
Numerical Investigation of the Cycling Loading Behavior of 3D-Printed Poly-Lactic Acid (PLA) Cylindrical Lightweight Samples during Compression Testing



Abstract
:1. Introduction
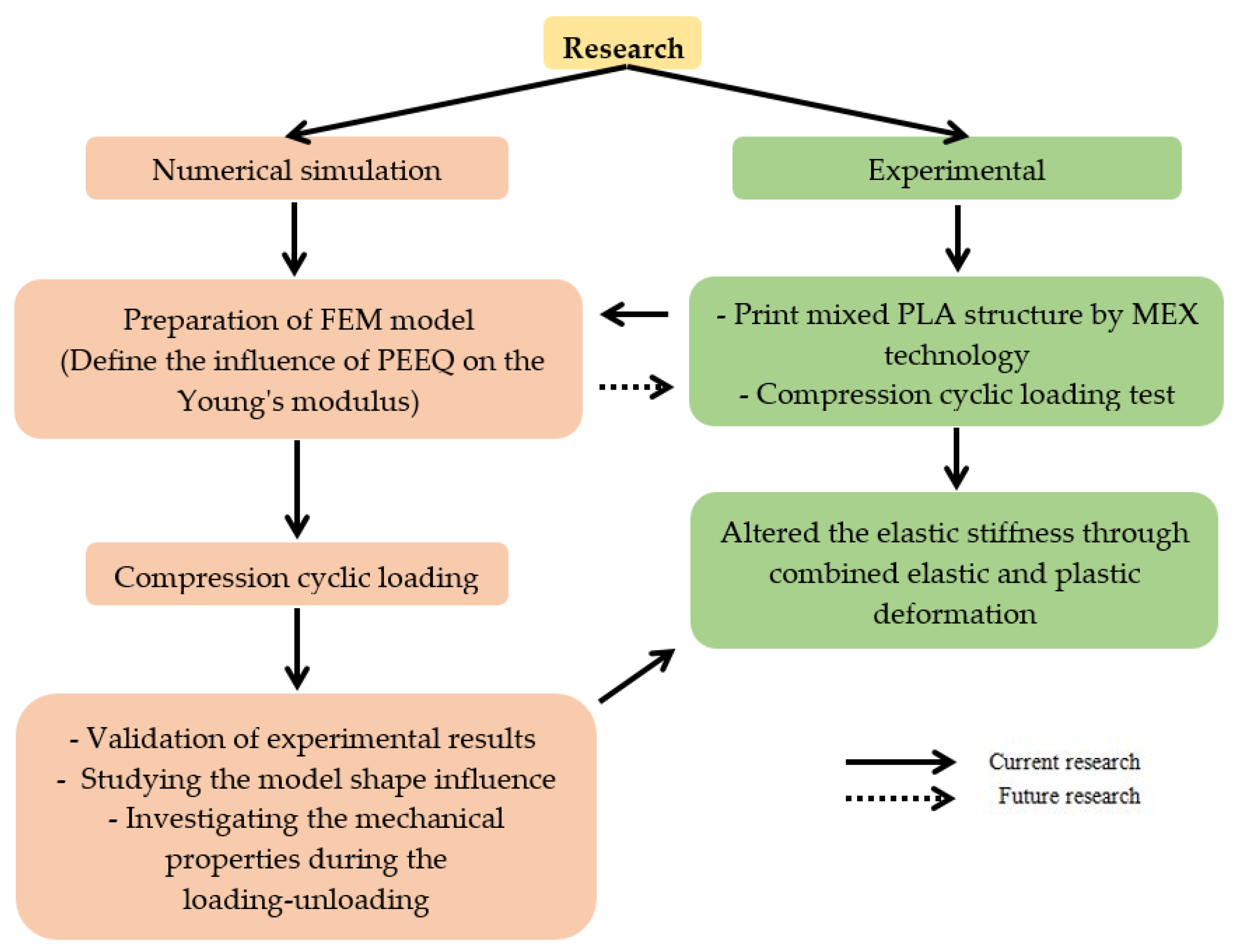
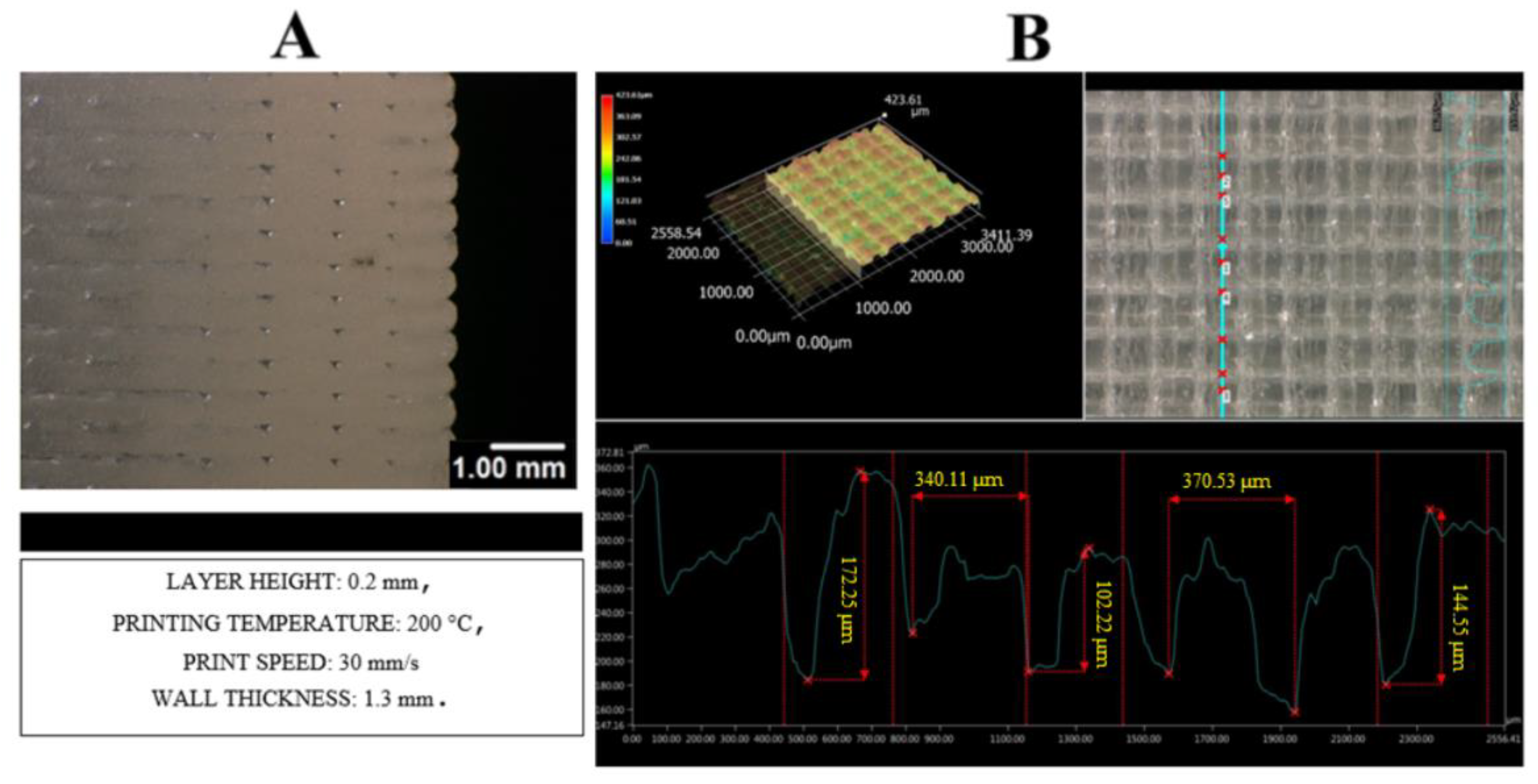
2. Materials and Methods
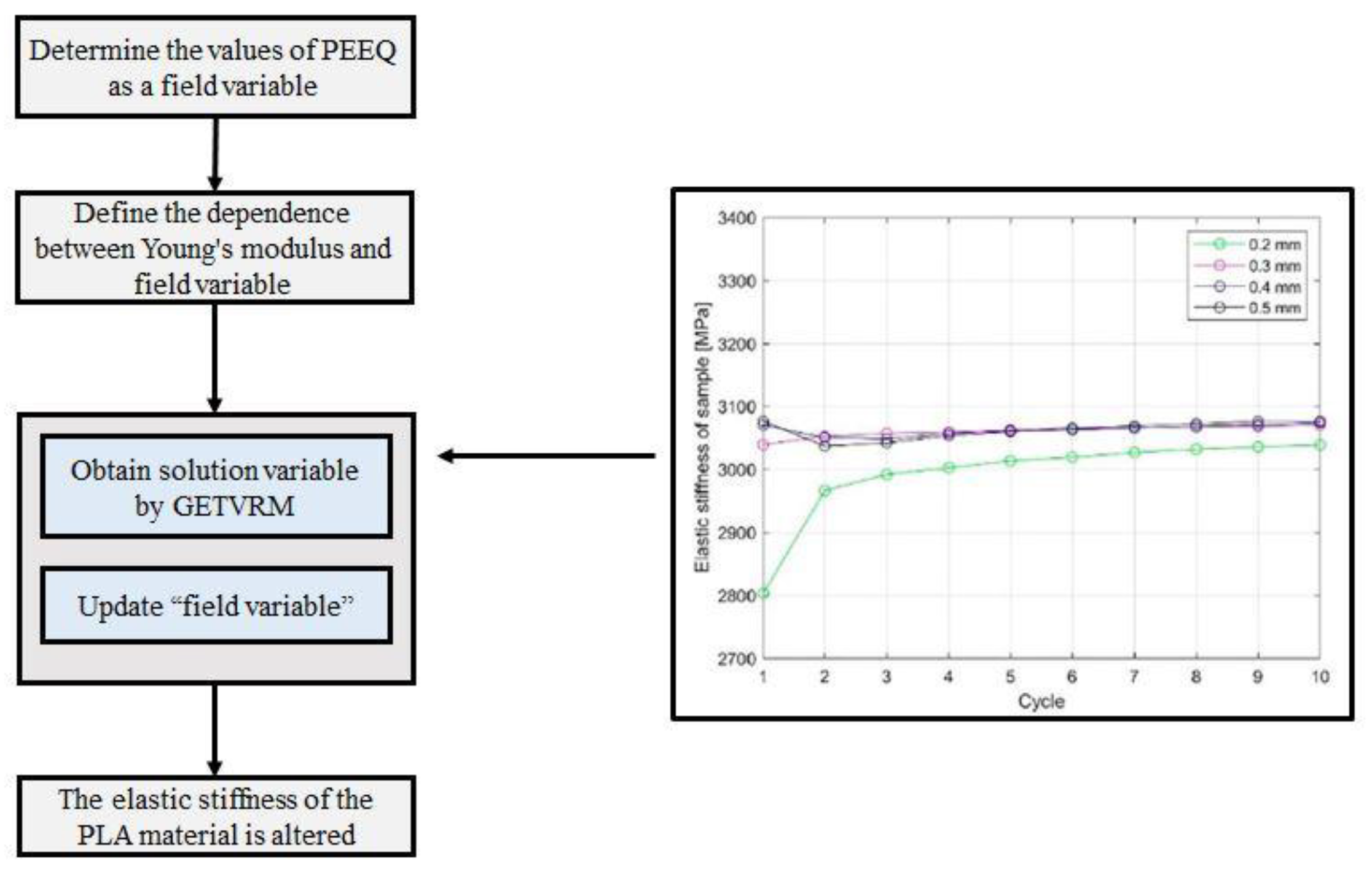
2.1. Equivalent Strain Approach
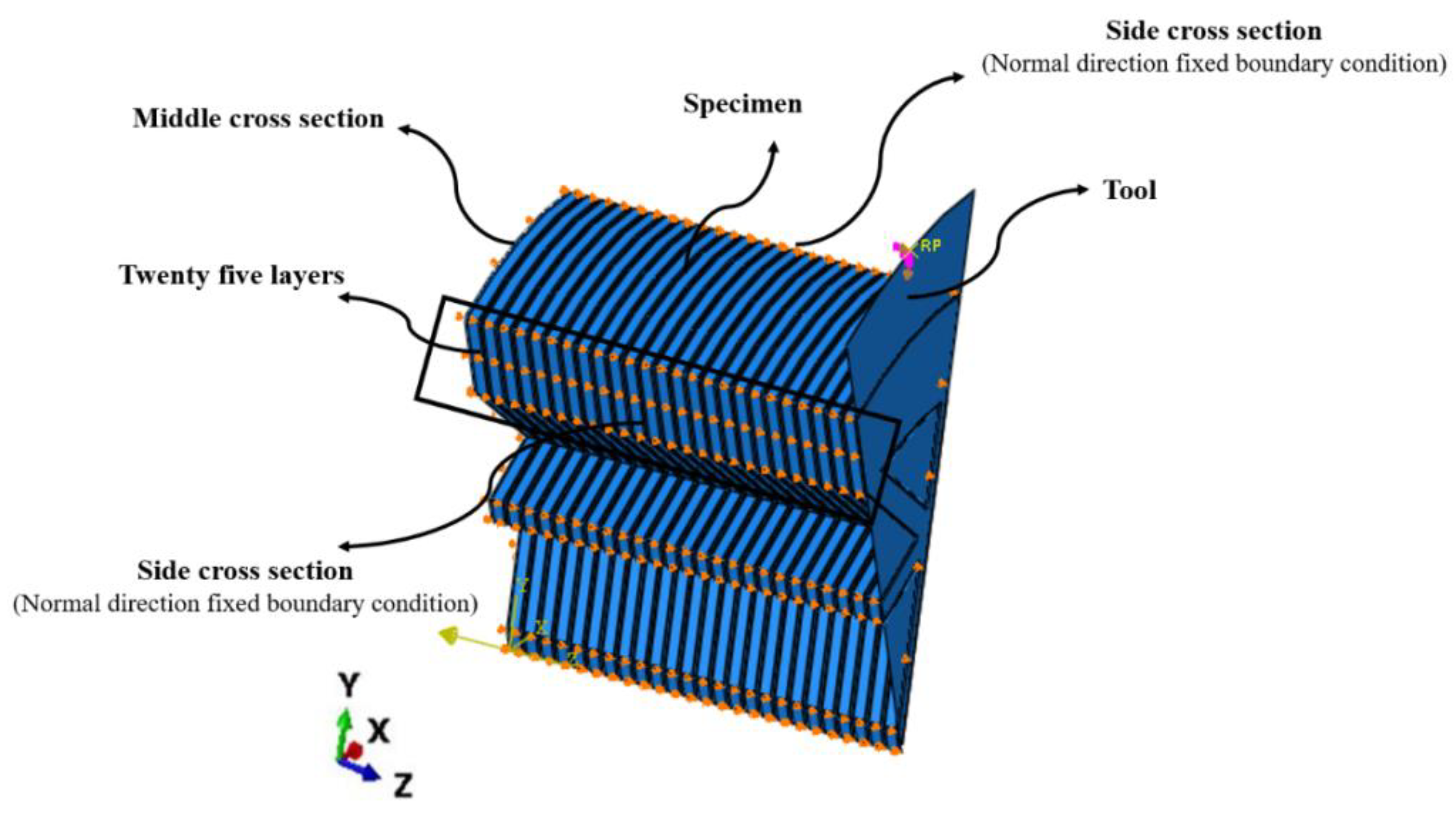
2.2. Numerical Simulation
3. Results and Discussion
3.1. Comparison of Numerical Simulation and Experimental Results
3.2. Model Shape Influence on Simulation Results
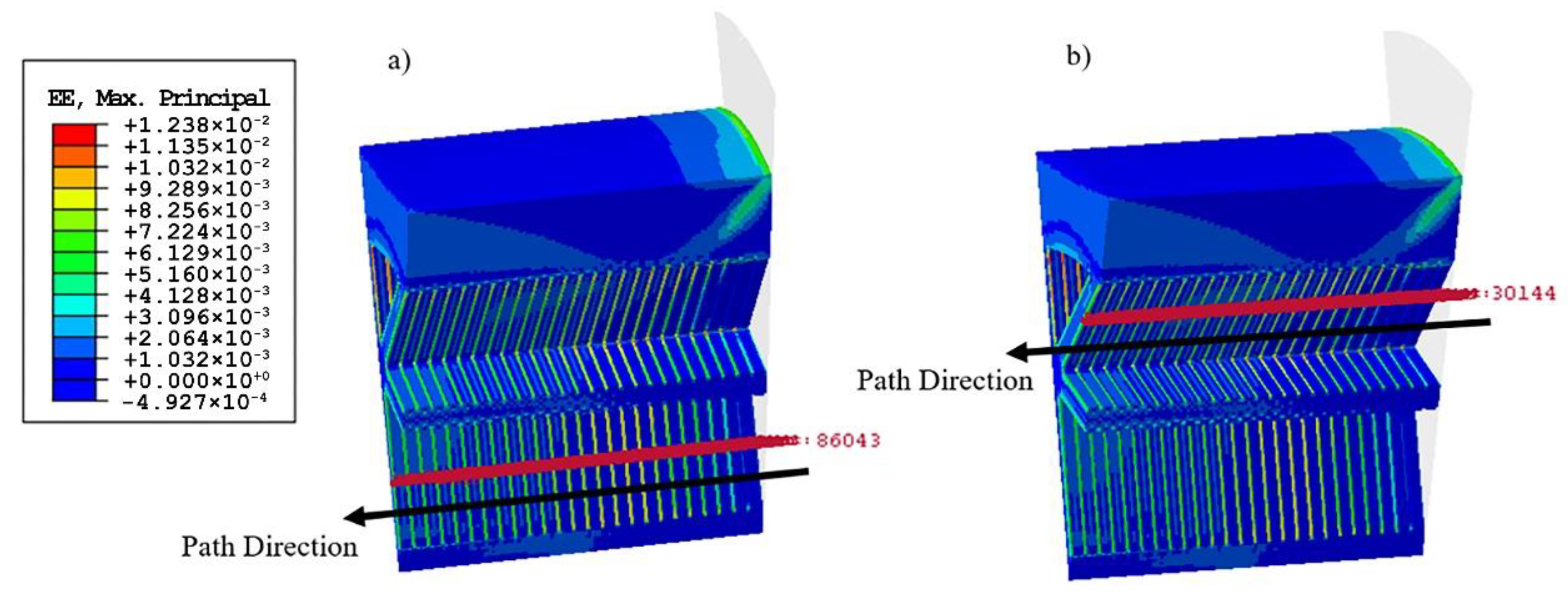
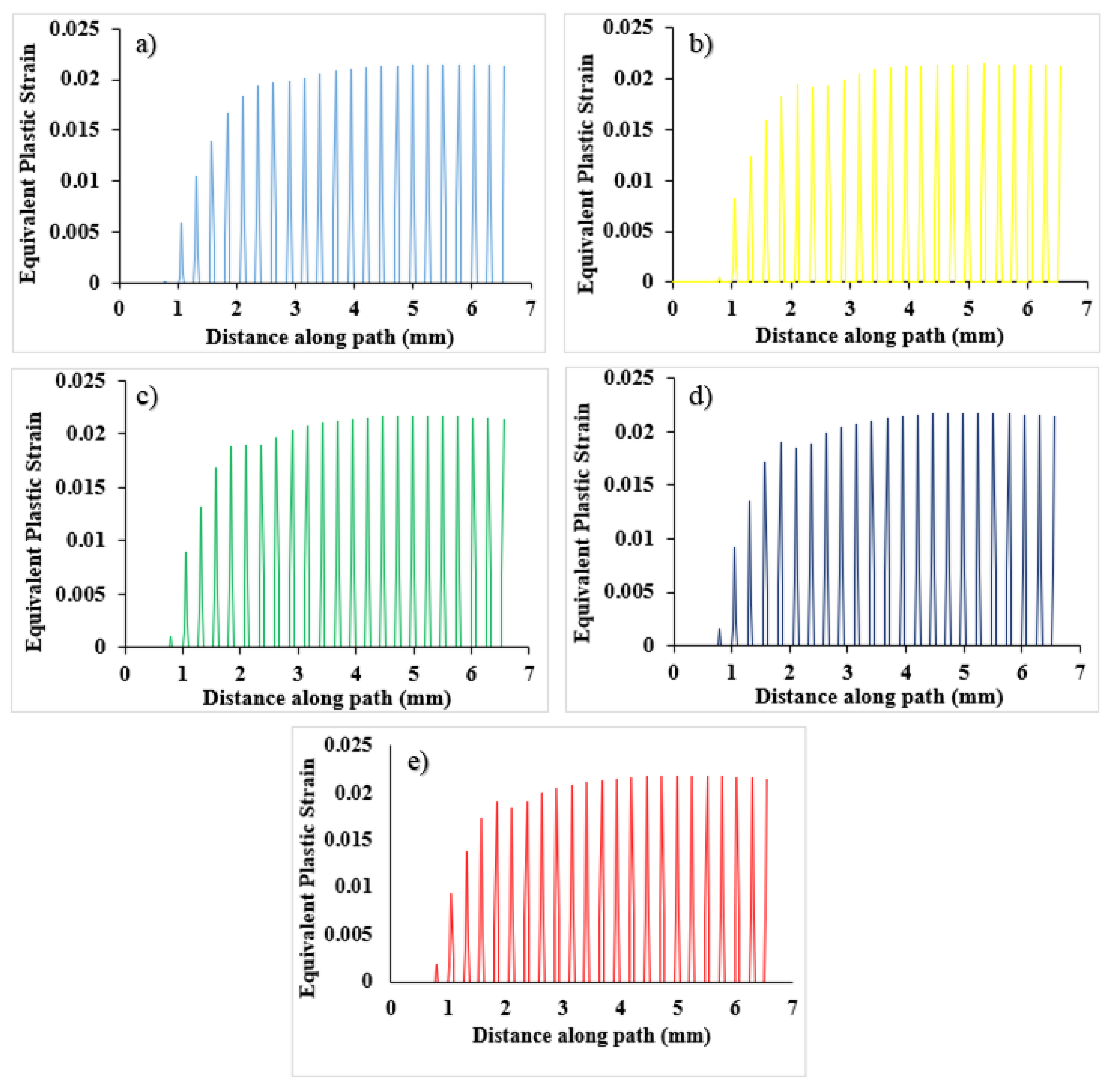
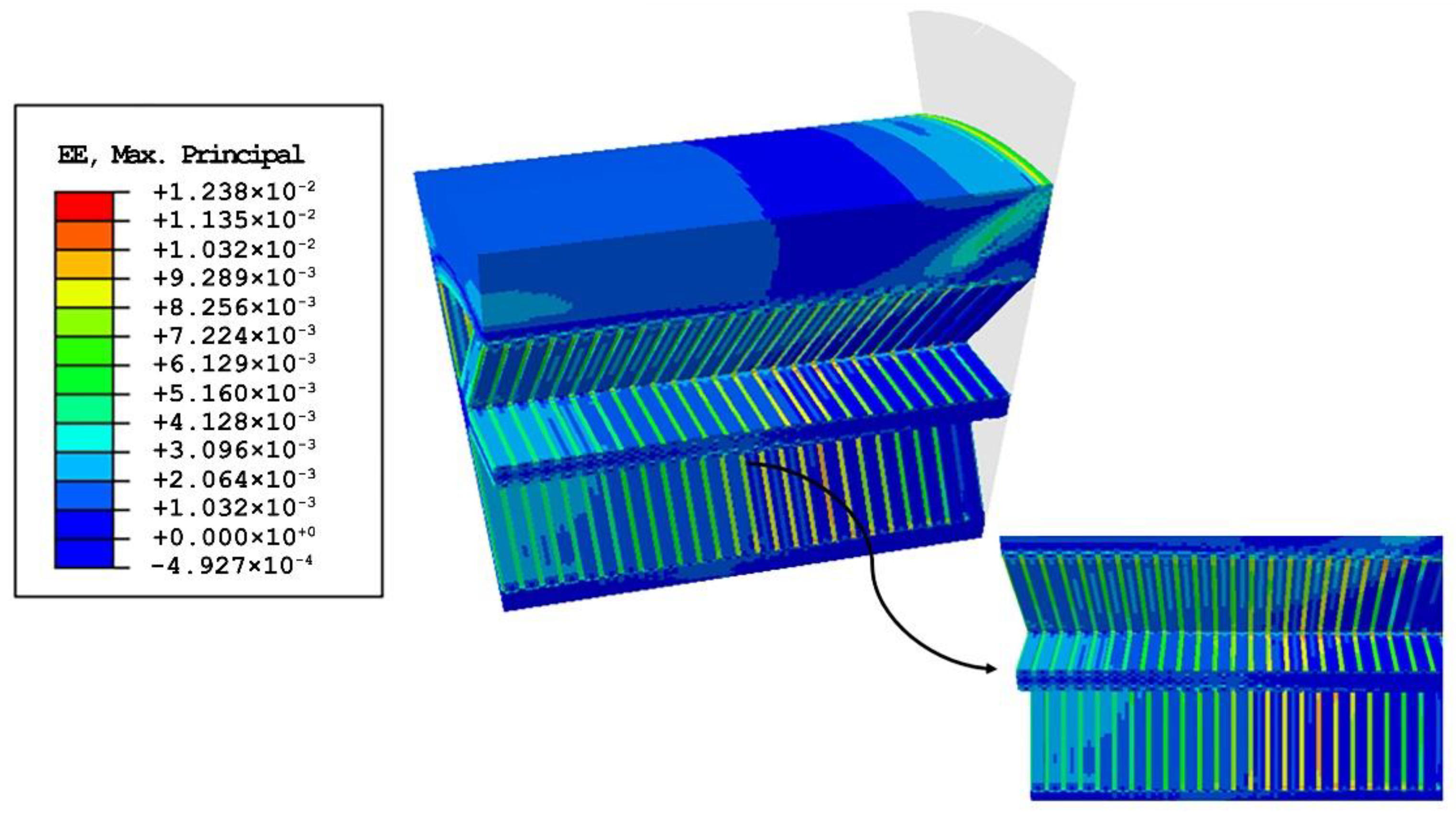
3.3. Simulation Results along a Specific Path
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Åkerlund, E. Development of polymer based composite filaments for 3d printing. In Teknisk Naturvetenskaplig Fakultet UTH-Enheten; Uppsala Universitet: Uppsala, Sweden, 2019; ISSN 1650-8297. [Google Scholar]
- Tappa, K.; Jammalamadaka, U. Novel biomaterials used in medical 3D printing techniques. J. Funct. Biomater 2018, 9, 17. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gebisa, A.W.; Lemu, H.G. Investigating effects of Fused-deposition modeling (FDM) processing parameters on flexural properties of ULTEM 9085 using designed experiment. Materials 2018, 11, 500. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dezaki, M.L.; Ariffin, M.K.A.M.; Serjouei, A.; Zolfagharian, A.; Hatami, S.; Bodaghi, M. Influence of infill patterns generated by cad and fdm 3d printer on surface roughness and tensile strength properties. Appl. Sci 2021, 11, 7272. [Google Scholar] [CrossRef]
- Mercado-Colmenero, J.M.; Rubio-Paramio, M.A.; la Rubia, M.D.; Lozano-Arjona, D.; Martin-Doñate, C. A numerical and experimental study of the compression uniaxial properties of PLA manufactured with FDM technology based on product specifications. Int. J. Adv. Manuf. Technol. 2019, 103, 1893–1909. [Google Scholar] [CrossRef]
- Primo, T.; Calabrese, M.; del Prete, A.; Anglani, A. Additive manufacturing integration with topology optimization methodology for innovative product design. Int. J. Adv. Manuf. Technol. 2017, 93, 467–479. [Google Scholar] [CrossRef]
- Mercado-Colmenero, J.M.; Muriana, J.A.M.; Rubio-Paramio, M.A.; Martín-Doñate, C. An automated manufacturing analysis of plastic parts using faceted surfaces. In Lecture Notes in Mechanical Engineering, Proceedings of the International Joint Conference on Mechanics, Design Engineering & Advanced Manufacturing (JCM 2016), Catania, Italy, 14–16 September 2016; Springer: Cham, Switzerland, 2017; pp. 119–128. [Google Scholar] [CrossRef]
- Leary, M.; Merli, L.; Torti, F.; Mazur, M.; Brandt, M. Optimal topology for additive manufacture: A method for enabling additive manufacture of support-free optimal structures. Mater. Des. 2014, 63, 678–690. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef] [Green Version]
- Martini, M.; Scaccia, M.; Marchello, G.; Abidi, H.; D’Imperio, M.; Cannella, F. An Outline of Fused Deposition Modeling: System Models and Control Strategies. Appl. Sci. 2022, 12, 5400. [Google Scholar] [CrossRef]
- Mohseni, M.; Hutmacher, D.W.; Castro, N.J. Independent evaluation of medical-grade bioresorbable filaments for fused deposition modelling/fused filament fabrication of tissue engineered constructs. Polymers 2018, 10, 40. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Mercado-Colmenero, J.M.; Rubio-Paramio, M.A.; Guerrero-Villar, F.; Martin-Doñate, C. A numerical and experimental study of a new Savonius wind rotor adaptation based on product design requirements. Energy Convers. Manag. 2018, 158, 210–234. [Google Scholar] [CrossRef]
- Zhai, Y.; Lados, D.A.; Lagoy, J.L. Additive Manufacturing: Making imagination the major Limitation. JOM 2014, 66, 808–816. [Google Scholar] [CrossRef] [Green Version]
- Mansour, S.; Hague, R. Impact of rapid manufacturing on design for manufacture for injection moulding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 453–461. [Google Scholar] [CrossRef] [Green Version]
- Kanani, A.Y.; Rennie, A.E.W. Additively manufactured foamed polylactic acid for lightweight structures. Rapid Prototyp. J. 2022; ahead-of-print. [Google Scholar] [CrossRef]
- Perween, S.; Fahad, M.; Khan, M.A. Systematic experimental evaluation of function based cellular lattice structure manufactured by 3d printing. Appl. Sci. 2021, 11, 10489. [Google Scholar] [CrossRef]
- Torres, J.; Cotelo, J.; Karl, J.; Gordon, A.P. Mechanical property optimization of FDM PLA in shear with multiple objectives. JOM 2015, 67, 1183–1193. [Google Scholar] [CrossRef]
- Camargo, J.C.; Machado, Á.R.; Almeida, E.C.; Silva, E.F.M.S. Mechanical properties of PLA-graphene filament for FDM 3D printing. Int. J. Adv. Manuf. Technol. 2019, 103, 2423–2443. [Google Scholar] [CrossRef]
- Equbal, A.; Equbal, M.I.; Badruddin, I.A.; Algahtani, A. A critical insight into the use of FDM for production of EDM electrode. Alexandria Eng. J. 2022, 61, 4057–4066. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Experimental investigation and empirical modelling of FDM process for compressive strength improvement. J. Adv. Res. 2012, 3, 81–90. [Google Scholar] [CrossRef] [Green Version]
- Engineering, M.; Ament, N. Technology Estimation of Electrical Conductivity of ABS and PLA Based EDM Electrode Fabricated By Using FDM 3D. Int. J. Mod. Eng. Res. 2018, 5, 332–338. [Google Scholar]
- Kim, H.-J.; Lim, S.-W.; Lee, M.-K.; Ju, S.W.; Park, S.-H.; Ahn, J.-S.; Hwang, K.-G. Which three-dimensional printing technology can replace conventional manual method of manufacturing oral appliance? A preliminary comparative study of physical and mechanical properties. Appl. Sci. 2022, 12, 130. [Google Scholar] [CrossRef]
- Wichniarek, R.; Hamrol, A.; Kuczko, W.; Górski, F.; Rogalewicz, M. ABS filament moisture compensation possibilities in the FDM process. CIRP J. Manuf. Sci. Technol. 2021, 35, 550–559. [Google Scholar] [CrossRef]
- Anitha, R.; Arunachalam, S.; Radhakrishnan, P. Critical parameters influencing the quality of prototypes in fused deposition modelling. J. Mater. Process. Technol. 2001, 118, 385–388. [Google Scholar] [CrossRef]
- Lee, B.H.; Abdullah, J.; Khan, Z.A. Optimization of rapid prototyping parameters for production of flexible ABS object. J. Mater. Process. Technol. 2005, 169, 54–61. [Google Scholar] [CrossRef]
- Croccolo, D.; de Agostinis, M.; Olmi, G. Experimental characterization and analytical modelling of the mechanical behaviour of fused deposition processed parts made of ABS-M30. Comput. Mater. Sci. 2013, 79, 506–518. [Google Scholar] [CrossRef]
- Hikmat, M.; Rostam, S.; Ahmed, Y.M. Investigation of tensile property-based Taguchi method of PLA parts fabricated by FDM 3D printing technology. Results Eng. 2021, 11, 100264. [Google Scholar] [CrossRef]
- Kumar, M.; Mohol, S.S.; Sharma, V. A computational approach from design to degradation of additively manufactured scaffold for bone tissue engineering application. Rapid Prototyp. J. 2022; ahead-of-print. [Google Scholar] [CrossRef]
- Haq, R.H.A.; Rahman, M.N.A.; Ariffin, A.M.T.; Hassan, M.F.; Yunos, M.Z.; Adzila, S. Characterization and Mechanical Analysis of PCL/PLA composites for FDM feedstock filament. IOP Conf. Ser. Mater. Sci. Eng. 2017, 226, 012038. [Google Scholar] [CrossRef]
- Ostafinska, A.; Fortelný, I.; Hodan, J.; Krejčíková, S.; Nevoralová, M.; Kredatusová, J.; Kruliš, Z.; Kotek, J.; Šlouf, M. Strong synergistic effects in PLA/PCL blends: Impact of PLA matrix viscosity. J. Mech. Behav. Biomed. Mater. 2017, 69, 229–241. [Google Scholar] [CrossRef]
- Rashed, K.; Kafi, A.; Simons, R.; Bateman, S. Fused filament fabrication of nylon 6/66 copolymer: Parametric study comparing full factorial and Taguchi design of experiments. Rapid Prototyp. J. 2022, 28, 1111–1128. [Google Scholar] [CrossRef]
- Upadhyay, K.; Dwivedi, R.; Kumar Singh, A. Determination and Comparison of the Anisotropic Strengths of Fused Deposition Modeling P400 ABS. In Advances in 3D Printing & Additive manufacturing Technologies; Wimpenny, D.I., Pandey, P.M., Kumar, L.J., Eds.; Springer: Singapore, 2017; pp. 9–28. [Google Scholar] [CrossRef]
- Domingo-Espin, M.; Puigoriol-Forcada, J.M.; Garcia-Granada, A.A.; Llumà, J.; Borros, S.; Reyes, G. Mechanical property characterization and simulation of fused deposition modeling Polycarbonate parts. Mater. Des. 2015, 83, 670–677. [Google Scholar] [CrossRef]
- Pepelnjak, T.; Karimi, A.; Maček, A.; Mole, N. Altering the elastic properties of 3D printed poly-lactic acid (PLA) parts by compressive cyclic loading. Materials 2020, 13, 4456. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, J.; Wang, Z.; Liang, W.; Zhou, L. Finite element simulation of the failure process of single fiber composites considering interface properties. Compos. Part B Eng. 2013, 45, 573–580. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, Z.; Zhou, J.; Wu, X. Experimental and numerical investigation on bolted composite joint made by vacuum assisted resin injection. Compos. Part B Eng. 2013, 45, 1620–1628. [Google Scholar] [CrossRef]
- Bles, G.; Nowacki, W.K.; Tourabi, A. Experimental study of the cyclic visco-elasto-plastic behaviour of a polyamide fibre strap. Int. J. Solids Struct. 2009, 46, 2693–2705. [Google Scholar] [CrossRef] [Green Version]
- Barkey, M.E.; Lee, Y.L. Strain-Based Multiaxial Fatigue Analysis; Elsevier Inc.: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Yu, G.-H.; Ma, G.-W.; Qiang, H.-F.; Xhang, Y.-Q. Generalized Plasticity; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Rodrigues, D.E.S.; Belinha, J.; Jorge, R.M.N.; Dinis, L. Numerical simulation of compression and tensile tests on thermoplastics: A meshless approach. J. Mater. Des. Appl. 2019, 233, 286–306. [Google Scholar] [CrossRef]
- Colby, R.B. Equivalent Plastic Strain for the Hill’s Yield Criterion under General Three-Dimensionalloading. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2013; pp. 1–45. [Google Scholar]
- Shamsaei, N.; Fatemi, A. Effect of microstructure and hardness on non-proportional cyclic hardening coefficient and predictions. Mater. Sci. Eng. A 2010, 527, 3015–3024. [Google Scholar] [CrossRef]
- Oztan, C.; Karkkainen, R.; Fittipaldi, M.; Nygren, G.; Roberson, L.; Lane, M.; Celik, E. Microstructure and mechanical properties of three dimensional-printed continuous fiber composites. J. Compos. Mater 2019, 53, 271–280. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Value |
|---|---|---|
| Density (ρ) | kg/m3 | 1240 [5] |
| Initial Young’s modulus (E) (altered with PEEQ during the simulation) | MPa | 2800 [35] |
| Poisson’s ratio (υ) | - | 0.36 |
| Yield strength (σy) | MPa | 59 |
| Number of Cycles | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Elastic stiffness in the experiment [35] (MPa) | 2800 | 2970 | 2998 | 3005 | 3015 |
| Elastic stiffness in the numerical simulation (MPa) | 2732.8 | 2936.8 | 3005.0 | 3036.5 | 3057.5 |
| Cycles Comparison | 2 → 1 | 3 → 1 | 4 → 1 | 5 → 1 |
|---|---|---|---|---|
| Percentage of elastic stiffness changes in experiment compared to the first cycle (%) | 6.1 | 7.1 | 7.3 | 7.7 |
| Percentage of elastic stiffness changes in numerical simulation compared to the first cycle (%) | 7.5 | 10 | 11.1 | 11.9 |
| Percentage difference between the experiment and numerical simulation results (%) | 1.4 | 2.9 | 3.8 | 4.2 |
| Number of Cycles | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Elastic stiffness in the geometrical simplified model (MPa) | 2818.2 | 2943.9 | 2989.1 | 3018.2 | 3039.8 |
| Elastic stiffness in the layer-by-layer model (MPa) | 2732.8 | 2936.8 | 3005.0 | 3036.5 | 3057.5 |
| Elastic stiffness in the experiment [35] (MPa) | 2800 | 2970 | 2998 | 3005 | 3015 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karimi, A.; Mole, N.; Pepelnjak, T. Numerical Investigation of the Cycling Loading Behavior of 3D-Printed Poly-Lactic Acid (PLA) Cylindrical Lightweight Samples during Compression Testing. Appl. Sci. 2022, 12, 8018. https://doi.org/10.3390/app12168018
Karimi A, Mole N, Pepelnjak T. Numerical Investigation of the Cycling Loading Behavior of 3D-Printed Poly-Lactic Acid (PLA) Cylindrical Lightweight Samples during Compression Testing. Applied Sciences. 2022; 12(16):8018. https://doi.org/10.3390/app12168018
Chicago/Turabian StyleKarimi, Ako, Nikolaj Mole, and Tomaž Pepelnjak. 2022. "Numerical Investigation of the Cycling Loading Behavior of 3D-Printed Poly-Lactic Acid (PLA) Cylindrical Lightweight Samples during Compression Testing" Applied Sciences 12, no. 16: 8018. https://doi.org/10.3390/app12168018
APA StyleKarimi, A., Mole, N., & Pepelnjak, T. (2022). Numerical Investigation of the Cycling Loading Behavior of 3D-Printed Poly-Lactic Acid (PLA) Cylindrical Lightweight Samples during Compression Testing. Applied Sciences, 12(16), 8018. https://doi.org/10.3390/app12168018