1. Introduction
This study focuses on the Additive Manufacturing (AM) of ceramic materials and reports a tangible application of alumina-based 3D-printed structures. AM allows the design and manufacturing of components with complex geometries that could not be produced with traditional manufacturing methods so far. AM, and in particular, ceramic Stereolithography (SLA), was exploited in this research to produce alumina-based supports to be used as catalysts for the automotive sector. The performances of the novel lattice geometries were compared with those of the traditional supports, consisting of a series of parallel squared-shaped channels called honeycomb (HC).
Catalytic converters for automotive applications are traditionally composed of a ceramic or metal structured substrate on which the catalytically active phase is deposited to form a uniform layer (i.e., washcoat) of variable thickness [
1]. Typically, such structured substrates are made of parallel channels to form a HC monolith whose section can be squared or polygonal. The gas or liquid flow is allowed to pass through the channels where the catalytic action of the washcoat takes place. This structure leads to a better mass transfer with respect to pellet or powder catalysts and to lower pressure drops that are relevant to exhaust after treatment technologies [
2].
However, due to the laminar flow generated inside the straight channels of conventional honeycomb monoliths, the catalytic reaction diffusion is limited. Therefore, this kind of structure results in low heat and mass transfer. To compensate for the reduced catalytic activity per unit of volume, the currently used modern catalysts have quite large dimensions.
Innovative design of open-cell catalytic substrates represents a promising alternative to the current benchmark of honeycombs. Open-cell catalytic substrates are a network of solid struts creating tortuous paths that enhance gas–wall interactions, contribute to lower thermal inertia [
3] and allow for radial mixing and enhanced turbulence [
2]. The result is higher conversion efficiencies [
4,
5,
6,
7], an enhancement of global heat transfer performances, lower cold start emissions and higher flow uniformity, a key factor for catalyst durability [
8,
9,
10,
11,
12]. They also allow for more flexibility in the geometrical configuration of the reactor [
13]. Lucci et al. [
3] has shown that regular open-cell polyhedral structures outperform with respect to the equivalent foam (at the same porosity ε and strut diameter d
S). Lu et al. [
14] proposed a cubic cell model that was used to analyse mass transfer and pressure drop data. Giani et al. [
5] showed that a regular cubic-module structure is particularly beneficial in applications where external (fluid-solid) heat and mass transport are relevant. Busse et al. [
4] and Ferroni et al. [
15] focused on the potential heat transfer intensification of a new generation of periodic open-cellular structures. Papetti et al. [
16] conducted a geometrical optimization of the unit cell: they identified in the rotated cubic cell the structure with the highest trade-off between conversion and pressure loss. Their study showed that the optimal open-cell structures are constituted by a cubic elementary cell rotated by 45°, so that one spatial diagonal of the cube is aligned to the main gas flow. Higher porosities and smaller strut diameters improve the reactivity to pressure drop trade-off. However, given the current manufacturing limitations, it is not possible to produce structures with strut diameter smaller than 0.5 mm (see also
Section 2 Materials and Methods). This results in high porosity (ε) but low specific surface area (Sv) (i.e., ε = 95% and Sv = 4 cm
2·cm
−3). Thus, reaching a target conversion requires higher overall catalyst volume. The simulations showed that for a series of geometrical parameters, the open-cell structures could reach identical conversion in respect to the honeycombs with only a fraction of the overall surface area and thus a fraction of the noble metals, while the overall dimensions are in the same order of magnitude and the pressure drop can reach lower levels (the amount of the required precious metals can be considered as proportional to the overall surface area of the catalyst). Measurements in the model gas reactor confirmed the mass transfer advantages of the polyhedral structures as predicted by the simulations. Measurements also showed that the polyhedral lattices have very similar light-off behavior in spite of the four times lower surface area. A comprehensive analysis of the heat transfer of such structures during transients as well as the comparison to benchmark honeycombs is presented by Papetti et al. [
16].
It is clear that ceramic Additive Manufacturing plays nowadays a fundamental role in the realization of components such as the catalysts described above. The main benefits are that AM allows for the production of geometries designed and reproduced according to the final needs. In substitution of the conventional HC catalysts, to allow gases to follow tortuous paths, a network of solid struts (i.e., lattice) can be actually 3D printed.
Since the introduction of the first AM technique in the late 1980s, several approaches were developed in recent years for the production of ceramic components. They can be subdivided according to the basic working principle: (i) laser-assisted sintering, where a high-energy source selectively fuses powdered particles: Selective Laser Sintering (SLS) and Laser Engineered Net Shaping (LENS); (ii) extrusion, where a material is continuously extruded through a nozzle: Fused Deposition of Ceramics (FDC) and Direct Ink writing (DIW); (iii) vat polymerization, where a liquid photopolymer in a vat is selectively cured by UV light: Stereolithography (SLA); and (iv) powder bed-based, where a liquid binding material is selectively deposited on a powder bed: Binder Jetting (BJ).
In the mentioned techniques, the numerical model of the component, previously designed by a Computer Aided Design (CAD) software, has to be converted into a Standard Tessellation Language (STL) format. Then, the model is sliced into layers having a defined thickness to create a consecutive series of 2D images representing the cross sections of the component. The generated file is finally provided to the machine that builds the component layer by layer, by physically or chemically consolidating the feedstock material.
Currently, vat polymerization technologies (i.e., Stereolithography, SLA) offer the best compromise between printing resolution (i.e., accuracy) and surface quality, allowing reproducing very thin details with geometrical tolerances in the order of a few tens of microns. SLA, if compared to other techniques, also allows building green components in a relatively short time, permitting to manufacture a layer in a few seconds. Only recently, regular structures were realized with SLA techniques in cordierite by Papetty et al. [
16], while Ortona et al. produced, with the same method, extremely thin and complex structures with reduced flaw size [
17]. Further studies showed that the SLA technique is the most suitable for the production of ceramic substrates for catalysis. [
18,
19,
20].
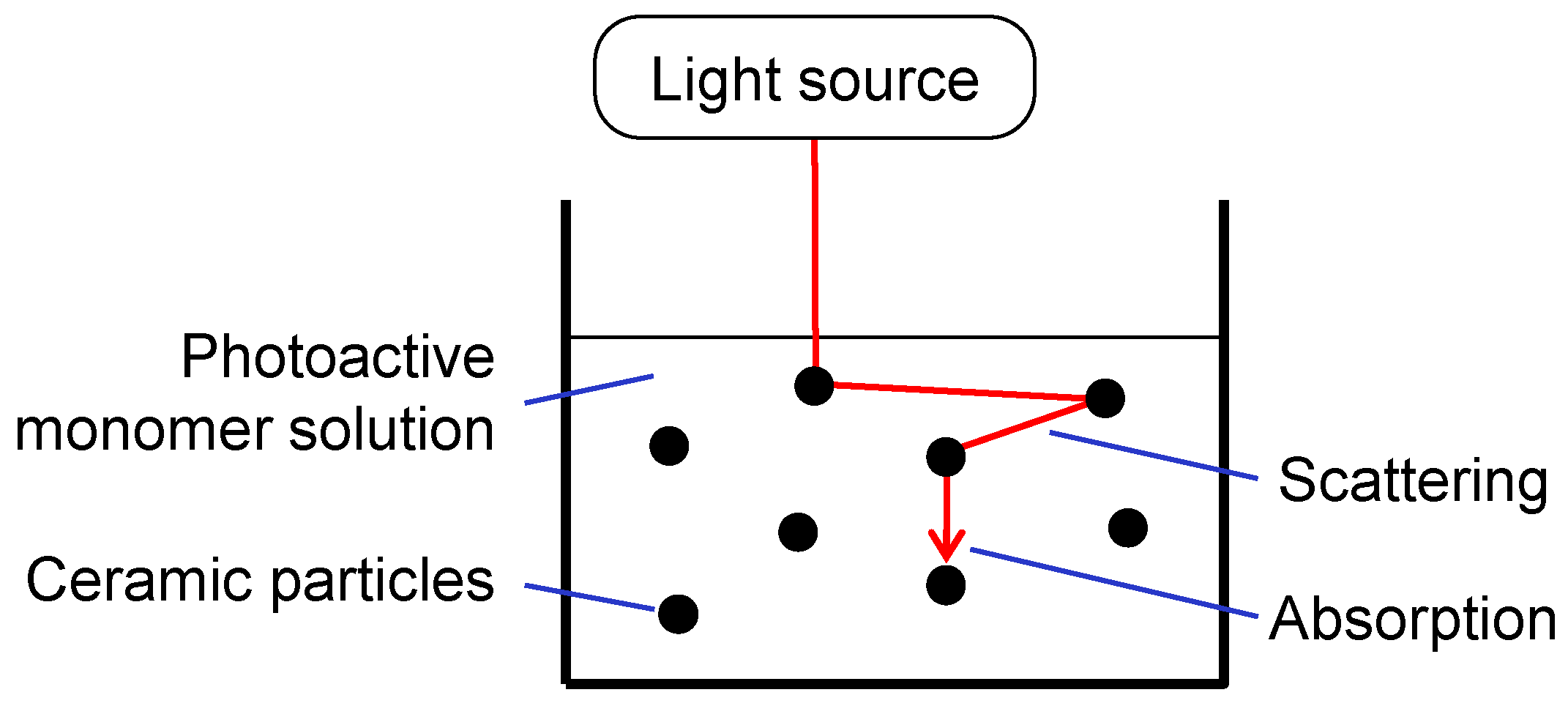
SLA employs an UV light beam that induces photopolymerization of a reactive suspension containing ceramic particles. These are dispersed in a suitable photopolymerizable resin in which a photoinitiator is dissolved. The three basic steps of the photopolymerization reaction are (i) initiation: the photoinitiator absorbs the photons and it cleaves to produce a free radical, (ii) propagation: the growing macro-radical becomes a cross linked gel at a relatively low degree of conversion, and (iii) termination: after time, termination starts to occur, mainly due to recombination and oxygen inhibition (see
Figure 1).
Once polymerized, the photopolymer constitutes a rigid matrix around the ceramic particles and confers the cohesion to the green body. The organic phase is subsequently removed by an appropriate thermal treatment at low temperature (i.e., debinding). Then, the sintering of the part at high temperature ensures the final properties of the ceramic piece [
21,
22].
In the present work, 3D-printed alumina struts-based monoliths were produced via SLA. After their washcoating, a comparison of the catalytic performance in the selective catalytic reduction of nitrogen oxides (NOx) by NH3 was carried out and the results were compared with respect to a conventional washcoated cordierite honeycomb of 400 cpsi.
3. Results and Discussion
As previously described, some preliminary 3D printing tests were performed to assess the capability of the employed SLA production process.
Figure 6 left shows a green body with a struts diameter of 0.20 mm, a cell size of 1 mm, and a wall thickness of 0.55 mm. The printing result is very encouraging, since the component was printed without defects (i.e., cracks or delamination), the struts are intact, and the cells are not occluded. Nevertheless, the part turns out to be extremely fragile and very difficult to handle; thus, the coating with precious metals (washcoating) cannot be properly achieved without damaging the lattice. Moreover, as written previously, the best compromise between surface area and pressure drop (
Figure 3) is obtained with a struts diameter of 0.5 mm and a porosity of about 80% (combining this two geometrical characteristics leads to a cell size of approx. 2 mm).
The right panel of
Figure 6 shows the 3D-printed and sintered lattice in its final configuration ready to be washcoated with precious metals and employed for the conversion tests. The component undergoes a homogeneous volumetric shrinkage of about 12% during the heat treatment (debinding and sintering).
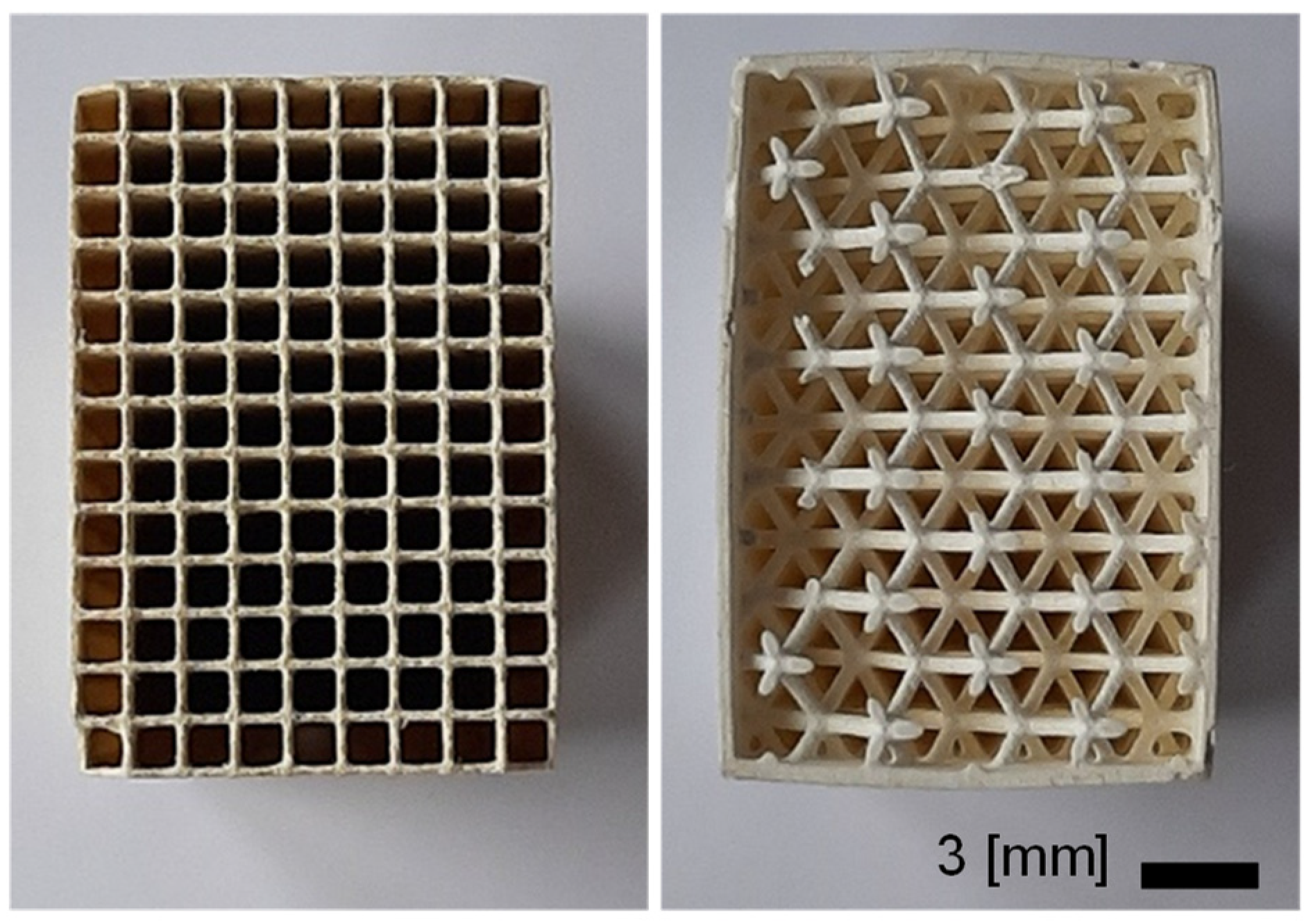
Figure 7 shows a traditional honeycomb catalyst (M1 in
Table 1) and the 3D-printed lattice (3D-printed in
Table 1). Both structures were washcoated with the same catalytically active material. The geometry of both honeycombs (M1 and M2 in
Table 1) is the same (400 cpsi), and as shown in the
Figure 7, the external dimensions of the tested specimens are equal.
Table 1 shows that the three samples were prepared using different washcoating characteristics. M1 and 3D-printed had the same volumetric mass loading, which resulted in an estimated half coating thickness of M1. M2 was thus prepared to obtain the same area loading and coating thickness of the 3D-printed, which resulted in around double the volumetric mass loading, i.e., 124 g∙L
−1 against 70 g∙L
−1. This is the standard loading of 400 cpsi cordierite monoliths for practical applications. Hence, M1 and M2 had around double specific surface compared to the 3D-printed one, while M2 and 3D-printed had the same catalyst mass per unit specific surface. It appears already clear that comparison of the monolithic pieces, honeycomb and 3D-printed, is not trivial when the same catalytically active phase is used.
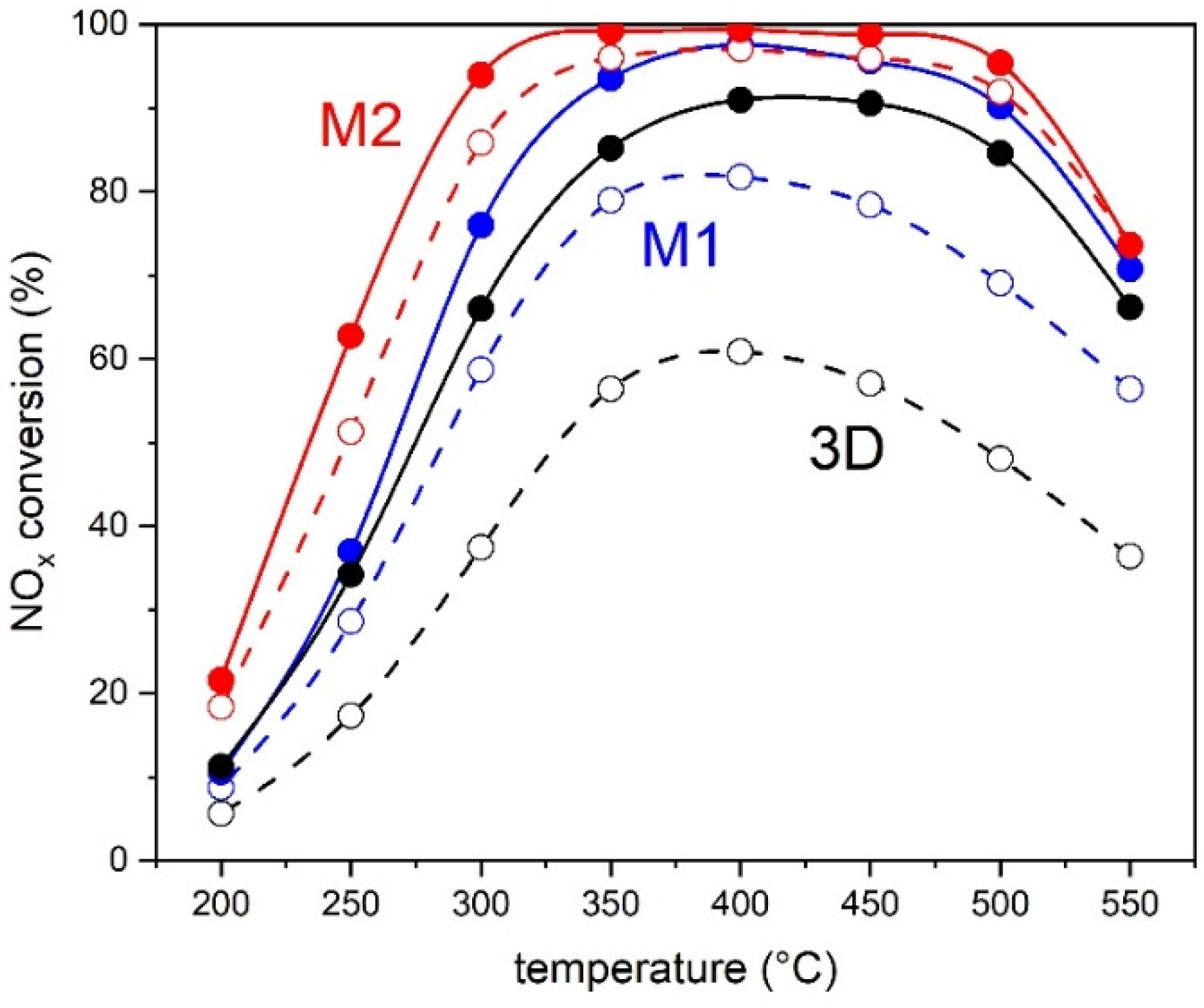
Figure 8 shows the NH
3-SCR results for the three samples obtained at a GHSV of 50,000 h
−1 for NO
x conversion and NO
x conversion at 10 ppm NH
3 slip. Based on the characteristics mentioned above, M2 exhibited the highest NO conversion on the whole temperature range (200–550 °C). M1 was characterized by roughly half of the NO conversion of M2 below 300 °C, in agreement with its reduced (half) catalyst mass (see
Table 1). The two samples also produced N
2O above 400 °C (not shown), which is due to unselective NH
3 oxidation. At 550 °C, M1 and M2 produced 20 ppm and 38 ppm, respectively. Under these conditions, the 3D-printed sample was the least active and was less active than sample M1, which was the most similar in terms of active mass load (approx. 70 g∙L
−1). This becomes clear especially above 300 °C. For example, at 250 °C, M1 exhibited 48% NO
x conversion while the 3D-printed exhibited 44%, and at 300 °C, the difference increased to 10% conversion. The lower levels of N
2O observed for 3D-printed (13 ppm at 550 °C) reflect the lower catalytic activity of the sample.
The overall difference in performance between M1 and 3D-printed is not large when the maximum NO
x conversion is considered. The values in
Figure 8 are obtained by increasing the concentration of NH
3 at isothermal conditions until maximum NO
x conversion is obtained. However, the NO
x conversion at 10 ppm NH
3 slip is a better indicator of catalyst differences. In the same series of experiments performed to obtain the maximum NO
x conversion, the NO
x conversion value is also taken at which the concentration of NH
3 downstream of the sample is ca. 10 ppm. This parameter was significantly higher for M1 at 250 °C (29% vs. 17%, ∆ = 12%) and the difference increased to 22% at 400 °C. This means that the value of 10 ppm NH
3 slip was attained already at lower NO
x conversion in the case of the 3D-printed sample and indicates that NH
3 was overdosed; thus, the catalyst was not able to use efficiently all the NH
3 that is in the feed under these conditions.
In order to perform a fairer comparison between 3D-printed sample and M1, 3D-printed was tested at lower GHSV conditions (20,200 h
−1) by decreasing the total flow rate of the feed to the sample in the reactor. Note that the measurement was performed up to 400 °C in this case.
Figure 8 demonstrates that under these conditions, NO
x conversion at 300 °C increased significantly from 35% to 72% and reached 100% at 350 °C. Most importantly, the NH
3 slip decreased and NO
x conversion at 100 ppm NH
3 slip increased to 55% at 250 °C and was practically identical to NO
x conversion at 400 °C. This indicates that the testing conditions and the structure of the catalytic converter play an important role in defining the performance of the catalytically active phase. The nature of the washcoated catalyst is the same for the honeycomb and the 3D-printed samples, but the geometry of the monolith core is very different, producing different effects on catalytic activity for NO reduction by NH
3, and NH
3 storage conditions as revealed by the NO
x conversion at 100 ppm NH
3 slip. Comparison of such different structures is not straightforward but could be rationalized based on the following considerations.
Comparison of
Figure 8 and
Figure 9 reveals that 3D-printed sample was very active at GHSV = 20,200 h
−1 and exhibited similar, if not better, NO
x conversion values than sample M2, which had double active mass load (70 vs. 124 g·L
−1).
Table 2 shows that the comparison between 3D-printed and M2 is possible essentially because of geometric considerations, despite the very different GHSV at which the two samples were tested. At GHSV= 50,000 h
−1, the volumetric load of the three samples is the same (13.9 mL∙cm
−3∙s
−1); the mass load is the same for M1 and 3D-printed and delivers the results of
Figure 8, but it is very different from that of M2 because of the higher catalyst mass of M2; finally, 3D-printed has a double value of area load compared to M1 and M2 because of its specific surface (13.3 vs. 25.1 cm
2∙
mL−1). The value of mass load for 3D-printed decreases significantly when lower GHSV is used and thus volumetric load. It is also important to note that the value of area load decreases to 53% and 43% of the value obtained with GHSV = 50,000 h
−1 (
Table 2) when the calculation of the area load is made taking into account only the inner area of the lattice and the inner area of the lattice with the inner part of the outer wall, which is coated and thus participates in the reaction. The value decreases from 1.04 mL∙cm
−2∙s
−1 to 0.44 mL∙cm
−2∙s
−1 when the area of the lattice is considered together with the area of the walls. Therefore, the decrease in the GHSV from 3D-printed to the same area load of M1-M2 leads to very similar NO conversion levels. The slightly higher NO conversion values observed with 3D-printed and evident in
Figure 9 can be ascribed to the explicit consideration of the washcoated area of the lattice and of the wall as well as to the higher turbulence generated by the 3D-printed structure.
The data indicate that the area load is a better comparison term than GHSV. Nevertheless, due to the low specific surface area of the 3D-printed structure of this work, the 3D structure requires twice the catalyst volume to attain the same NOx conversion. The higher turbulences in the 3D structure play a subordinate role in the SCR reaction and the disadvantage of the overall smaller surface area predominates. Therefore, 3D-printed structures of this type should be produced that exhibit higher specific surface and thus higher density of struts within the lattice, in order to be comparable to the honeycomb counterpart.
4. Conclusions
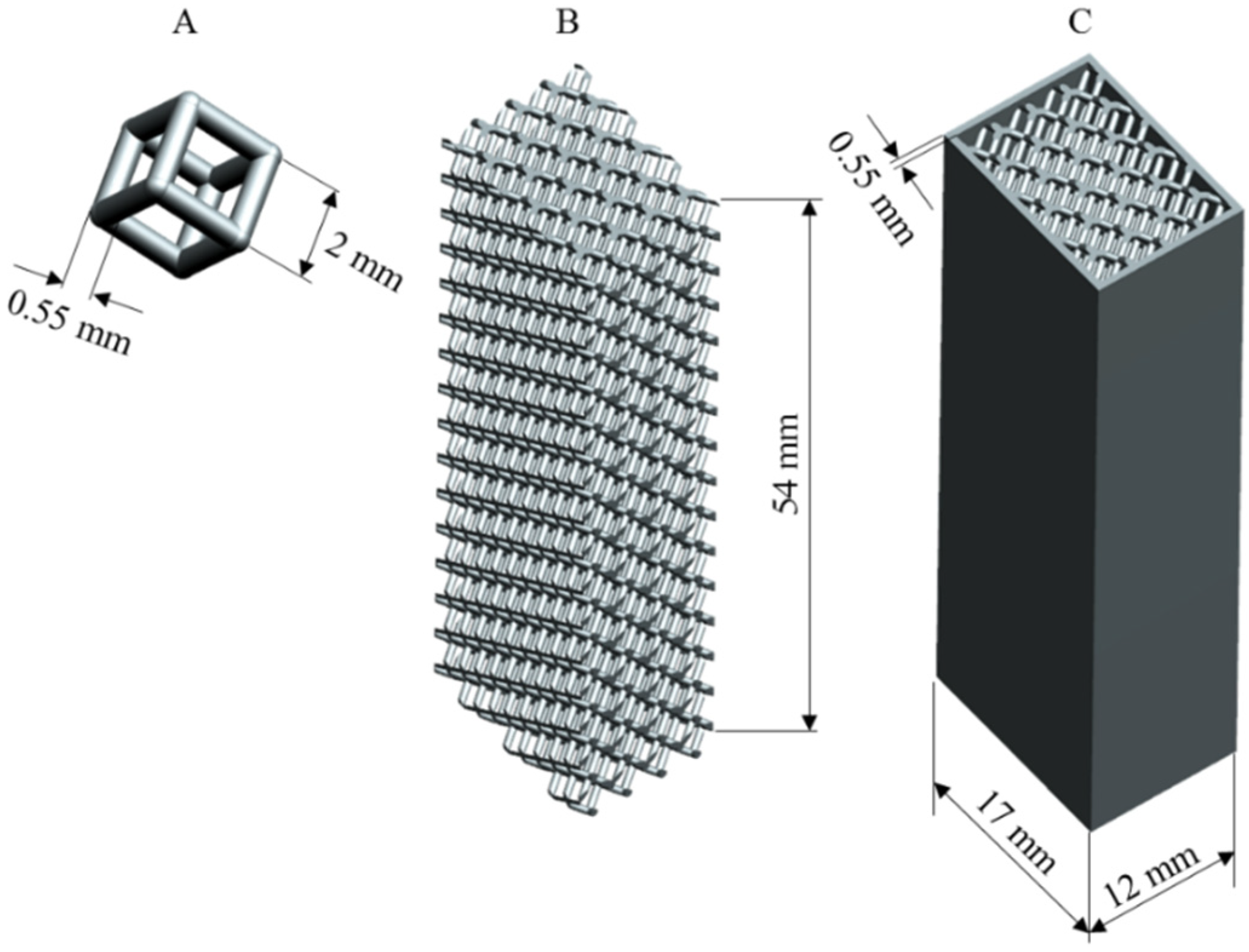
From the AM point of view, the study reports a tangible application of the SLA technique for the production of porous structures. It was actually possible to design, 3D print, and coat tubular lattices made of 2 mm cells and 0.55 mm diameter struts. It was also proved that it is even possible to print smaller cells, up to 1 mm with a struts diameter of 0.2 mm.
The reported catalysis results showed that the wetted surface area of the 3D-printed lattice is about half that of a traditional honeycomb. However, the reactivity of the lattice was found to be in line with that of traditional substrates. This is because the catalytic activity is favored by the turbulent flow within the intricate structure. Another advantage of 3D-printed lattice is that, since it has a smaller surface area, it also requires less noble metal to provide the same catalytic activity (the amount of the required precious metals can be fairly considered as proportional to the overall surface area of the catalyst).
The relatively slow NH3-SCR reaction is not suitable to demonstrate the advantages of the higher turbulence and mass transfer in the 3D-printed structures compared to conventional honeycombs monoliths. If the two catalyst substrates are operated with the same surface load (corresponding to a smaller GHSV of the 3D-printed structure because of the smaller specific surface), practically identical NOx conversions were achieved with both. The intrinsic, mass-related activity of the catalyst material is identical on both the substrates, i.e., the alumina substrate of the 3D-printed structure does not negatively influence the activity of NH3-SCR catalysts based on V2O5-WO3-TiO2.
Unfortunately, a possible advantage of these open structures could not be experimentally proven with the employed experimental setup. The conventional cordierite monoliths consist of individual channels that do not allow any significant gas exchange between them. This means that if the reducing agent is inhomogeneously distributed over the catalyst cross-section, this inhomogeneity remains frozen: cells with a reducing agent deficiency cannot provide their full NH3-SCR performance, others with an excess of reducing agent cause unnecessarily high NH3 slip. This inhomogeneous distribution of the reducing agent is one of the main problems in the practical application of the NH3-SCR process.
With open structures, there is a chance of some mixing over the catalyst cross-section. It is difficult to estimate how large the redirection of the model gas flow is in the present struts-based architectures, but it is unlikely to be very efficient. For a future development, it would certainly be better to have smaller surfaces that are slightly offset from each other. Such a geometry would also increase the specific surface area and thus allow higher volumetric loads. However, too complex, small structures are more difficult to coat with the active mass (i.e., washcoating) and are more difficult to handle due to their high fragility.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}