
Development of Communication Protocols between BIM Elements and 3D Concrete Printing

 ,
,  and
and
Abstract
:Featured Application
Abstract
1. Introduction
1.1. Context
1.2. Description of the Problem
1.3. Scope of the Study and Research Objectives
2. Literature Review
2.1. Parametric Design and BIM
2.2. Additive Manufacturing and 3D Concrete Printing
3. BIM and 3D Concrete Printing Process
3.1. Parametric Programming Languages and 3D Printing of Concrete
3.2. Combination of RevitTM and DynamoTM Software
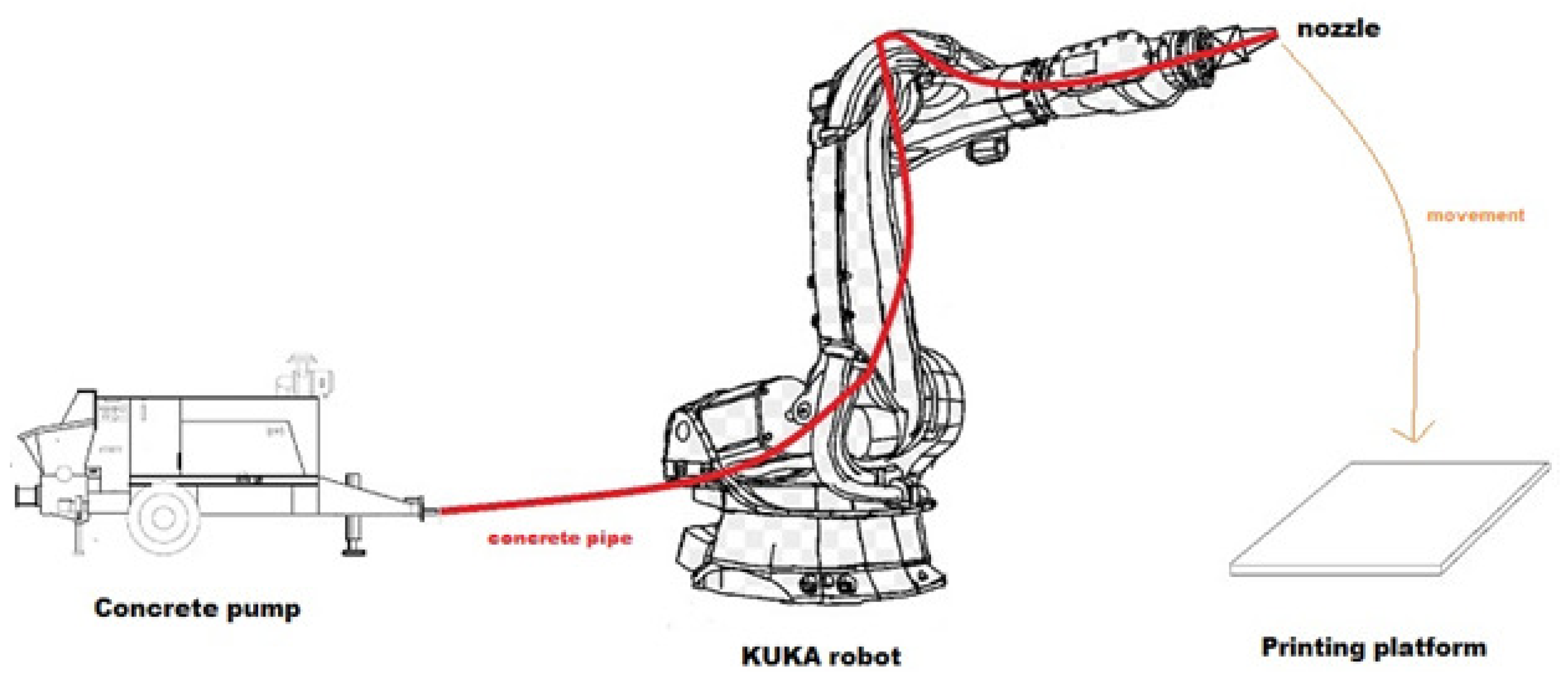
3.3. The Role of Robotics in 3D Concrete Printing
3.4. Functioning of the Robotic Arm
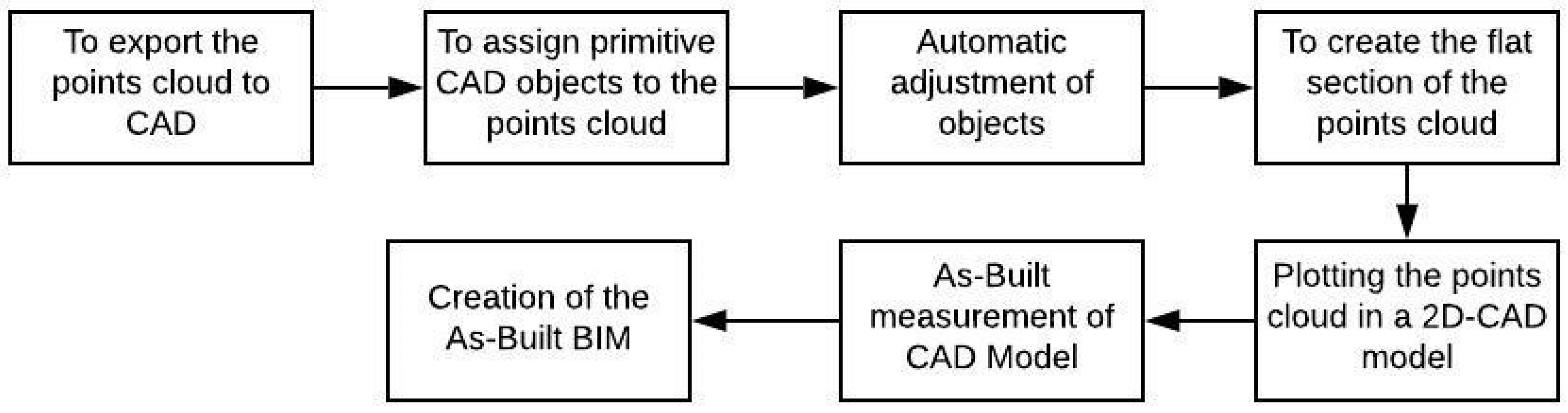
3.5. From the Scanner to BIM
4. Computer Procedure for Connection between BIM and 3D Concrete Printing
4.1. Brief Explanation of the Steps to Establish Communication between BIM Models and 3D Concrete Printing
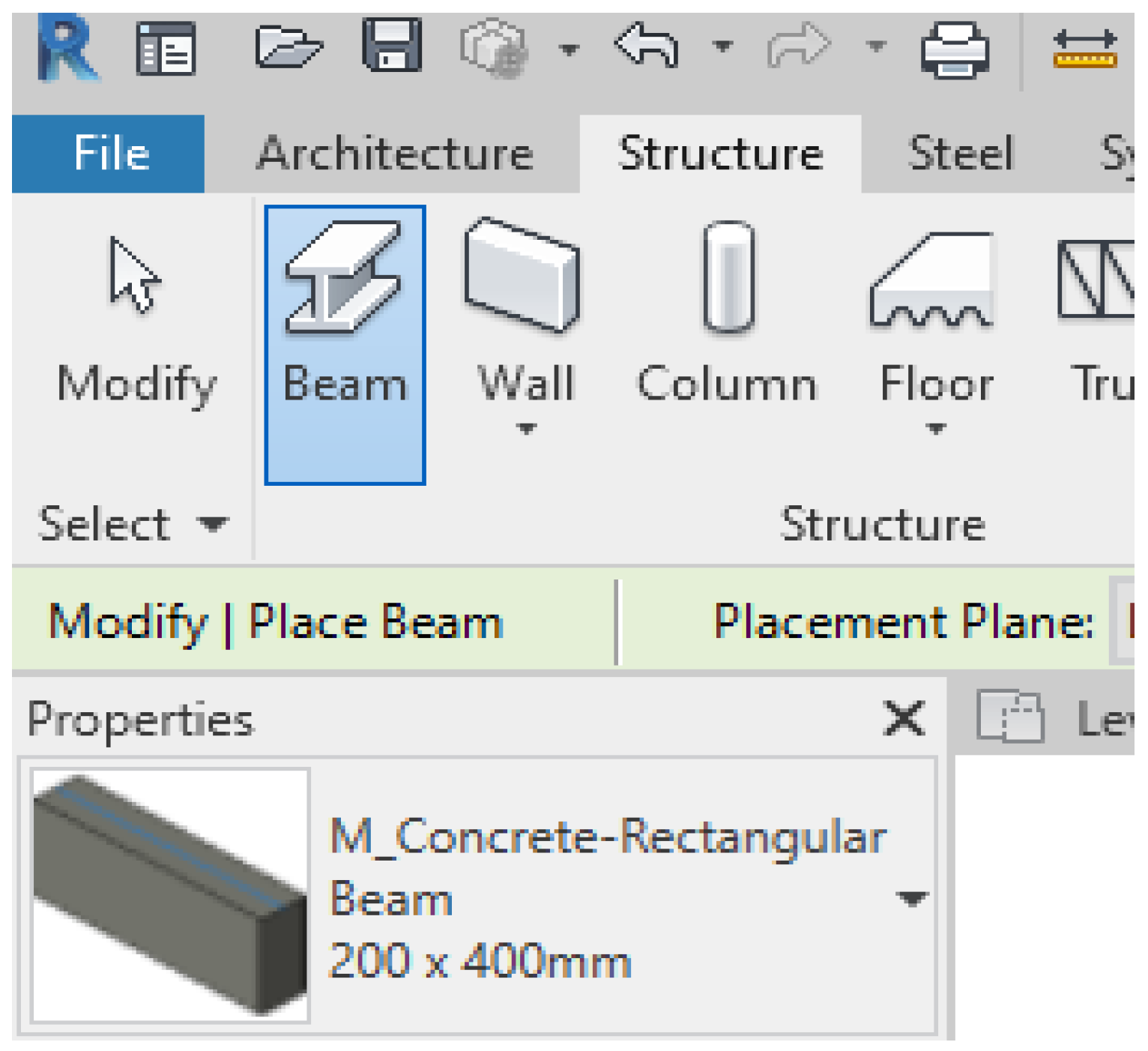
4.1.1. Designing an Initial Construction Element in RevitTM
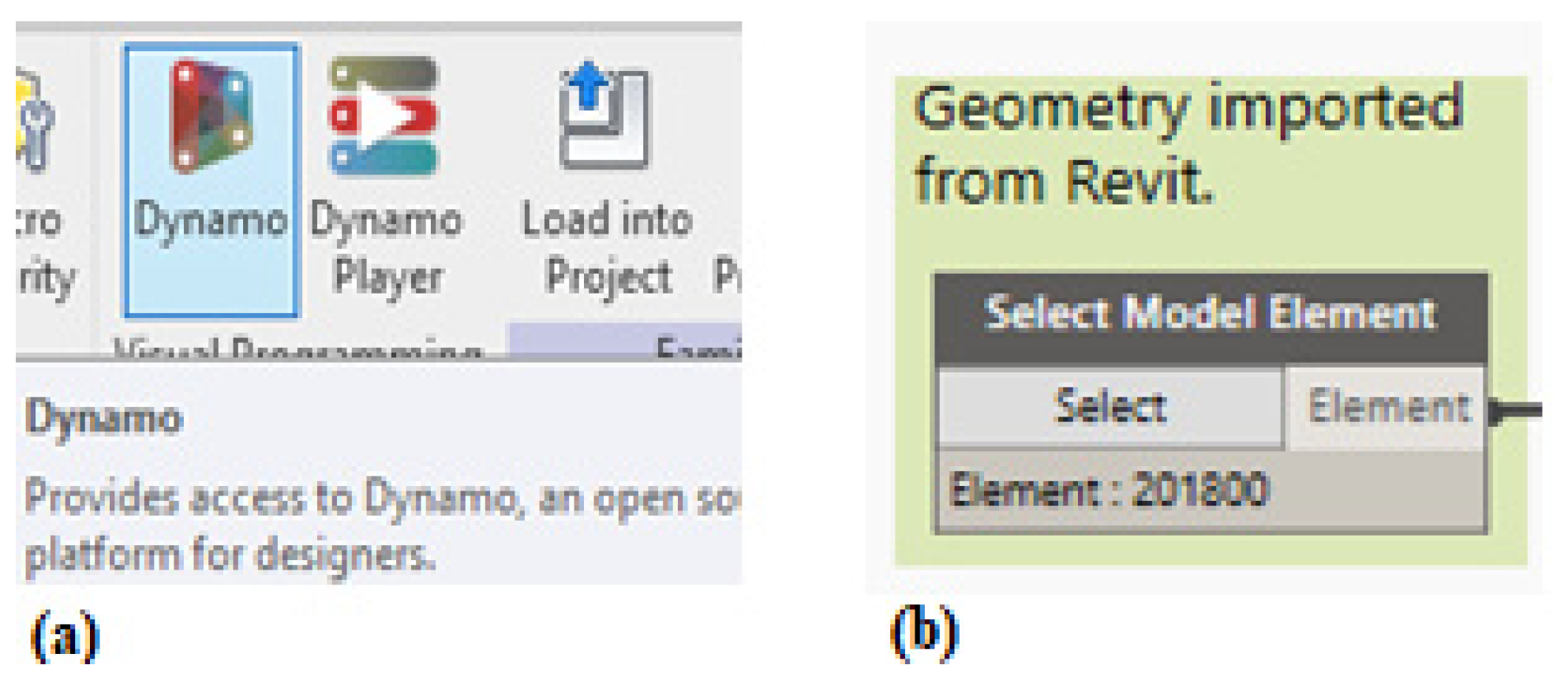
4.1.2. Exporting a Construction Element from RevitTM to DynamoTM
4.1.3. Preparation of a Control Code for the Printing Process with the Robotic Arm
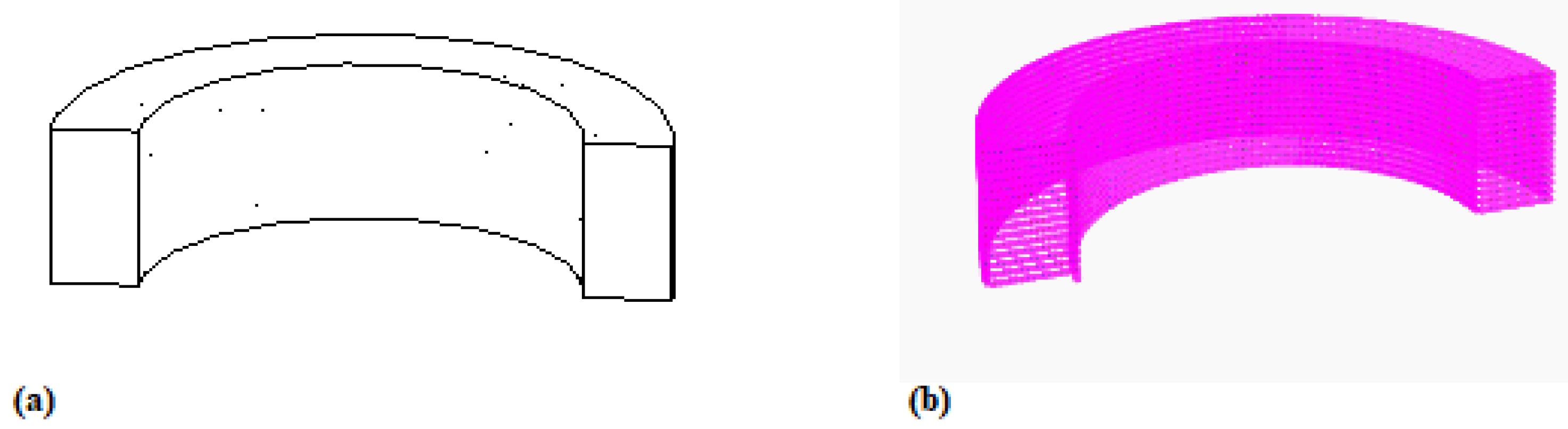
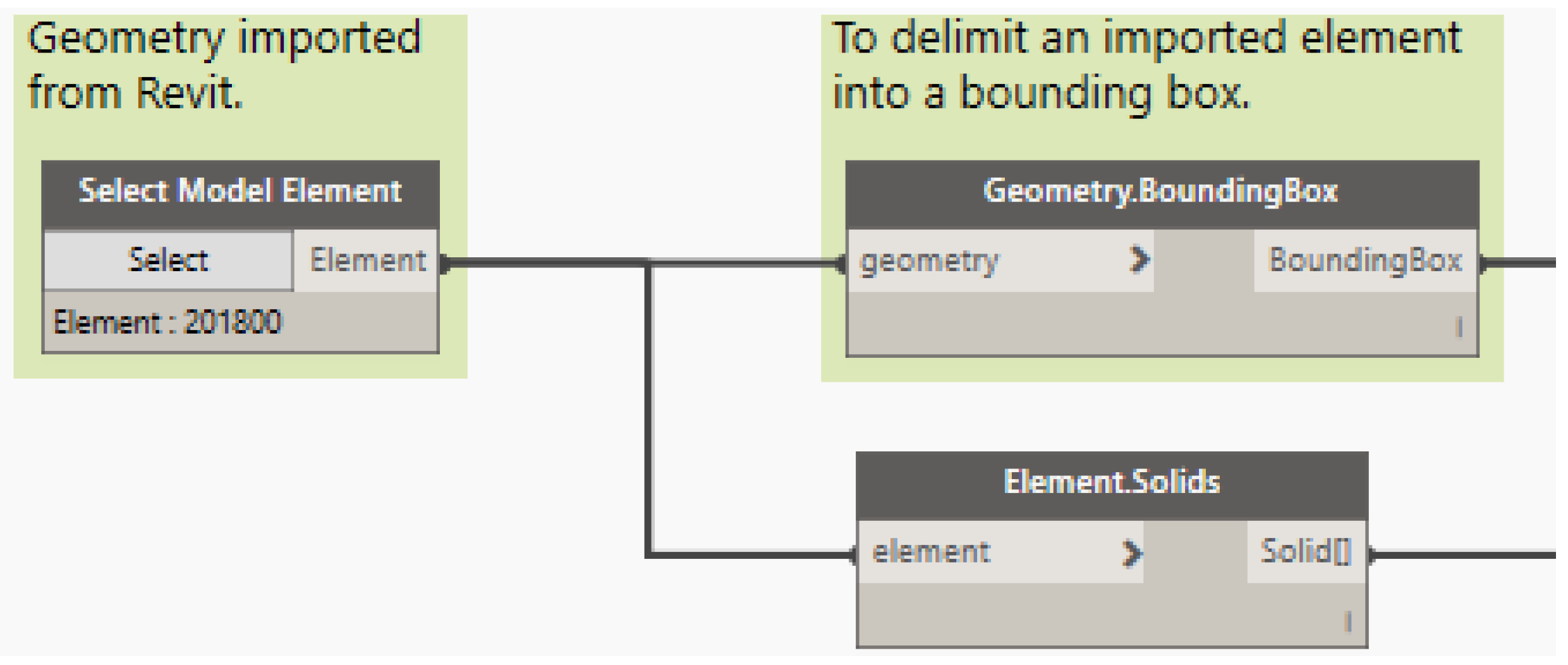
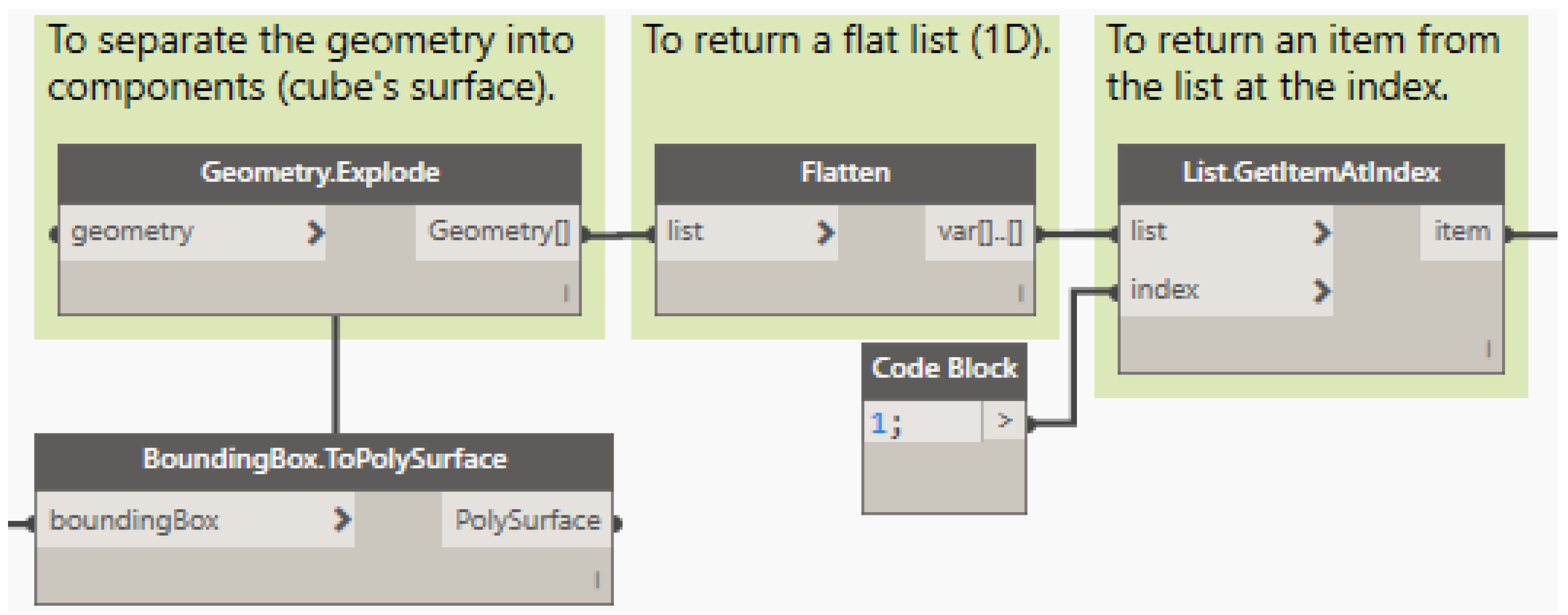
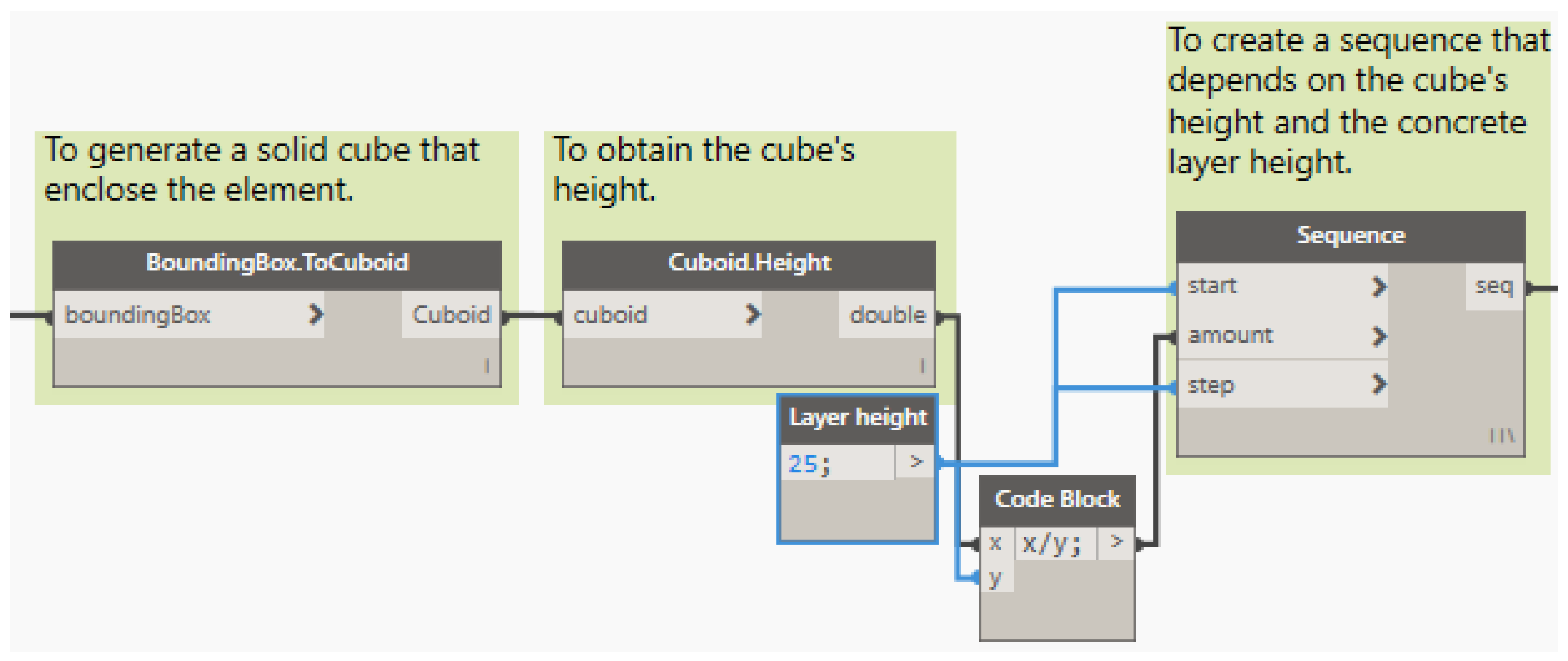
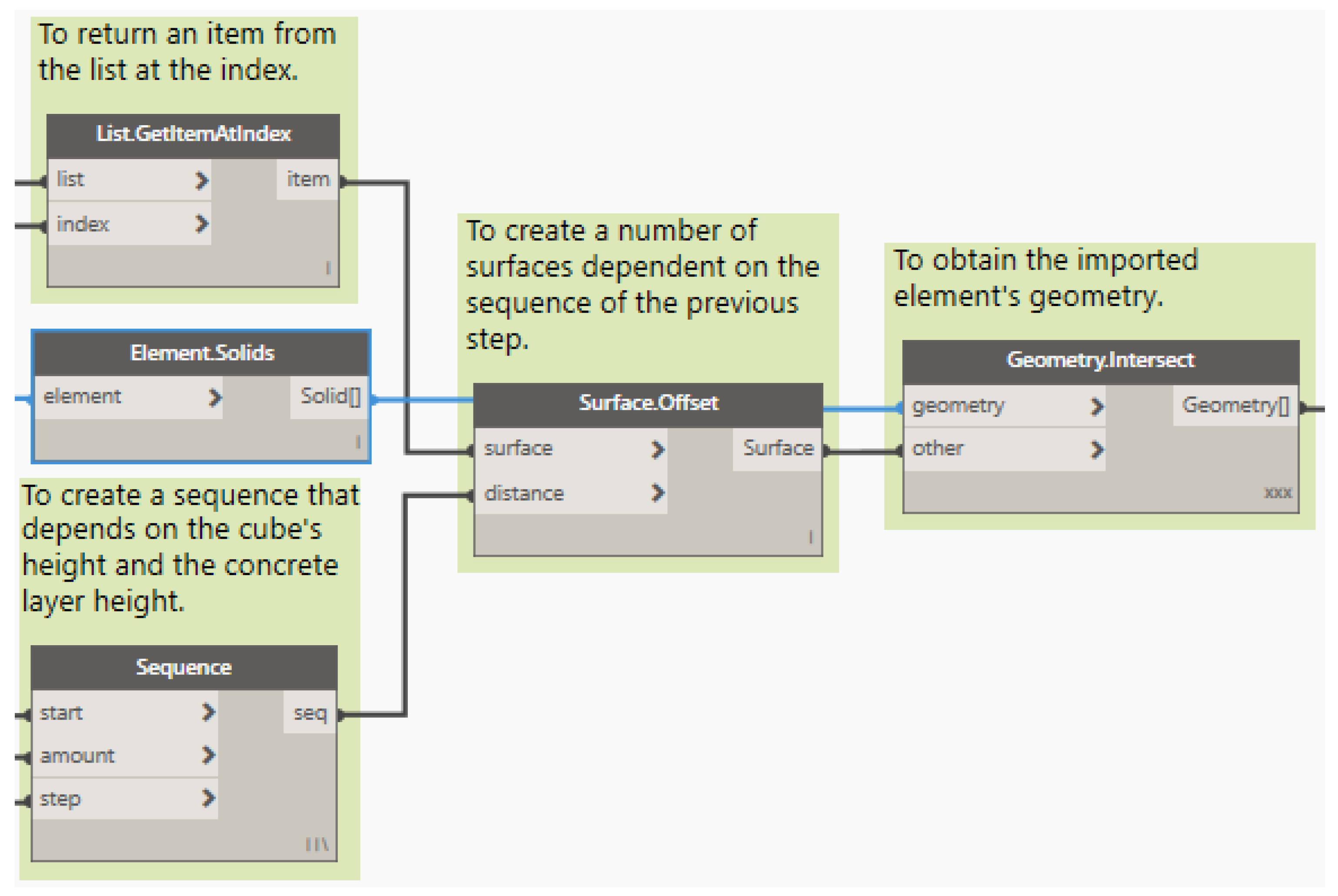
- To obtain the surfaces to create the points cloud of the element to be printed. To get the points cloud that describes the construction element, it is necessary to delimit the previously selected element in RevitTM. To do it, a bounding box for the element must be created and transformed into a collection of surfaces and a solid body. Here, the thickness of each layer is specified to create a sequence of heights consistent with the total height of the element.
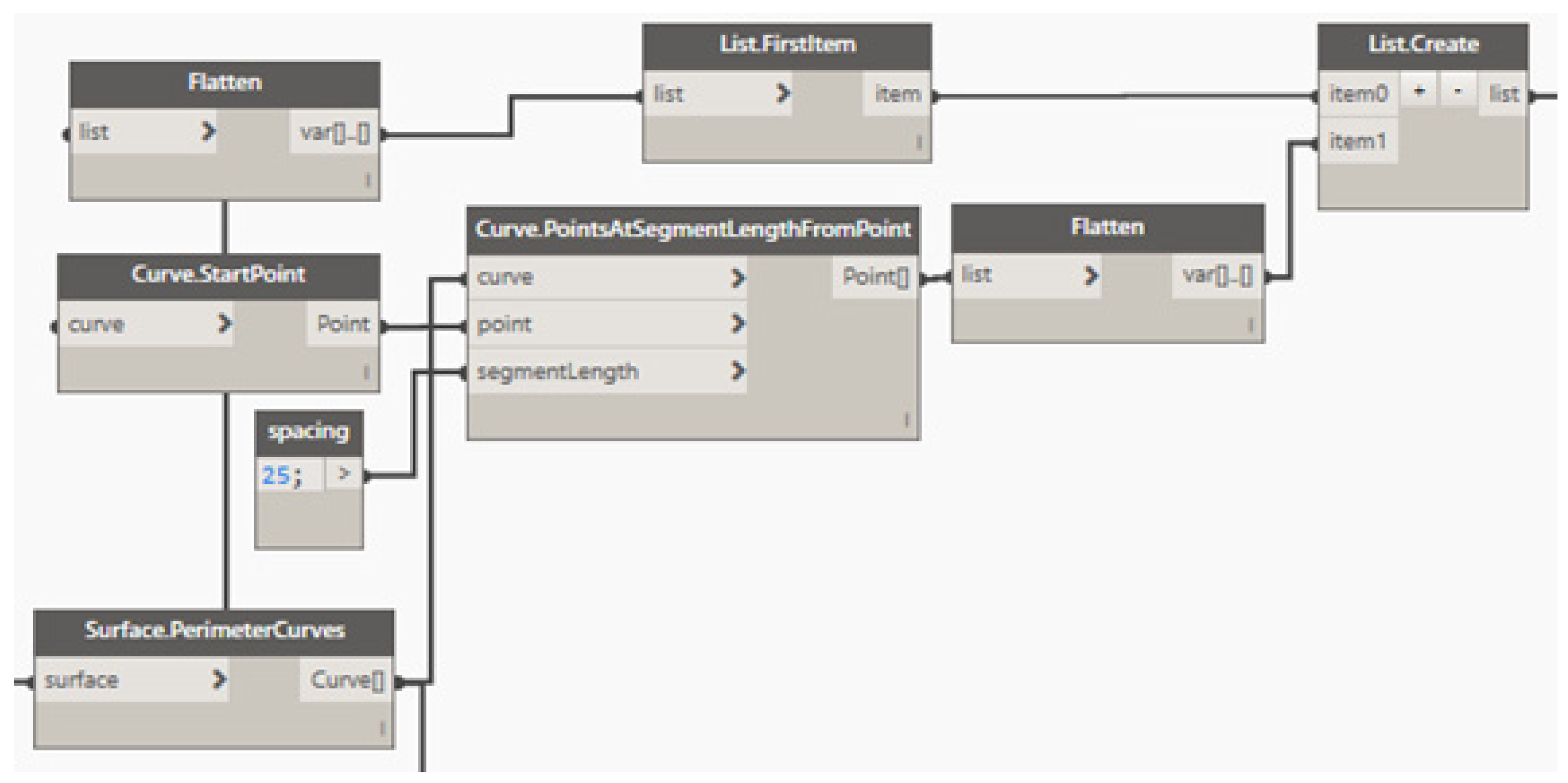
- To create a points cloud that describes the contour of the figure. The sequence of heights is later converted into a sequence of surfaces, which contain the information of the contour points and the lengths of each trace. From this information, it is possible to create a points cloud that extends uniformly on each surface that describes the perimeter of the figure.
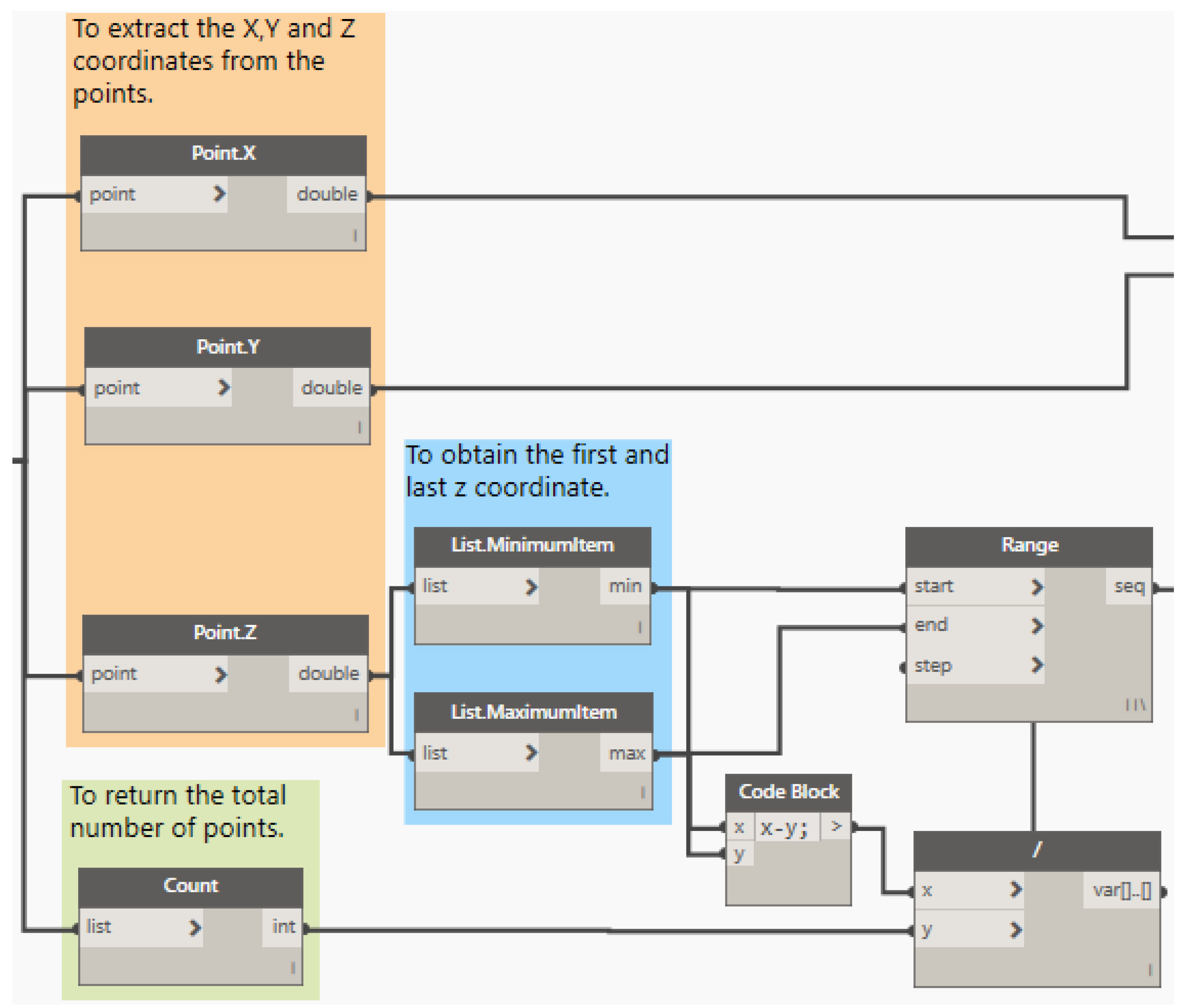
- To create the printing path from the points cloud. Once the contour path that describes the dimensions of the construction element in two dimensions (X and Y) has been created, it is essential to generate an additional elevation path (Z-axis) to avoid accumulations of unwanted material. This is achieved by gradual elevation, such that the last point on one surface on the Z-axis coincides with the first point on the next surface. Thus, continuity in the print path is achieved.
- To transfer the points cloud, within the coordinate plane, to a position within reach of the robotic arm. The objective of this step is to synchronize the position of the figure in the action plane of the robotic arm. To do this, it is necessary to understand that the points cloud is within an already defined coordinate plane, so its transfer simply requires a modification of the coordinates of each point of the cloud along this plane.
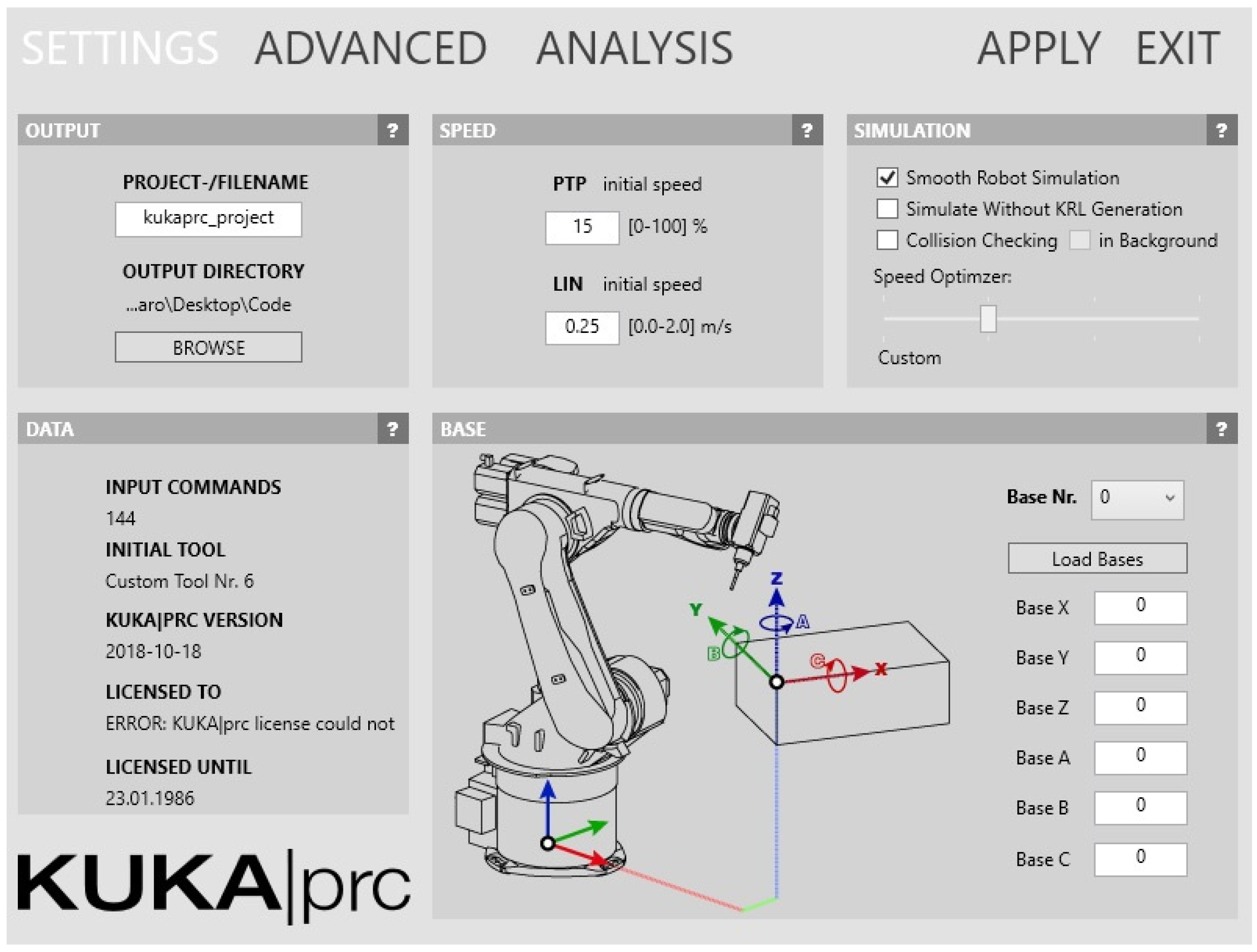
- To develop the KUKATM robot arm control code. At this stage, the main objectives are to correctly select the KUKATM robot model to be used and to define the control parameters of the robot arm. A node that controls the linear movement of the robot and the value of the printing speed must be established.
4.1.4. Calculations and Printing Costs
4.1.5. Management Phase of the Resulting Element
4.2. Step-by-Step Development of the Computer Procedure That Communicates a Model Designed in BIM and 3D Printing Concrete Elements
- Designing the initial construction element in RevitTM.
- Exporting process of a construction element from RevitTM to DynamoTM.
- Preparation of the control code for the printing process with the KUKATM robot.
- To obtain the surfaces to create the points cloud of the element to be printed.
- Creation of the point cloud that describes the contour of the figure.
- Creation of the printing trajectory from the points cloud.
- Transfer of the points cloud, within the coordinate plane, to a position within reach of the robotic arm.
- Control code of the KUKATM robotic arm.
- Calculations and printing costs.
5. Analysis of Results
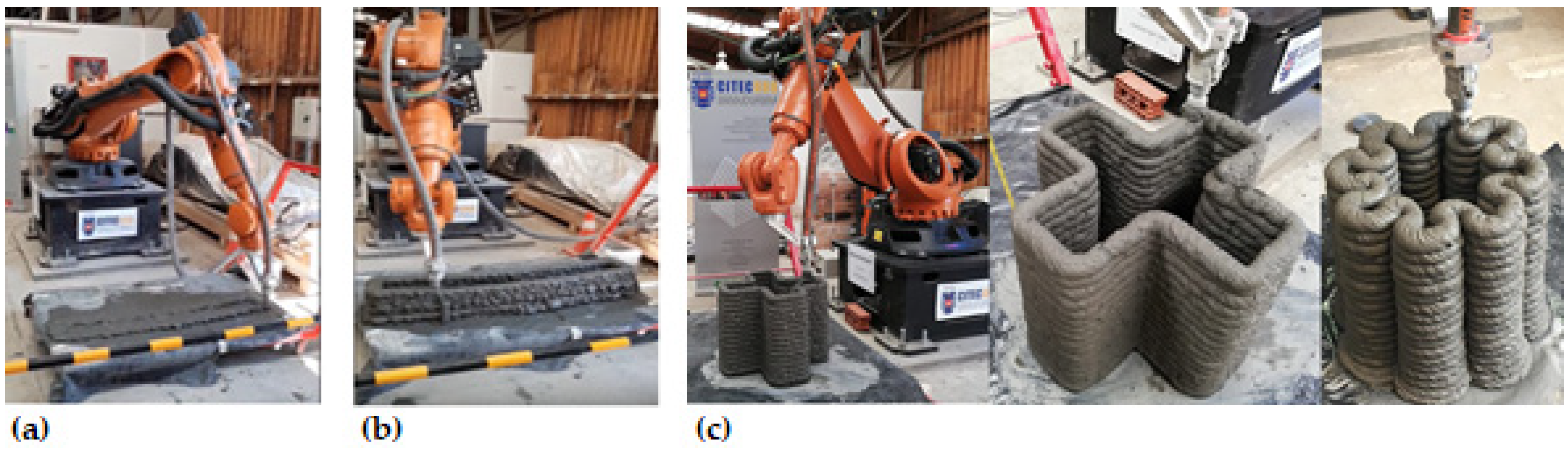
5.1. First Test: Verification of Dimension Recognition for the Printing Code
5.2. Second Test: Controlled In Situ Speed Associated with Defined Point Spacing
5.3. Calculation of Error and Concordance in the In-Situ Controlled Speed Test in Terms of the Defined Spacing between Points
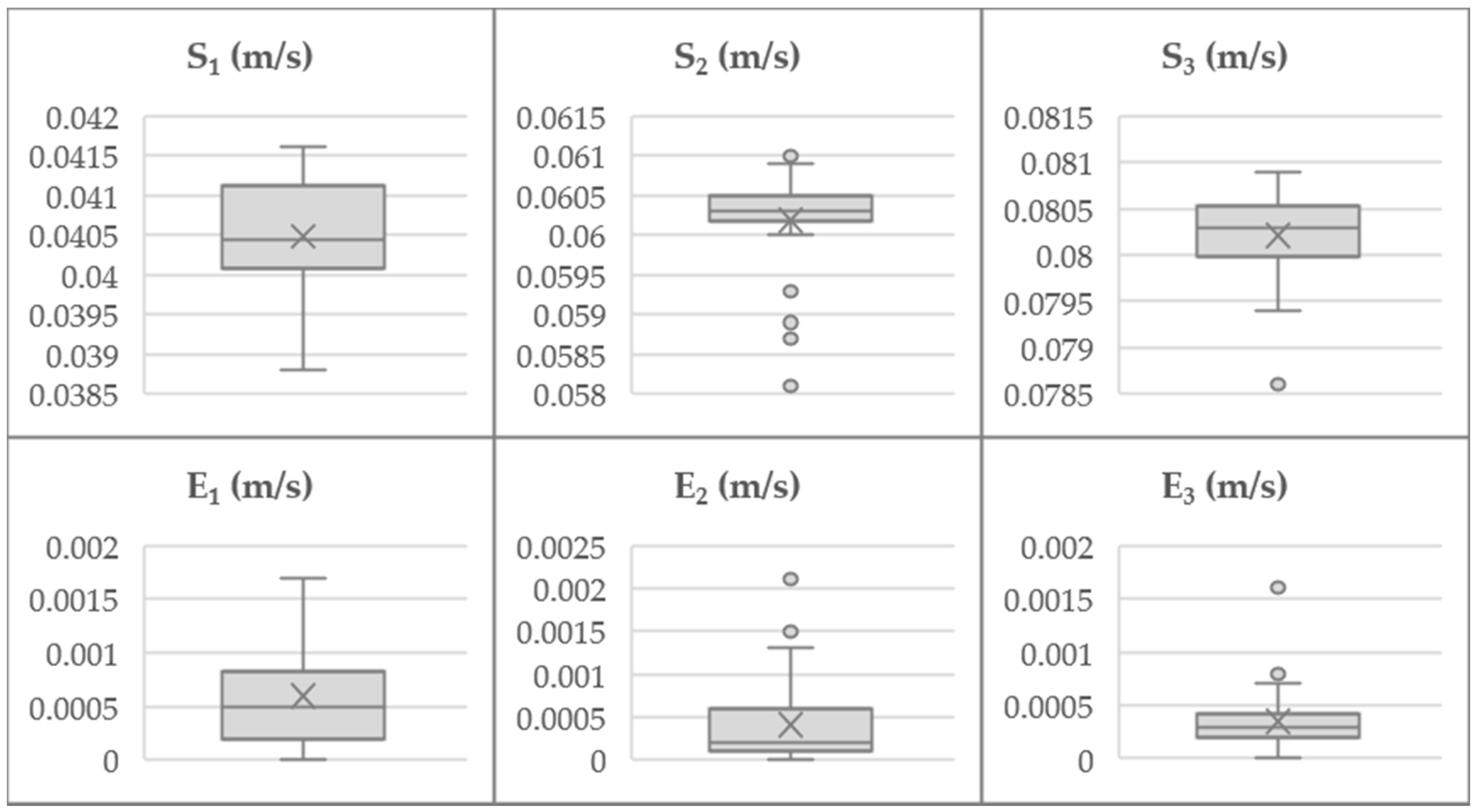
5.3.1. Results of Speed and Absolute Error Measurements
5.3.2. Results of the Relative Error, Level of Confidence, Interval of Uncertainty, and Concordance
5.4. In Situ Maximum Printing Speed Test in Terms of Defined Points Spacings
5.4.1. Background
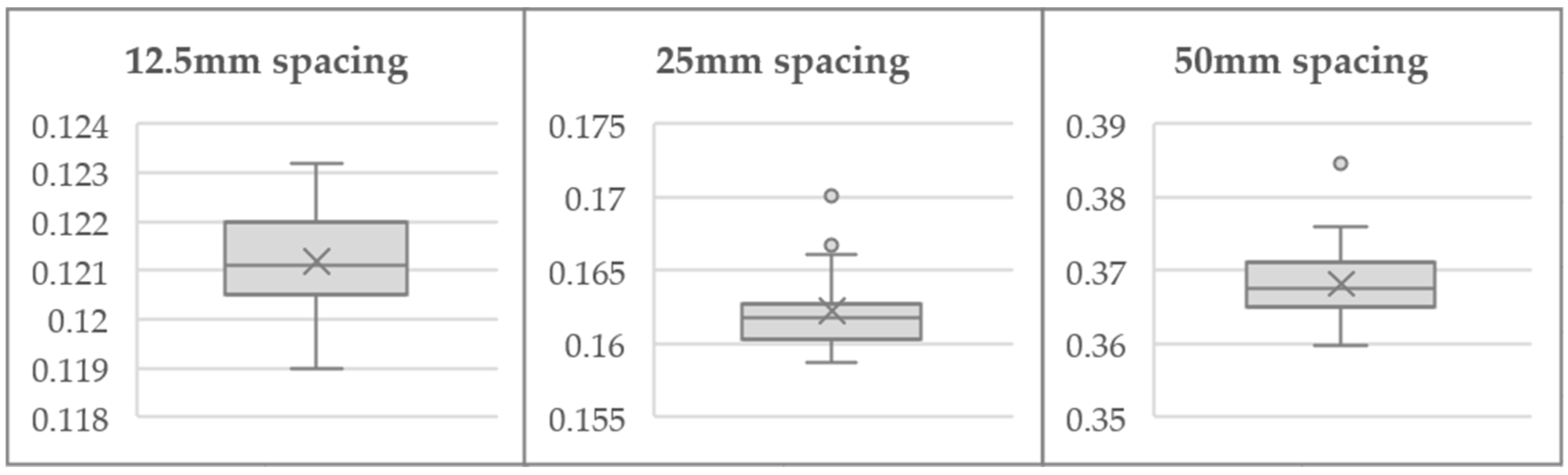
5.4.2. Results of the Maximum Speed Test
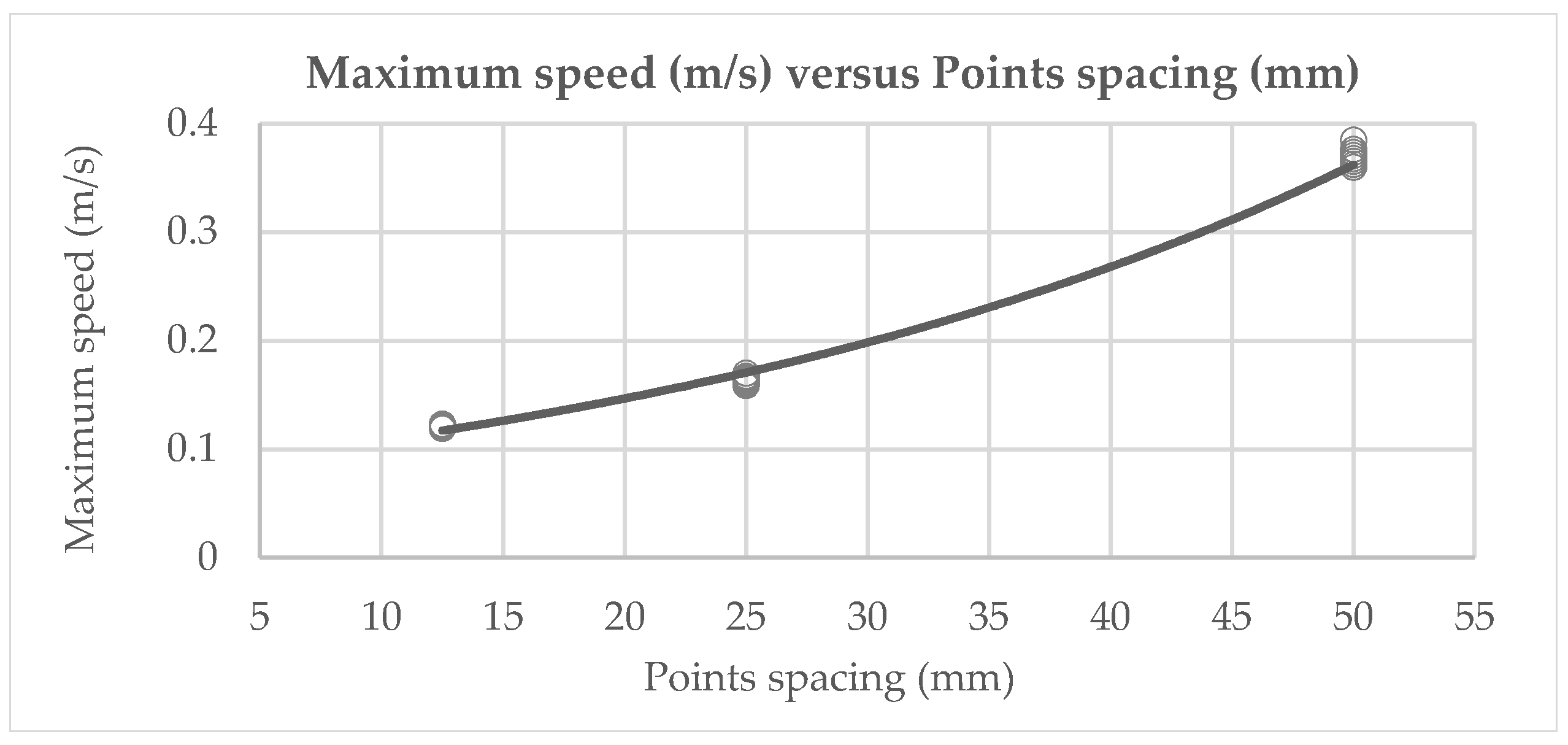
5.4.3. Analysis of Maximum Speed with Different Point Spacing

5.4.4. Summary of the Results Obtained in This Experiment
6. Conclusions and Recommendations
- The developed code allows the connection between a design software and the KUKATM robotic arm for multiple perimeter elements without the need to generate a new printing code for each figure. Tests and comparisons conducted show that the code responds to a variety of different geometries, allowing precise movements at speeds easily controllable by the user.
- By developing a continuous print path, the concrete is intended to spread evenly along the print cordon. This is why checking the precision with which the robotic arm responds to the parameters entered in the control code is essential. In this sense, this research has found confidence levels that show the precision of the robotic arm is approximately between 98% and 99%.
- It was possible to test trajectories of a series of elements with different geometries and sizes by using the developed code, which was capable of modifying the elevation, the printing speed, and the separation of points that define smoothness in the curves easily, facilitating the 3D concrete printing processes.
- A theoretical way of calculating the maximum speed of printing was determined using an empirical equation, which helps users to choose speeds lower than the maximum speeds, allowing the robotic arm to be better coupled to the designer’s requirements.
- For future research, it is necessary to develop elements of greater complexity, in addition to generating a filling pattern to give them greater resistance, and to include reinforcement for the construction of structural elements used in seismic places. In addition, future research should include a comprehensive comparison between the findings of the present study and traditional methods.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
Appendix A.1. Designing the Initial Construction Element in RevitTM

Appendix A.2. Exporting Process of a Construction Element from RevitTM to DynamoTM

Appendix A.3. Preparation of the Control Code for the Printing Process with the KUKATM Robot
- (a)
- To obtain the surfaces to create the points cloud of the element to be printed. The user must select the nodes “Element.Solids” and “Geometry.BoundingBox”, and then connect them as explained in Figure A3. The “Geometry.BoundingBox” node is divided into two parallel processes as shown in Figure A4 and Figure A5.




- (b)
- To create the points cloud that describes the contour of the figure. Here, the following nodes must be selected: “Surface.PerimeterCurves”, “Curve.StarPoint”, “Curve.PointsAtSegmentLenghtFromPoint”, “Flatten”, and a “CodeBlock” node which describes the spacing between printing points. Then, the nodes must be connected as shown in Figure A7.

- (c)
- To create the printing trajectory from the points cloud. The following nodes have to be selected: “Point.X”, “Point.Y”, “Point.Z”, “List.MinimumItem”, ”List.MaximumItem”, “Range”, ”Count”, and additionally a node “CodeBlock”, in which the command “x-y” will be written, and from which the height of the element to be printed is obtained. Finally, the node “/” which will give the gradual elevation that the Z-axis will have at each point. Then, to connect as indicated in Figure A8.

- (d)
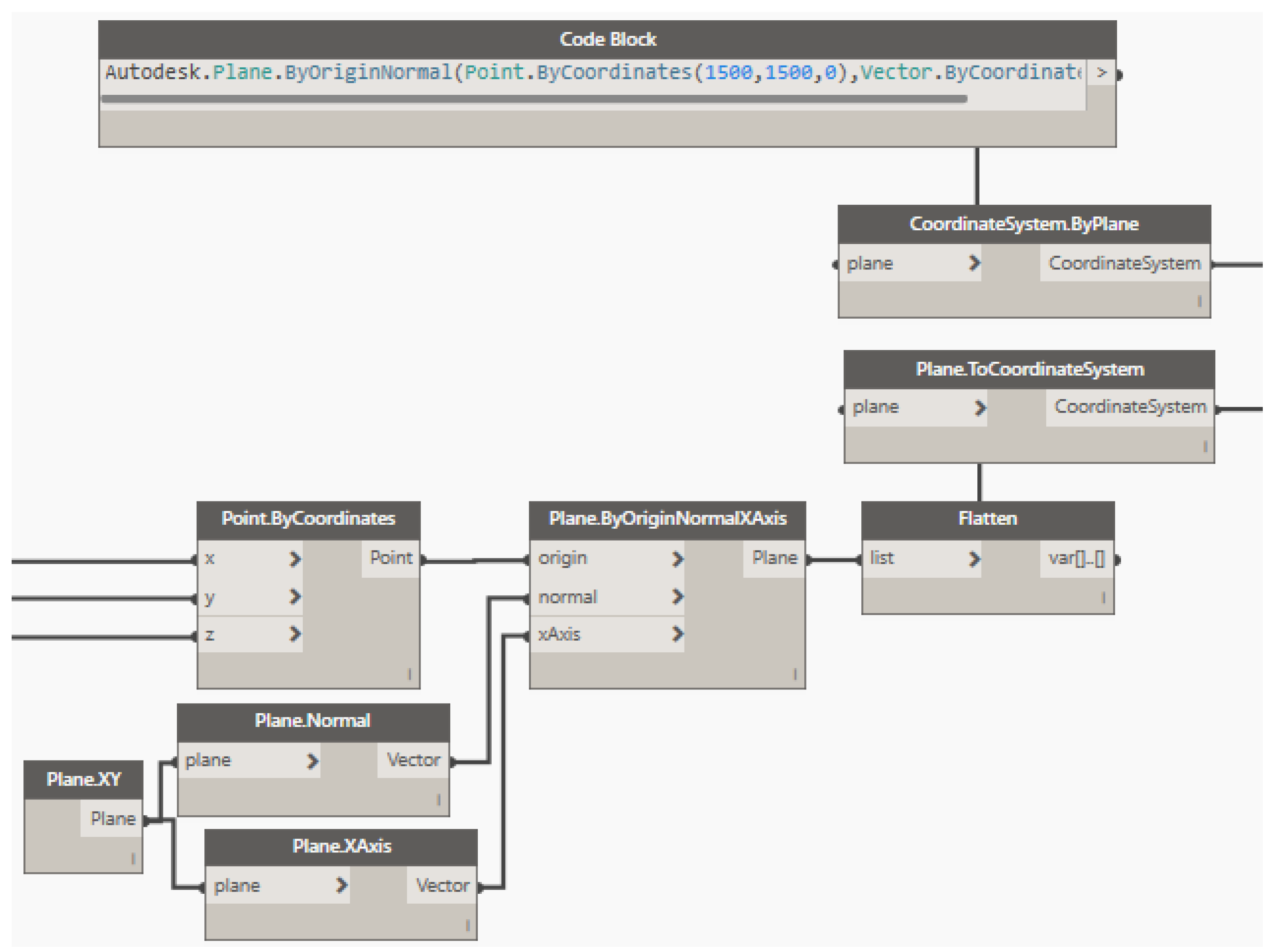
- To transfer the points cloud, within the coordinate plane, to a position within reach of the robotic arm. First, the following nodes must be selected: “Plane.XY”, “Plane.Normal”, “Plane.XAxis”, “Plane.ByOriginNormalXAxis”, “Flatten”, “Plane.ToCoordinateSystem”, and “CoordinateSystem.Byplane”. Then, a “CodeBlock” node must be created that allows the points cloud to be moved to the KUKATM robot work plane. Finally, to connect the nodes as shown in Figure A9.

- (e)
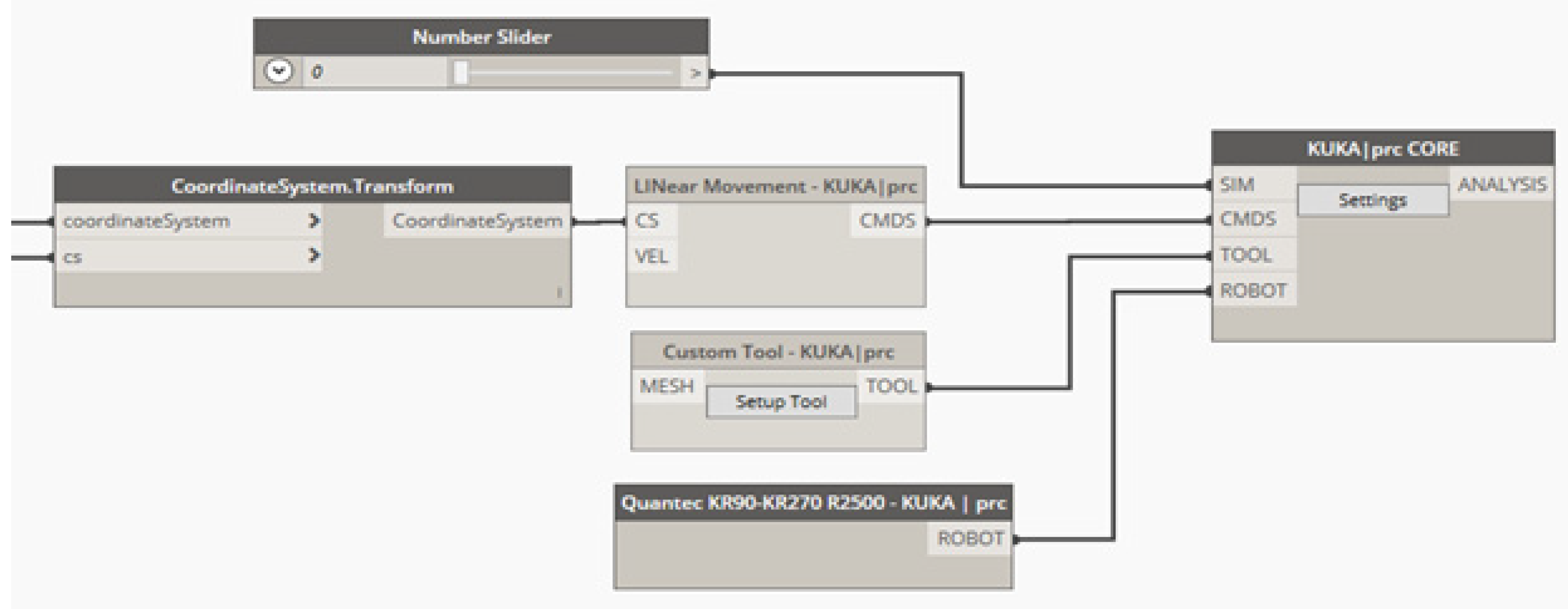
- To create the Control code of the KUKATM robotic arm. At this stage, it is required to create the nodes: “CoordinateSystem.Transform”, “Number.Slider”, “LINear Movement—KUKA|prc”, “Custom Tool—KUKA|prc”, “Quantec KR90-KR270-R2500—KUKA|prc”, “KUKA|prc CORE”. Then, to connect as indicated in Figure A10.


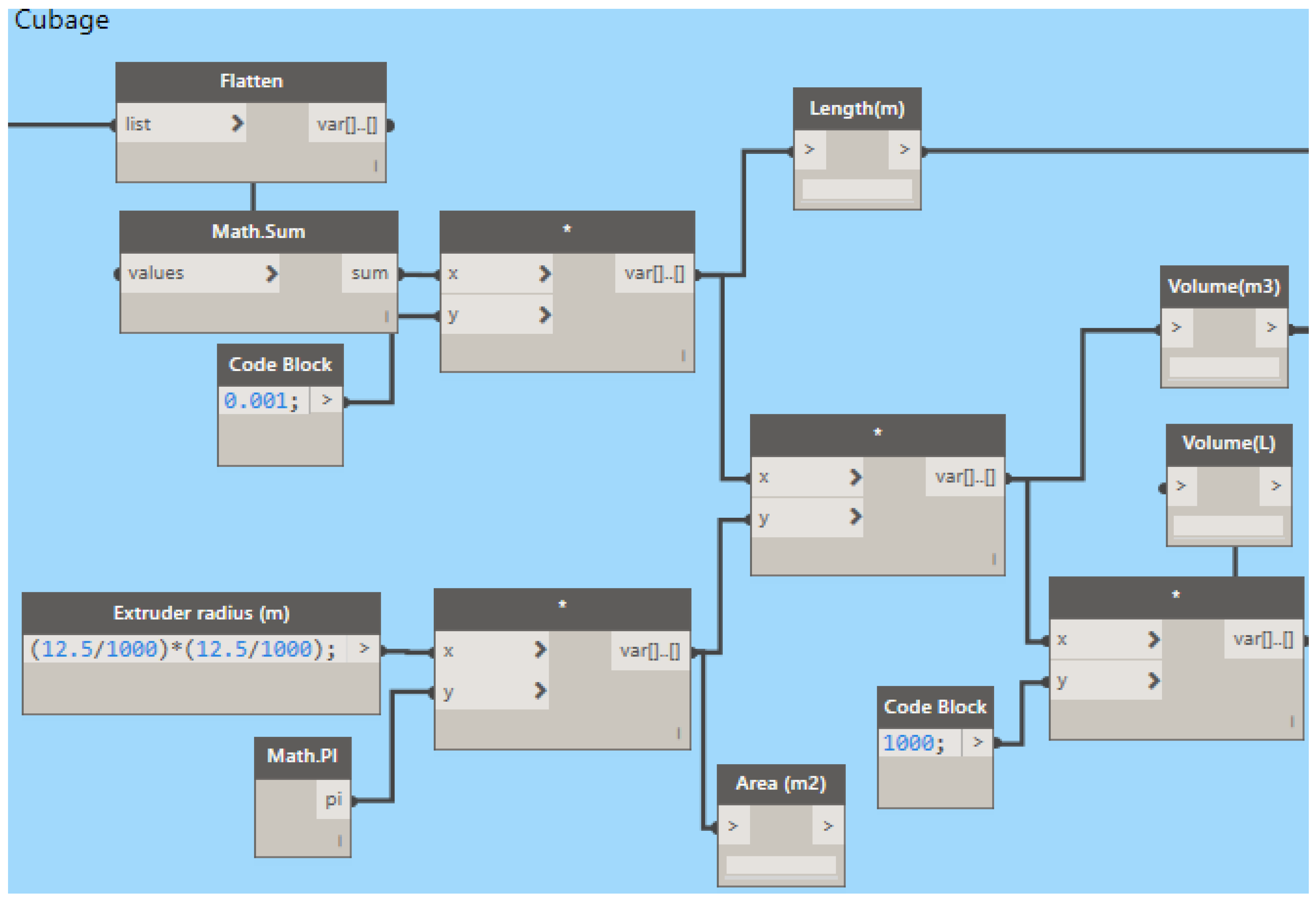
Appendix A.4. Calculations and Printing Costs


References
- Azhar, S. Building Information Modeling (BIM): Trends, Benefits, Risks, and Challenges for the AEC Industry. Leadersh. Manag. Eng. 2011, 11, 241–252. [Google Scholar] [CrossRef]
- Hardin, B.; McCool, D. BIM and Construction Management—Proven Tools, Methods, and Workflows; Wiley: Hoboken, NJ, USA, 2015; ISBN 9780874216561. [Google Scholar]
- Forcael, E.; Ferrari, I.; Opazo-Vega, A.; Pulido-Arcas, J.A. Construction 4.0: A Literature Review. Sustainability 2020, 12, 9755. [Google Scholar] [CrossRef]
- Nadal, A.; Mestras, J.P.; Carrasco, O.L. Perspectivas para la impresión 3D en la construcción. Rev. Eur. Investig. Arquit. REIA 2017, 7, 231–244. [Google Scholar]
- Malaeb, Z.; AlSakka, F.; Hamzeh, F. 3D Concrete Printing. In 3D Concrete Printing Technology; Sanjayan, J., Nazari, A., Nematollahi, B., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 115–136. ISBN 978-0-12-815481-6. [Google Scholar]
- He, R.; Li, M.; Gan, V.J.L.; Ma, J. BIM-enabled computerized design and digital fabrication of industrialized buildings: A case study. J. Clean. Prod. 2021, 278, 123505. [Google Scholar] [CrossRef]
- Botero, L.; Alvarez, M. Guía de mejoramiento continuo para la productividad en la construcción de proyectos de vivienda (Lean Construction como estrategia de mejoramiento). Rev. Univ. EAFIT 2004, 40, 50–64. [Google Scholar]
- Bock, T. The future of construction automation: Technological disruption and the upcoming ubiquity of robotics. Autom. Constr. 2015, 59, 113–121. [Google Scholar] [CrossRef]
- Bruckmann, T.; Reichert, C.; Meik, M.; Lemmen, P.; Spengler, A.; Mattern, H.; König, M. Concept Studies of Automated Construction Using Cable-Driven Parallel Robots. In Cable-Driven Parallel Robots, Proceedings of the Cable-Driven Parallel Robots, Quebec, QC, Canada, 4 August 2017; Gosselin, C., Cardou, P., Bruckmann, T., Pott, A., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 364–375. [Google Scholar]
- Mesa Fernández, J.M.; Piquero Clambor, J.C.; Díaz Piloñeta, M.; Morán Palacios, H. Productive processes based on 3D printing versus conventional methodologies: A comparative analysis in the construction sector. DYNA 2020, 95, 299–304. [Google Scholar] [CrossRef]
- Aish, R.; Woodbury, R. Multi-level Interaction in Parametric Design. In Lecture Notes in Computer Science; Springer: Berlin/Heidelberg, Germany, 2005; pp. 151–162. [Google Scholar]
- Navarrete, S. Diseño paramétrico: El gran desafío del siglo XXI. Cuad. Cent. Estud. Diseño Comun. Ensayos 2014, 49, 63–72. [Google Scholar] [CrossRef]
- Eastman, C.; Teicholz, P.; Sacks, R.; Liston, K. BIM Handbook: A Guide to Building Information Modeling for Owners, Managers, Designers, Engineers, and Contractors, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2008; ISBN 9780470261309. [Google Scholar]
- Forcael, E.; Martínez-Rocamora, A.; Sepúlveda-Morales, J.; García-Alvarado, R.; Nope-Bernal, A.; Leighton, F. Behavior and Performance of BIM Users in a Collaborative Work Environment. Appl. Sci. 2020, 10, 2199. [Google Scholar] [CrossRef] [Green Version]
- Lancharro, L. BIM, la metodología de trabajo que nos acecha. Técnica Ind. 2015, 312, 68–71. [Google Scholar]
- Gómez, J. Análisis Comparativo Entre Metodologías de Presupuestación Tradicional Racional y Con Herramientas Tecnológicas Revit (BIM). Bachelor’s Thesis, Universidad Católica de Colombia, Bogotá, Columbia, 2016. [Google Scholar]
- Weller, C.; Kleer, R.; Piller, F.T. Economic implications of 3D printing: Market structure models in light of additive manufacturing revisited. Int. J. Prod. Econ. 2015, 164, 43–56. [Google Scholar] [CrossRef]
- López, J. Fabricación aditiva y transformación logística: La impresión 3D. OIKONOMICS Rev. Estud. Econ. Empres. 2018, 9, 58–69. [Google Scholar]
- Christoph, R.; Muñoz, R.; Hernández, Á. Manufactura Aditiva. Real. Reflexión 2017, 16, 97–109. [Google Scholar] [CrossRef] [Green Version]
- Campillo Mejías, M. Prefabricación en la arquitectura: Impresión 3D en hormigón. Bachelor’s Thesis, Universidad Politécnica de Madrid, Madrid, Spain, 2017. [Google Scholar]
- Torres Remón, R. Diseño de Hormigón para Impresión en 3D. Master’s Thesis, Universidad Politécnica de Valencia, Valencia, Spain, 2016. [Google Scholar]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef] [Green Version]
- Johnston, D.W. Design and Construction of Concrete Formwork. In Concrete Construction Engineering Handbook; Nawy, E.G., Ed.; CRC Press: Boca Raton, FL, USA, 2008; p. 50. ISBN 9781420007657. [Google Scholar]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. Constr. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Lloret, E.; Shahab, A.R.; Linus, M.; Flatt, R.J.; Gramazio, F.; Kohler, M.; Langenberg, S. Complex concrete structures: Merging existing casting techniques with digital fabrication. Comput. Des. 2015, 60, 40–49. [Google Scholar] [CrossRef]
- Yin, X.; Liu, H.; Chen, Y.; Al-Hussein, M. Building information modelling for off-site construction: Review and future directions. Autom. Constr. 2019, 101, 72–91. [Google Scholar] [CrossRef]
- Teizer, J.; Blickle, A.; King, T.; Leitzbach, O.; Guenther, D.; Mattern, H.; König, M. BIM for 3D Printing in Construction. In Building Information Modeling; Springer International Publishing: Cham, Switzerland, 2018; pp. 421–446. ISBN 9783319928623. [Google Scholar]
- Wu, P.; Wang, J.; Wang, X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef] [Green Version]
- Sakin, M.; Kiroglu, Y.C. 3D Printing of Buildings: Construction of the Sustainable Houses of the Future by BIM. Energy Procedia 2017, 134, 702–711. [Google Scholar] [CrossRef]
- Monjaras, D. Uso de Dynamo para Revit en la Mejora de la Gestión de la Información y Modelado de un Hotel. Bachelor’s Thesis, Universidad Nacional de Ingeniería, Rímac, Peru, 2018. [Google Scholar]
- Shi, A.; Shirowzhan, S.M.E.; Sepasgozar, S.; Kaboli, A. 5D BIM Applications in Quantity Surveying: Dynamo and 3D Printing Technologies. In Smart Cities and Construction Technologies; Shirowzhan, S., Zhang, K., Eds.; IntechOpen: London, UK, 2020; pp. 139–156. ISBN 978-1-83880-199-1. [Google Scholar]
- Brell-Cokcan, S.; Braumann, J. A new parametric design tool for robot milling. In Proceedings of the 30th Annual Conference of the Association for Computer Aided Design in Architecture, ACADIA 2010, New York, NY, USA, 21–24 October 2012; Sprecher, A., Yeshayahu, S., Lorenzo-Eiroa, P., Eds.; ACADIA: New York, NY, USA, 2012; pp. 357–363. [Google Scholar]
- Braumann, J. KUKA Prc—Addon for Grasshopper 2019. Available online: https://www.food4rhino.com/en/app/kukaprc-parametric-robot-control-grasshopper (accessed on 28 June 2021).
- Weng, Y.; Mohamed, N.A.N.; Lee, B.J.S.; Gan, N.J.H.; Li, M.; Jen Tan, M.; Li, H.; Qian, S. Extracting BIM Information for Lattice Toolpath Planning in Digital Concrete Printing with Developed Dynamo Script: A Case Study. J. Comput. Civ. Eng. 2021, 35, 05021001. [Google Scholar] [CrossRef]
- Dzambazova, T.; Krygiel, E.; Demchark, G. Introducing REVIT Architecture 2010: BIM for Beginners; Wiley: Indianapolis, IN, USA, 2009; ISBN 978-0-470-47355-9. [Google Scholar]
- Ignatova, E.; Zotkin, S.; Zotkina, I. The extraction and processing of BIM data. IOP Conf. Ser. Mater. Sci. Eng. 2018, 365, 062033. [Google Scholar] [CrossRef] [Green Version]
- Huang, L. Revit Plugins for Electrical Engineering Improvements in Buildings: Lighting Power Density and Electrical Equipment Placement. Master’s Thesis, University of Southern California, Los Angeles, CA, USA, 2018. [Google Scholar]
- Reyes, J. Aplicación de la Robótica en la Construcción de Edificios: Estado del Arte. Bachelor’s Thesis, Universidad Industrial de Santander, Santander, Colombia, 2016. [Google Scholar]
- Ferreiro, N. Automatización y Robótica en Edificación. Master’s Thesis, Universidad de la Coruña, La Coruna, Spain, 2014. [Google Scholar]
- Davtalab, O.; Kazemian, A.; Khoshnevis, B. Perspectives on a BIM-integrated software platform for robotic construction through Contour Crafting. Autom. Constr. 2018, 89, 13–23. [Google Scholar] [CrossRef]
- KUKA Roboter GmbH. The History of KUKA|KUKA AG. Available online: https://www.kuka.com/en-de/about-kuka/history (accessed on 8 September 2020).
- KUKA Roboter GmbH. KR QUANTEC|KUKA AG. Available online: https://www.kuka.com/en-de/products/robot-systems/industrial-robots/kr-quantec (accessed on 8 September 2020).
- Hajian, H.; Becerik-Gerber, B. Scan to BIM: Factors Affecting Operational and Computational Errors and Productivity Loss. In Proceedings of the 27th International Symposium on Automation and Robotics in Construction, ISARC 2010, Bratislava, Slovakia, 26 June 2010; pp. 265–272. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Llim (m/s) | Typed Speed (m/s) | Average Experimental Speed (m/s) | Ulim (m/s) | e (%) | n (%) | Result |
|---|---|---|---|---|---|---|
| 0.0399 | 0.0400 | 0.0405 | 0.0411 | 1.4774 | 98.5226 | Condition fulfilled |
| 0.0598 | 0.0600 | 0.0602 | 0.0606 | 0.6757 | 99.3230 | Condition fulfilled |
| 0.0798 | 0.0800 | 0.0802 | 0.0806 | 0.4505 | 99.5495 | Condition fulfilled |
| Spacing 12.5 mm | Spacing 25 mm | Spacing 50 mm | |
|---|---|---|---|
| Q1 (m/s) | 0.1205 | 0.1603 | 0.3650 |
| Me (m/s) | 0.1211 | 0.1618 | 0.3676 |
| Q3 (m/s) | 0.1220 | 0.1627 | 0.3711 |
| Llim | 0.1183 | 0.1567 | 0.3559 |
| Ulim | 0.1243 | 0.1661 | 0.3759 |
| Atypical values | 0 | 2 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Forcael, E.; Pérez, J.; Vásquez, Á.; García-Alvarado, R.; Orozco, F.; Sepúlveda, J. Development of Communication Protocols between BIM Elements and 3D Concrete Printing. Appl. Sci. 2021, 11, 7226. https://doi.org/10.3390/app11167226
Forcael E, Pérez J, Vásquez Á, García-Alvarado R, Orozco F, Sepúlveda J. Development of Communication Protocols between BIM Elements and 3D Concrete Printing. Applied Sciences. 2021; 11(16):7226. https://doi.org/10.3390/app11167226
Chicago/Turabian StyleForcael, Eric, Javier Pérez, Álvaro Vásquez, Rodrigo García-Alvarado, Francisco Orozco, and Javier Sepúlveda. 2021. "Development of Communication Protocols between BIM Elements and 3D Concrete Printing" Applied Sciences 11, no. 16: 7226. https://doi.org/10.3390/app11167226
APA StyleForcael, E., Pérez, J., Vásquez, Á., García-Alvarado, R., Orozco, F., & Sepúlveda, J. (2021). Development of Communication Protocols between BIM Elements and 3D Concrete Printing. Applied Sciences, 11(16), 7226. https://doi.org/10.3390/app11167226