
Geometrical Degrees of Freedom for Cellular Structures Generation: A New Classification Paradigm


Abstract
:1. Introduction
- To review the design and geometrical considerations for CS and their classification based on unit cell feature properties.
- To highlight the manufacturability limitations and opportunities in DfAM with CSs.
2. Design and Geometrical Consideration
2.1. Cellular Structure Design Classification
2.2. Overview of Representative Volume Elements
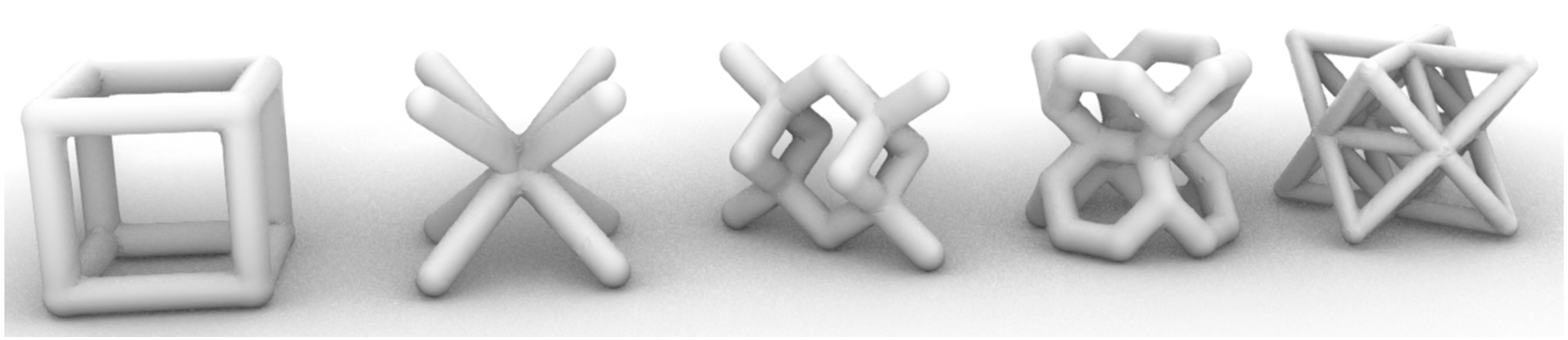
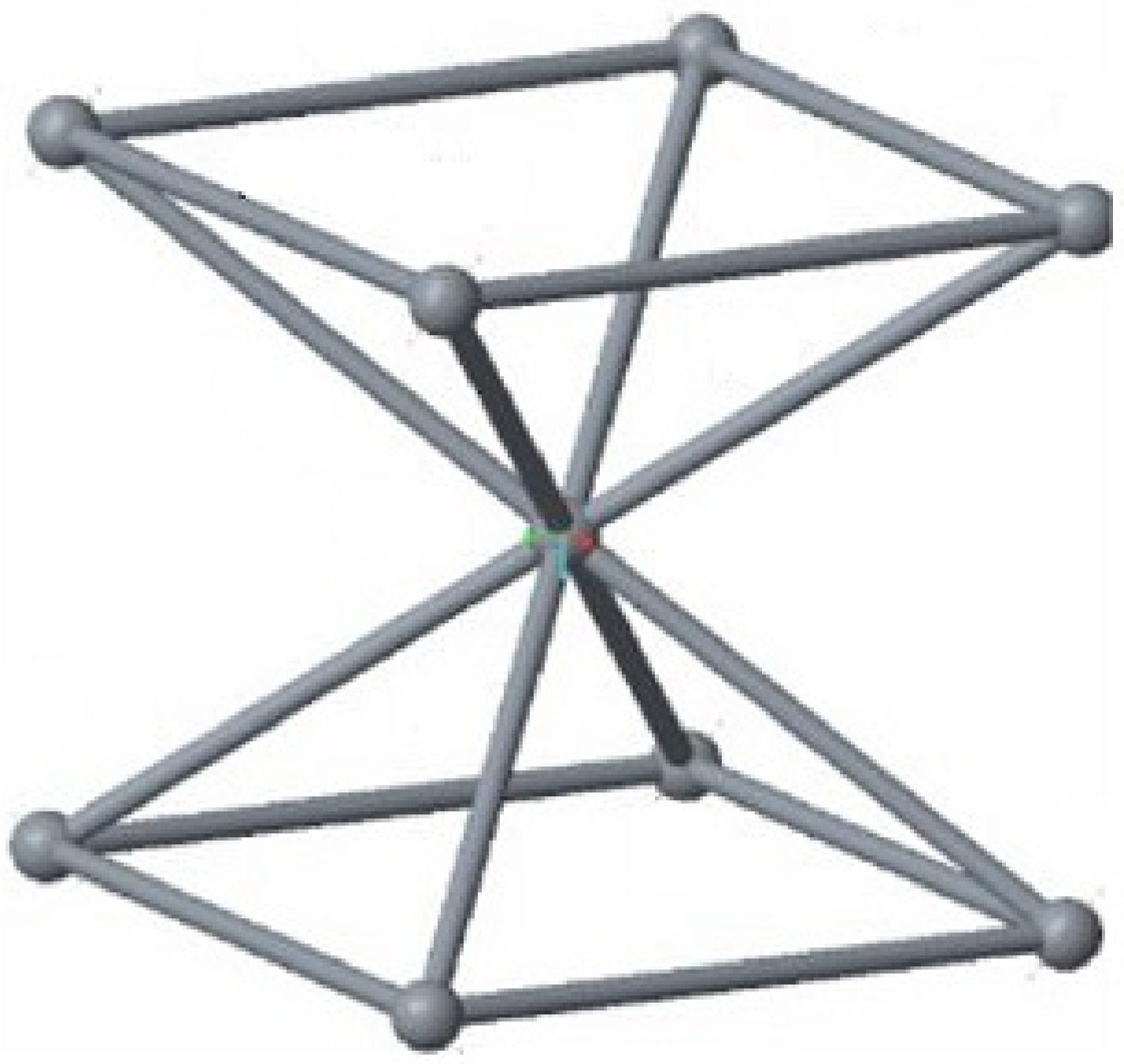
2.2.1. Strut-Based
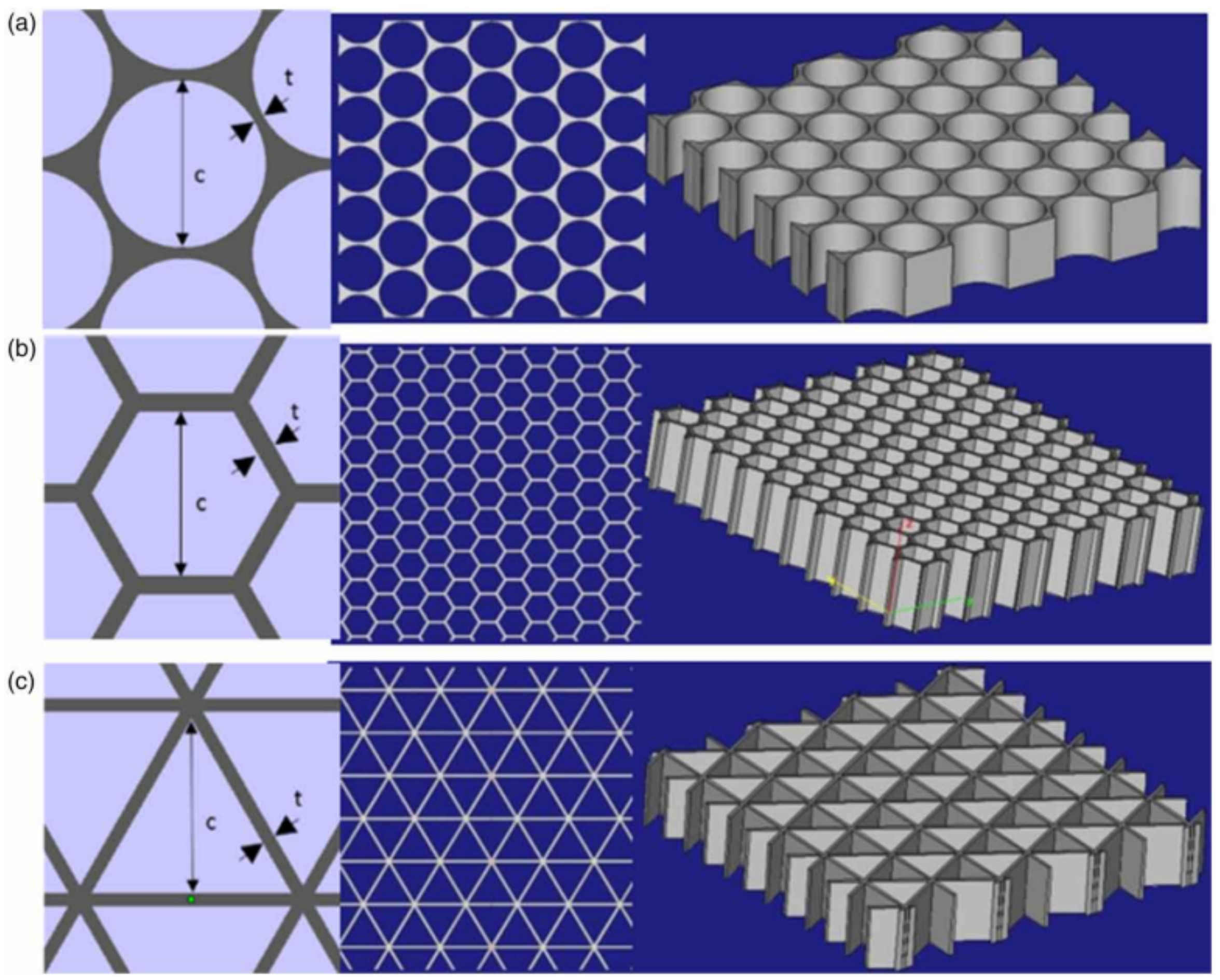
2.2.2. Extruded 2D Cells

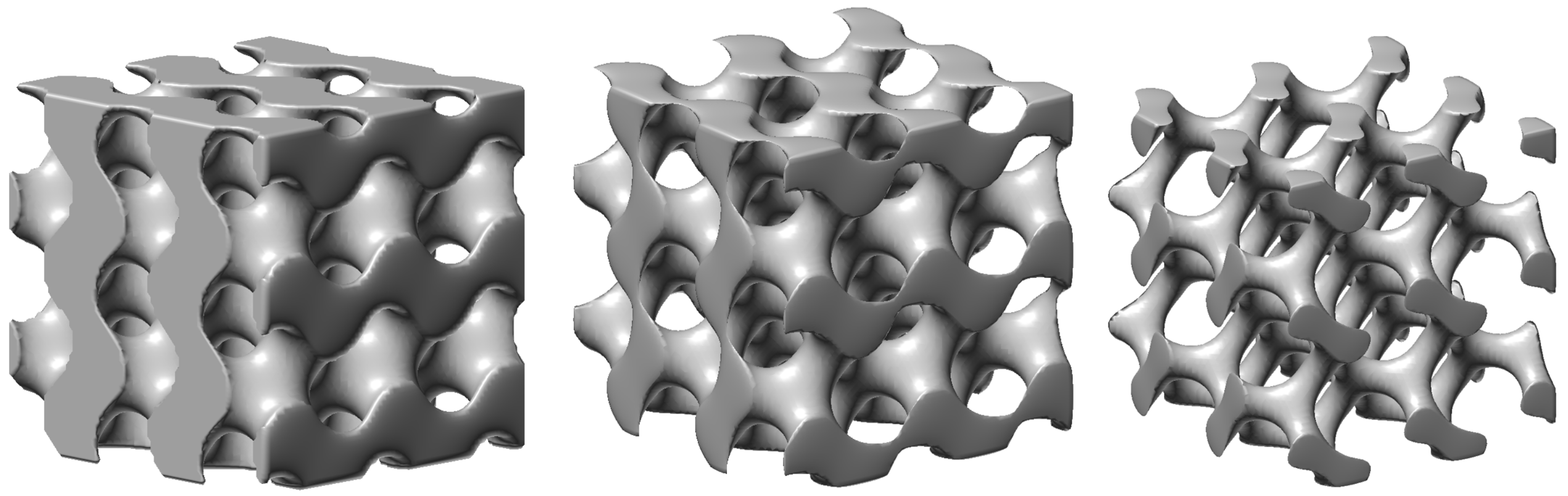
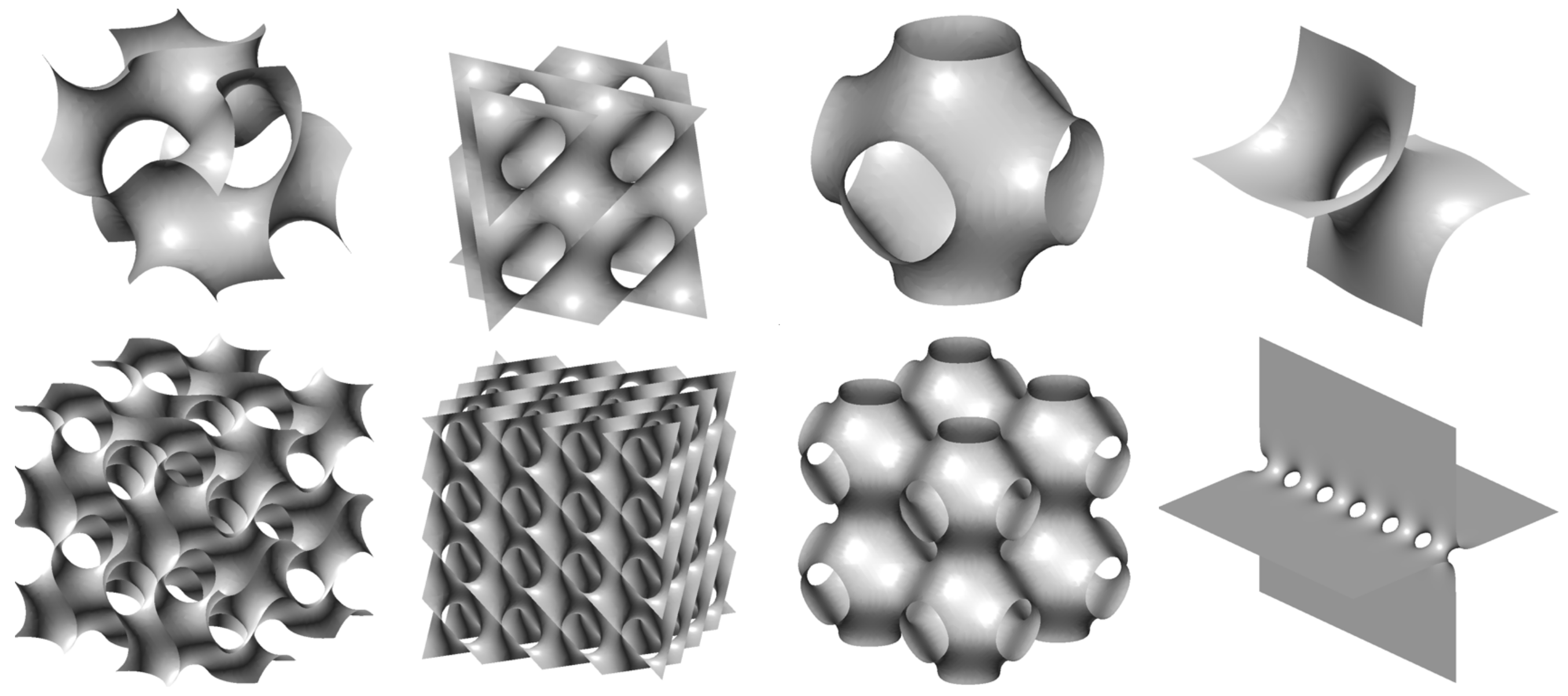
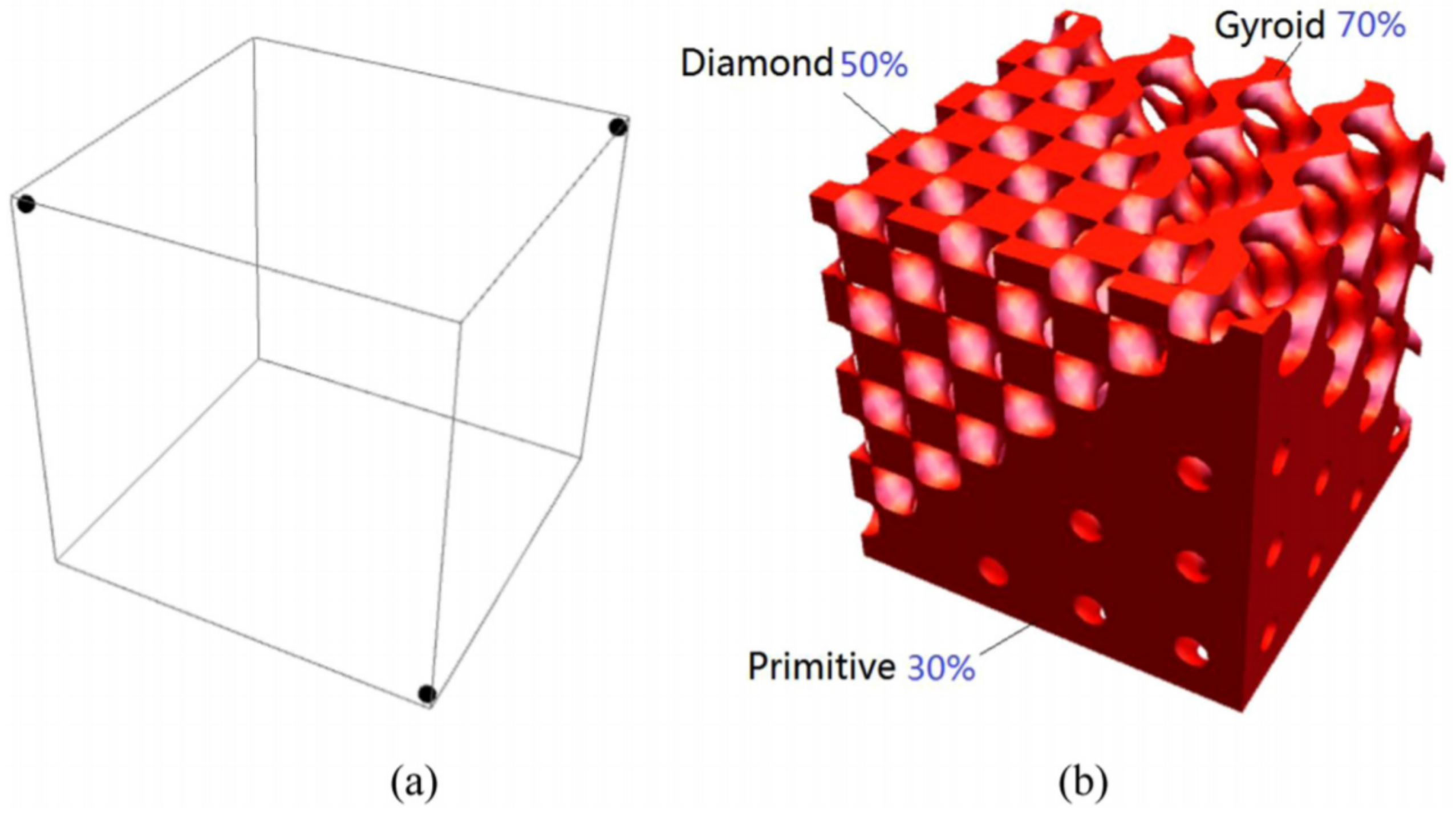
2.2.3. Triply Periodic Minimal Surfaces
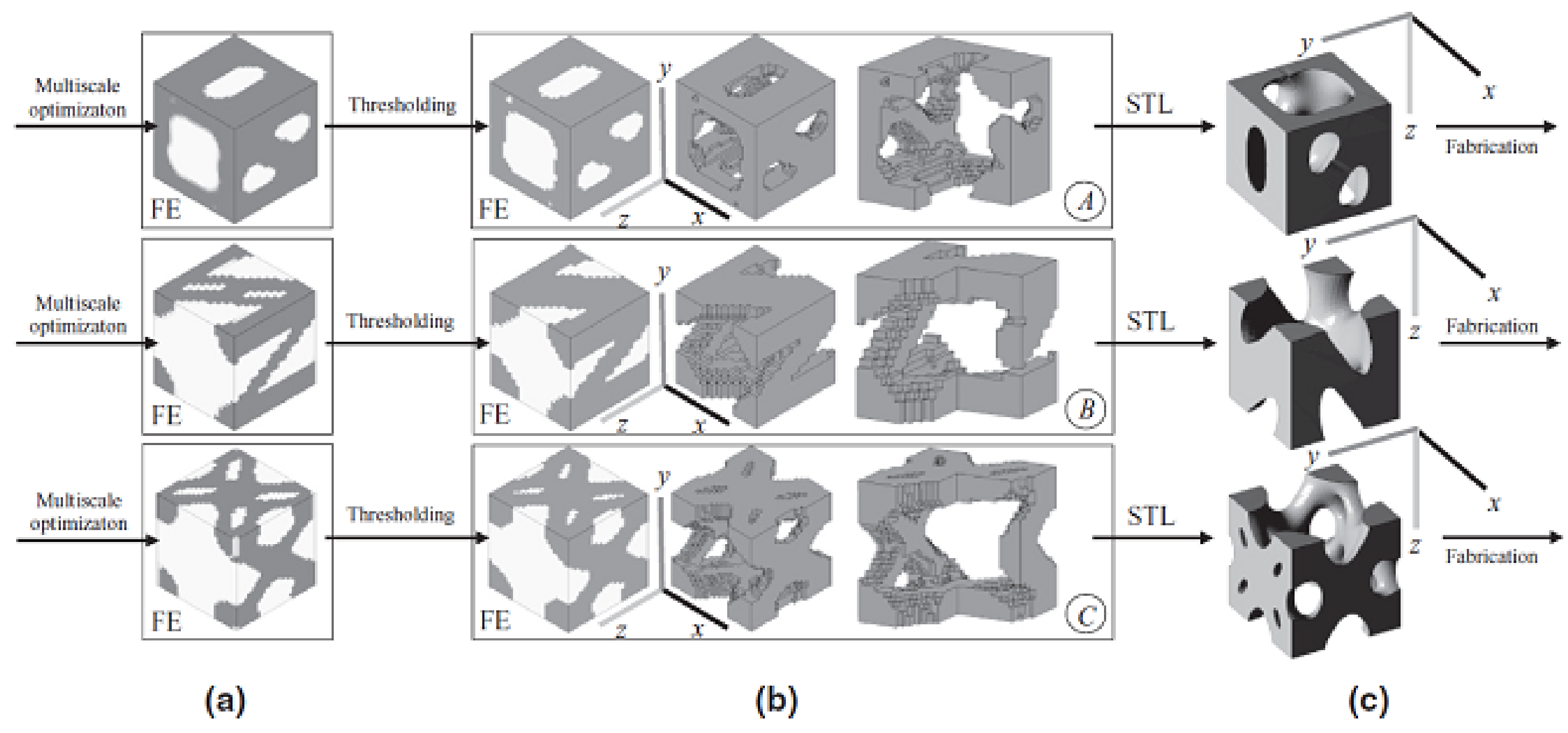
2.2.4. Unit Cells Obtained through Topology Optimization or Other Numerical Methods
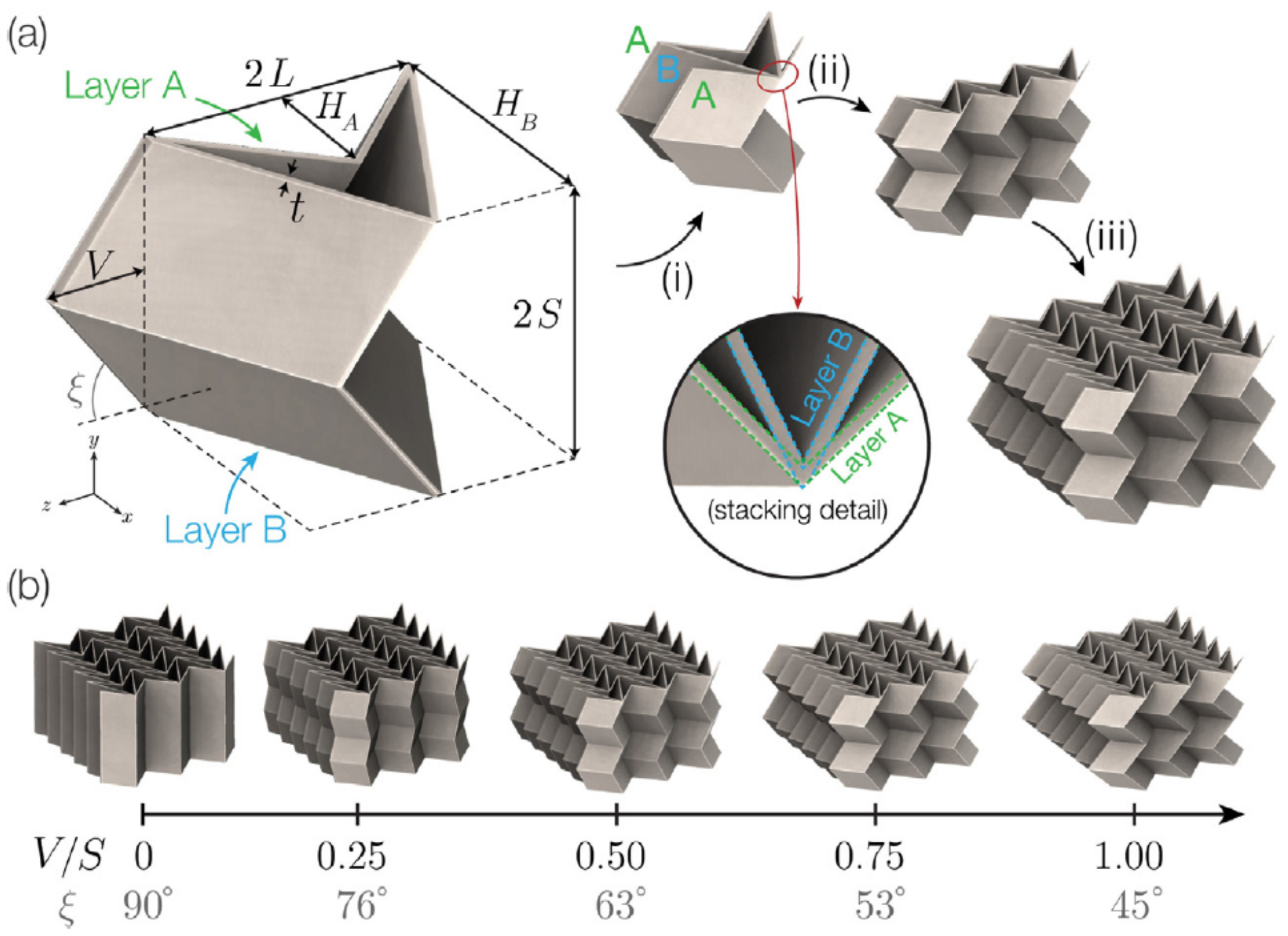
2.2.5. Origami-Inspired Materials
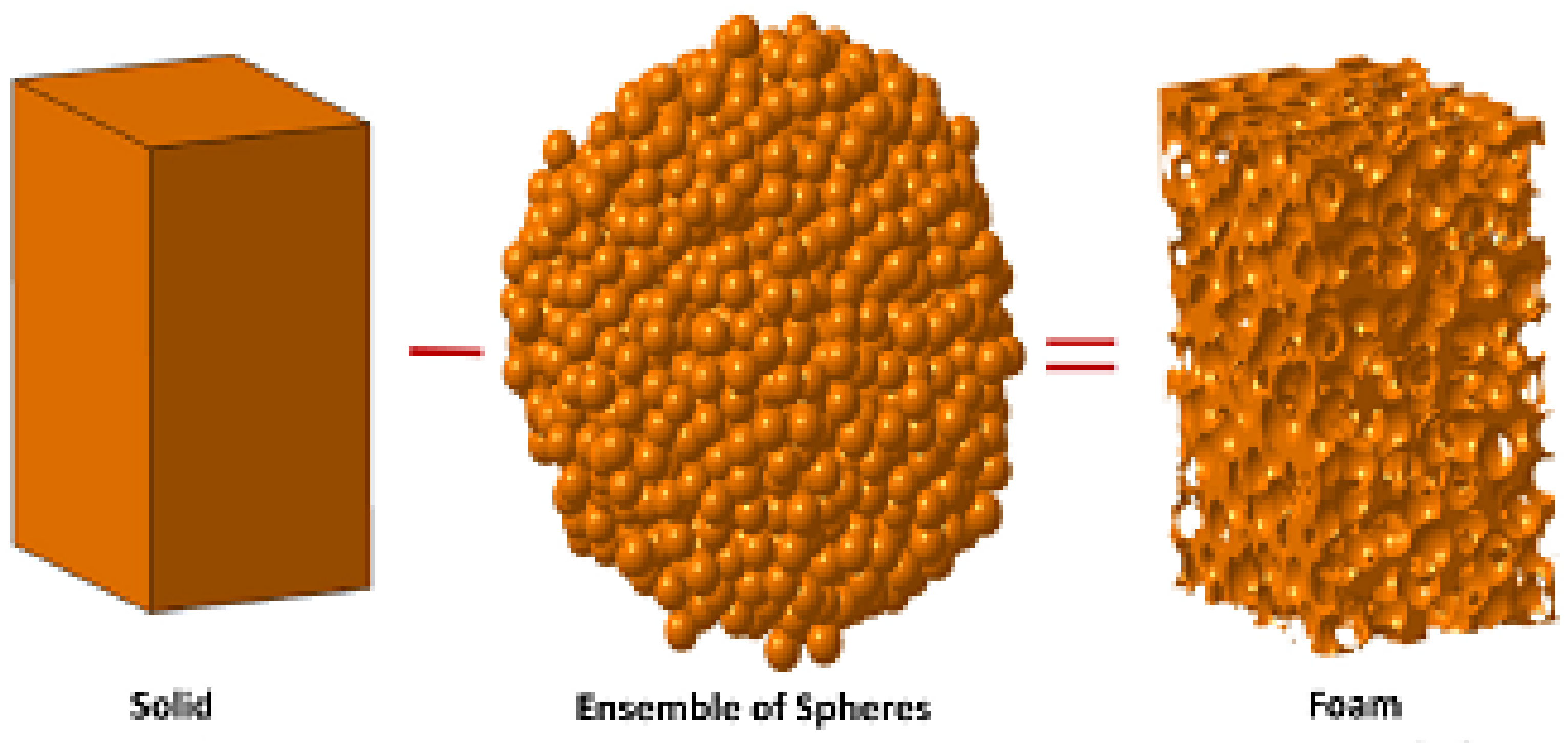
2.2.6. Void RVE
2.2.7. Further thoughts on RVEs and CSs
2.3. RVE Variation Methods
2.3.1. RVE Morphology Variation
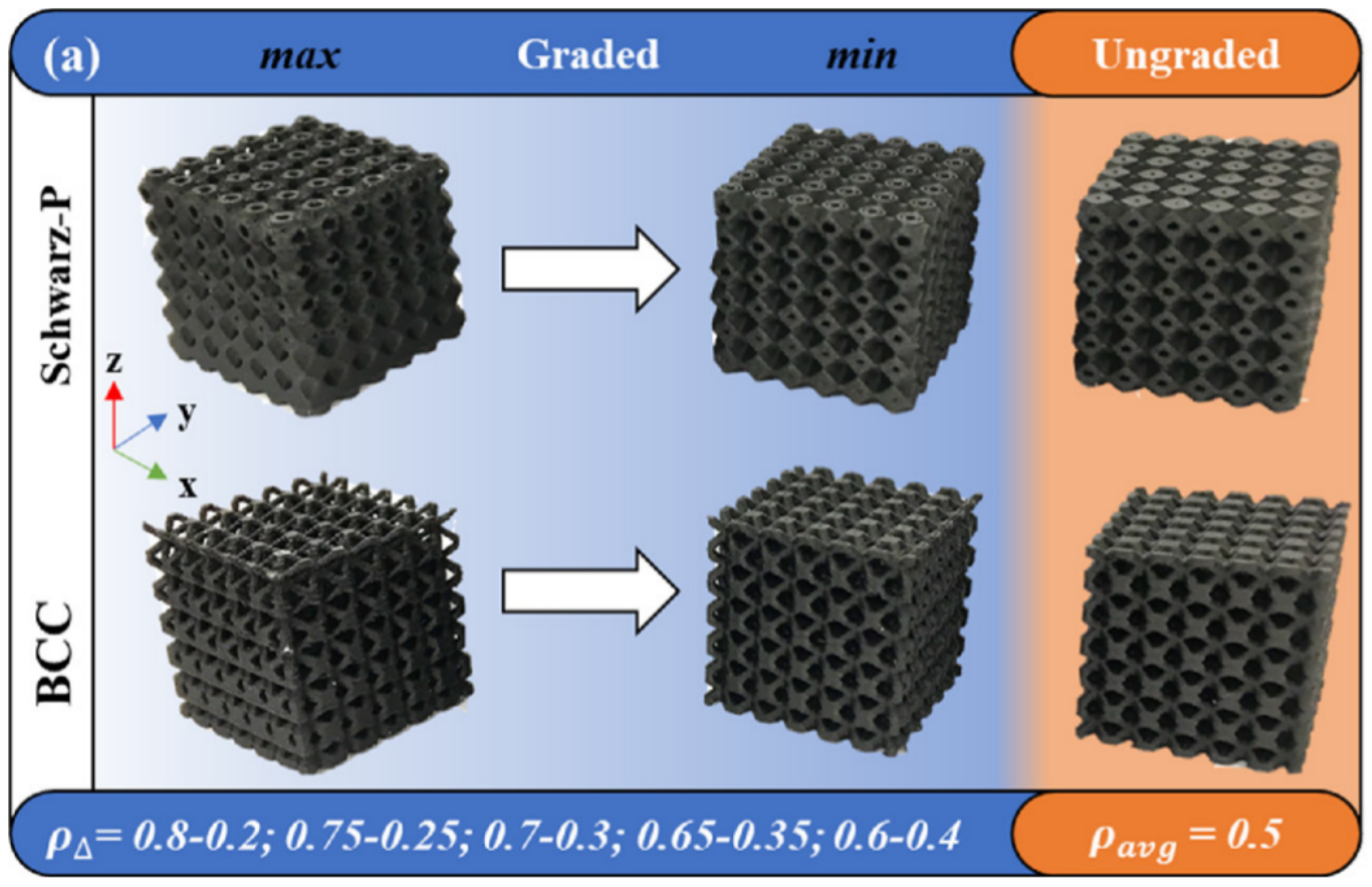
2.3.2. RVE Volume Fraction Variation
2.3.3. RVE Transformations
2.4. RVE Variation Factors
2.4.1. RVE Variation Based Boundary Information
2.4.2. RVE Variation Based on Load Conditions
2.4.3. RVE Variation Based on Random and External Sources
2.5. CS Generation
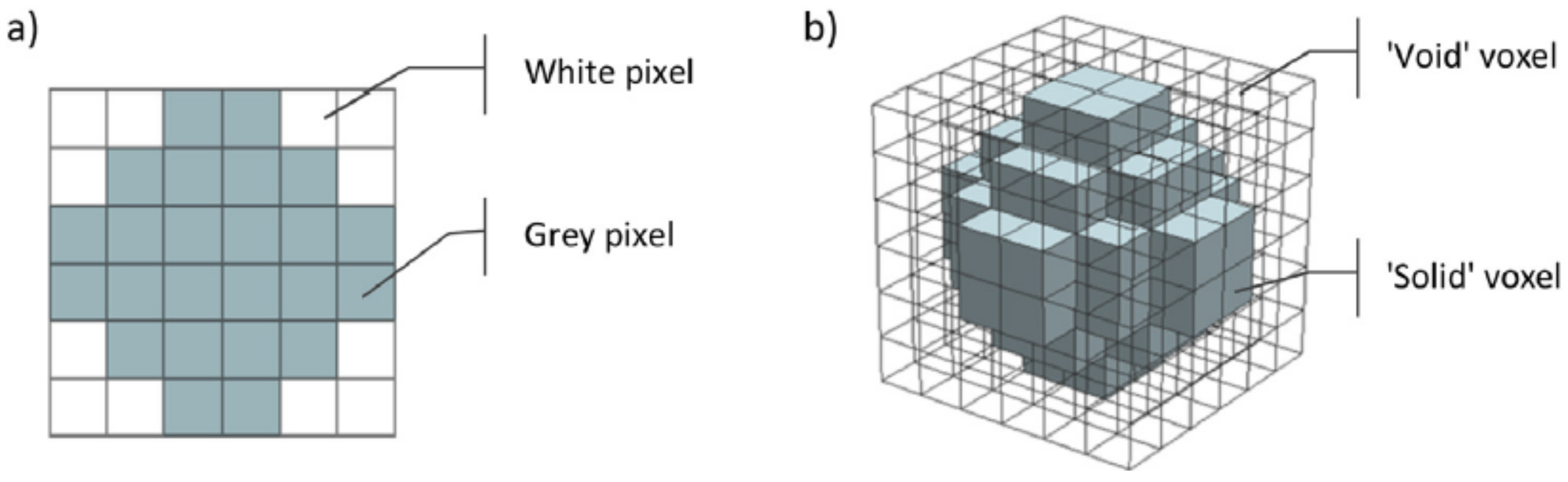
2.5.1. CS Generation via Voxel-Based Approaches
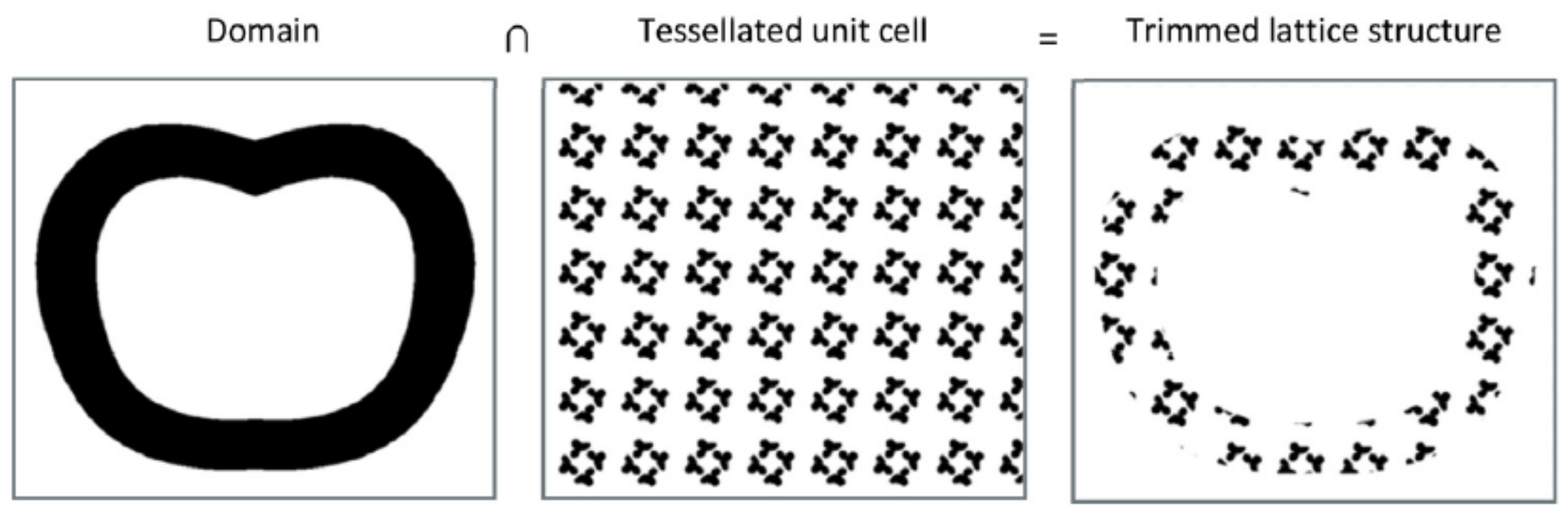
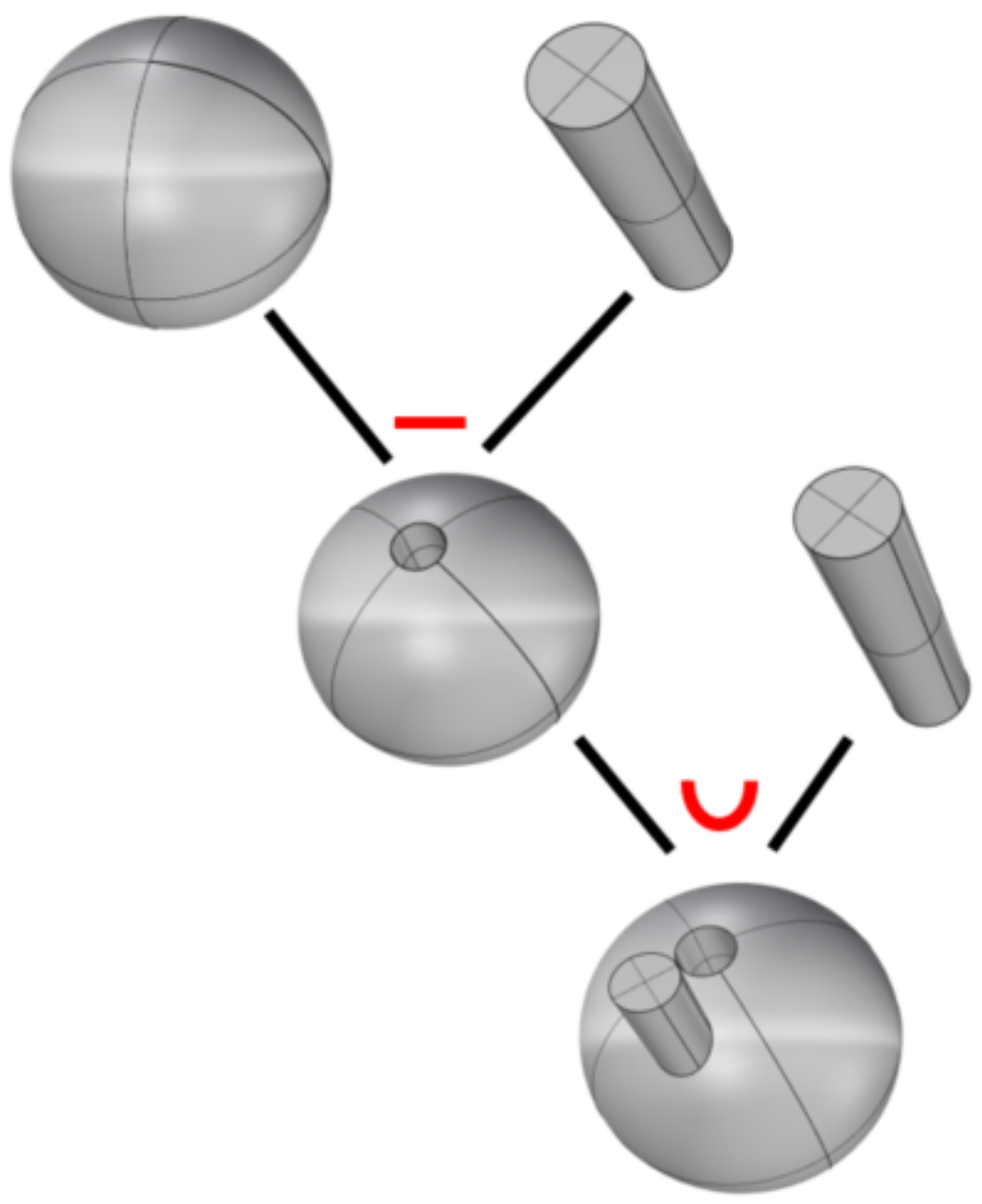
2.5.2. CS Generation via Constructive Solid Geometry
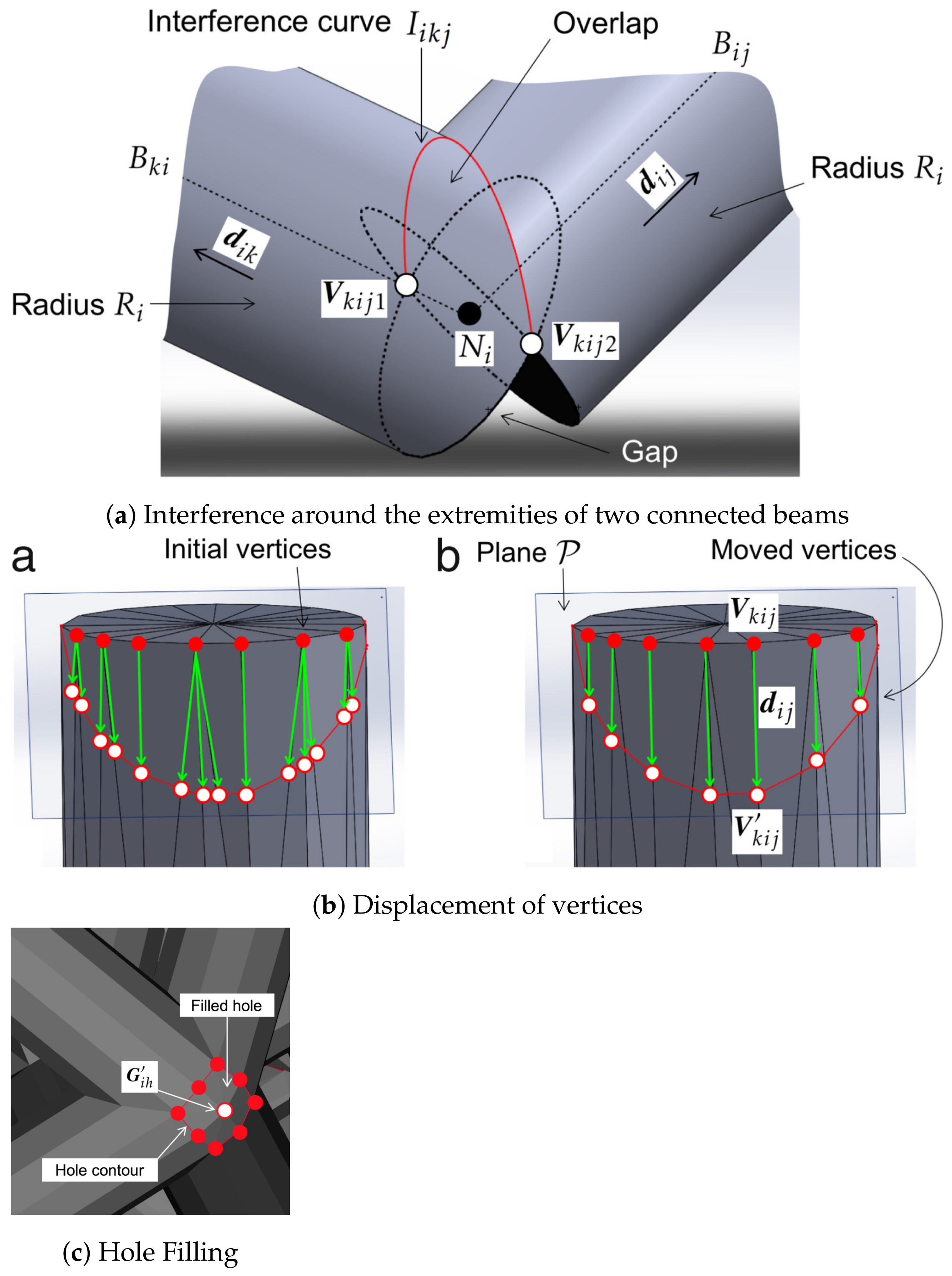
2.5.3. CS Generation via Implicit Modeling and Mesh Data Structures
3. Highlights of Manufacturability Challenges of Cellular Structures
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AM | Additive manufacturing |
| BEM | Boundary element method |
| BESO | Bi-directional evolutionary structural optimization |
| BJ | Binder Jetting |
| CAD | Computer Aided Design |
| CpTi | Commercially pure titanium |
| CS | Cellular structure |
| CSG | Constructive solid geometry |
| EBM | Electron beam melting |
| ESO | Evolutionary structural optimization |
| FDM | Fused deposition modeling |
| FEA | Finite element analysis |
| FFF | Fused filament fabrication |
| FGM | Functionally graded material |
| GDoF | Geometrical degrees of freedom |
| GLS | Gradient lattice structures |
| HIP | Hot isostatic pressure |
| LPBF | Laser powder bed fusion |
| MJ | Material Jetting |
| SIMP | Solid isotropic material with penalization method |
| SLA | Stereolithography |
| SLS | Selective laser sintering |
| STL | Standard Tessellation Language |
References
- Huynh, L.; Rotella, J.; Sangid, M.D. Fatigue behavior of IN718 microtrusses produced via additive manufacturing. Mater. Des. 2016, 105, 278–289. [Google Scholar] [CrossRef]
- Ozdemir, Z.; Hernandez-Nava, E.; Tyas, A.; Warren, J.A.; Fay, S.D.; Goodall, R.; Todd, I.; Askes, H. Energy absorption in lattice structures in dynamics: Experiments. Int. J. Impact Eng. 2016, 89, 49–61. [Google Scholar] [CrossRef] [Green Version]
- Shamvedi, D.; McCarthy, O.J.; Donoghue, E.O.; Danilenkoff, C.; OLeary, P.; Raghavendra, R. 3D Metal printed heat sinks with longitudinally varying lattice structure sizes using direct metal laser sintering. Virtual Phys. Prototyp. 2018, 13, 301–310. [Google Scholar] [CrossRef]
- Syam, W.P.; Jianwei, W.; Zhao, B.; Maskery, I.; Elmadih, W.; Leach, R. Design and analysis of strut-based lattice structures for vibration isolation. Precis. Eng. 2018, 52, 494–506. [Google Scholar] [CrossRef]
- Zhang, X.; Xia, Y.; Wang, J.; Yang, Z.; Tu, C.; Wang, W. Medial axis tree—An internal supporting structure for 3D printing. Comput. Aided Geom. Des. 2015, 35, 149–162. [Google Scholar] [CrossRef]
- Mazur, M.; Leary, M.; Sun, S.; Vcelka, M.; Shidid, D.; Brandt, M. Deformation and failure behaviour of Ti-6Al-4V lattice structures manufactured by selective laser melting (SLM). Int. J. Adv. Manuf. Technol. 2016, 84, 1391–1411. [Google Scholar] [CrossRef]
- Seepersad, C.C.; Allen, J.K.; McDowell, D.L.; Mistree, F. Multifunctional topology design of cellular material structures. J. Mech. Des. 2008, 130, 031404. [Google Scholar] [CrossRef]
- Chu, C.; Graf, G.; Rosen, D.W. Design for additive manufacturing of cellular structures. Comput. Aided Des. Appl. 2008, 5, 686–696. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Wu, L.; Ma, L.; Sun, Y.; Du, S. Mechanical behavior of the sandwich structures with carbon fiber-reinforced pyramidal lattice truss core. Mater. Des. (1980–2015) 2010, 31, 2659–2663. [Google Scholar] [CrossRef]
- Kooistra, G.W.; Wadley, H.N. Lattice truss structures from expanded metal sheet. Mater. Des. 2007, 28, 507–514. [Google Scholar] [CrossRef]
- Alzahrani, M.; Choi, S.K.; Rosen, D.W. Design of truss-like cellular structures using relative density mapping method. Mater. Des. 2015, 85, 349–360. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Chen, F.; Wang, M.Y. Concurrent design with connectable graded microstructures. Comput. Methods Appl. Mech. Eng. 2017, 317, 84–101. [Google Scholar] [CrossRef]
- Panesar, A.; Abdi, M.; Hickman, D.; Ashcroft, I. Strategies for functionally graded lattice structures derived using topology optimisation for additive manufacturing. Addit. Manuf. 2018, 19, 81–94. [Google Scholar] [CrossRef]
- Dong, G.; Tang, Y.; Zhao, Y.F. A survey of modeling of lattice structures fabricated by additive manufacturing. J. Mech. Des. 2017, 139, 100906. [Google Scholar] [CrossRef]
- Helou, M.; Kara, S. Design, analysis and manufacturing of lattice structures: An overview. Int. J. Comput. Integr. Manuf. 2018, 31, 243–261. [Google Scholar] [CrossRef]
- Schaedler, T.A.; Carter, W.B. Architected cellular materials. Annu. Rev. Mater. Res. 2016, 46, 187–210. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Review on design and structural optimisation in additive manufacturing: Towards next-generation lightweight structures. Mater. Des. 2019, 183, 108164. [Google Scholar] [CrossRef]
- Nagesha, B.; Dhinakaran, V.; Shree, M.V.; Kumar, K.M.; Chalawadi, D.; Sathish, T. Review on characterization and impacts of the lattice structure in additive manufacturing. Mater. Today Proc. 2020, 21, 916–919. [Google Scholar] [CrossRef]
- Tamburrino, F.; Graziosi, S.; Bordegoni, M. The design process of additively manufactured mesoscale lattice structures: A review. J. Comput. Inf. Sci. Eng. 2018, 18. [Google Scholar] [CrossRef]
- Qin, Y.; Wen, P.; Guo, H.; Xia, D.; Zheng, Y.; Jauer, L.; Poprawe, R.; Voshage, M.; Schleifenbaum, J.H. Additive manufacturing of biodegradable metals: Current research status and future perspectives. Acta Biomater. 2019, 98, 3–22. [Google Scholar] [CrossRef]
- Du Plessis, A.; Broeckhoven, C.; Yadroitsava, I.; Yadroitsev, I.; Hands, C.H.; Kunju, R.; Bhate, D. Beautiful and functional: A review of biomimetic design in additive manufacturing. Addit. Manuf. 2019, 27, 408–427. [Google Scholar] [CrossRef]
- Yuan, L.; Ding, S.; Wen, C. Additive manufacturing technology for porous metal implant applications and triple minimal surface structures: A review. Bioact. Mater. 2019, 4, 56–70. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Chen, F.; Huang, Z.; Jia, M.; Chen, G.; Ye, Y.; Lin, Y.; Liu, W.; Chen, B.; Shen, Q.; et al. Additive manufacturing of functionally graded materials: A review. Mater. Sci. Eng. A 2019, 764, 138209. [Google Scholar] [CrossRef]
- Seharing, A.; Azman, A.H.; Abdullah, S. A review on integration of lightweight gradient lattice structures in additive manufacturing parts. Adv. Mech. Eng. 2020, 12, 1687814020916951. [Google Scholar] [CrossRef]
- Nazir, A.; Abate, K.M.; Kumar, A.; Jeng, J.Y. A state-of-the-art review on types, design, optimization, and additive manufacturing of cellular structures. Int. J. Adv. Manuf. Technol. 2019, 104, 3489–3510. [Google Scholar] [CrossRef]
- Tang, Y.; Zhao, Y.F. A survey of the design methods for additive manufacturing to improve functional performance. Rapid Prototyp. J. 2016, 22, 569–590. [Google Scholar] [CrossRef]
- Hadi, A.; Vignat, F.; Villeneuve, F. Design configurations and creation of lattice structures for metallic additive manufacturing. In Proceedings of the 14ème Colloque National AIP PRIMECA, La Plagne, France, 31 March–2 April 2015. [Google Scholar]
- Yang, N.; Quan, Z.; Zhang, D.; Tian, Y. Multi-morphology transition hybridization CAD design of minimal surface porous structures for use in tissue engineering. Comput. Aided Des. 2014, 56, 11–21. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Effect of density and unit cell size grading on the stiffness and energy absorption of short fibre-reinforced functionally graded lattice structures. Addit. Manuf. 2020, 101171. [Google Scholar] [CrossRef]
- Tang, Y.; Yang, S.; Zhao, Y.F. Design Method for Conformal Lattice-Skin Structure Fabricated by AM Technologies. In Proceedings of the ASME 2016 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Charlotte, NC, USA, 21–24 August 2016; p. V01AT02A037. [Google Scholar]
- Nguyen, J.; Park, S.I.; Rosen, D.W.; Folgar, L.; Williams, J. Conformal lattice structure design and fabrication. In Proceedings of the Solid Freeform Fabrication Symposium (SFF), Austin, TX, USA, 6–8 August 2012; pp. 6–8. [Google Scholar]
- Terriault, P.; Brailovski, V. Modeling and simulation of large, conformal, porosity-graded and lightweight lattice structures made by additive manufacturing. Finite Elem. Anal. Des. 2018, 138, 1–11. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L.; Daynes, S.; Zhang, H.; Feih, S.; Wang, M.Y. Design of graded lattice structure with optimized mesostructures for additive manufacturing. Mater. Des. 2018, 142, 114–123. [Google Scholar] [CrossRef]
- Lim, Y.E.; Park, J.H.; Park, K. Automatic design of 3D conformal lightweight structures based on a tetrahedral mesh. Int. J. Precis. Eng. Manuf. Green Technol. 2018, 5, 499–506. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, K.; Yu, Z. Tetrahedron-Based Porous Scaffold Design for 3D Printing. Designs 2019, 3, 16. [Google Scholar] [CrossRef] [Green Version]
- Ambu, R.; Morabito, A.E. Porous scaffold design based on minimal surfaces: Development and assessment of variable architectures. Symmetry 2018, 10, 361. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Zhuo, S.; Xiao, Y.; Zheng, G.; Dong, G.; Zhao, Y.F. Rapid modeling and design optimization of multi-topology lattice structure based on unit-cell library. J. Mech. Des. 2020, 142. [Google Scholar] [CrossRef]
- Daynes, S.; Feih, S.; Lu, W.F.; Wei, J. Optimisation of functionally graded lattice structures using isostatic lines. Mater. Des. 2017, 127, 215–223. [Google Scholar] [CrossRef]
- Smith, C.J.; Gilbert, M.; Todd, I.; Derguti, F. Application of layout optimization to the design of additively manufactured metallic components. Struct. Multidiscip. Optim. 2016, 54, 1297–1313. [Google Scholar] [CrossRef] [Green Version]
- Teufelhart, S.; Reinhart, G. Optimization of strut diameters in lattice structures. In Proceedings of the 23th Annual Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2012; pp. 719–733. [Google Scholar]
- Cheng, L.; Liu, J.; To, A.C. Concurrent lattice infill with feature evolution optimization for additive manufactured heat conduction design. Struct. Multidiscip. Optim. 2018, 1–25. [Google Scholar] [CrossRef]
- Goel, A.; Anand, S. Design of functionally graded lattice structures using B-splines for additive manufacturing. Procedia Manuf. 2019, 34, 655–665. [Google Scholar] [CrossRef]
- Zhang, P.; Toman, J.; Yu, Y.; Biyikli, E.; Kirca, M.; Chmielus, M.; To, A.C. Efficient design-optimization of variable-density hexagonal cellular structure by additive manufacturing: Theory and validation. J. Manuf. Sci. Eng. 2015, 137, 021004. [Google Scholar] [CrossRef]
- Nguyen, C.H.P.; Kim, Y.; Choi, Y. Design for additive manufacturing of functionally graded lattice structures: A design method with process induced anisotropy consideration. Int. J. Precis. Eng. Manuf. Green Technol. 2019, 1–17. [Google Scholar] [CrossRef]
- Chen, Y. 3D texture mapping for rapid manufacturing. Comput. Aided Des. Appl. 2007, 4, 761–771. [Google Scholar] [CrossRef] [Green Version]
- Savio, G.; Meneghello, R.; Concheri, G. Geometric modeling of lattice structures for additive manufacturing. Rapid Prototyp. J. 2018. [Google Scholar] [CrossRef]
- Larimore, Z.; Jensen, S.; Parsons, P.; Good, B.; Smith, K.; Mirotznik, M. Use of space-filling curves for additive manufacturing of three dimensionally varying graded dielectric structures using fused deposition modeling. Addit. Manuf. 2017, 15, 48–56. [Google Scholar] [CrossRef] [Green Version]
- Song, G.H.; Jing, S.K.; Zhao, F.L.; Wang, Y.D.; Xing, H.; Qie, L.F. Design of Lattice Structures Using Local Relative Density Mapping Method. Chin. J. Mech. Eng. 2018, 31, 89. [Google Scholar] [CrossRef] [Green Version]
- Li, D.; Liao, W.; Dai, N.; Dong, G.; Tang, Y.; Xie, Y.M. Optimal design and modeling of gyroid-based functionally graded cellular structures for additive manufacturing. Comput. Aided Des. 2018, 104, 87–99. [Google Scholar] [CrossRef]
- Reinhart, G.; Teufelhart, S. Optimization of mechanical loaded lattice structures by orientating their struts along the flux of force. Procedia CIRP 2013, 12, 175–180. [Google Scholar] [CrossRef]
- Brackett, D.; Ashcroft, I.; Wildman, R.; Hague, R.J. An error diffusion based method to generate functionally graded cellular structures. Comput. Struct. 2014, 138, 102–111. [Google Scholar] [CrossRef]
- Opgenoord, M.M.; Willcox, K.E. Design for additive manufacturing: Cellular structures in early-stage aerospace design. Struct. Multidiscip. Optim. 2019, 60, 411–428. [Google Scholar] [CrossRef]
- Rodríguez-Montaño, Ó.L.; Cortés-Rodríguez, C.J.; Naddeo, F.; Uva, A.E.; Fiorentino, M.; Naddeo, A.; Cappetti, N.; Gattullo, M.; Monno, G.; Boccaccio, A. Irregular Load Adapted Scaffold Optimization: A Computational Framework Based on Mechanobiological Criteria. ACS Biomater. Sci. Eng. 2019, 5, 5392–5411. [Google Scholar] [CrossRef]
- Almonti, D.; Baiocco, G.; Tagliaferri, V.; Ucciardello, N. Design and Mechanical Characterization of Voronoi Structures Manufactured by Indirect Additive Manufacturing. Materials 2020, 13, 1085. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, N.; Du, C.f.; Wang, S.; Yang, Y.; Zhang, C. Mathematically defined gradient porous materials. Mater. Lett. 2016, 173, 136–140. [Google Scholar] [CrossRef]
- Jin, Y.; Kong, H.; Zhou, X.; Li, G.; Du, J. Design and Characterization of Sheet-Based Gyroid Porous Structures with Bioinspired Functional Gradients. Materials 2020, 13, 3844. [Google Scholar] [CrossRef] [PubMed]
- Niknam, H.; Akbarzadeh, A. Graded lattice structures: Simultaneous enhancement in stiffness and energy absorption. Mater. Des. 2020, 196, 109129. [Google Scholar] [CrossRef]
- Cadman, J.; Zhou, S.; Chen, Y.; Li, W.; Appleyard, R.; Li, Q. Characterization of cuttlebone for a biomimetic design of cellular structures. Acta Mech. Sin. 2010, 26, 27–35. [Google Scholar] [CrossRef]
- Mullen, L.; Stamp, R.C.; Fox, P.; Jones, E.; Ngo, C.; Sutcliffe, C.J. Selective laser melting: A unit cell approach for the manufacture of porous, titanium, bone in-growth constructs, suitable for orthopedic applications. II. Randomized structures. J. Biomed. Mater. Res. Part Appl. Biomater. Off. J. Soc. Biomater. Jpn. Soc. Biomater. Aust. Soc. Biomater. Korean Soc. Biomater. 2010, 92, 178–188. [Google Scholar] [CrossRef]
- Liu, F.; Mao, Z.; Zhang, P.; Zhang, D.Z.; Jiang, J.; Ma, Z. Functionally graded porous scaffolds in multiple patterns: New design method, physical and mechanical properties. Mater. Des. 2018, 160, 849–860. [Google Scholar] [CrossRef]
- Zhang, Z.; Yuan, L.; Lee, P.D.; Jones, E.; Jones, J.R. Modeling of time dependent localized flow shear stress and its impact on cellular growth within additive manufactured titanium implants. J. Biomed. Mater. Res. Part Appl. Biomater. 2014, 102, 1689–1699. [Google Scholar] [CrossRef] [Green Version]
- Reis, S.; Vasconcelos, V.; Leite, M.; Vasconcelos, W. Development of a Computer Application to Simulate Porous Structures. Mater. Res. 2002, 5, 275–279. [Google Scholar] [CrossRef]
- Ghouse, S.; Babu, S.; Nai, K.; Hooper, P.A.; Jeffers, J.R. The influence of laser parameters, scanning strategies and material on the fatigue strength of a stochastic porous structure. Addit. Manuf. 2018, 22, 290–301. [Google Scholar] [CrossRef]
- Liu, F.; Ran, Q.; Zhao, M.; Zhang, T.; Zhang, D.Z.; Su, Z. Additively manufactured continuous cell-size gradient porous scaffolds: Pore characteristics, mechanical properties and biological responses in vitro. Materials 2020, 13, 2589. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Martínez-Magallanes, M.; Crespo-Sánchez, S.E.; Gómez-Espinosa, A.; Olvera-Silva, O.; Roman-Flores, A. Additive manufacturing and mechanical properties of lattice-curved structures. Rapid Prototyp. J. 2019. [Google Scholar] [CrossRef]
- Yang, L.; Harrysson, O.; Cormier, D.; West, H.; Gong, H.; Stucker, B. Additive manufacturing of metal cellular structures: Design and fabrication. JOM 2015, 67, 608–615. [Google Scholar] [CrossRef]
- Beyer, C.; Figueroa, D. Design and analysis of lattice structures for additive manufacturing. J. Manuf. Sci. Eng. 2016, 138, 121014. [Google Scholar] [CrossRef]
- Du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Ti6Al4V lightweight lattice structures manufactured by laser powder bed fusion for load-bearing applications. Opt. Laser Technol. 2018, 108, 521–528. [Google Scholar] [CrossRef]
- Ongaro, F. Estimation of the effective properties of two-dimensional cellular materials: A review. Theor. Appl. Mech. Lett. 2018, 8, 209–230. [Google Scholar] [CrossRef]
- Rehme, O.; Emmelmann, C. Selective laser melting of honeycombs with negative Poissonś ratio. J. Laser Micro Nanoeng 2009, 4, 128–134. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Young, P. Ti–6Al–4V triply periodic minimal surface structures for bone implants fabricated via selective laser melting. J. Mech. Behav. Biomed. Mater. 2015, 51, 61–73. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yan, C.; Hao, L.; Hussein, A.; Young, P.; Raymont, D. Advanced lightweight 316L stainless steel cellular lattice structures fabricated via selective laser melting. Mater. Des. 2014, 55, 533–541. [Google Scholar] [CrossRef] [Green Version]
- Coelho, P.G.; Hollister, S.J.; Flanagan, C.L.; Fernandes, P.R. Bioresorbable scaffolds for bone tissue engineering: Optimal design, fabrication, mechanical testing and scale-size effects analysis. Med. Eng. Phys. 2015, 37, 287–296. [Google Scholar] [CrossRef]
- Takezawa, A.; Koizumi, Y.; Kobashi, M. High-stiffness and strength porous maraging steel via topology optimization and selective laser melting. Addit. Manuf. 2017, 18, 194–202. [Google Scholar] [CrossRef]
- Sercombe, T.B.; Xu, X.; Challis, V.; Green, R.; Yue, S.; Zhang, Z.; Lee, P.D. Failure modes in high strength and stiffness to weight scaffolds produced by Selective Laser Melting. Mater. Des. 2015, 67, 501–508. [Google Scholar] [CrossRef]
- Limmahakhun, S.; Oloyede, A.; Sitthiseripratip, K.; Xiao, Y.; Yan, C. 3D-printed cellular structures for bone biomimetic implants. Addit. Manuf. 2017, 15, 93–101. [Google Scholar] [CrossRef] [Green Version]
- Maskery, I.; Aremu, A.; Parry, L.; Wildman, R.; Tuck, C.; Ashcroft, I. Effective design and simulation of surface-based lattice structures featuring volume fraction and cell type grading. Mater. Des. 2018, 155, 220–232. [Google Scholar] [CrossRef]
- Yu, S.; Sun, J.; Bai, J. Investigation of functionally graded TPMS structures fabricated by additive manufacturing. Mater. Des. 2019, 182, 108021. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Tsongas, K.; Tzetzis, D. Mechanical and FEA-Assisted Characterization of Fused Filament Fabricated Triply Periodic Minimal Surface Structures. J. Compos. Sci. 2021, 5, 58. [Google Scholar] [CrossRef]
- Evans, K.E. Auxetic polymers: A new range of materials. Endeavour 1991, 15, 170–174. [Google Scholar] [CrossRef]
- Queheillalt, D.T.; Wadley, H.N. Pyramidal lattice truss structures with hollow trusses. Mater. Sci. Eng. A 2005, 397, 132–137. [Google Scholar] [CrossRef]
- Kurtz, A. IntraLattice. Available online: http://intralattice.com/case_studies/ (accessed on 20 April 2021).
- Rahman, H.; Yarali, E.; Zolfagharian, A.; Serjouei, A.; Bodaghi, M. Energy Absorption and Mechanical Performance of Functionally Graded Soft–Hard Lattice Structures. Materials 2021, 14, 1366. [Google Scholar] [CrossRef]
- Hu, J.; Wang, B. Enhanced fatigue performance of auxetic honeycomb/substrate structures under thermal cycling. Int. J. Mech. Sci. 2021, 106432. [Google Scholar] [CrossRef]
- Yap, Y.L.; Yeong, W.Y. Shape recovery effect of 3D printed polymeric honeycomb: This paper studies the elastic behaviour of different honeycomb structures produced by PolyJet technology. Virtual Phys. Prototyp. 2015, 10, 91–99. [Google Scholar] [CrossRef]
- Karcher, H.; Polthier, K. Construction of triply periodic minimal surfaces. Philos. Trans. R. Soc. London. Ser. A Math. Phys. Eng. Sci. 1996, 354, 2077–2104. [Google Scholar]
- Hao, L.; Raymont, D.; Yan, C.; Hussein, A.; Young, P. Design and additive manufacturing of cellular lattice structures. In The International Conference on Advanced Research in Virtual and Rapid Prototyping (VRAP); Taylor & Francis Group: Leiria, Portugal, 2011; pp. 249–254. [Google Scholar]
- Zhao, M.; Liu, F.; Fu, G.; Zhang, D.Z.; Zhang, T.; Zhou, H. Improved mechanical properties and energy absorption of BCC lattice structures with triply periodic minimal surfaces fabricated by SLM. Materials 2018, 11, 2411. [Google Scholar] [CrossRef] [Green Version]
- Hollister, S.J. Porous scaffold design for tissue engineering. Nat. Mater. 2005, 4, 518. [Google Scholar] [CrossRef] [PubMed]
- Harris, J.; McShane, G. Metallic stacked origami cellular materials: Additive manufacturing, properties, and modelling. Int. J. Solids Struct. 2020, 185, 448–466. [Google Scholar] [CrossRef]
- Zeinalabedini, H.; Yildiz, Y.O.; Zhang, P.; Laux, K.; Kirca, M.; To, A.C. Homogenization of additive manufactured polymeric foams with spherical cells. Addit. Manuf. 2016, 12, 274–281. [Google Scholar] [CrossRef]
- Kumar, S.; Tan, S.; Zheng, L.; Kochmann, D.M. Inverse-designed spinodoid metamaterials. NPJ Comput. Mater. 2020, 6, 1–10. [Google Scholar] [CrossRef]
- Hyman, J.D.; Winter, C.L. Stochastic generation of explicit pore structures by thresholding Gaussian random fields. J. Comput. Phys. 2014, 277, 16–31. [Google Scholar] [CrossRef] [Green Version]
- Cheng, L.; Zhang, P.; Biyikli, E.; Bai, J.; Pilz, S.; To, A.C. Integration of topology optimization with efficient design of additive manufactured cellular structures. In Proceedings of the Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015; pp. 1370–1377. [Google Scholar]
- Zhao, J.; Zhang, M.; Zhu, Y.; Li, X.; Wang, L.; Hu, J. A novel optimization design method of additive manufacturing oriented porous structures and experimental validation. Mater. Des. 2019, 163, 107550. [Google Scholar] [CrossRef]
- Engelbrecht, S.; Folgar, L.; Rosen, D.W.; Schulberger, G.; Williams, J. Cellular structures for optimal performance. In Proceedings of the SFF Symposium, Austin, TX, USA, 3–5 August 2009; pp. 831–842. [Google Scholar]
- Brennan-Craddock, J.; Brackett, D.; Wildman, R.; Hague, R. The design of impact absorbing structures for additive manufacture. J. Physics Conf. Ser. IOP Publ. 2012, 382, 012042. [Google Scholar] [CrossRef]
- Melpal, G.R. Conformal Lattice Structures in Additive Manufacturing (AM). Ph.D. Thesis, University of Cincinnati, Cincinnati, OH, USA, 2018. [Google Scholar]
- Tang, Y.; Kurtz, A.; Zhao, Y.F. Bidirectional Evolutionary Structural Optimization (BESO) based design method for lattice structure to be fabricated by additive manufacturing. Comput. Aided Des. 2015, 69, 91–101. [Google Scholar] [CrossRef] [Green Version]
- Robbins, J.; Owen, S.; Clark, B.; Voth, T. An efficient and scalable approach for generating topologically optimized cellular structures for additive manufacturing. Addit. Manuf. 2016, 12, 296–304. [Google Scholar] [CrossRef]
- Fantini, M.; Curto, M.; De Crescenzio, F. A method to design biomimetic scaffolds for bone tissue engineering based on Voronoi lattices. Virtual Phys. Prototyp. 2016, 11, 77–90. [Google Scholar] [CrossRef]
- Martínez, J.; Dumas, J.; Lefebvre, S. Procedural voronoi foams for additive manufacturing. ACM Trans. Graph. (TOG) 2016, 35, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Tang, Y.; Zhao, Y.F. Design method for lattice-skin structure fabricated by additive manufacturing. In Proceedings of the ASME 2014 International Mechanical Engineering Congress and Exposition, Montreal, QC, Canada, 14–20 November 2014; p. V02BT02A030. [Google Scholar]
- Aremu, A.; Brennan-Craddock, J.; Panesar, A.; Ashcroft, I.; Hague, R.J.; Wildman, R.D.; Tuck, C. A voxel-based method of constructing and skinning conformal and functionally graded lattice structures suitable for additive manufacturing. Addit. Manuf. 2017, 13, 1–13. [Google Scholar] [CrossRef]
- Chougrani, L.; Pernot, J.P.; Véron, P.; Abed, S. Lattice structure lightweight triangulation for additive manufacturing. Comput.-Aided Des. 2017, 90, 95–104. [Google Scholar] [CrossRef] [Green Version]
- McMillan, M.; Jurg, M.; Leary, M.; Brandt, M. Programmatic lattice generation for additive manufacture. Procedia Technol. 2015, 20, 178–184. [Google Scholar] [CrossRef] [Green Version]
- Uhlířová, T.; Pabst, W. Poisson’s ratio of porous and cellular materials with randomly distributed isometric pores or cells. J. Am. Ceram. Soc. 2020. [Google Scholar] [CrossRef]
- Hoffmann, C.M. Solid Modeling. In Handbook of Discrete and Computational Geometry; Goodman, J.E., O’Rourke, J., Eds.; Chapman |& Hall/CRC: Boca Raton, FL, USA, 2004; Volume 56, pp. 1257–1278. [Google Scholar]
- Lorensen, W.E.; Cline, H.E. Marching cubes: A high resolution 3D surface construction algorithm. In Proceedings of the ACM Siggraph Computer Graphics, Anaheim, CA, USA, 27–31 July 1987; Volume 21, pp. 163–169. [Google Scholar]
- Tang, Y.; Dong, G.; Zhao, Y.F. A hybrid geometric modeling method for lattice structures fabricated by additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 102, 4011–4030. [Google Scholar] [CrossRef]
- Hsieh, M.T.; Valdevit, L. Minisurf–A minimal surface generator for finite element modeling and additive manufacturing. Softw. Impacts 2020, 6, 100026. [Google Scholar] [CrossRef]
- Stadlbauer, P.; Mlakar, D.; Seidel, H.P.; Steinberger, M.; Zayer, R. Interactive Modeling of Cellular Structures on Surfaces with Application to Additive Manufacturing. In Computer Graphics Forum; Wiley Online Library: Hoboken, NJ, USA, 2020; Volume 39, pp. 277–289. [Google Scholar]
- Liang, Y.; Zhao, F.; Yoo, D.J.; Zheng, B. Design of conformal lattice structures using the volumetric distance field based on parametric solid models. Rapid Prototyp. J. 2020. [Google Scholar] [CrossRef]
- I.S.O. ASTM52900-15. Standard Terminology for Additive Manufacturing—General Principles—Terminology; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Adam, G.A.; Zimmer, D. Design for Additive Manufacturing—Element transitions and aggregated structures. CIRP J. Manuf. Sci. Technol. 2014, 7, 20–28. [Google Scholar] [CrossRef]
- Qattawi, A.; Ablat, M.A. Design consideration for additive manufacturing: Fused deposition modelling. Open J. Appl. Sci. 2017, 7, 291–318. [Google Scholar]
- Diegel, O.; Nordin, A.; Motte, D. A Practical Guide to Design for Additive Manufacturing; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Kranz, J.; Herzog, D.; Emmelmann, C. Design guidelines for laser additive manufacturing of lightweight structures in TiAl6V4. J. Laser Appl. 2015, 27, S14001. [Google Scholar] [CrossRef]
- Armstrong, C. How to Design Parts for SLA 3D Printing. Available online: https://www.3dhubs.com/knowledge-base/how-design-parts-sla-3d-printing/ (accessed on 20 April 2021).
- Design Guidelines—PerFORM—Stereolithography. Available online: https://www.materialise.com/en/manufacturing/materials/perform/design-guidelines (accessed on 20 April 2021).
- Echeta, I.; Feng, X.; Dutton, B.; Leach, R.; Piano, S. Review of defects in lattice structures manufactured by powder bed fusion. Int. J. Adv. Manuf. Technol. 2020, 106, 2649–2668. [Google Scholar] [CrossRef] [Green Version]
- Sola, A.; Nouri, A. Microstructural porosity in additive manufacturing: The formation and detection of pores in metal parts fabricated by powder bed fusion. J. Adv. Manuf. Process. 2019, 1, e10021. [Google Scholar] [CrossRef]
- Mirzababaei, S.; Pasebani, S. A review on binder jet additive manufacturing of 316L stainless steel. J. Manuf. Mater. Process. 2019, 3, 82. [Google Scholar] [CrossRef] [Green Version]
- An, D.; Liu, W.; Xie, Z.; Li, H.; Luo, X.; Wu, H.; Huang, M.; Liang, J.; Tian, Z.; He, R. A strategy for defects healing in 3D printed ceramic compact via cold isostatic pressing: Sintering kinetic window and microstructure evolution. J. Am. Ceram. Soc. 2019, 102, 2263–2271. [Google Scholar] [CrossRef]
- Eiliat, H.; Urbanic, R.J. Minimizing voids for a material extrusion-based process. Rapid Prototyp. J. 2018. [Google Scholar] [CrossRef]
- Egan, P.; Wang, X.; Greutert, H.; Shea, K.; Wuertz-Kozak, K.; Ferguson, S. Mechanical and biological characterization of 3D printed lattices. 3D Print. Addit. Manuf. 2019, 6, 73–81. [Google Scholar] [CrossRef]
- Fayazfar, H.; Liravi, F.; Ali, U.; Toyserkani, E. Additive manufacturing of high loading concentration zirconia using high-speed drop-on-demand material jetting. Int. J. Adv. Manuf. Technol. 2020, 109, 2733–2746. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Change of RVE Morphology | Volume Fraction Change of RVE | Scaling & Rotation of RVE | |
|---|---|---|---|
| Boundary induced variation | [28] | [29] | [29,30,31,32,33,34,35,36] |
| Load induced variation | [37] | [30,37,38,39,40,41,42,43,44,45,46,47,48,49] | [34,38,39,40,50,51,52,53] |
| Random and external sources induced variations | [54,55,56] | [55,57,58] | [33,55,59,60,61,62,63,64] |
| No variation | [4,6,11,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79] | ||
| Typical RVE Design Constraints | LPBF | SLS | SLA | FDM | BJ | EBM | MJ |
|---|---|---|---|---|---|---|---|
| Need for dimensional fidelity | x | x | x | x | x | x | x |
| Need for material removal | x | x | - | - | x | x | - |
| Need for support overhang structures | x | - | - | x | - | - | x |
| Need for avoidance of pore defects | x | x | - | x | x | x | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nsiempba, K.M.; Wang, M.; Vlasea, M. Geometrical Degrees of Freedom for Cellular Structures Generation: A New Classification Paradigm. Appl. Sci. 2021, 11, 3845. https://doi.org/10.3390/app11093845
Nsiempba KM, Wang M, Vlasea M. Geometrical Degrees of Freedom for Cellular Structures Generation: A New Classification Paradigm. Applied Sciences. 2021; 11(9):3845. https://doi.org/10.3390/app11093845
Chicago/Turabian StyleNsiempba, Ken M., Marc Wang, and Mihaela Vlasea. 2021. "Geometrical Degrees of Freedom for Cellular Structures Generation: A New Classification Paradigm" Applied Sciences 11, no. 9: 3845. https://doi.org/10.3390/app11093845
APA StyleNsiempba, K. M., Wang, M., & Vlasea, M. (2021). Geometrical Degrees of Freedom for Cellular Structures Generation: A New Classification Paradigm. Applied Sciences, 11(9), 3845. https://doi.org/10.3390/app11093845