
An Improved Cutting Force Model for Ultrasonically Assisted Grinding of Hard and Brittle Materials


Abstract
:1. Introduction
2. Model Development
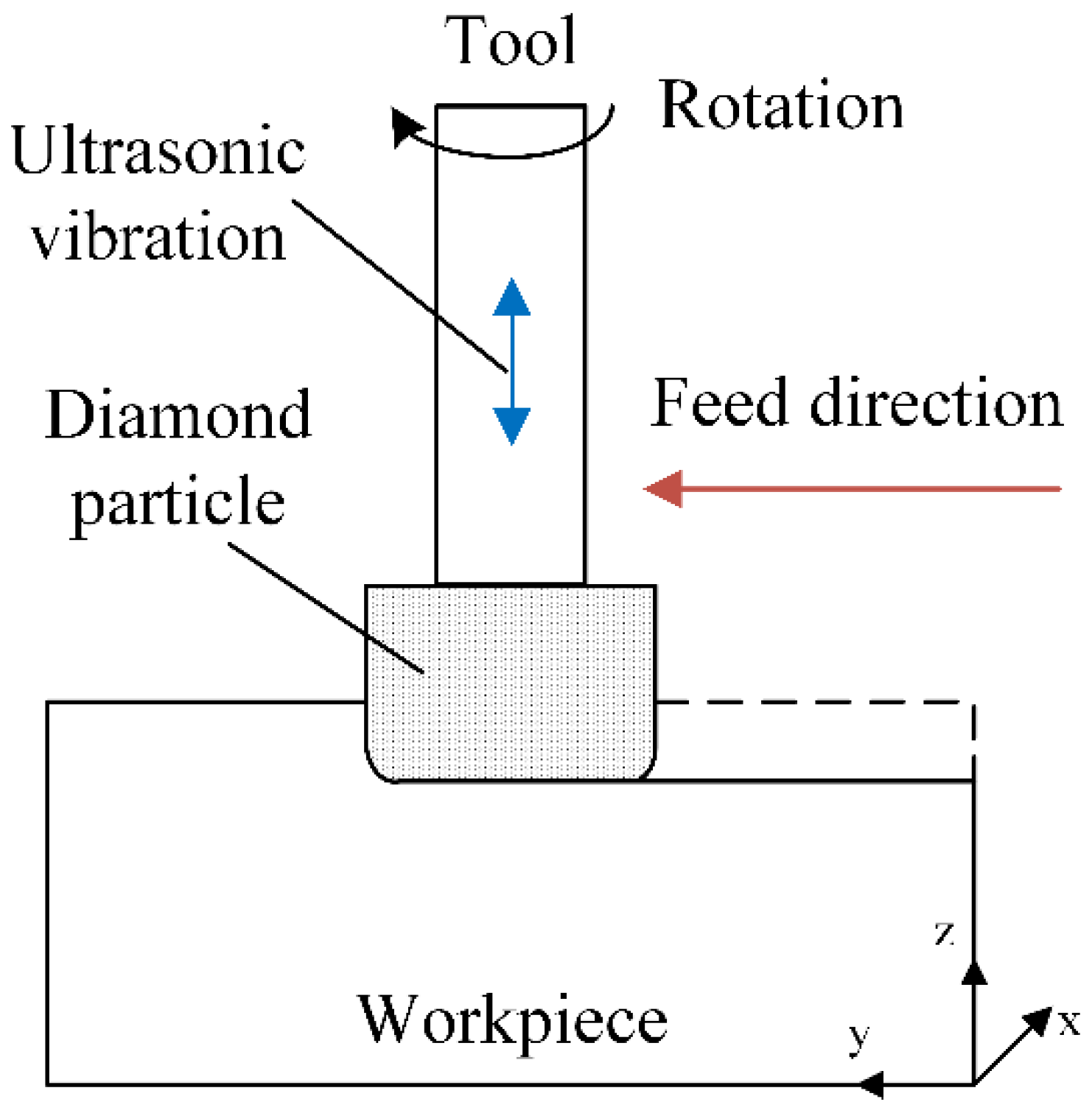
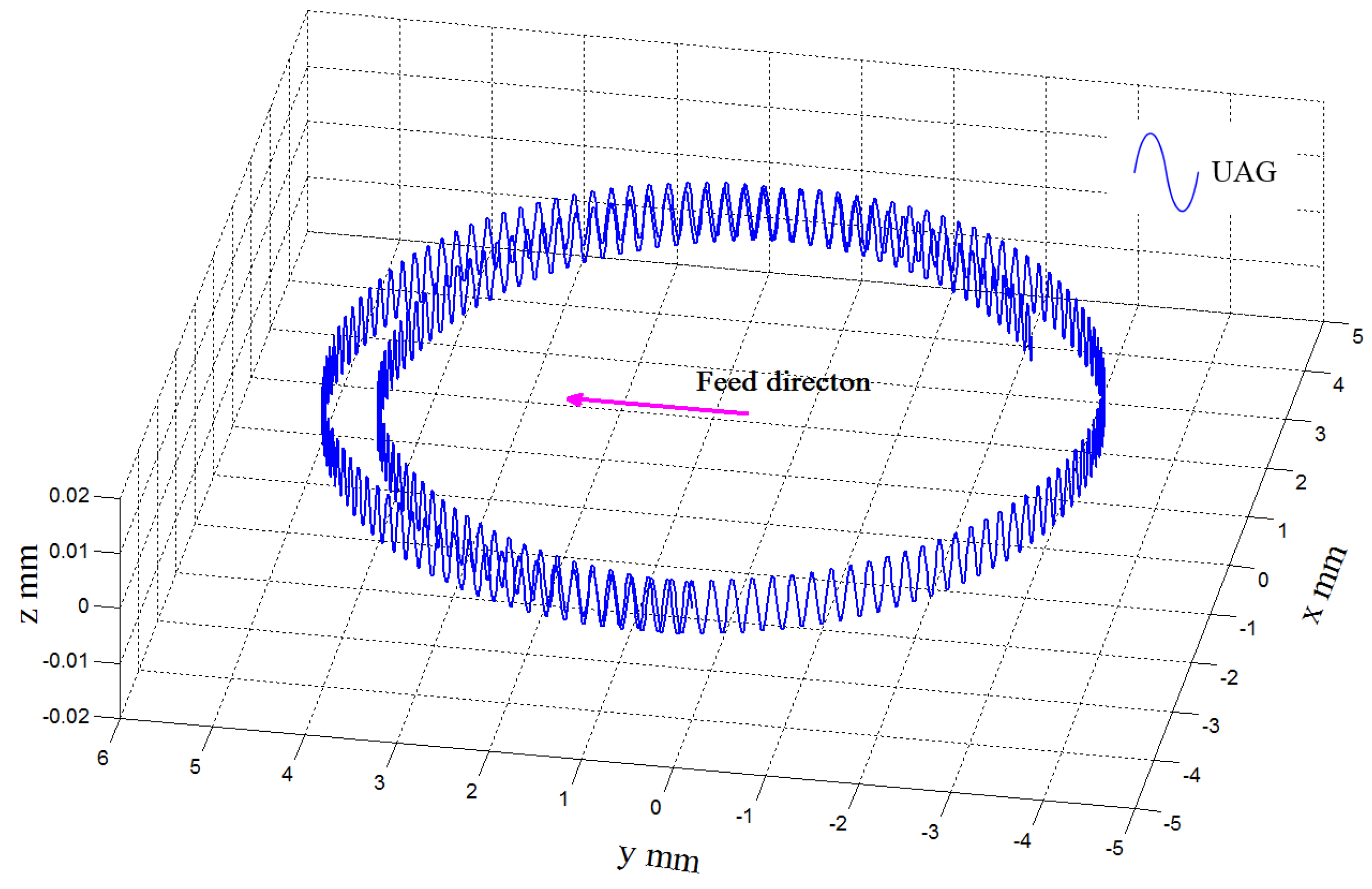
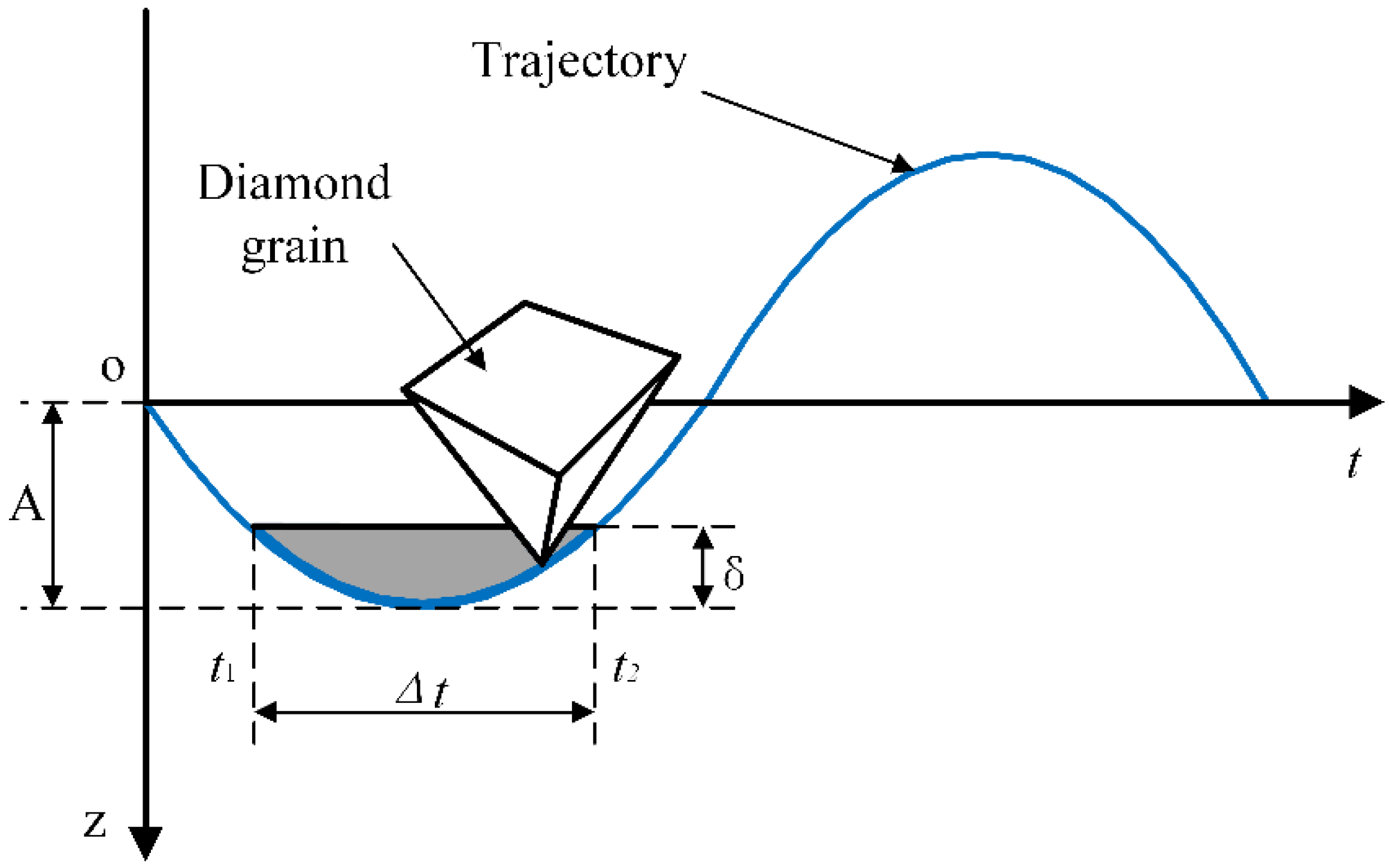
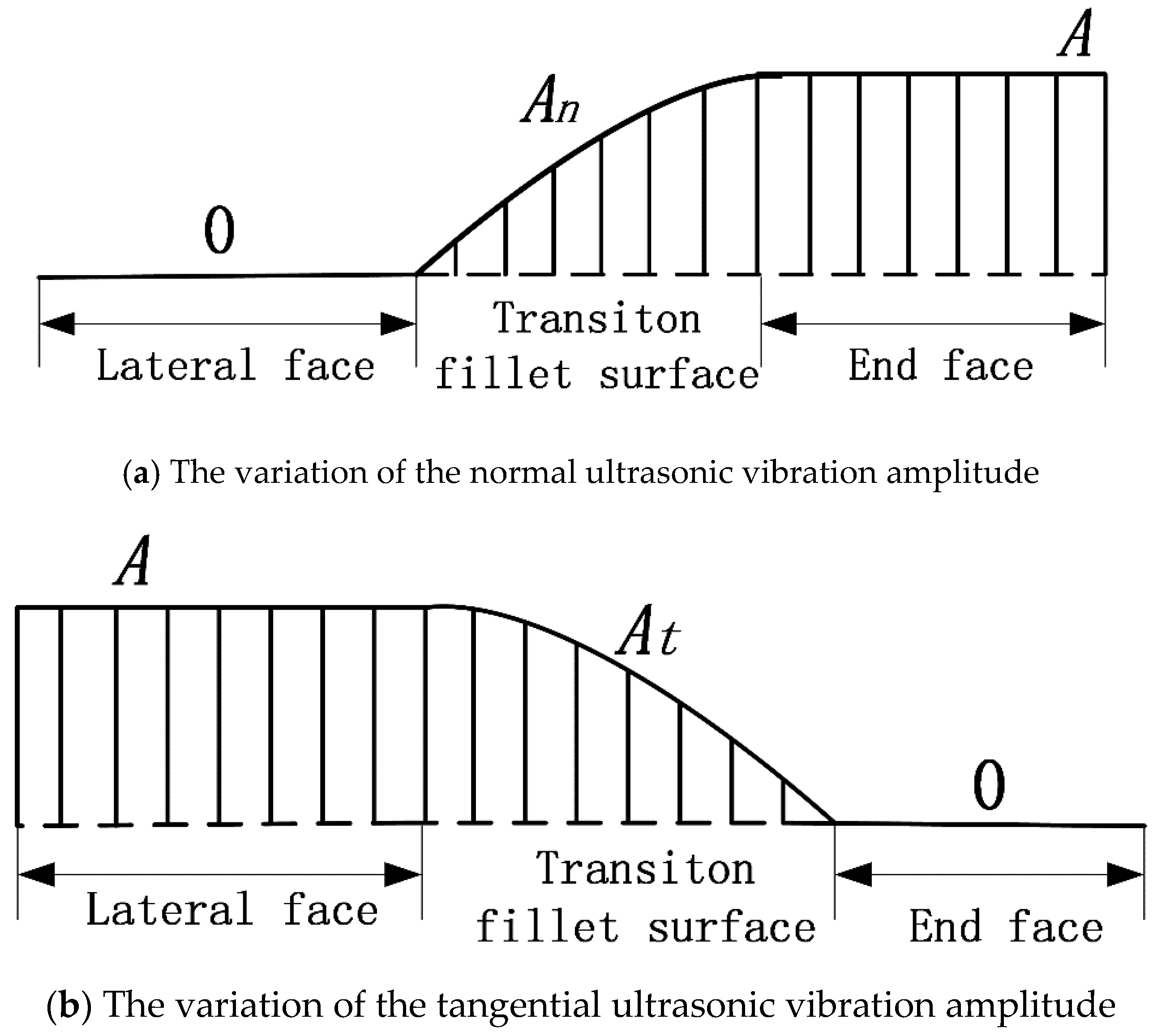
2.1. Kinematic Analysis of Diamond Grains
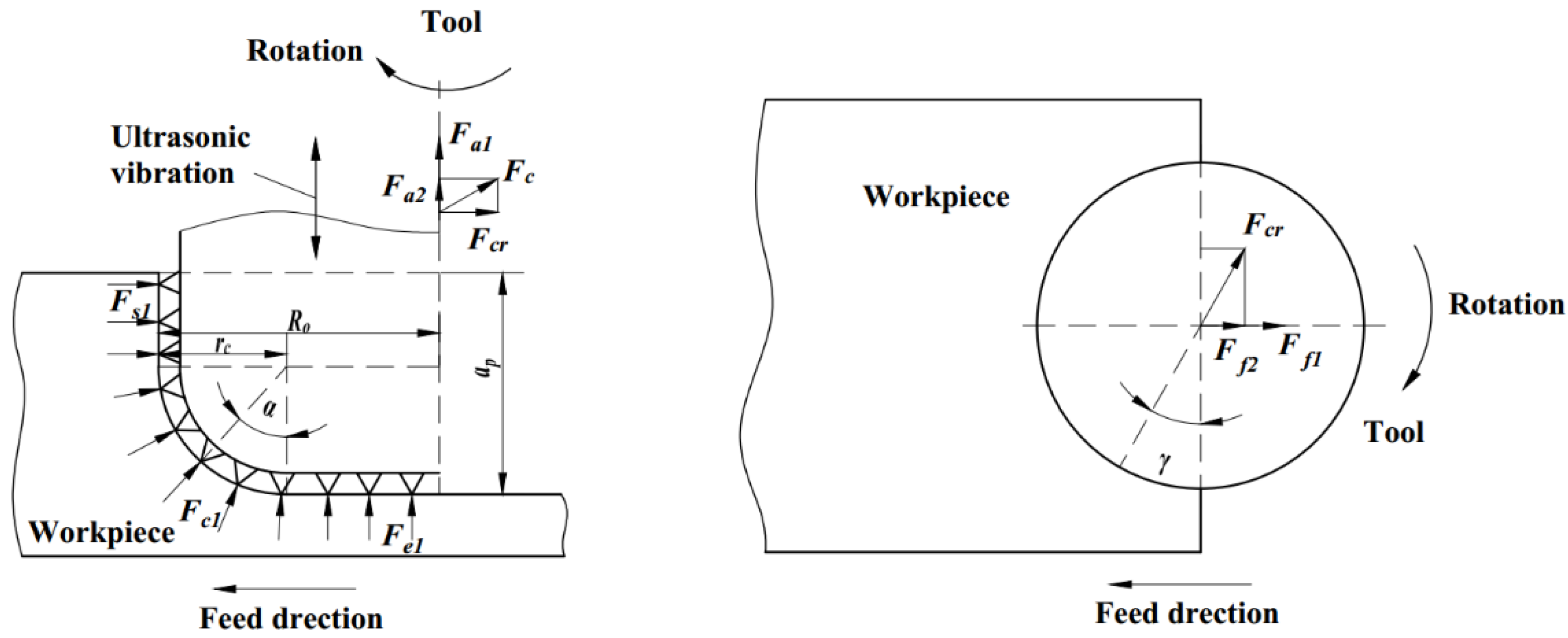
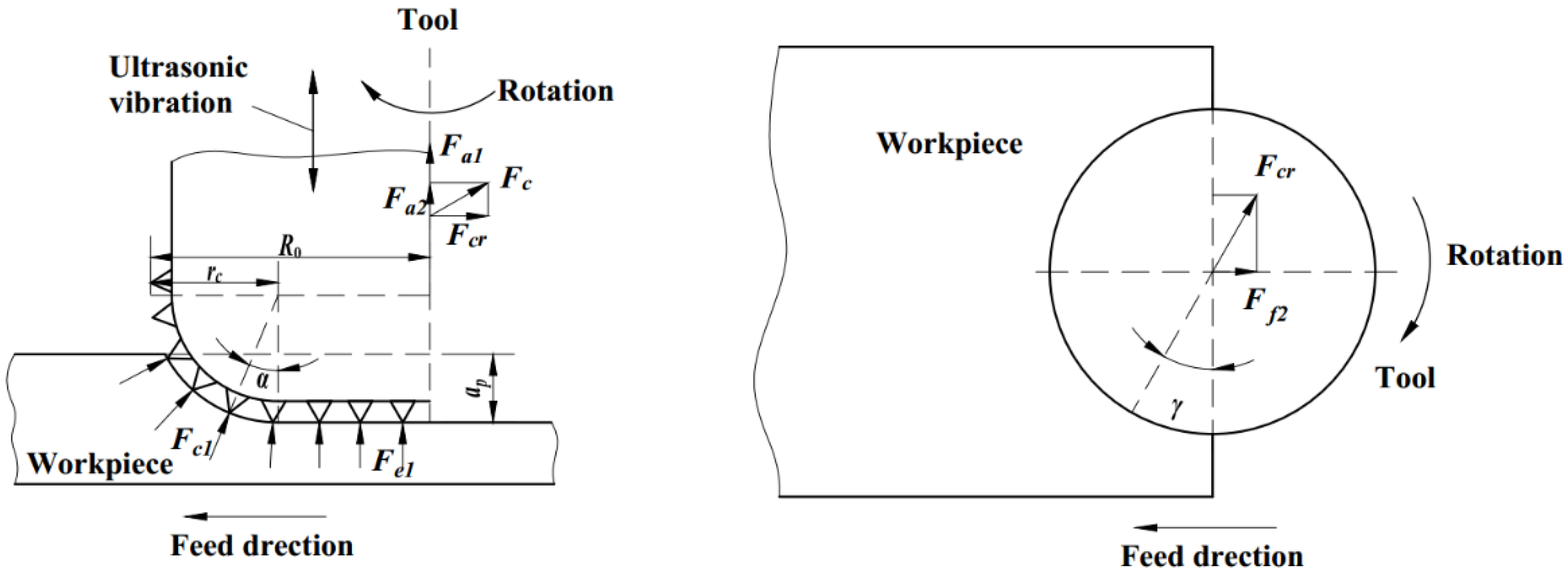
2.2. Cutting Force Analysis
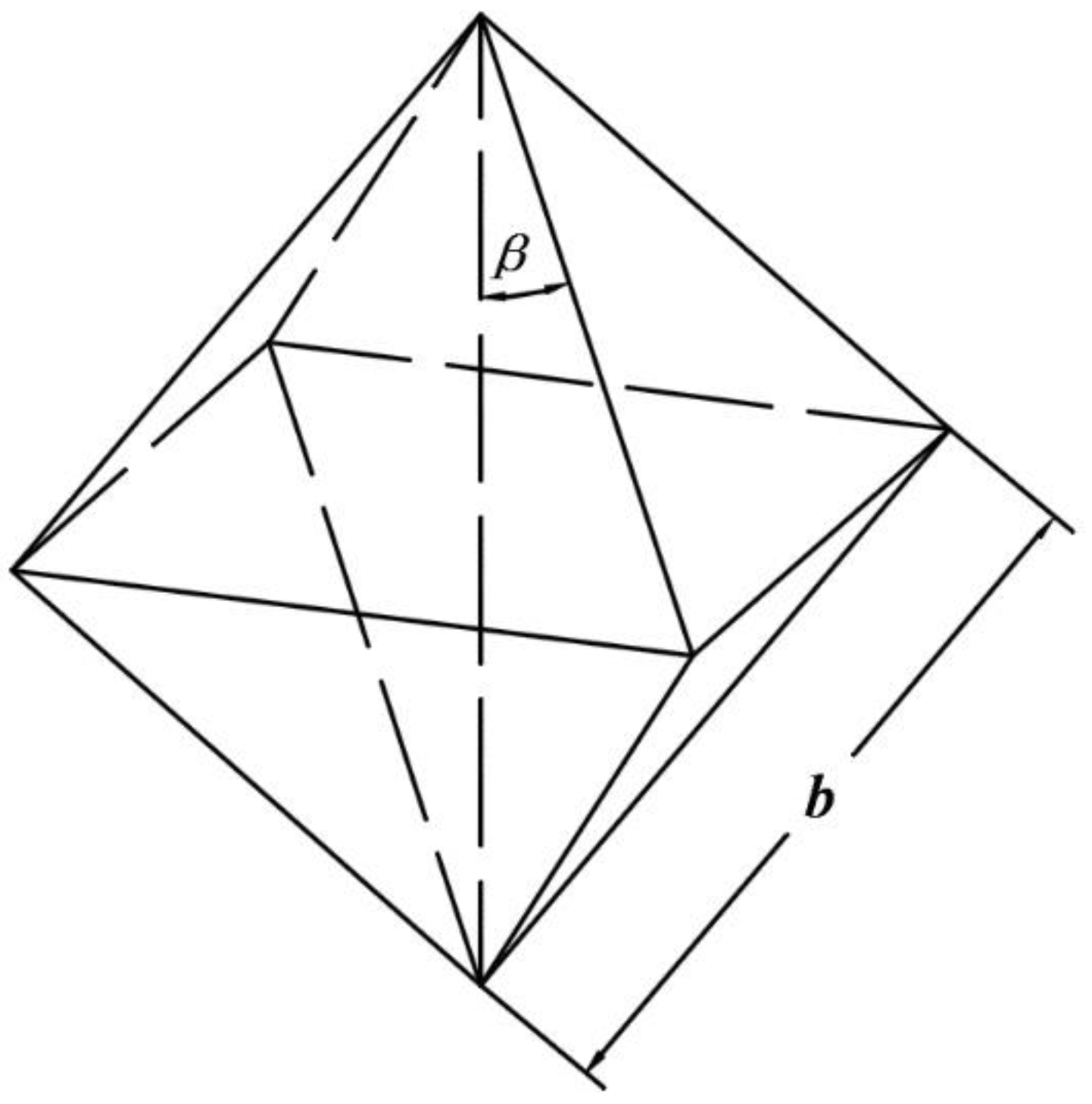
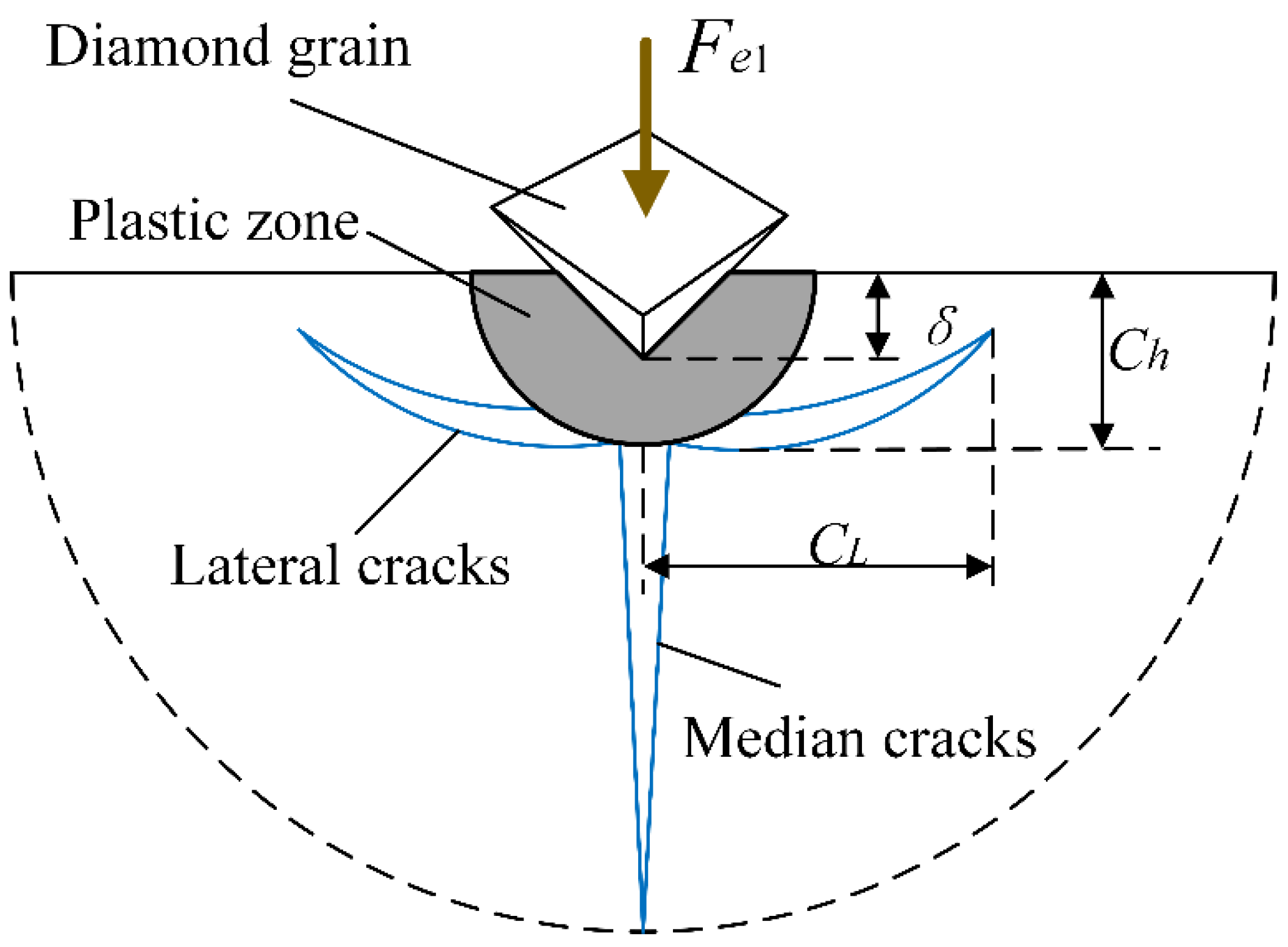
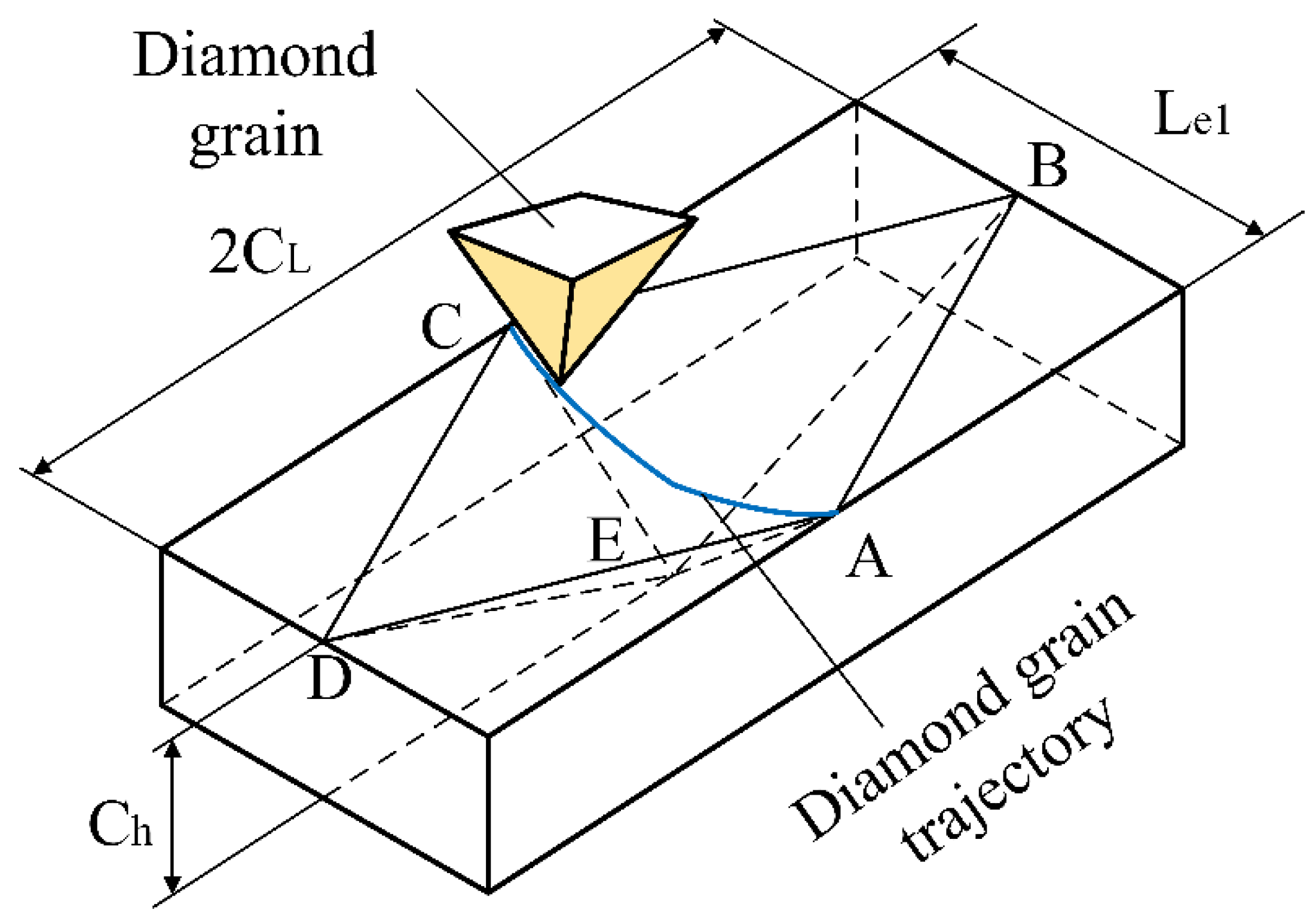
- All abrasive grains are rigid indenters with an octahedral shape. The semi-angle between the two opposite edges of an abrasive grain is β, and the length of the edges is b, as shown in Figure 4;
- The material is ideally removed by brittle fracture;
- All the diamond grains in the tool surface have the same protrusion height and are uniformly distributed.
- Fa is the axial force of the tool;
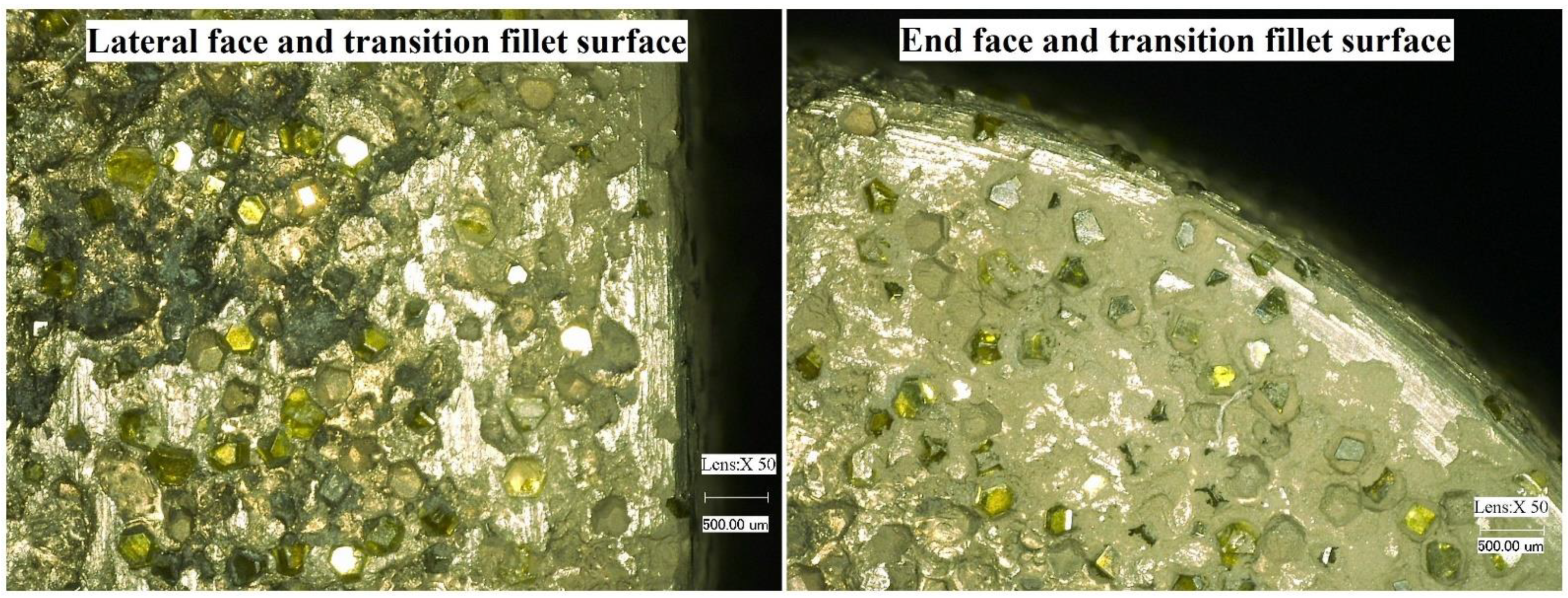
- Fc is the cutting force of the diamond grains on the transition fillet surface of the tool;
- Fa1 is the axial force of the diamond grains on the end face of the tool;
- Fa2 is the component of Fc in the axial direction;
- Ff is the feed force of the tool;
- Ff1 is the feed force of the diamond grains in the lateral face of the tool;
- Ff2 is the component of Fc in the feed direction.
2.3. The Axial Force from the Diamond Grains in the End Face
2.3.1. Equivalence Relation between Fa1 and Fe1
2.3.2. Relationship between Fe1 and δ
2.3.3. Modelling the Axial Cutting Force Fa1
2.4. The Feed Direction Cutting Force from the Diamond Grains in the Lateral Face
2.5. Cutting Force from the Diamond Grains in the Transition Fillet Surface
2.5.1. The Analysis of Cutting Force
2.5.2. Modeling of Cutting Forces Fa2 and Ff2
2.6. Cutting Force Model in UAG
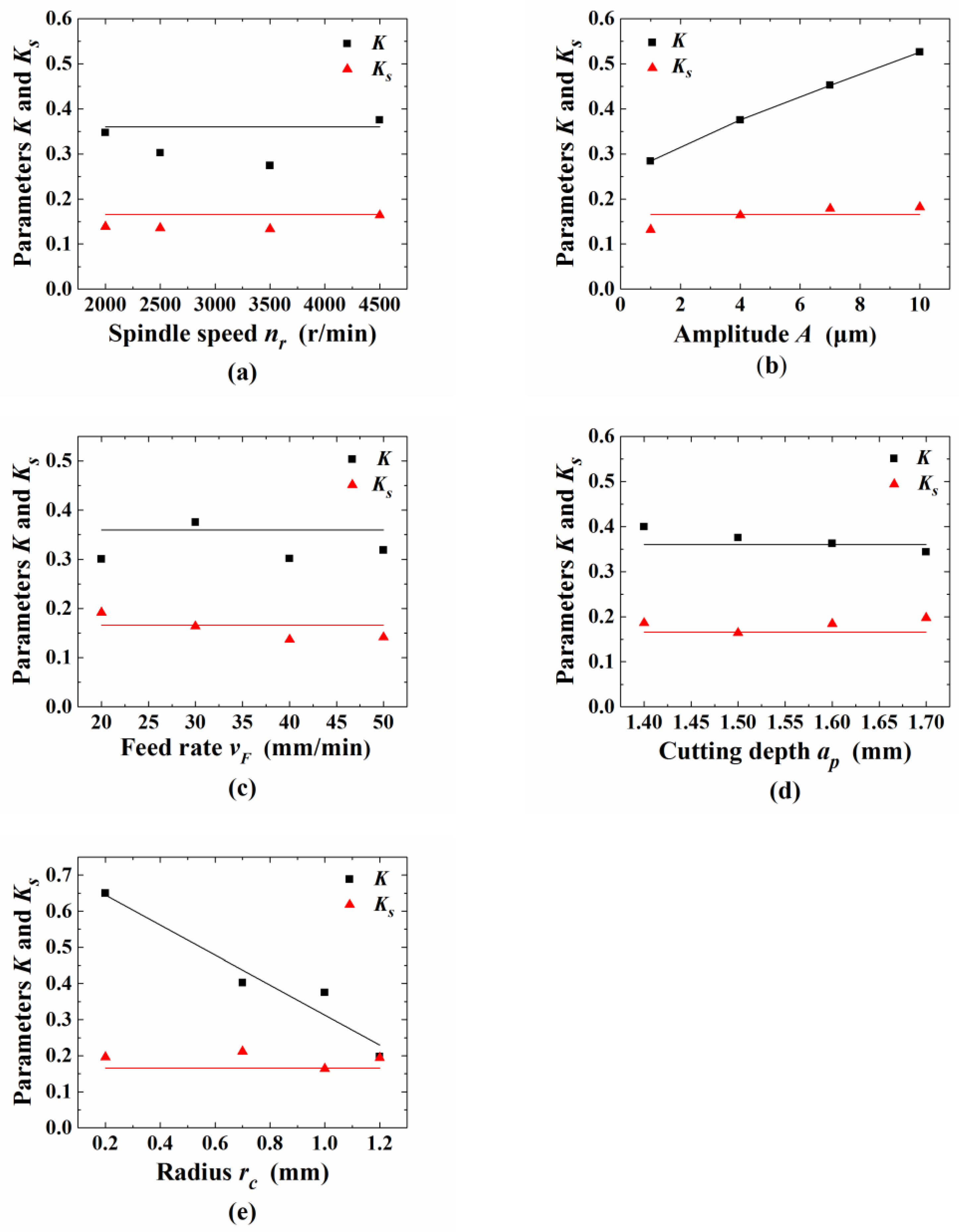
3. Obtaining K and Ks
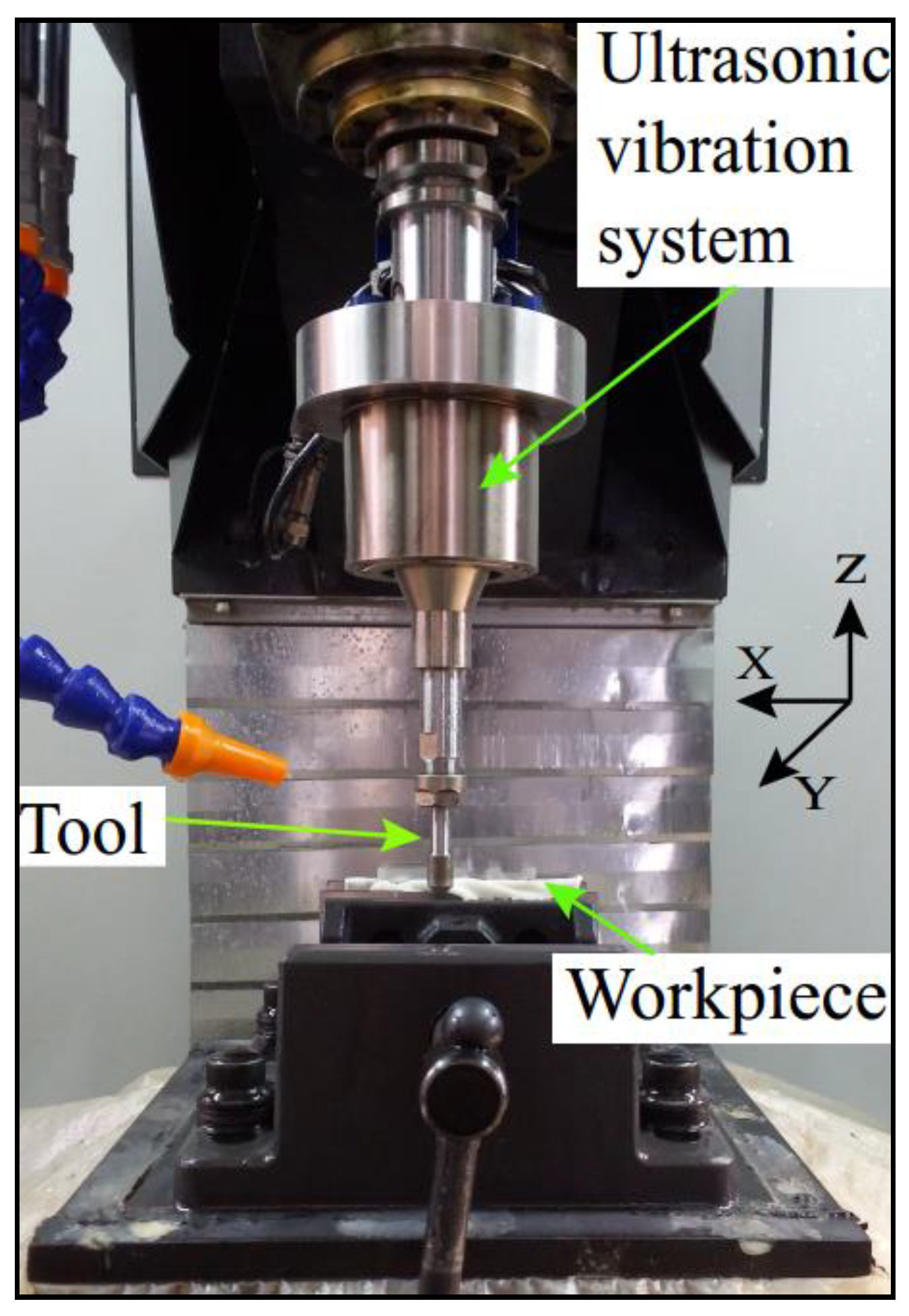
3.1. Experimental Setup
3.2. Analysis of Experimental Results
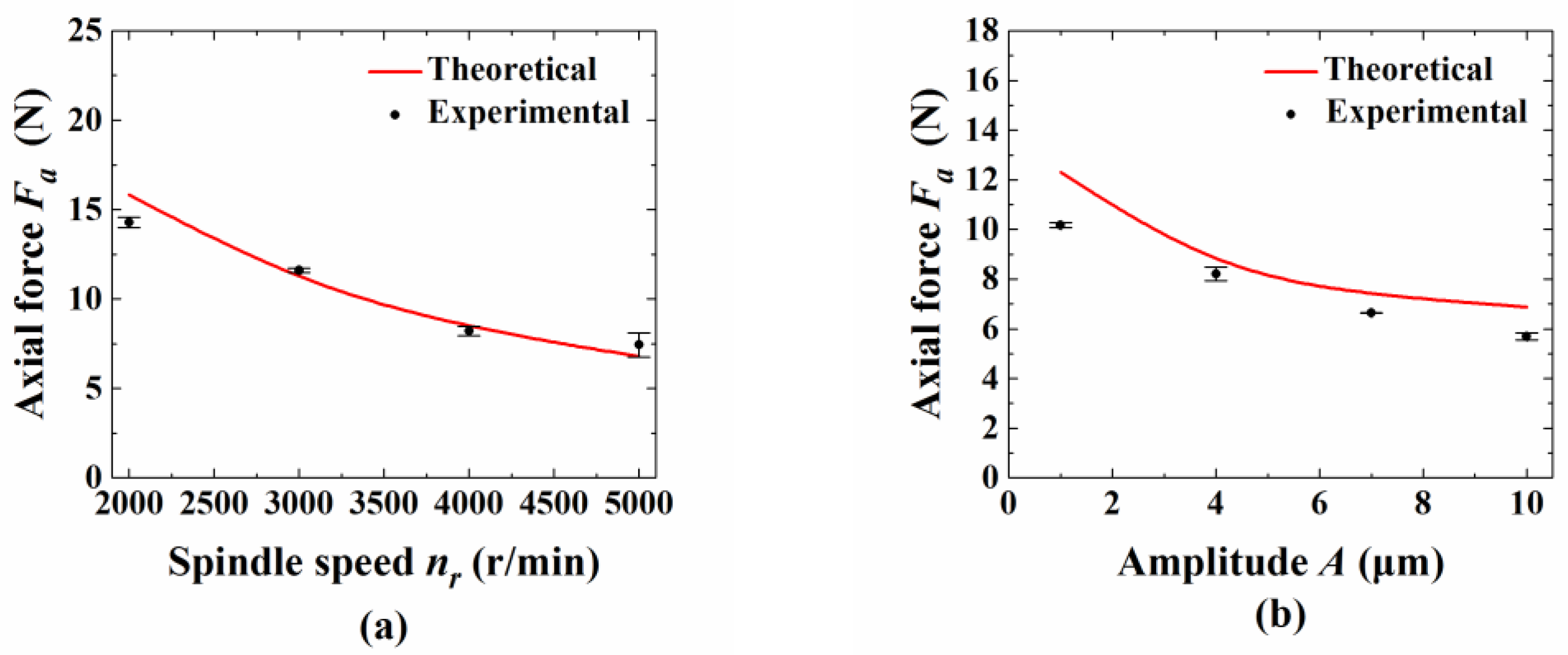
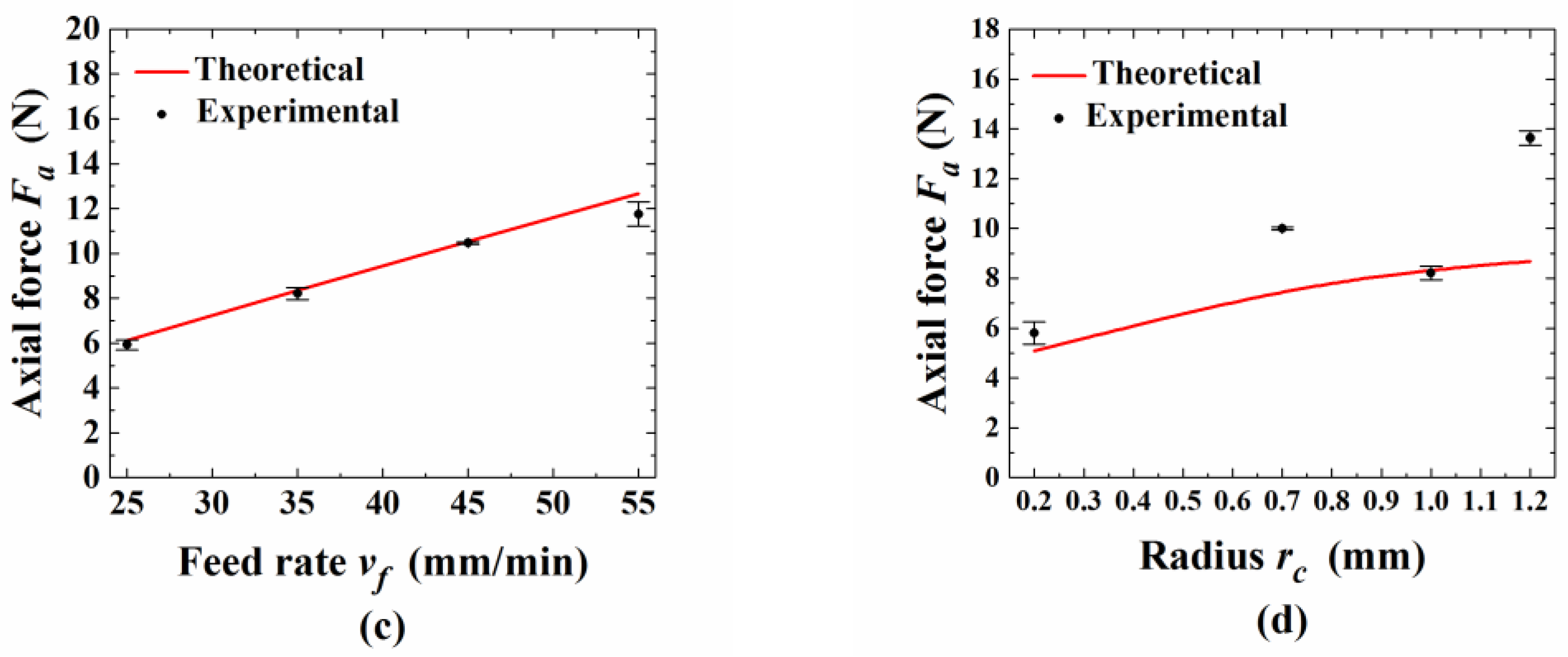
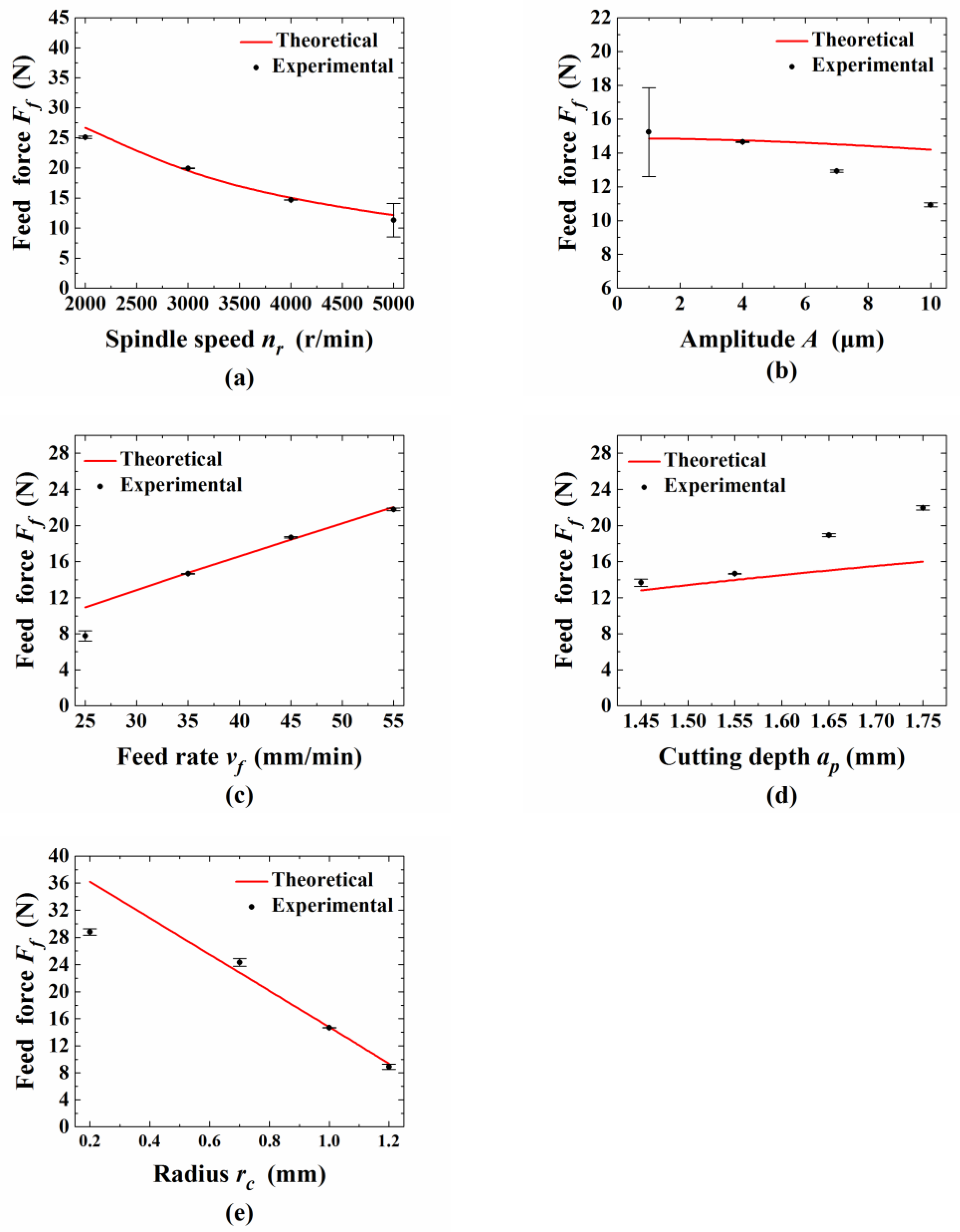
4. Model Prediction and Experimental Verification
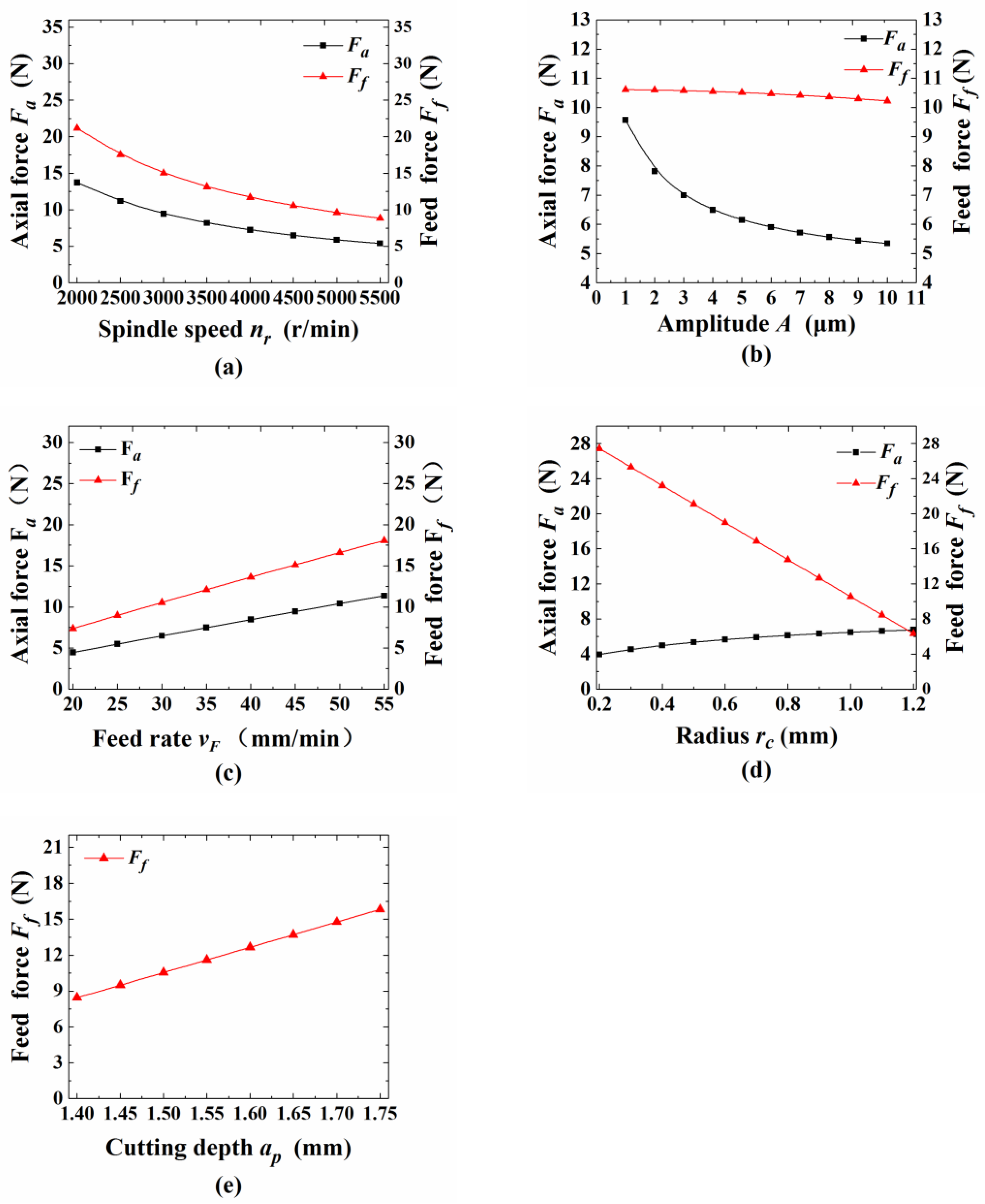
4.1. Model Prediction
4.2. Experimental Verification
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kang, R.; Ma, F.; Dong, Z.; Guo, D. Ultrasonic assisted machining of difficult-to-cut material. Aeron. Manuf. Technol. 2012, 16, 44–49. [Google Scholar] [CrossRef]
- Feucht, F.; Ketelaer, J.; Wolff, A.; Mori, M.; Fujishima, M. Latest machining technologies of hard-to-cut materials by ultrasonic machine tool. In Proceedings of the 6th CIRP International Conference on High Performance Cutting, Berkeley, CA, USA, 23–25 June 2014. [Google Scholar] [CrossRef] [Green Version]
- Thoe, T.B.; Aspinwall, D.K.; Wise, M.L.H. Review on ultrasonic machining. Int. J. Mach. Tools Manuf. 1998, 28, 239–255. [Google Scholar] [CrossRef]
- Pei, Z.J.; Ferreira, P.M. An experimental investigation of rotary ultrasonic face milling. Int. J. Mach. Tools Manuf. 1999, 39, 1327–1344. [Google Scholar] [CrossRef]
- Mahaddalkar, P.M.; Miller, M.H. Force and thermal effects in vibration-assisted grinding. Int. J. Adv. Manuf. Technol. 2014, 71, 1117–1122. [Google Scholar] [CrossRef]
- Yan, Y.; Zhang, Y.; Zhao, B.; Liu, J. Surface Formation and Damage Mechanisms of Nano-ZrO2 Ceramics under Axial Ultrasonic-Assisted Grinding. J. Mech. Sci. Technol. 2021, 35, 1187–1197. [Google Scholar] [CrossRef]
- Wu, B.; Zhao, B.; Ding, W.; Su, H. Investigation of the Wear Characteristics of Microcrystal Alumina Abrasive Wheels during the Ultrasonic Vibration-Assisted Grinding of PTMCs. Wear 2021, 427, 203844. [Google Scholar] [CrossRef]
- Geng, D.; Zhang, D.; Xu, Y.; He, F.; Liu, D.; Duan, Z. Rotary ultrasonic elliptical machining for side milling of CFRP: Tool performance and surface integrity. Ultrasonics 2015, 59, 128–137. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, C.; Feng, P.; Zhang, J. A model for prediction of subsurface damage in rotary ultrasonic face milling of optical k9 glass. Int. J. Adv. Manuf. Technol. 2016, 83, 347–355. [Google Scholar] [CrossRef]
- Wei, S.; Zhao, H.; Jing, J.; Liu, Y. Investigation on surface micro-crack evaluation of engineering ceramics by rotary ultrasonic grinding machining. Int. J. Adv. Manuf. Technol. 2015, 81, 483–492. [Google Scholar] [CrossRef]
- Li, W.; Wang, Y.; Fan, S.; Xu, J. Wear of diamond grinding wheels and material removal rate of silicon nitrides under different machining conditions. Mater. Lett. 2007, 61, 54–58. [Google Scholar] [CrossRef]
- Kai, D.; Fu, Y.; Su, H.; Gong, X.; Wu, K. Wear of diamond grinding wheel in ultrasonic vibration-assisted grinding of silicon carbide. Int. J. Adv. Manuf. Technol. 2014, 71, 1929–1938. [Google Scholar] [CrossRef]
- Bertsche, K.; Ehmann, K.; Malukhin, K. Ultrasonic slot machining of a silicon carbide matrix composite. Int. J. Adv. Manuf. Technol. 2013, 66, 1119–1134. [Google Scholar] [CrossRef]
- Pei, Z.; Khanna, N.; Ferreira, P. Rotary ultrasonic machining of structural ceramics-a review. Ceram. Eng. Sci. Proc. 1995, 16, 259–278. [Google Scholar]
- Pei, Z.; Prabhakar, D.; Ferreira, P.; Haselkorn, M. A mechanistic approach to the prediction of material removal rates in rotary ultrasonic machining. J. Eng. Ind. 1995, 117, 142–151. [Google Scholar] [CrossRef] [Green Version]
- Lee, T.; Chan, C. Mechanism of the ultrasonic machining of ceramic composites. J. Mater. Process. Tech. 1997, 71, 195–201. [Google Scholar] [CrossRef]
- Pei, Z.; Ferreira, P. Modeling of ductile-mode material removal in rotary ultrasonic machining. Int. J. Mach. Tools Manuf. 1998, 38, 1399–1418. [Google Scholar] [CrossRef]
- Li, C.; Zhang, F.; Meng, B.; Liu, L.; Rao, X. Material removal mechanism and grinding force modelling of ultrasonic vibration assisted grinding for SiC ceramics. Ceram. Int. 2016, 43, 2981–2993. [Google Scholar] [CrossRef]
- Pereverzev, P.P.; Pimenov, D.Y. A Grinding Force Model Allowing for Dulling of Abrasive Wheel Cutting Grains in Plunge Cylindrical Grinding. J. Frict. Wear 2016, 37, 60–65. [Google Scholar] [CrossRef]
- Na, Q.; Pei, Z.; Treadwell, C.; Guo, D. Physics-based predictive cutting force model in ultrasonic-vibration-assisted grinding for titanium drilling. J. Manuf. Sci. Eng. 2009, 131, 041011. [Google Scholar] [CrossRef]
- Liu, D.; Cong, W.; Pei, Z.; Tang, Y. A cutting force model for rotary ultrasonic machining of brittle materials. Int. J. Mach. Tools Manuf. 2012, 52, 77–84. [Google Scholar] [CrossRef] [Green Version]
- Cong, W.; Pei, Z.; Sun, X.; Zhang, C. Rotary ultrasonic machining of CFRP: A mechanistic predictive model for cutting force. Ultrasonics 2014, 54, 663–675. [Google Scholar] [CrossRef]
- Wu, C.; Li, B.; Yang, J.; Liang, S.Y. Prediction of Grinding Force for Brittle Materials Considering Co-Existing of Ductility and Brittleness. Int. J. Adv. Manuf. Technol. 2016, 87, 1967–1975. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, F.; Luo, X.; Guo, X.; Cai, Y.; Chang, W.; Sun, J. A New Grinding Force Model for Micro Grinding RB-SiC Ceramic with Grinding Wheel Topography as an Input. Micromachines 2018, 9, 368. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Zhang, J.; Feng, P. Mathematical model for cutting force in rotary ultrasonic face milling of brittle materials. Int. J. Adv. Manuf. Technol. 2013, 69, 161–170. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, Y.; Lin, B. Research on the system matching model in ultrasonic vibration-assisted grinding. Int. J. Adv. Manuf. Technol. 2013, 70, 449–458. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, B.; Wang, S.; Cao, X. Study on the system matching of ultrasonic vibration assisted grinding for hard and brittle materials processing. Int. J. Mach. Tools Manuf. 2014, 77, 66–73. [Google Scholar] [CrossRef]
- Xiao, X.; Zheng, K.; Liao, W. Theoretical model for cutting force in rotary ultrasonic milling of dental zirconia ceramics. Int. J. Adv. Manuf. Technol. 2014, 75, 1263–1277. [Google Scholar] [CrossRef]
- Li, Z.; Cai, L.; Pei, Z.; Treadwell, C. Edge-chipping reduction in rotary ultrasonic machining of ceramics: Finite element analysis and experimental verification. Int. J. Mach. Tools Manuf. 2006, 46, 1469–1477. [Google Scholar] [CrossRef] [Green Version]
- Yue, J.; Liu, W.; Pei, Z.; Xin, X.; Treadwell, C. Study on edge chipping in rotary ultrasonic machining of ceramics: An integration of designed experiments and finite element method analysis. J. Manuf. Sci. Eng. 2005, 127, 752–758. [Google Scholar] [CrossRef]
- Cao, Y. Failure analysis of exit edges in ceramic machining using finite element analysis. Eng. Fail. Anal. 2001, 8, 325–338. [Google Scholar] [CrossRef]
- Lawn, B.; Evans, A.; Marshall, D. Elastic/plastic indentation damage in ceramics: The median/radial crack system. J. Am. Ceram. Soc. 1980, 63, 574–580. [Google Scholar] [CrossRef]
- Anstis, G.; Chantikul, P.; Lawn, B.; Marshall, D. A critical evaluation of indentation techniques for measuring fracture toughness. 1. direct crack measurements. J. Am. Ceram. Soc. 1981, 64, 533–538. [Google Scholar] [CrossRef]
- Marshall, D.; Lawn, B.; Evans, A. Elastic/plastic indentation damage in ceramics-the lateral crack system. J. Am. Ceram. Soc. 1982, 65, 561–566. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbols | Definitions | Unit |
|---|---|---|
| A | Vibration amplitude | m |
| Ri | Inner radius of the tool | m |
| Ro | Outer radius of the tool | m |
| rc | Radius of the transition fillet | m |
| νF | Feed rate | m/s |
| ap | Cutting depth | m |
| f | Ultrasonic vibration frequency | Hz |
| nr | Rotation speed of the tool | r/min |
| KIC | Fracture toughness | Pa·m1/2 |
| E | Elastic modulus | Pa |
| HV | Hardness | Pa |
| he | Protrusive height of the abrasive grains | m |
| Property | Value |
|---|---|
| Modulus of elasticity E (GPa) | 85.9 |
| Fracture toughness KIC (MPa·m1/2) | 0.8 |
| Hardness H (GPa) | 7.2 |
| Poisson’s ratio ν | Data |
| Group | nr (r/min) | A (μm) | vF (mm/min) | ap (mm) | rc (mm) |
|---|---|---|---|---|---|
| 1 | 2000, 2500, 3500, 4500 | 4 | 30 | 1.5 | 1 |
| 2 | 4500 | 1, 4, 7, 10 | 30 | 1.5 | 1 |
| 3 | 4500 | 4 | 20, 30, 40, 50 | 1.5 | 1 |
| 4 | 4500 | 4 | 30 | 1.4, 1.5, 1.6, 1.7 | 1 |
| 5 | 4500 | 4 | 30 | 1.5 | 0.2, 0.7, 1, 1.2 |
| Group | nr (r/min) | A (μm) | vF (mm/min) | ap (mm) | rc (mm) |
|---|---|---|---|---|---|
| 1 | 2000, 3000, 4000, 5000 | 4 | 35 | 1.55 | 1 |
| 2 | 4000 | 1, 4, 7, 10 | 35 | 1.55 | 1 |
| 3 | 4000 | 4 | 25, 35, 45, 55 | 1.55 | 1 |
| 4 | 4000 | 4 | 35 | 1.45, 1.55, 1.65, 1.75 | 1 |
| 5 | 4000 | 4 | 35 | 1.55 | 0.2, 0.7, 1, 1.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, R.; Liu, J.; Dong, Z.; Zheng, F.; Bao, Y.; Duan, J. An Improved Cutting Force Model for Ultrasonically Assisted Grinding of Hard and Brittle Materials. Appl. Sci. 2021, 11, 3888. https://doi.org/10.3390/app11093888
Kang R, Liu J, Dong Z, Zheng F, Bao Y, Duan J. An Improved Cutting Force Model for Ultrasonically Assisted Grinding of Hard and Brittle Materials. Applied Sciences. 2021; 11(9):3888. https://doi.org/10.3390/app11093888
Chicago/Turabian StyleKang, Renke, Jinting Liu, Zhigang Dong, Feifei Zheng, Yan Bao, and Jiadong Duan. 2021. "An Improved Cutting Force Model for Ultrasonically Assisted Grinding of Hard and Brittle Materials" Applied Sciences 11, no. 9: 3888. https://doi.org/10.3390/app11093888
APA StyleKang, R., Liu, J., Dong, Z., Zheng, F., Bao, Y., & Duan, J. (2021). An Improved Cutting Force Model for Ultrasonically Assisted Grinding of Hard and Brittle Materials. Applied Sciences, 11(9), 3888. https://doi.org/10.3390/app11093888