital image correlation (DIC) method. Mater. Today Proc. 2020, 27, 757–763. [Google Scholar] [CrossRef]
- Pan, B. Digital image correlation for surface deformation measurement: Historical developments, recent advances and future goals. Meas. Sci. Technol. 2018, 29, 082001. [Google Scholar] [CrossRef]
- Pan, B.; Li, K.; Tong, W. Fast, Robust and Accurate Digital Image Correlation Calculation Without Redundant Computations. Exp. Mech. 2013, 53, 1277–1289. [Google Scholar] [CrossRef]
- MATLAB. Version 9.9.0.1467703 (R2020b); The MathWorks Inc.: Natick, MA, USA, 2020. [Google Scholar]
- Blaber, J.; Antoniou, A. Ncorr Instruction Manual; Georgia Institute of Technology: Atlanta, GA, USA, 2017. [Google Scholar]
- Hosford, W.F. Mechanical Behavior of Materials, 2nd ed.; Cambridge University Press: Cambridge, UK, 2009. [Google Scholar] [CrossRef]
- Tu, S.; Ren, X.; He, J.; Zhang, Z. Stress-strain curves of metallic materials and post-necking strain hardening characterization: A review. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 3–19. [Google Scholar] [CrossRef] [Green Version]
- Estimate Geometric Transform from Matching Point Pairs—MATLAB estimateGeometricTransform—MathWorks Nordic. 2013. Available online: https://se.mathworks.com/help/vision/ref/estimategeometrictransform.html (accessed on 21 May 2021).
- Majchrowski, R.; Rozanski, L.; Grochalski, K. The Surface 3D Parameters to Describe the Diffuse Reflective and Emissive Properties of Selected Dielectrics. In Proceedings of the XXI IMEKO World Congress “Measurement in Research and Industry”, Prague, Czech Republic, 30 August–4 September 2015; Available online: https://www.imeko.org/index.php/proceedings (accessed on 10 July 2021).
- Taylor, G.I.; Quinney, H. The Latent Energy Remaining in a Metal after Cold Working. Proc. R. Soc. Lond. Ser. A 1934, 143, 307–326. [Google Scholar] [CrossRef]
- Oliferuk, W.; Maj, M. Stress–strain curve and stored energy during uniaxial deformation of polycrystals. Eur. J. Mech. 2009, 28, 266–272. [Google Scholar] [CrossRef] [Green Version]
- Fedorova, A.Y.; Bannikov, M.V.; Plekhov, O.A. A study of the stored energy in titanium under deformation and failure using infrared data. Frat. Ed Integrita Strutt. 2013, 24, 81–88. [Google Scholar] [CrossRef] [Green Version]
- Fedorova, A.Y.; Bannikov, M.V.; Terekhina, A.I.; Plekhov, O.A. Heat dissipation energy under fatigue based on infrared data processing. Quant. InfraRed Thermogr. J. 2014, 11, 2–9. [Google Scholar] [CrossRef]
- Bever, M.B.; Holt, D.L.; Titchener, A.L. The stored energy of cold work. Prog. Mater. Sci. 1973, 17, 5–177. [Google Scholar] [CrossRef]
- Vinogradov, A.; Heczko, M.; Mazánová, V.; Linderov, M.; Kruml, T. Kinetics of cyclically-induced mechanical twinning in γ-TiAl unveiled by a combination of acoustic emission, neutron diffraction and electron microscopy. Acta Mater. 2021, 212, 116921. [Google Scholar] [CrossRef]
- Vinogradov, A.; Orlov, D.; Danyuk, A.; Estrin, Y. Effect of grain size on the mechanisms of plastic deformation in wrought Mg–Zn–Zr alloy revealed by acoustic emission measurements. Acta Mater. 2013, 61, 2044–2056. [Google Scholar] [CrossRef]
- Vinogradov, A.; Orlov, D.; Danyuk, A.; Estrin, Y. Deformation mechanisms underlying tension–compression asymmetry in magnesium alloy ZK60 revealed by acoustic emission monitoring. Mater. Sci. Eng. A 2015, 621, 243–251. [Google Scholar] [CrossRef]
- Rosten, E.; Drummond, T. Fusing Points and Lines for High Performance Tracking. In Proceedings of the Tenth IEEE International Conference on Computer Vision (ICCV’05), Beijing, China, 17–21 October 2005; Volume 2, pp. 1508–1515. [Google Scholar] [CrossRef]
- Detect Corners Using FAST Algorithm and Return cornerPoints Object—MATLAB detectFASTFeatures—MathWorks Nordic. Available online: https://se.mathworks.com/help/vision/ref/detectfastfeatures.html (accessed on 21 May 2021).
- Mokhtarishirazabad, M.; Lopez-Crespo, P.; Moreno, B.; Lopez-Moreno, A.; Zanganeh, M. Evaluation of crack-tip fields from DIC data: A parametric study. Int. J. Fatigue 2016, 89, 11–19. [Google Scholar] [CrossRef]
- Zanganeh, M.; Lopez-Crespo, P.; Tai, Y.H.; Yates, J.R. Locating the Crack Tip Using Displacement Field Data: A Comparative Study. Strain 2013, 49, 102–115. [Google Scholar] [CrossRef]
- Bay, H.; Ess, A.; Tuytelaars, T.; Van Gool, L. Speeded-Up Robust Features (SURF). Comput. Vis. Image Underst. 2008, 110, 346–359. [Google Scholar] [CrossRef]
- Wang, Z.; Vo, M.; Kieu, H.; Pan, T. Automated Fast Initial Guess in Digital Image Correlation. Strain 2014, 50, 28–36. [Google Scholar] [CrossRef]
- Pan, B.; Yu, L.; Wu, D.; Tang, L. Systematic Errors in Two-Dimensional Digital Image Correlation Due to Lens Distortion. Opt. Lasers Eng. 2013, 51, 140–147. [Google Scholar] [CrossRef]
- Maynadier, A.; Poncelet, M.; Lavernhe-Taillard, K.; Roux, S. One-shot Measurement of Thermal and Kinematic Fields: InfraRed Image Correlation (IRIC). Exp. Mech. 2012, 52, 241–255. [Google Scholar] [CrossRef] [Green Version]
- Sukumaran, A.; Gupta, R.K.; Anil Kumar, V. Effect of Heat Treatment Parameters on the Microstructure and Properties of Inconel-625 Superalloy. J. Mater. Eng. Perform. 2017, 26, 3048–3057. [Google Scholar] [CrossRef]
- Yasnikov, I.S.; Vinogradov, A.; Estrin, Y. Revisiting the Considère criterion from the viewpoint of dislocation theory fundamentals. Scr. Mater. 2014, 76, 37–40. [Google Scholar] [CrossRef]
- Vinogradov, A.; Yasnikov, I.S.; Matsuyama, H.; Uchida, M.; Kaneko, Y.; Estrin, Y. Controlling strength and ductility: Dislocation-based model of necking instability and its verification for ultrafine grain 316L steel. Acta Mater. 2016, 106, 295–303. [Google Scholar] [CrossRef]
- Yasnikov, I.S.; Estrin, Y.; Vinogradov, A. What governs ductility of ultrafine-grained metals? A microstructure based approach to necking instability. Acta Mater. 2017, 141, 18–28. [Google Scholar] [CrossRef]
- Matic, P.; Kirby, G.C.; Jolles, M.I. The Relation of Tensile Specimen Size and Geometry Effects to Unique Constitutive Parameters for Ductile Materials. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1988, 417, 309–333. [Google Scholar]
- Vinogradov, A.; Yasnikov, I.S.; Estrin, Y. Stochastic dislocation kinetics and fractal structures in deforming metals probed by acoustic emission and surface topography measurements. J. Appl. Phys. 2014, 115, 233506. [Google Scholar] [CrossRef]
- Vinogradov, A.; Yasnikov, I.S.; Merson, D.L. Phenomenological approach towards modelling the acoustic emission due to plastic deformation in metals. Scr. Mater. 2019, 170, 172–176. [Google Scholar] [CrossRef]
- Wang, Z.; Li, J.; Ke, W.; Zheng, Y.; Zhu, Z.; Wang, Z. Acoustic emission monitoring of fatigue crack closure. Scr. Metall. Et Mater. 1992, 27, 1691–1694. [Google Scholar] [CrossRef]
- Ritchie, R. Mechanisms of fatigue-crack propagation in ductile and brittle solids. Int. J. Fract. 1999, 100, 55–83. [Google Scholar] [CrossRef]
- Berkovits, A.; Fang, D. Study of fatigue crack characteristics by acoustic emission. Eng. Fract. Mech. 1995, 51, 401–416. [Google Scholar] [CrossRef]
- Lindley, T.; Palmer, I.; Richards, C. Acoustic emission monitoring of fatigue crack growth. Mater. Sci. Eng. 1978, 32, 1–15. [Google Scholar] [CrossRef]
- Chang, H.; Han, E.; Wang, J.; Ke, W. Acoustic emission study of fatigue crack closure of physical short and long cracks for aluminum alloy LY12CZ. Int. J. Fatigue 2009, 31, 403–407. [Google Scholar] [CrossRef]
- Scruby, C.B.; Wadley, H.N.G.; Hill, J.J. Dynamic elastic displacements at the surface of an elastic half-space due to defect sources. J. Phys. D Appl. Phys. 1983, 16, 1069–1083. [Google Scholar] [CrossRef]
- Wadley, H.N.G.; Scruby, C.B.; Sinclair, J.E. Acoustic emission source characterization. J. Acoust. Soc. Am. 1980, 68, S103–S104. [Google Scholar] [CrossRef]
- Ono, K.; Cho, H.; Takuma, M. The origin of continuous emissions. J. Acoust. Emiss. 2005, 23, 206–214. [Google Scholar]
- Wang, Z.; Li, J.; Ke, W.; Zhu, Z. Characteristics of acoustic emission for A537 structural steel during fatigue crack propagation. Scr. Metall. Et Mater. 1992, 27, 641–646. [Google Scholar] [CrossRef]
- Gong, Z.; DuQuesnay, D.; McBride, S. Measurement and Interpretation of Fatigue Crack Growth in 7075 Aluminum Alloy Using Acoustic Emission Monitoring. J. Test. Eval. 1998, 26, 567–574. [Google Scholar] [CrossRef]
- Pollock, A.A. Material Brittleness and the Energetics of Acoustic Emission. In Experimental Mechanics on Emerging Energy Systems and Materials; Proulx, T., Ed.; Springer: New York, NY, USA, 2011; Volume 5, pp. 73–79. [Google Scholar]
- Morton, T.; Harrington, R.; Bjeletich, J. Acoustic emissions of fatigue crack growth. Eng. Fract. Mech. 1973, 5, 691–697. [Google Scholar] [CrossRef]
- Morton, T.M.; Smith, S.; Harrington, R.M. Effect of loading variables on the acoustic emissions of fatigue-crack growth. Exp. Mech. 1974, 14, 208–213. [Google Scholar] [CrossRef]
- Han, Z.; Luo, H.; Cao, J.; Wang, H. Acoustic emission during fatigue crack propagation in a micro-alloyed steel and welds. Mater. Sci. Eng. A 2011, 528, 7751–7756. [Google Scholar] [CrossRef]
- Dunegan, H.L.; Harris, D.O.; Tatro, C.A. Fracture analysis by use of acoustic emission. Eng. Fract. Mech. 1968, 1, 105–110, IN23–IN24, 111–122. [Google Scholar] [CrossRef]
- Heiple, C.; Carpenter, S. Acoustic emission produced by deformation of metals and alloys—A review. Part 1. J. Acoust. Emiss. 1987, 6, 177–204. [Google Scholar]
- Heiple, C.R.; Carpenter, S.H. Acoustic emission produced by deformation of metals and alloys—A review. Part 2. J. Acoust. Emiss. 1987, 6, 215–237. [Google Scholar]























Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sendrowicz, A.; Myhre, A.O.; Wierdak, S.W.; Vinogradov, A. Challenges and Accomplishments in Mechanical Testing Instrumented by In Situ Techniques: Infrared Thermography, Digital Image Correlation, and Acoustic Emission. Appl. Sci. 2021, 11, 6718. https://doi.org/10.3390/app11156718
Sendrowicz A, Myhre AO, Wierdak SW, Vinogradov A. Challenges and Accomplishments in Mechanical Testing Instrumented by In Situ Techniques: Infrared Thermography, Digital Image Correlation, and Acoustic Emission. Applied Sciences. 2021; 11(15):6718. https://doi.org/10.3390/app11156718
Chicago/Turabian StyleSendrowicz, Aleksander, Aleksander Omholt Myhre, Seweryn Witold Wierdak, and Alexei Vinogradov. 2021. "Challenges and Accomplishments in Mechanical Testing Instrumented by In Situ Techniques: Infrared Thermography, Digital Image Correlation, and Acoustic Emission" Applied Sciences 11, no. 15: 6718. https://doi.org/10.3390/app11156718
APA StyleSendrowicz, A., Myhre, A. O., Wierdak, S. W., & Vinogradov, A. (2021). Challenges and Accomplishments in Mechanical Testing Instrumented by In Situ Techniques: Infrared Thermography, Digital Image Correlation, and Acoustic Emission. Applied Sciences, 11(15), 6718. https://doi.org/10.3390/app11156718