1. Introduction
Additive manufacturing (AM) describes all manufacturing processes in which the part is fabricated by adding volume elements layer by layer to produce the desired geometry. The added elements are directly derived from the 3D data [
1]. AM technologies have been advancing steadily through the years. Especially the sector of metal AM matured from niche applications to mainstream manufacturing and is being accepted as a valuable production process for demanding engineering tasks. For metal applications, laser powder bed fusion (LPBF) is the most widespread manufacturing principle [
2]. When designing parts specifically for AM, these technologies yield unique characteristics in advanced geometric freedom, part consolidation, and product customization in comparison to other manufacturing processes. Through the given geometric freedom, new potentials in the performance and economic efficiency of the product are enabled, which can be realized through advanced design. If such a design can consolidate multiple parts of an assembly, additional improvements in size, weight, and assembly effort are achievable [
3]. In the LPBF manufacturing process, differences in the individual geometry of parts manufactured in one build job have minor influence on the economics of the build job compared to conventional manufacturing methods. This leads to an economic feasibility of a lot size of one and makes the technology therefore practical for highly customized products [
4]. However, these potentials are not easy to identify nor to realize. It requires the designer to have a fundamental understanding of the technology and to re-think the system-level design of the product [
5]. Existing, universal product development methodologies are applicable for AM parts, but can hardly exploit the given potentials efficiently due to the design complexity and multitude of possible solutions [
6]. Nonetheless, as a development of a completely new design process is neither efficient nor possible, development guidelines for AM products should be based on established methodologies and further recognize the specific potentials and limitations of the technology. As the VDI 2221 [
7,
8] guideline is widely accepted as a core standard for the development of technical products and was previously suggested for an AM specific methodology [
9]. Kumke bases the general structure of his comprehensive method for the development of AM parts onto it [
5].
As for any other manufacturing method, design guidelines have to be followed for a qualitative and economic fabrication of the designed part. The established methods of design for manufacturing (DfM) aim for design solutions with minimum manufacturing costs for a given manufacturing technology. Even though such guidelines for favorable manufacturing are still an elementary part of a design for additive manufacturing (DfAM), these methods shall further support the exploration of AM-enabled potentials and possibilities. Laverne et al. propose to differentiate opportunistic DfAM, restrictive DfAM, and dual DfAM [
10]. Opportunistic DfAM methods shall enable the designer to explore innovative solutions enabled by the possible geometric complexity of AM products. The solution space of such methods is not narrowed by the limitations of the AM technology as in the definition of conventional DfM. These limitations are covered in the class of restrictive DfAM methods. In these, design rules are defined, that guide the designer to create a part with sufficient manufacturing quality. The majority of such design rules are developed in university research through test series [
11,
12,
13,
14]. These restrictions can be quantified as for minimum radii or wall thicknesses, as well as general guidelines for a sufficient manufacturing result [
14]. They are more and more transferred into official design guidelines [
15] and textbooks [
4]. Finally, methods utilizing a combination of both, restrictive and opportunistic DfAM, are considered to be the most efficient for a holistic product design manufactured by AM technologies. With these, innovative concepts are designed for a qualitative manufacturing outcome [
5]. Therefore, for each classification, different tools as depicted in
Figure 1 are suggested.
Manifold bodies in pressure-loaded applications are traditionally manufactured from a solid material block, creating the hydraulic schematic by intersecting, gun-drilled holes. For manufacturing efficiency, these channels are usually manufactured with a 90° orientation towards the outside surface of the semi-finished block. All unused openings are closed by sealing stoppers in a subsequent assembly process. As a result, complex hydraulic schematics require a larger manifold due to the inflexible channel design, a greater number of drilled holes, and therefore a greater number of sealing points. Furthermore, the perpendicular, sharp corners in the fluid flow decrease the flow efficiency of the hydraulic medium. Through the AM-enabled geometric complexity, manifold bodies hold great potential for increased product performance through advanced design [
4].
A comprehensive approach to the development of hydraulic manifolds fabricated by LPBF systems is the work of Kausch [
16]. After extensive research on various topics concerning the development of AM manifolds, the generated knowledge is transferred onto two different manifolds, which are manufactured by LPBF. The evaluation of the part proves a great potential for weight reduction of high-pressure manifolds and suggests similar production costs to the conventional counterpart with further process and productivity improvements of the technology. The research of Diegel et al. [
17] follows an existing AM manifold design and focuses on the further optimization of the manufacturability. This includes primarily the reduction in support structure to minimize manufacturing and post-processing time. Schmelzle et al. [
18] present a specific flowchart for the re-design of hydraulic manifolds. The study places special focus on the channel cross-section geometry as well as a detailed description of manufacturing, inspection, and testing of the resulting manifold. Zhang et al. [
19] approach a manifold re-design with the motivation of an optimized fluid flow and adapt each phase of the development process accordingly. As in the previous studies, a significant optimization in weight, size, and fluid flow efficiency is achieved. Cooper et al. [
20] examine the pressure, flow, porosity, surface and micro-hardness characteristics of a titanium pipe manufactured by LPBF. The research offers detailed findings on the pressure resistance of thin-walled pipes, their internal surface roughness, their as-built geometric accuracy as well as the characterization of the porosity of the material.
Table 1 depicts an overview of manifold-specific information in reviewed studies.
The review of conducted research on hydraulic manifolds shows that the re-design process systematic is an important topic for most studies. The models and flowcharts presented for a re-design are often rudimentary for the task of developing an additively manufactured manifold with increased performance while ensuring qualitative and economic manufacturability. Most of the reviewed studies only utilize restrictive DfAM methods for their design. The very detailed approach of Kumke [
5] on the complete design process for AM, applying restrictive and opportunistic DfAM, has not been applied for a hydraulic manifold application. Furthermore, the number of hydraulic components and the resulting complexity of the reviewed manifolds remain in a range of 3 to 10 installation spaces.
Based on the state of the art in the development of AM manifolds, a research deficit on the systematic development of manifolds with advanced hydraulic complexity and additional functional requirements is identified. Product improvements through the application of opportunistic DfAM are often left unused. Consequently, the present article aims to propose a universal development and design methodology that leads systematically to a manifold with improved product performance while being optimally designed for qualitative and economic manufacturing by LPBF. After the methodology is presented, its applicability and efficiency are assessed with a case study on a safety-critical manifold of the rail industry.
For the methodology development, the following requirements are defined:
The universal applicability of the process must be given. The design methodology shall serve hydraulic applications independently of the specific product.
The process shall facilitate opportunistic DfAM potentials by introducing specific methods and tools when necessary.
Restrictive DfAM methods and tools are to be introduced to the process when necessary.
The process shall lead to an AM geometry that embodies the optimum quality and profitability of the build job.
The process shall systematically lead to a manifold with increased performance characteristics such as improved weight, size, or flow efficiency.
The process shall allow an iterative shift between the different phases to utilize an experience gain of the user for upstream phases.
2. Methodology Development
As previously identified, Kumke [
5] offers a comprehensive process model for the universal development of AM parts. To guide the designer to a design that respects technological as well as economic aspects, this process constitutes the general structure of the proposed methodology. This structure is, however, supplemented with manifold-specific design phases and tasks. Additionally, suitable tools for the specific tasks are proposed. In that way, the methodology facilitates a complete exploration of the potentials enabled through advanced design while acknowledging the economic efficiency and reliable manufacturability of the resulting part.
As depicted in
Figure 2, the proposed development methodology starts with the planning and conceptual phase. These phases, including their individual steps, are transferred analogously from the VDI 2221 [
7]. Based on the high significance of a detailed description of requirements, an independent list of requirements for the part is to be created in the first task. This list should describe all boundary conditions concerning the part, available AM technologies, material availability, and loads. This is a mandatory process step, which is executed for re-design tasks as well as new development tasks. Even though the requirements shall be formulated detached from the manufacturing technology used, AM-specific potentials and resulting requirements, for example, lightweight design, can already be addressed [
5]. In the second task, the functional structure of the part is to be arranged hierarchically into main and sub-functions (cf.
Figure 2) [
21].
The exploration of design freedom in new- as well as re-designs benefits significantly from function-based thinking, being detached from conventional manufacturing restrictions. In doing so, all surfaces which serve a specific engineering function shall be identified, and their individual boundary conditions, for example, freedom of position, is specified. This facilitates a subsequent, flux of force-oriented design. Based on this analysis, different conceptual solutions for the identified, functional structure are to be developed in the third task. To assist the designer in exploring unconventional solutions, tools like “AM-potential checklists”, “the analysis of existing studies” or “cross-departmental brainstorming” can be utilized during this task. It is important to conduct such an extensive conceptual phase for re-designs as well. Existing solutions may include conventional thinking barriers, whereas the presented steps and tools create a large solution space for innovative concepts [
5].
In the following task four, the concept assessment, the acquired concepts are evaluated by “pairwise comparison” and “value benefit analysis”, which are specified/recommended in VDI guideline [
7]. The assessment criteria for the value benefit analysis need to be adapted to consider the new AM aspects [
5]. The following criteria are proposed for the assessment of manifold concepts:
Potential for size reduction
Potential for weight reduction
Potential for improved hydraulic efficiency
Technical feasibility/ development risk
Degree of innovation
AM material efficiency
Profitability of the build job
Based on the quantitative assessment, one concept is selected for the embodied design phase. In this phase, potentials for improved product performance can be realized through advanced design. The chosen concept is introduced to the decision knot, in which tasks five to seven are executed iteratively. First, the parts main elements are designed and positioned according to the specified boundary conditions [
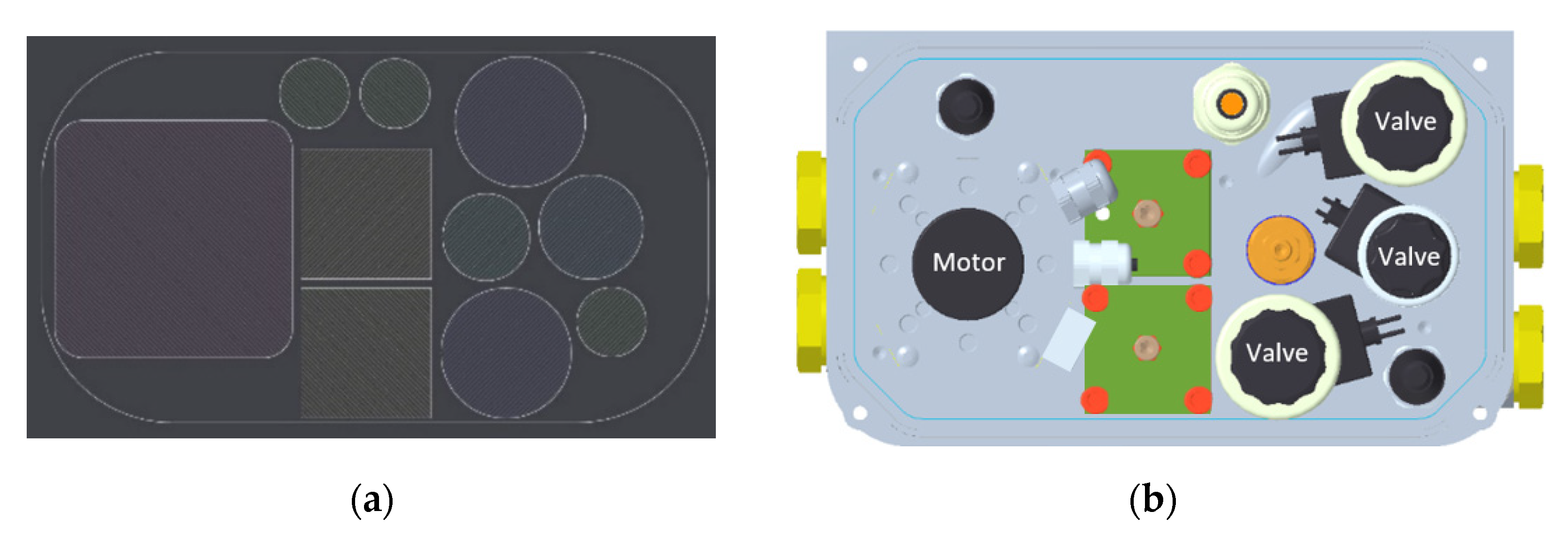
5]. For manifold bodies, these are primarily installation spaces, hydraulic connectors, fixation points for the motor, and pump. If the position of an installation space for a hydraulic component was specified as variable in the analysis of functional surfaces, its position in the AM design shall regard the following three aspects. Its position within the hydraulic logic, the assembly and accessibility with the required tools, and finally an efficient nesting of the valves, sensors, and motor. There are several software solutions [
22] available, which create two-dimensional nesting solutions for a set of defined geometries. For a re-design, it is important to question existing component positions, as conventional manufacturing constraints may have lost relevance through AM.
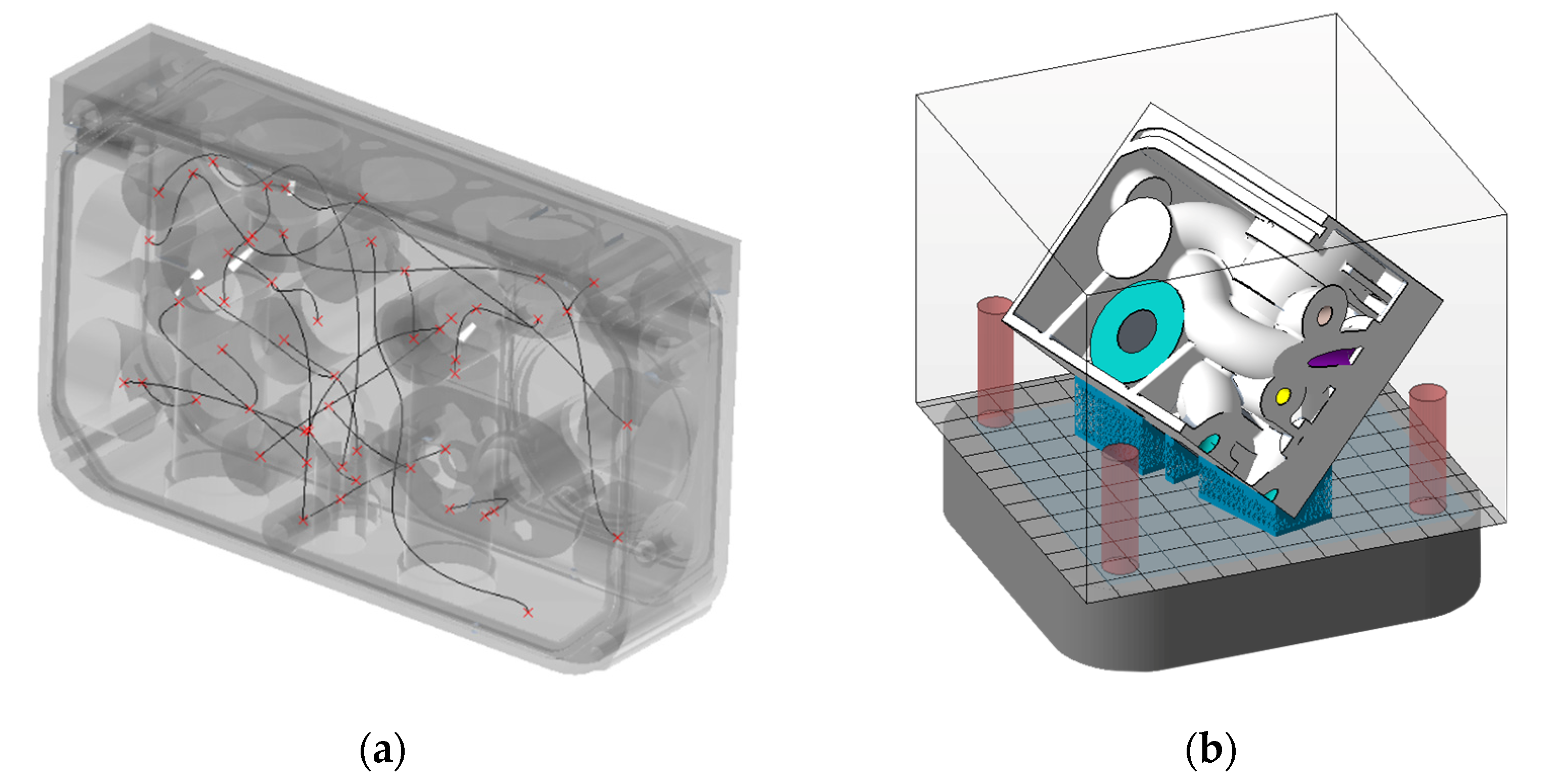
Once these elements are positioned, the orientation of the part within the build space of the LPBF system is to be chosen. This decision has a fundamental influence on the design of subsequent geometries, the manufacturing quality of the part, the necessary amount of support material, and finally, the economic efficiency of the build job. After the technical feasibility of the selected orientation is proven by a manufacturing simulation, a preliminary economic assessment is conducted in task seven. The outcome of this decision sequence is often a compromise of minimum manufacturing time, best manufacturing quality, mechanical properties, necessary support material, and manufacturing costs [
17]. It shall therefore be repeated iteratively until the best compromise for the given boundary conditions is found. Additionally, if no such compromise can be found, the decision knot at this early stage of the development process prevents the usage of further resources on unpromising concepts and questions the suitability of AM for the specific project [
5].
As the main elements are usually standardized installation spaces and threads, the DfAM potential lies mainly in the design of the hydraulic interconnection of the installation spaces. The channel diameter is to be selected according to the present fluid flow of the application [
23]. Circular channels with a diameter greater than 7 mm require internal support structure [
16,
18,
24]. As the complex channel design makes these structures inaccessible, they must be avoided. Multiple studies provide restrictive design guidelines for non-circular channel cross-sections [
16,
18,
25]. Additionally, an appropriate wall thickness must be selected, which resists high, cyclic pressure load over the complete lifetime as specified in the requirements list [
16,
26,
27,
28]. The design complexity enables channels that can be designed conformal to existing walls and installation spaces, sharing a single wall, and saving thereby AM-material and manufacturing process time. Through this design flexibility, the size of a manifold is not limited by the channel layout anymore.
As most functional surfaces require a high surface quality and geometric precision, they must be post-processed with subtractive processes [
18]. In task nine, the necessary machining offset, registration features, and clamping positions are added to the geometry to enable precise machining. Again, these features shall be designed according to restrictive design guidelines presented in the literature [
25,
29]. Further, referencing strategies for subtractive operations on defined registration points shall be established at this point.
All geometric elements designed in tasks five to nine serve a specific function. Even though these elements are designed under consideration of restrictive DfAM guidelines and the chosen orientation, the geometric complexity requires compromises in the usage of support for certain elements. However, it is a major intention of DfAM to minimize the usage of supports, as they require extensive manual labor for their removal [
25]. Consequently, most of the necessary support structures shall be replaced by design elements, for example, thin walls, which are not removed and serve as additional stiffening elements. Support-critical areas are identified by build-preparation software [
30] and then replaced by geometric elements in the design software iteratively.
As the final part of the embodied design phase, task eleven takes into account the post-processing of the part. For manifold bodies, the powder removal from the complex channels is of high importance. Therefore, the entrance and exit of every channel must be designed with an opening in the unfinished manifold. Further, considerations on the deburring of the machined installation spaces and the final cleaning of all channels are taken into account. These processes must remove all chips, coolant-, oil-, or powder residuals from the manifold in- and outside.
The proposed sequence of eleven tasks leads to the unfinished AM geometry, which is manufactured on the available LPBF system. Due to the definition of all boundary conditions at the beginning of the development, the resulting design shall be suitable for the given AM system and its limitations. To verify the decisions taken in the previous steps without the financial and time-consuming risk of a complete, fully utilized build job, this study proposes to manufacture a section of the complete manifold, which contains critical features, under similar fabrication circumstances. In a second manufacturing step of the pre-study, the efficiency of the projected machining strategy is assessed, and necessary alterations to upstream tasks can be implemented. If the pre-study does not indicate issues in the additive manufacturing and subtractive finishing, the complete, first build is to be manufactured and finished according to the specifications in the manufacturing phase.
To enable comprehensive product development, it is the final task of the proposed methodology, to assess the developed manifold by technological as well as economic aspects. For the technological assessment, firstly, all resulting product characteristics such as weight, size, fluid flow, or mechanical resistance are to be identified and matched with the requirements list. Secondly, all noticeable problems identified during the build job, or by visual inspection of the part and their cause are to be described. Finally, as the internal shape of the manifold is of high importance for its functionality but may be inaccessible by endoscopes due to its complex shape, industrial computer tomographic (CT) scanning is suggested to inspect the manifold-inside without damaging the part. Furthermore, the global shape accuracy of the part can be examined with the results of the CT scan [
31].
The economic evaluation of the part is conducted in multiple stages. As there is no single formula that can represent manufacturing costs, lifecycle costs, customer value, and corporate value of the part, the study applies a four-stage evaluation based on the findings of Lakomiec [
32]. The first stage specifies the geometric complexity of the part, and therefore its suitability for AM. As the previous tasks guided the designer towards a geometry specifically designed for AM, there should be little doubt about its suitability. The second stage calculates the manufacturing costs of the AM manifold. As most manifold bodies require post-processing of functional surfaces, a classification of the costs for the unfinished part by AM and the subtractive finishing should be taken into account. Further, if part consolidation was achieved, differences in the assembly costs are to be introduced into the calculation. The third stage of the evaluation is the most important for AM parts. This stage regards the added value and increased product performance through advanced design. For manifold bodies being designed for reduced weight and improved fluid flow, this consists primarily of a reduction in lifecycle costs, which are quantifiable in many cases. Added customer value in contrast, such as a reduced installation size of the assembly, is only monetarily rateable if related to an existing customer project. With an increased level of detail, aspects such as impacts on the process and supply-chain or effects on sustainability are to be considered [
33]. Thereby it is important to distinguish if the added value can be assigned to the single product, or whether it has a strategic value for the complete enterprise. An exemplary structure of the presented stages is depicted in
Table 2.
After all aspects are summarized, strategies on further proceedings and industrialization are derived according to the individual project or the general strategy of the organization. For a numeric decision finding, the individual aspects can be weighted and summarized in a target figure [
32].
The execution of the proposed development methodology leads to a manifold body with enhanced performance characteristics that ensures economic and reliable manufacturing by the available LPBF system. Based on the complete prototype manufacturing, and a holistic economic evaluation, a profound basis for actions towards further industrialization of the developed part is created. Through the iterative information flow from any point of the process, conclusions based on the solution assessment can be introduced to upstream tasks.
5. Summary and Outlook
In this study, a holistic development methodology for hydraulic manifolds and fluid components manufactured by LPBF is proposed. The methodology aims to lead systematically to a manifold design, which embodies improved product characteristics through advanced design while ensuring reliable and economic manufacturability by a given LPBF system. After a general introduction of the development methodology, the process is applied to re-design a hydraulic manifold of the rail industry. After the specification of the re-design task, an extensive conceptual phase explores opportunistic design potentials. A numeric assessment of possible concepts leads to a specific concept for the embodied design. In this phase, the individual elements of the manifold are designed step-by-step under consideration of restrictive DfAM guidelines and tools. Through this, the weight of the manifold is reduced by 76% and its width by 18%. Furthermore, the manifold inside provides additional oil-reservoir volume, with which, either a greater variety of actuators can be served, or the assembly size can be reduced.
The acquired roadmap, which assesses multiple economic aspects, provides a simple, yet holistic foundation for strategic decisions concerning the further industrialization of the developed part.
Based on the findings of the solution assessment, areas of improvement can be derived. Further research and development regarding data management, software-supported channel design, as well as fatigue resistance of the designed geometries needs to be conducted. Additionally, the improved flow characteristics through short channels without 90° corners have to be quantified in a suitable test bench.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


