
Experimental Development of Composite Bicycle Frame

 , ,
, ,
Abstract
:1. Introduction
2. Experimental Methods
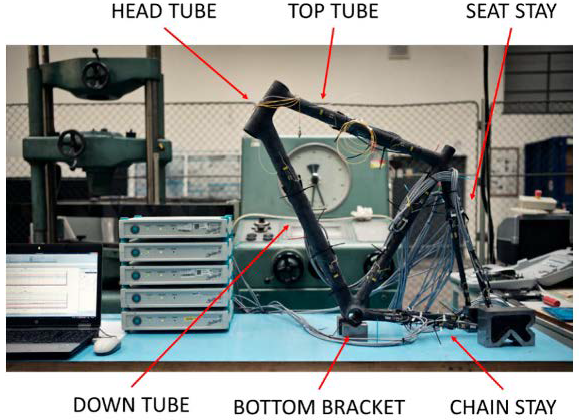
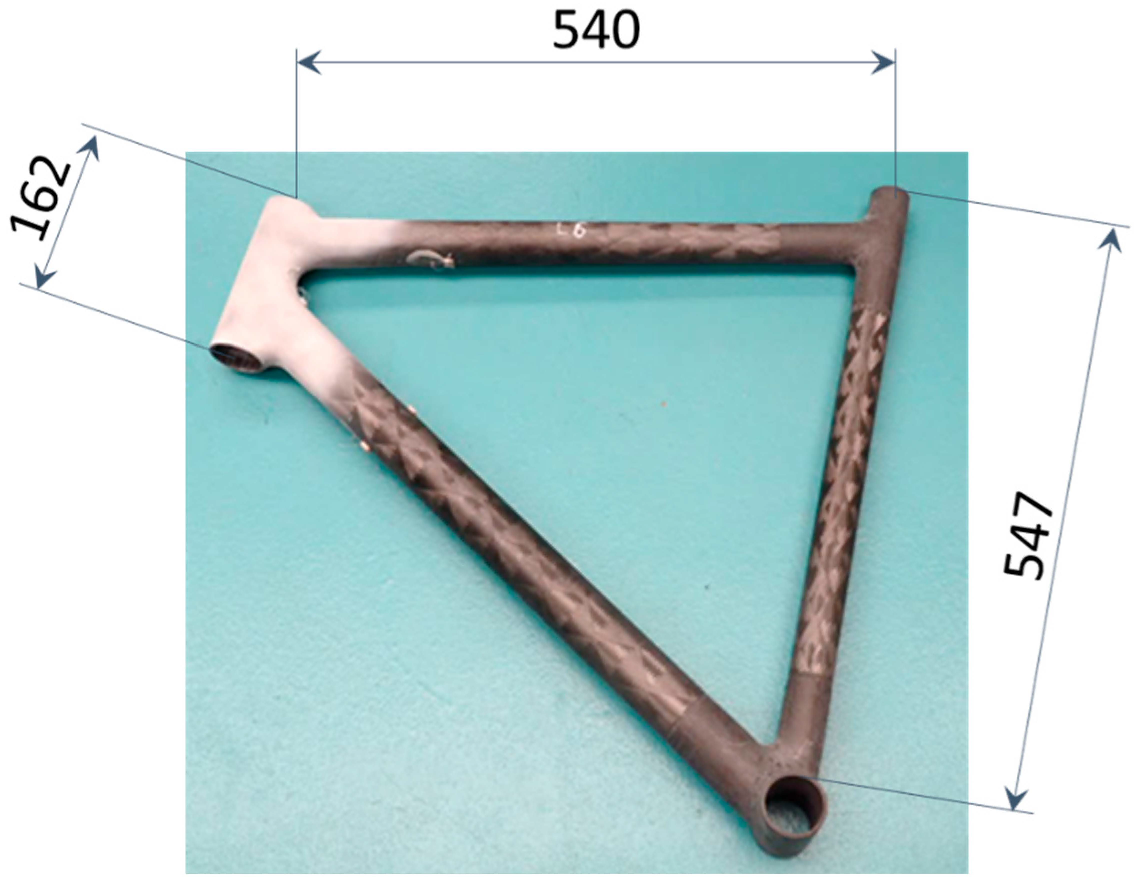
2.1. Composite Bicycle Frame Experimental Configuration
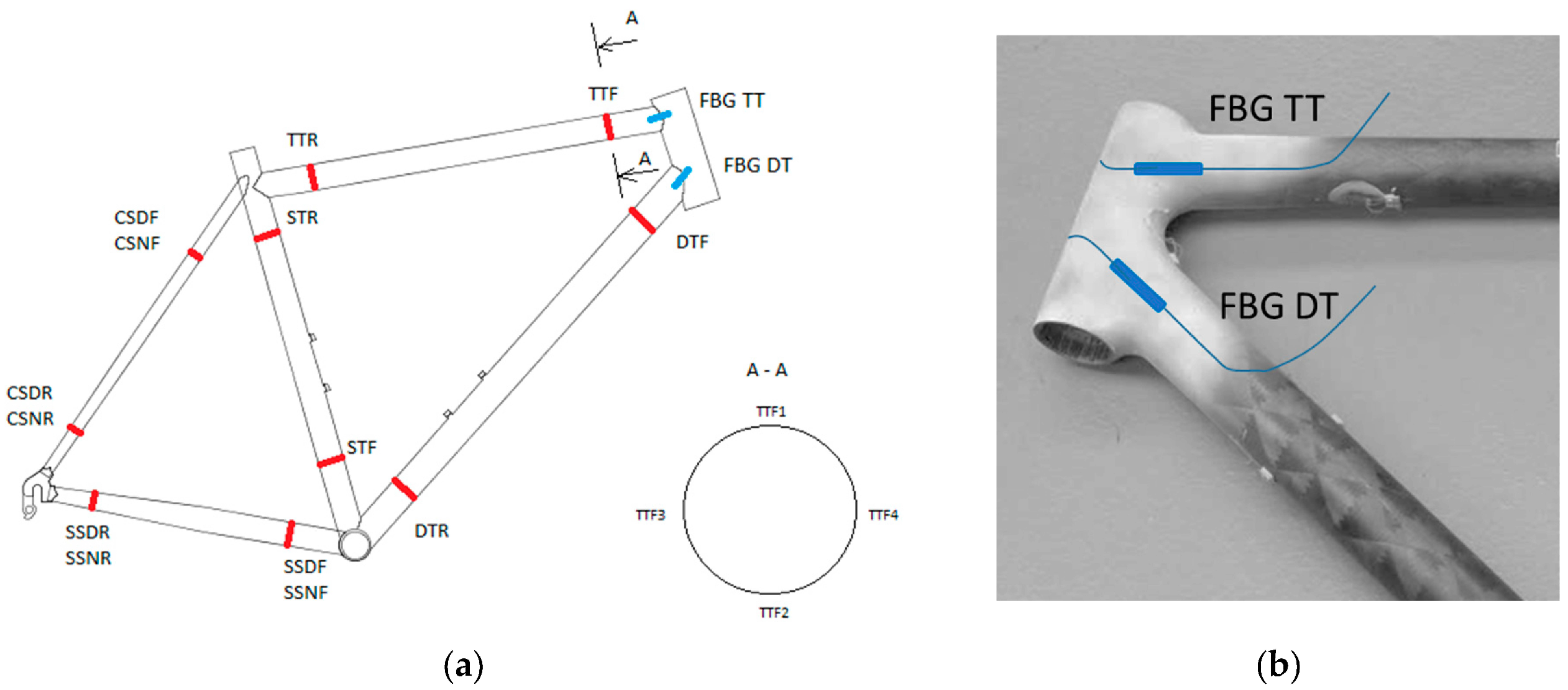
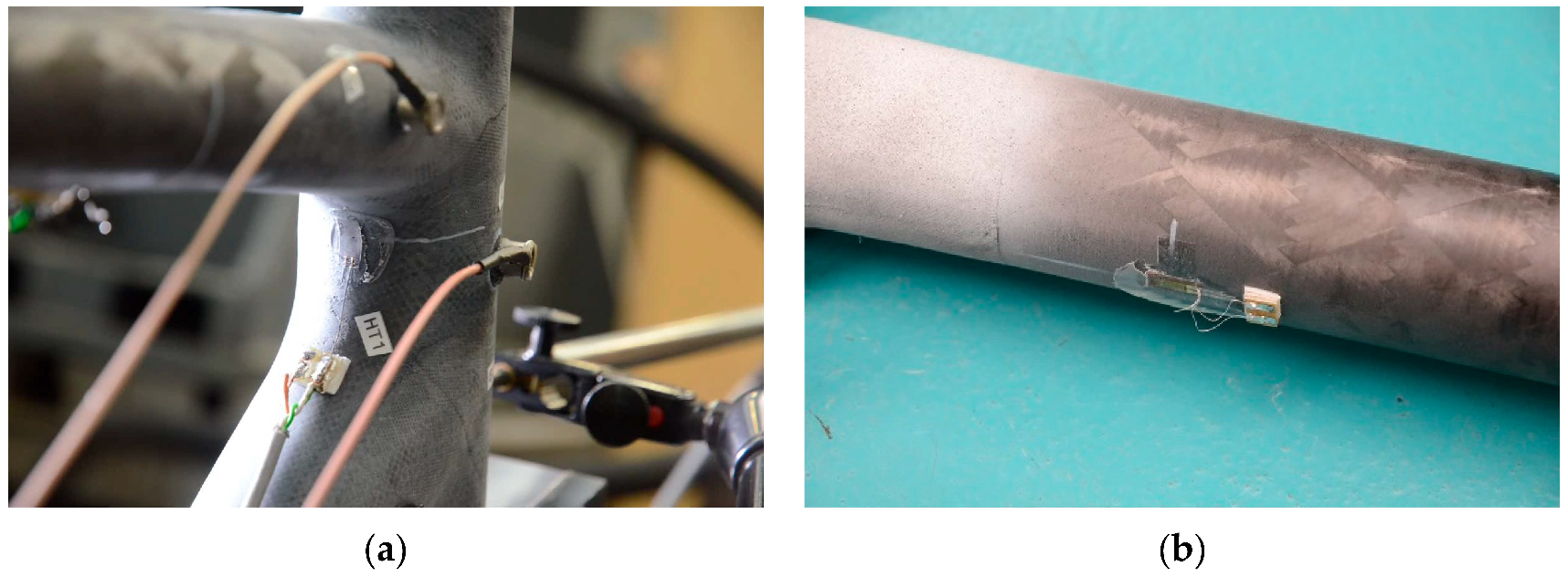
2.2. Fiber Bragg Grating Sensors
2.3. Resistive Strain Gauges
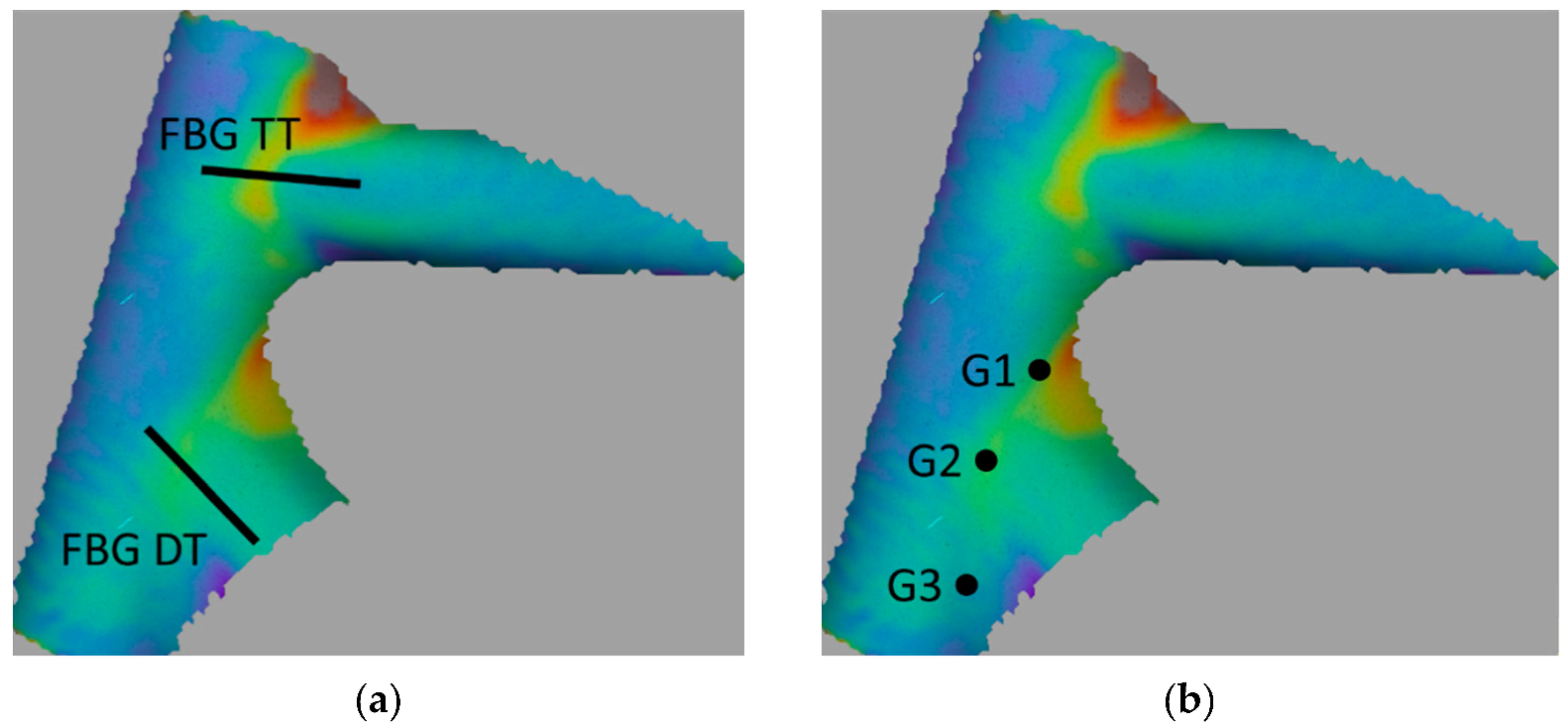
2.4. Digital Image Correlation
2.5. Acoustic Emission Method
2.6. Experimental Set-Up
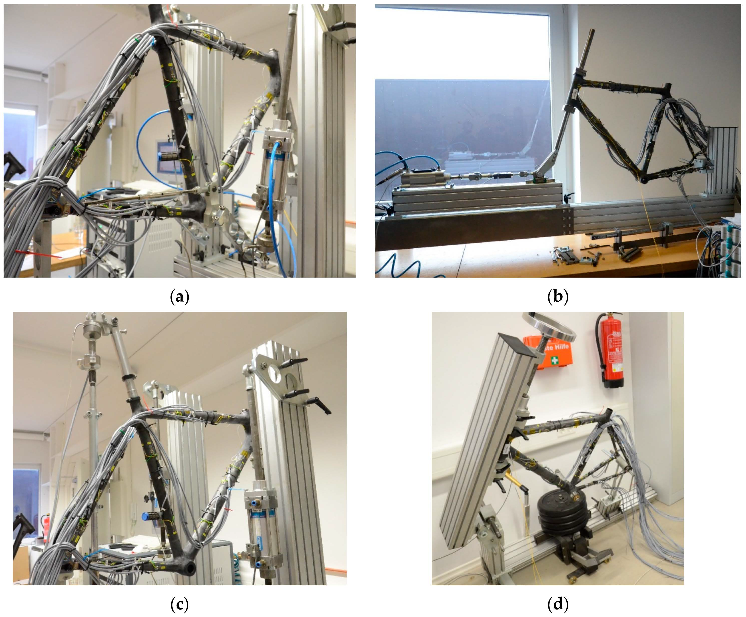
2.6.1. Standardized Load Cases
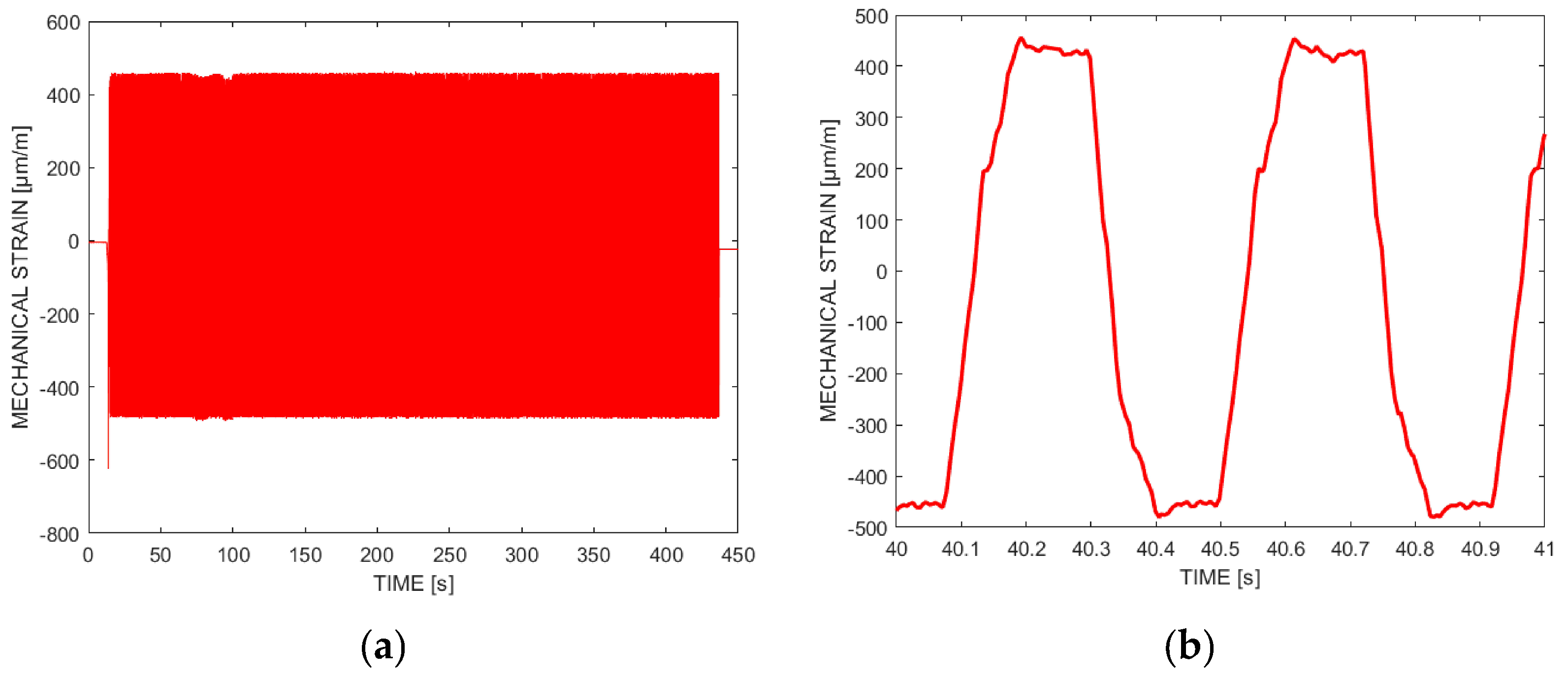
- Pedal forces (frame is attached through the rear dropouts and loaded by vertical force F = 1100 N through the right crank, load control mode, frequency of cyclic loading f = 2.5 Hz, 1000 cycles, Figure 8a);
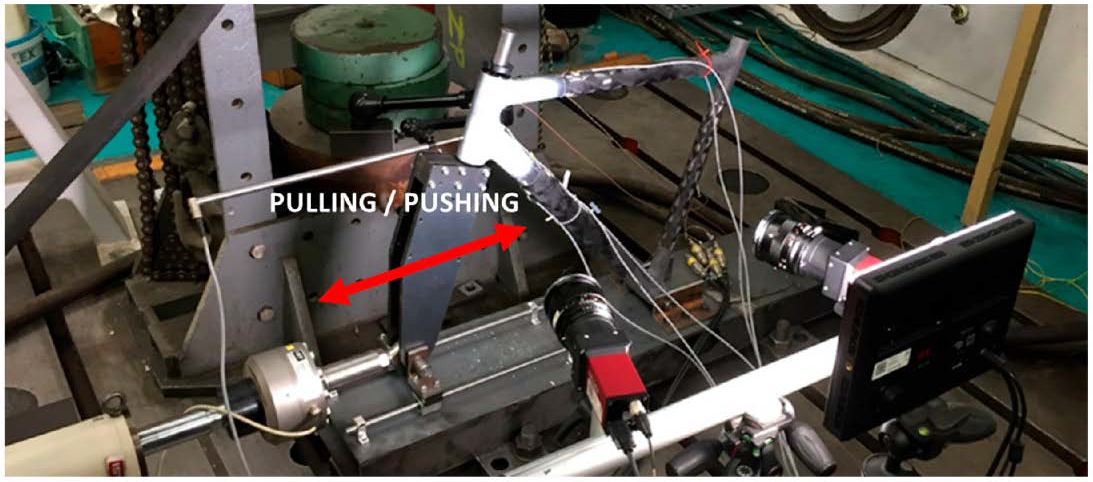
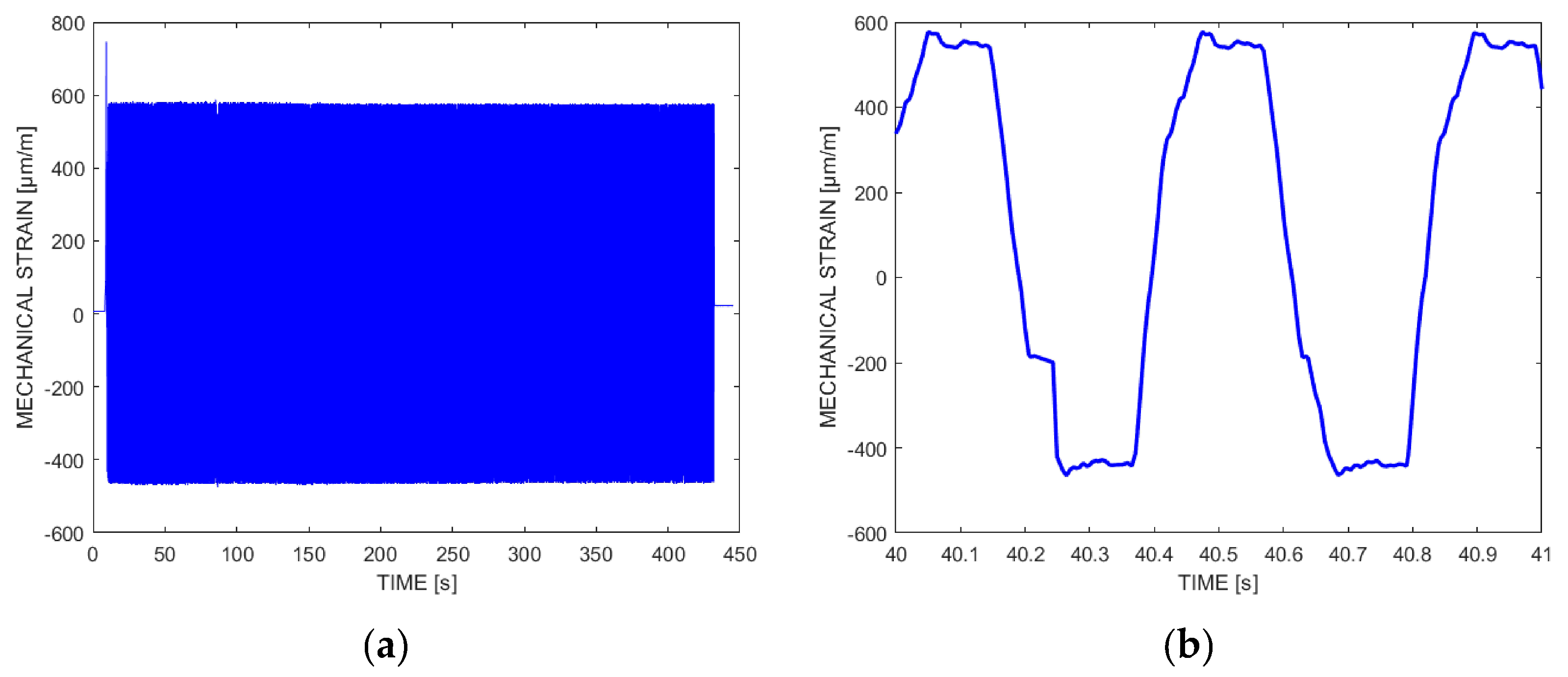
- Horizontal forces (frame is attached through the rear dropouts, with a front/back horizontal load through the fork, F = 600 N, load control mode, frequency of cyclic loading f = 2.5 Hz, 1000 cycles, see Figure 8b);
- Vertical forces (frame is attached through the rear dropouts and head tube, with vertical loading through the seat tube, F = 1200 N, load control mode, frequency of cyclic loading f = 2.5 Hz, 1000 cycles, see Figure 8c);
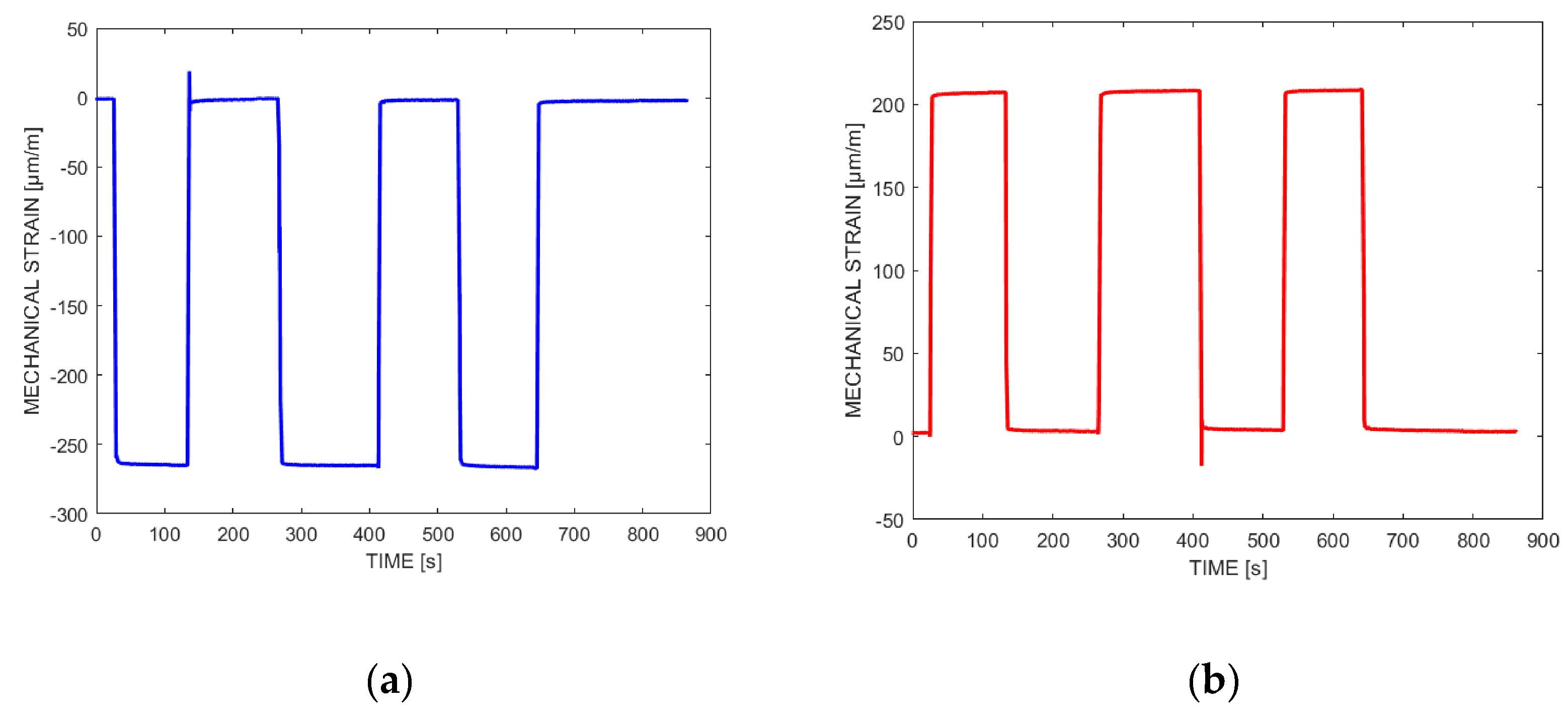
- Bottom bracket stiffness (frame is attached through the rear dropouts and head tube, with torsional loading through the bottom bracket, F = 756 N, 3 load cycles, see Figure 8d);
- Head tube torsion stiffness (frame is attached through the rear dropouts and head tube, torsional loading M = 43.5 Nm is introduced through the equivalent test fork, deformation is measured between the front and rear wheel plane, 3 load cycles, see Figure 8e).
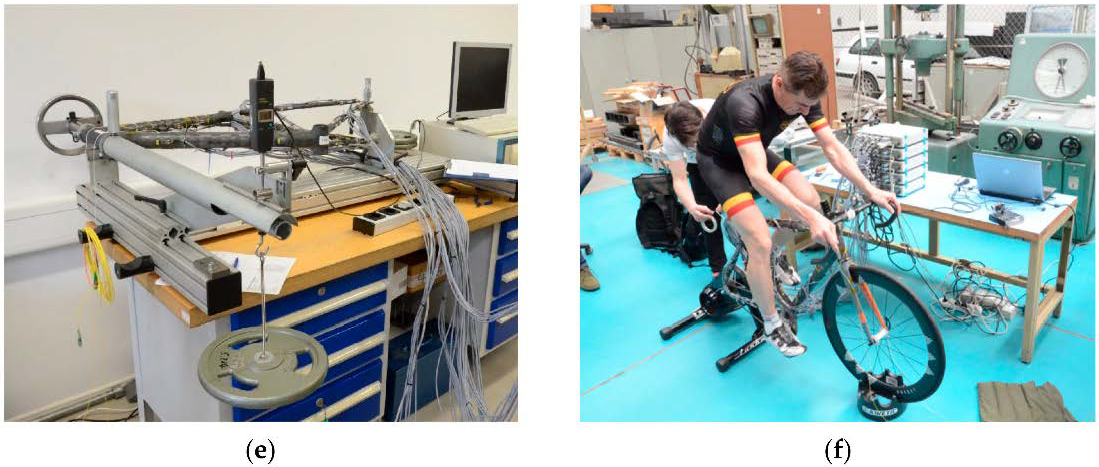
2.6.2. Ergometer Test
2.6.3. Frame Structural Strength Tests
3. Experimental Results and Discussion
3.1. Standardized Load Cases Results
- Cyclic loading with load control for about 1000 cycles (pedal forces test, horizontal forces test, vertical forces test);
- Quasi-static loading with a constant load for 3 cycles (bottom bracket stiffness test, head tube torsion stiffness test).
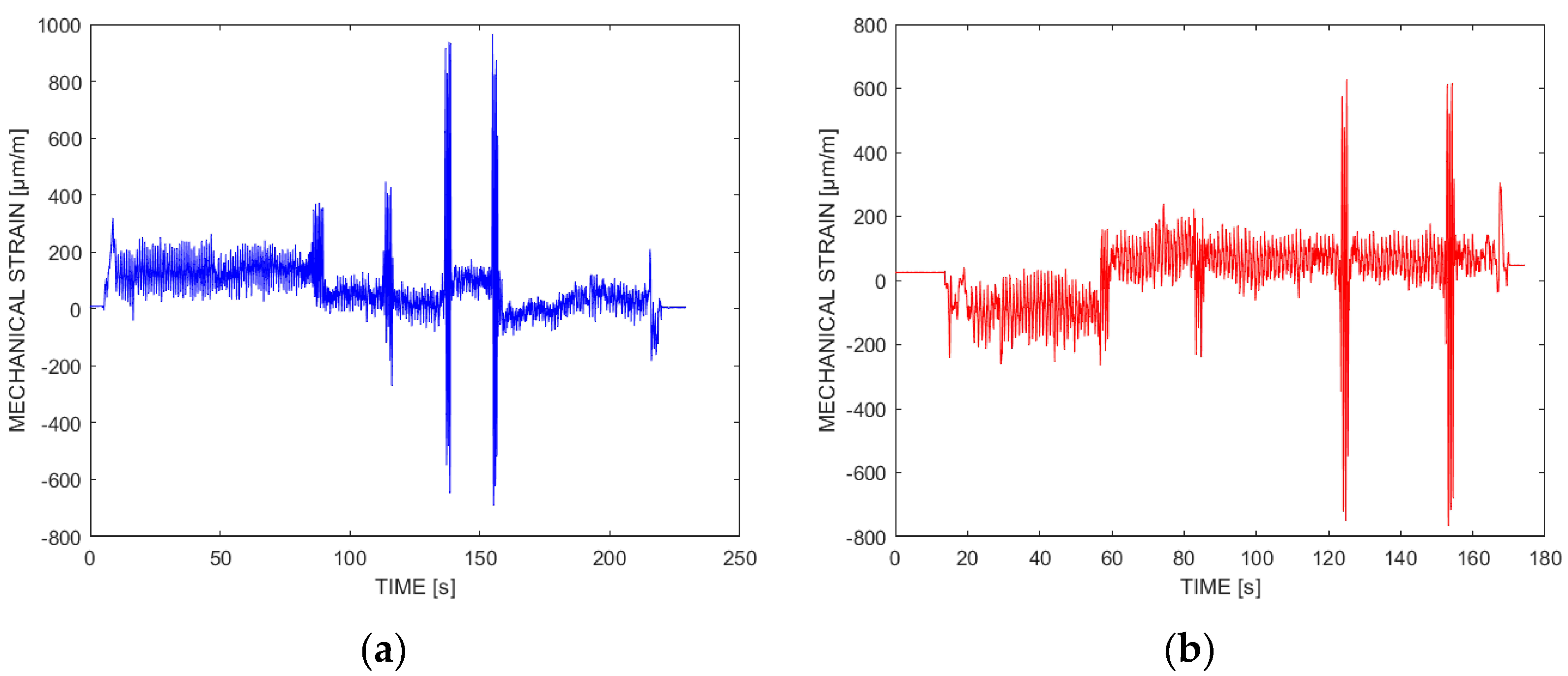
3.2. Ergometer Test Results
3.3. Structural Strength Test Results
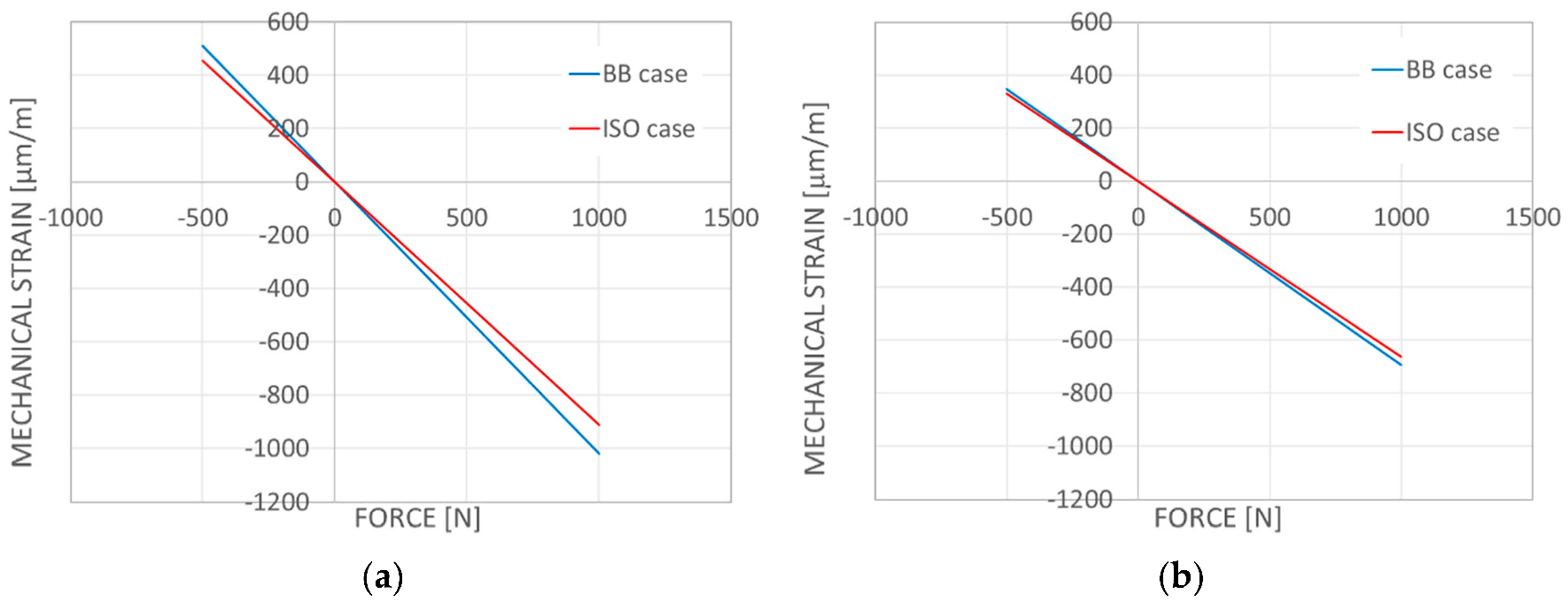
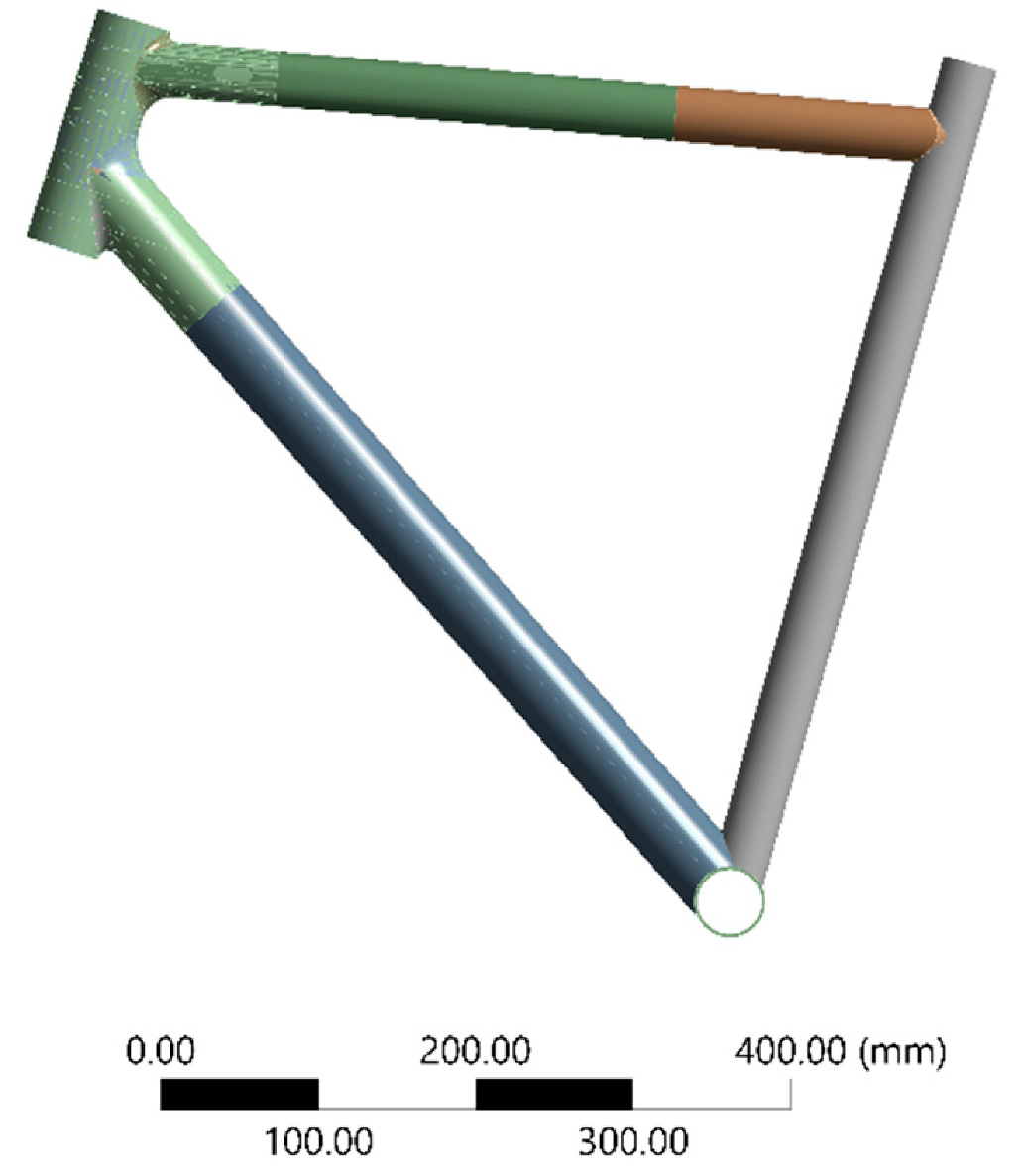
3.3.1. Influence of Frame Simplification
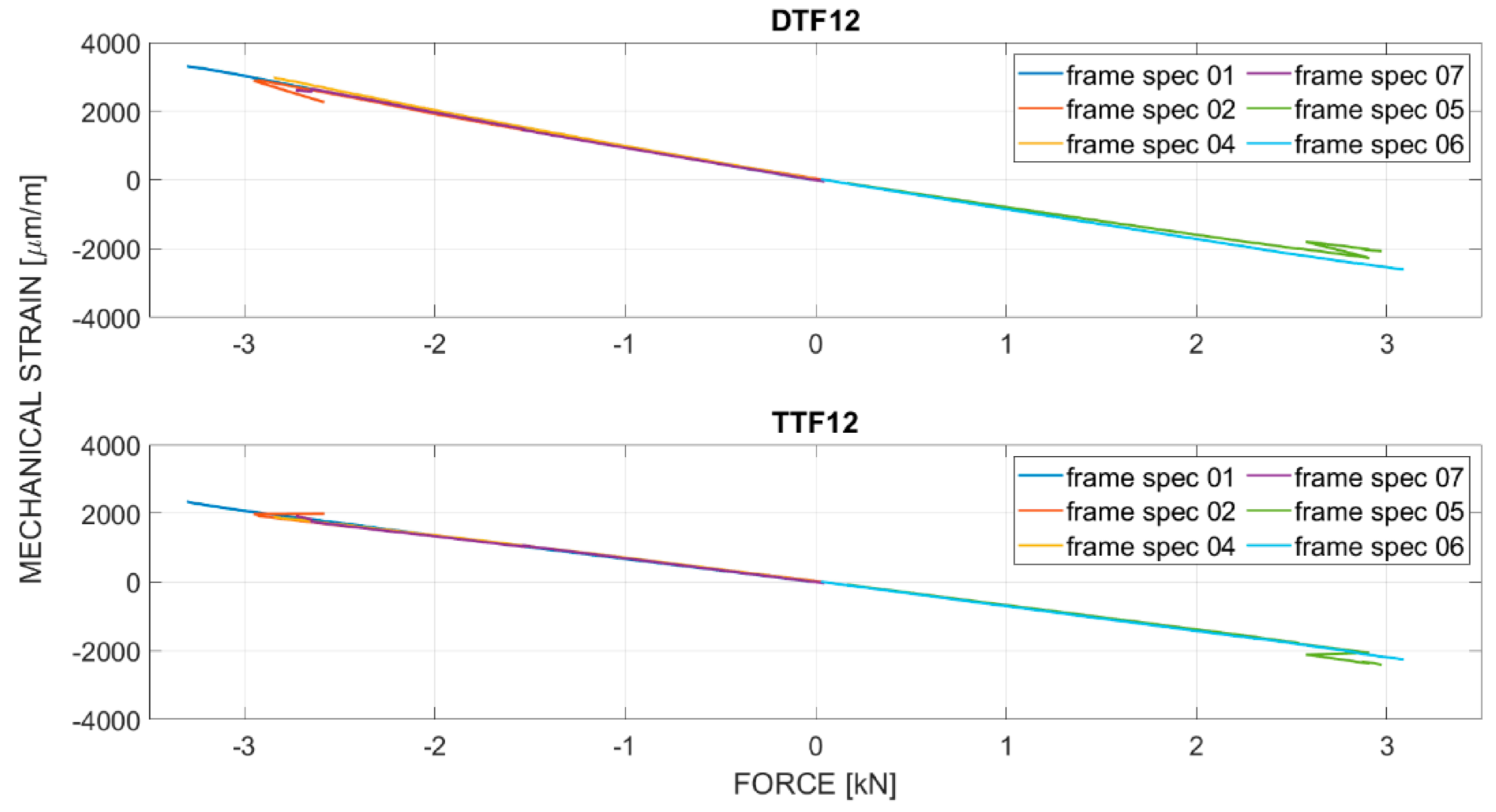
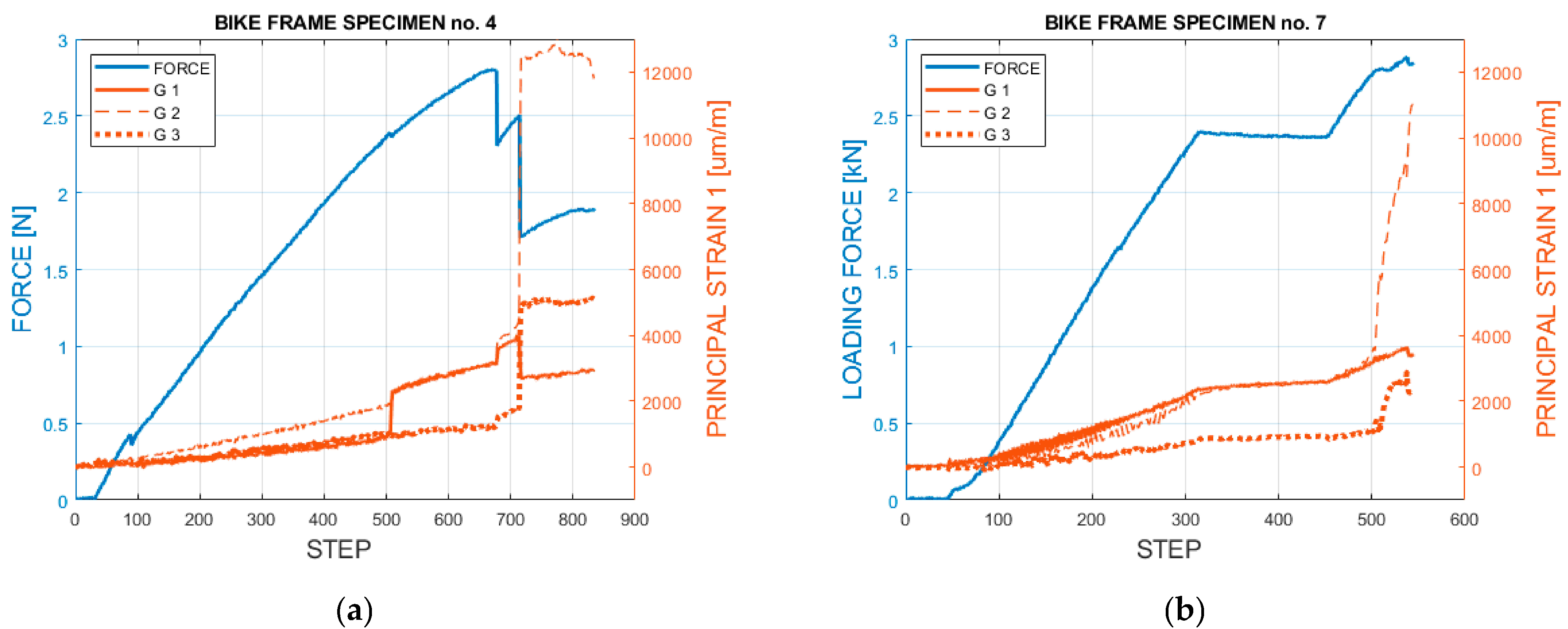
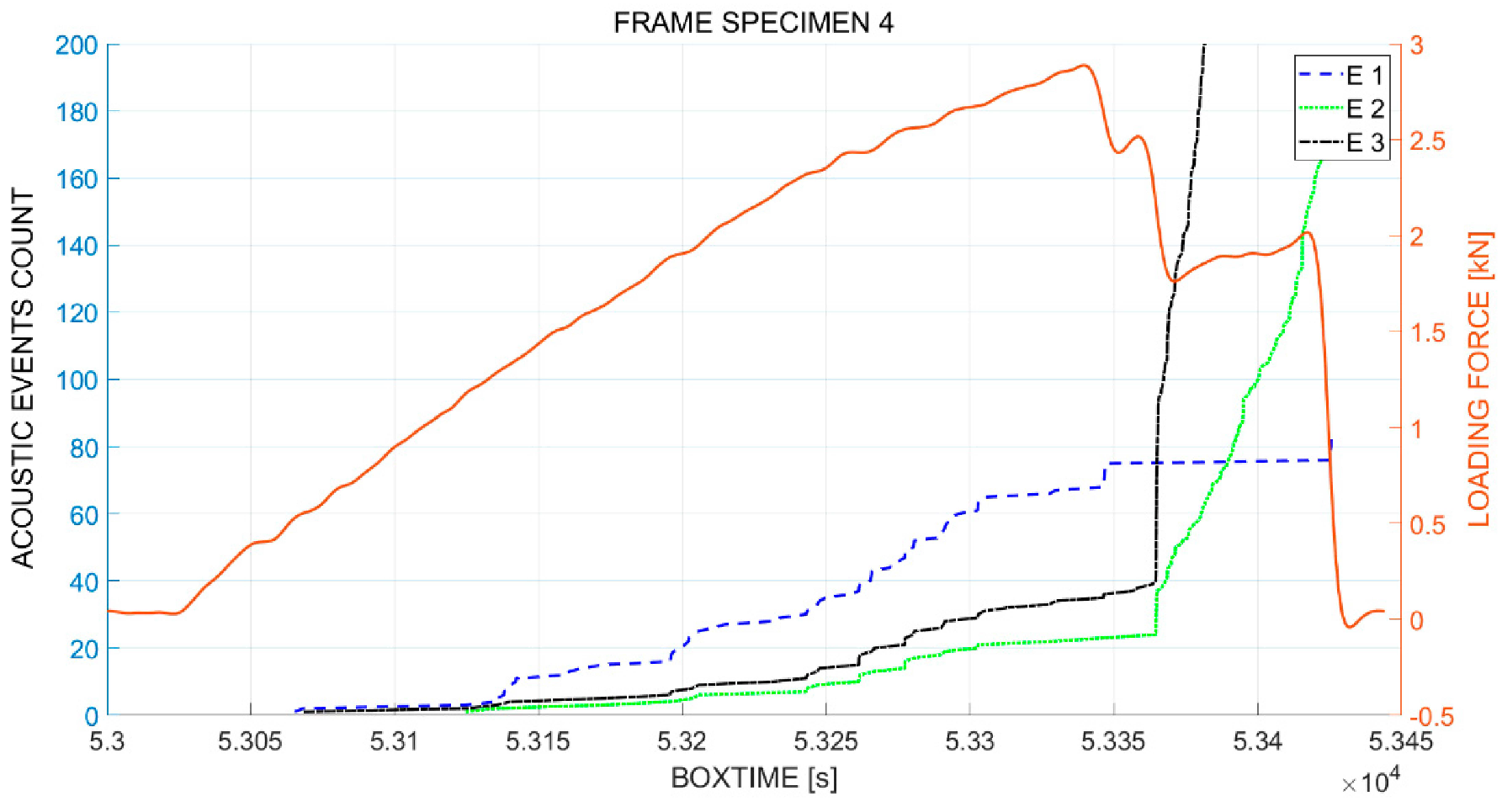
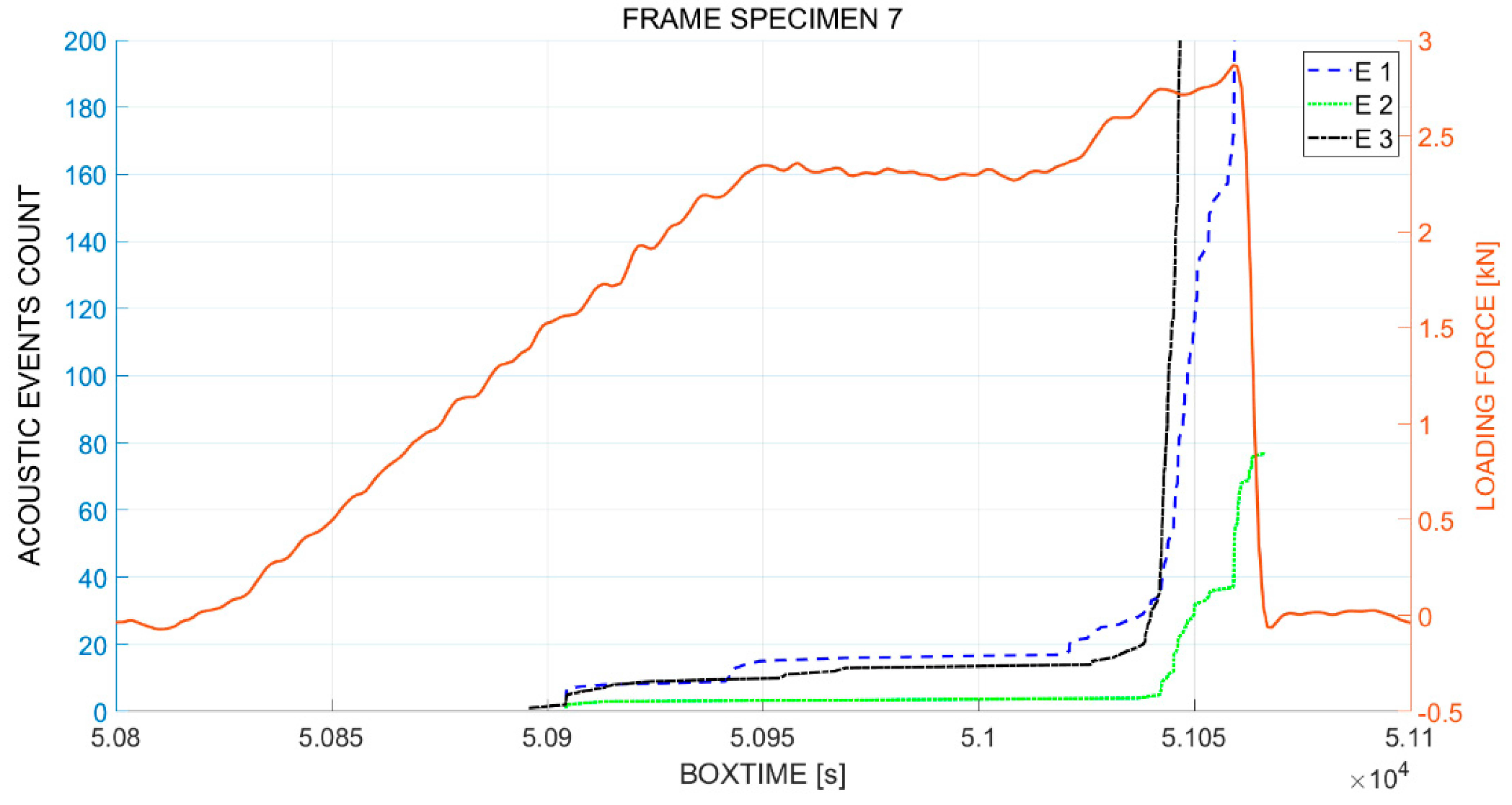
3.3.2. Simplified Frame Structural Strength Testing
3.3.3. Summary of Experimental Results for the FBG Sensors
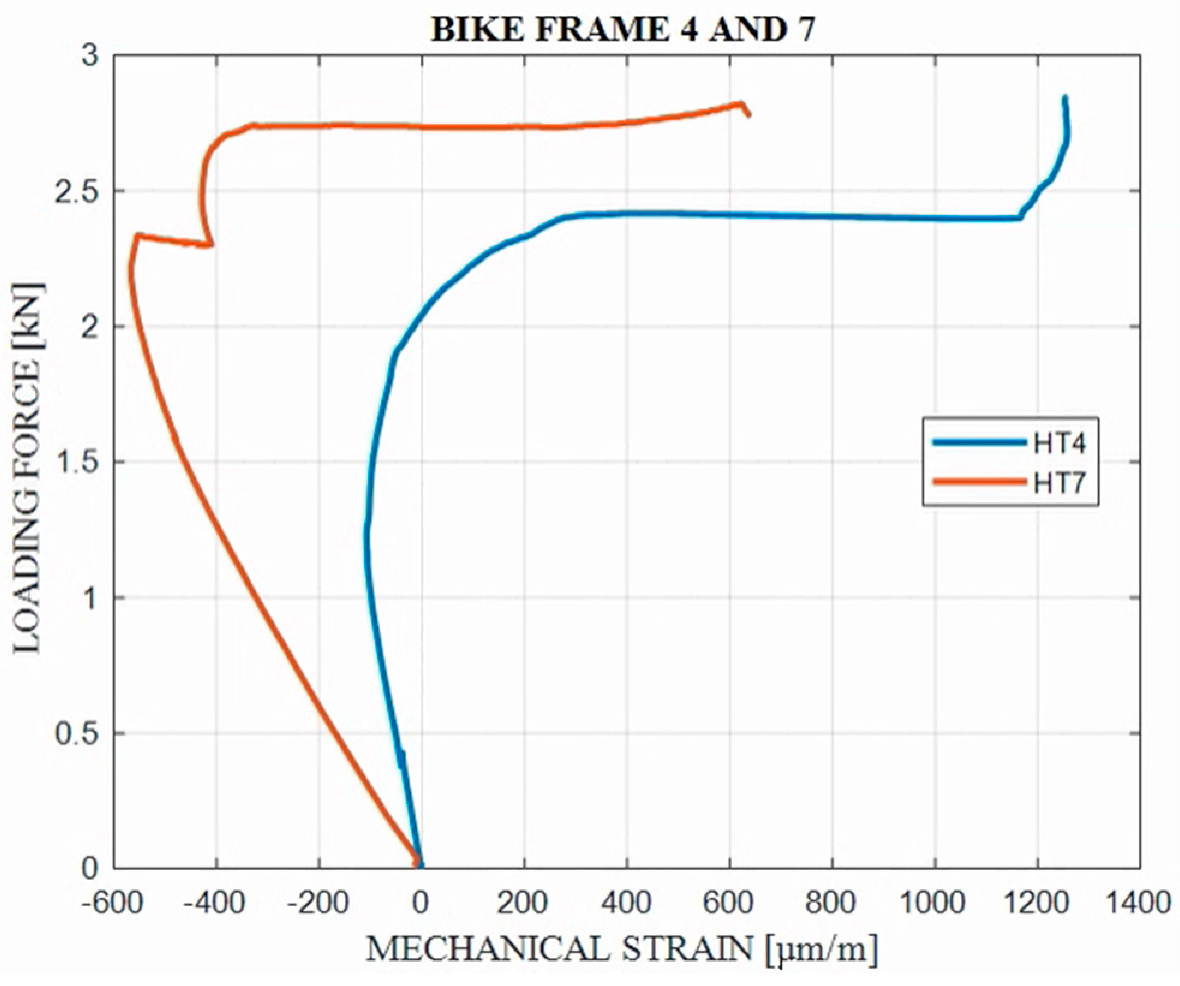
3.3.4. Influence of Head Tube Joint Reinforcement
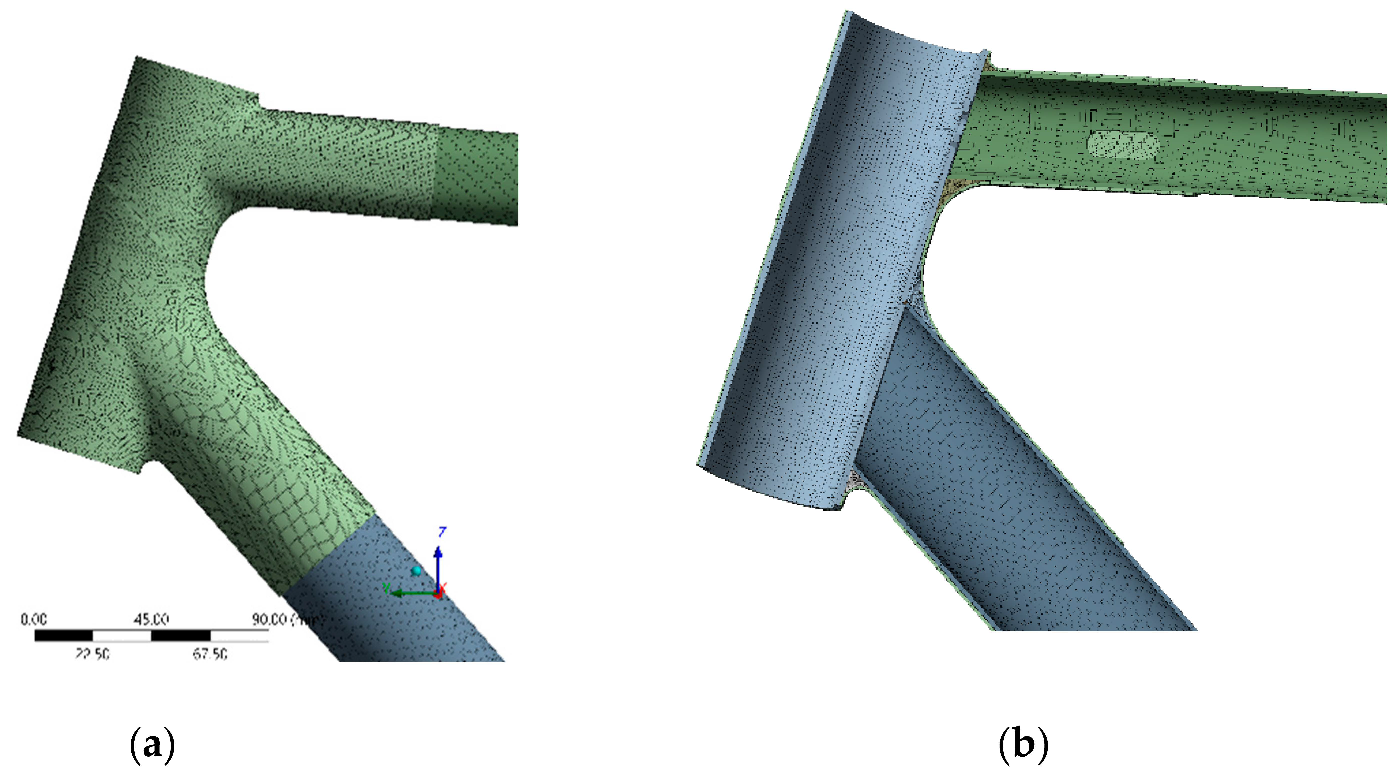
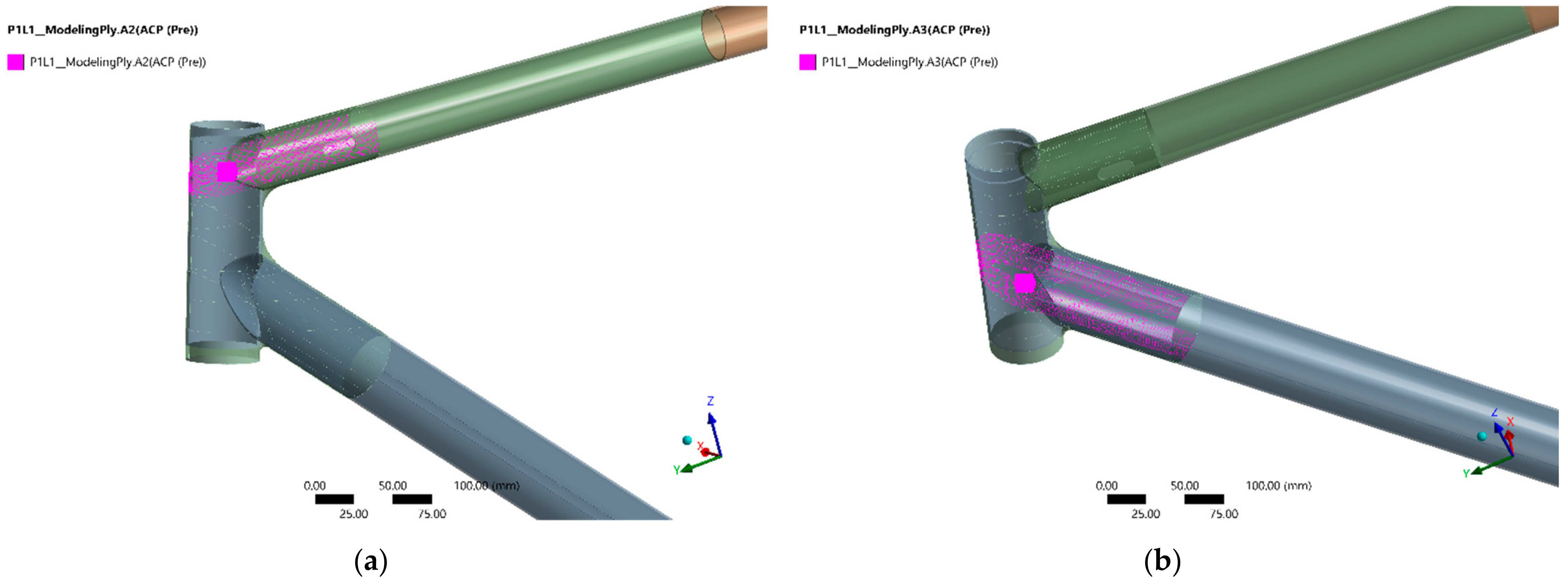
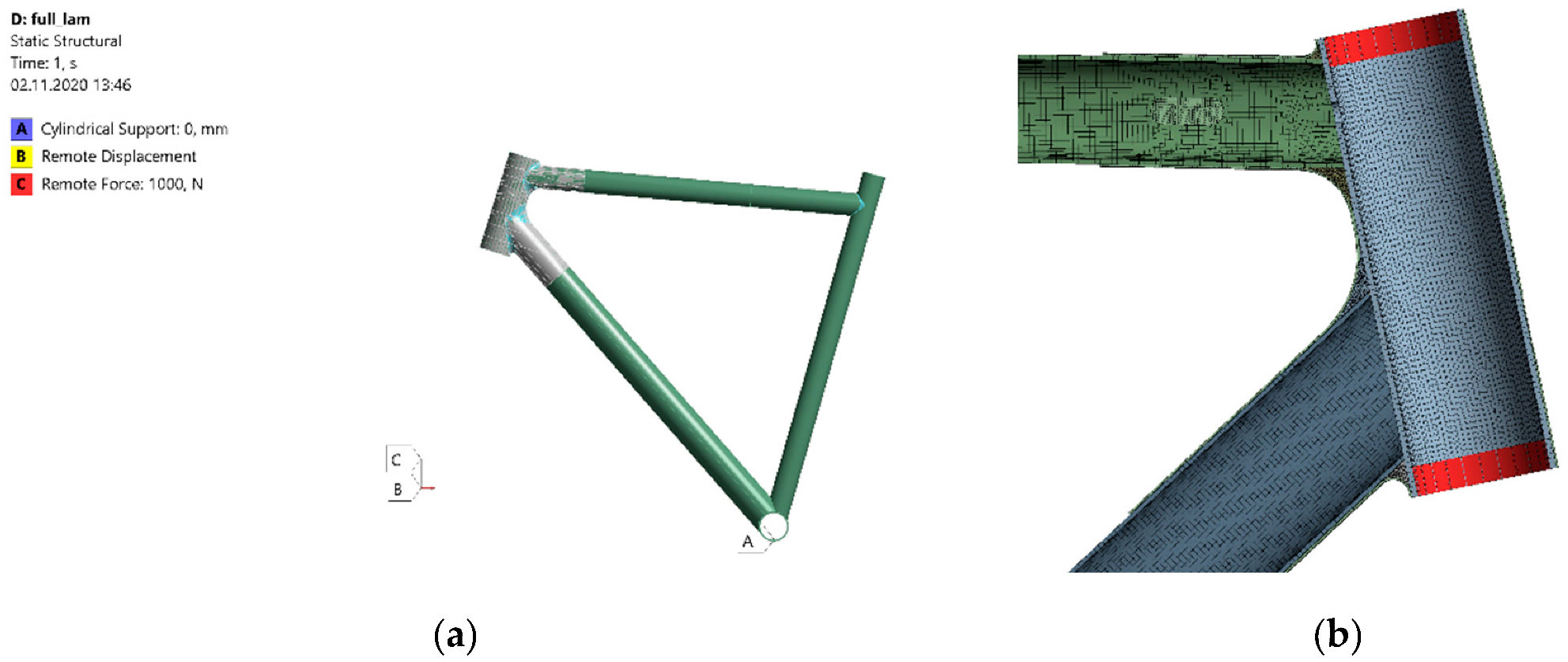
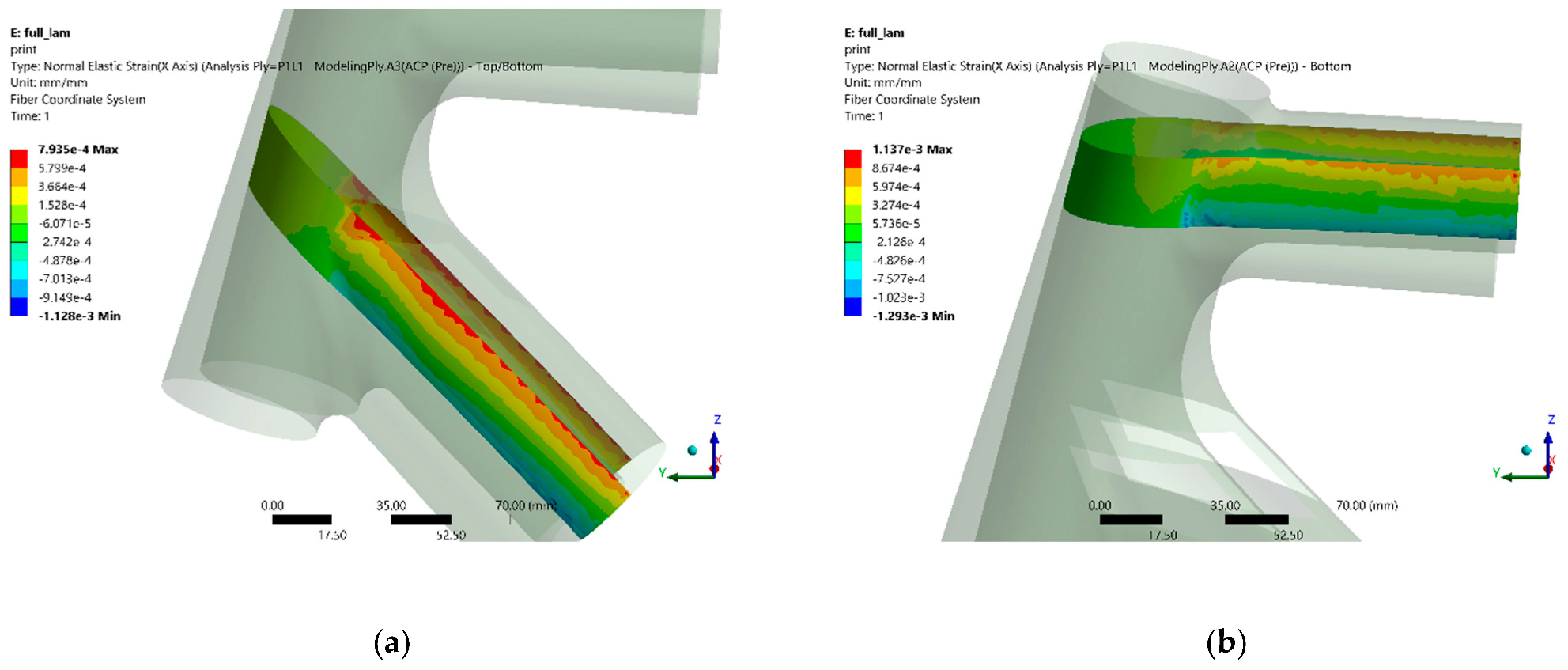
3.4. Finite Element Method and Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix A.1. Fiber Bragg Grating Sensors

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FBG Sensor Properties | Safibra FBGuard Measurement Device Properties | ||
|---|---|---|---|
| Grating length | 8 mm | Wavelength range | 1505–1590 nm |
| Reflectivity | >15% | Wavelength resolution | ≤1 pm |
| Cladding diameter | 125 μm ± 1 μm | Wavelength repeatability | ±5 pm (max.) |
| Coating type | ORMOCER® | Scan frequency | up to 11 kHz |
| Coating diameter | 195 μm | Dynamic range | 30 dB |
| Temperature sensitivity | 6.5 K−1 × 10−6 | Optical connector | FC/APC |
| Strain sensitivity | 7.8 με−1 × 10−7 | Active channels | 1 |
| Temperature range | −200 ÷ 200 °C | ||
Appendix A.2. Resistive Strain Gauges
| Strain Gauge Sensor Properties | Measurement Device Properties | ||
|---|---|---|---|
| Grid length | 6 mm | Channels | 8 |
| Resistance | 350 Ω ± 0.35 % | Carrier frequency | 600 Hz |
| Transverse sensitivity | 0.3 % | Transducer exc. voltage | 2.5 V |
| k—Gauge factor | 2.04 ± 1.0 % | Transducers | SG, DC |
| Temperature range | −200 ÷ 200 °C | Accuracy class | 0.1 |
Appendix A.3. Digital Image Correlation
Appendix A.4. Acoustic Emission Method
| AE Sensor Properties | Measurement Device Properties | ||
|---|---|---|---|
| Diameter | 9 mm | Channels | 5 |
| Case material | Stainless steel | Sampling | 8 M sample/s |
| Face material | Ceramic ø 6 mm | DC inputs | 15 |
| Piezoceramic material | PZT class 200 | DC outputs | 16 |
| Temperature range | −20 ÷ 90 °C | ||
References
- Khosravani, M.R. Composite Materials Manufacturing Processes. Appl. Mech. Mater. 2012, 110–116, 1361–1367. [Google Scholar] [CrossRef]
- Akderya, T.; Kemiklioğlu, U.; Sayman, O. Effects of Thermal Ageing and Impact Loading on Tensile Properties of Adhesively Bonded Fibre/Epoxy Composite Joints. Compos. Part B Eng. 2016, 95, 117–122. [Google Scholar] [CrossRef]
- Juang, J.-N. Applied System Identification; Prentice Hall: Englewood Cliffs, NJ, USA, 1994; ISBN 978-0-13-079211-2. [Google Scholar]
- Farzampour, A.; Kamali-Asl, A.; Hu, J.W. Unsupervised Identification of Arbitrarily-Damped Structures Using Time-Scale Independent Component Analysis: Part I. J Mech Sci Technol 2018, 32, 567–577. [Google Scholar] [CrossRef]
- Farzampour, A.; Kamali-Asl, A.; Hu, J.W. Unsupervised Identification of Arbitrarily-Damped Structures Using Time-Scale Independent Component Analysis: Part II. J. Mech. Sci. Technol. 2018, 32, 4413–4422. [Google Scholar] [CrossRef]
- Vanwalleghem, J.; De Baere, I.; Loccufier, M.; Van Paepegem, W. Development of a Multi-Directional Rating Test Method for Bicycle Stiffness. Proc. Procedia Eng. 2014, 72, 321–326. [Google Scholar] [CrossRef]
- Sisneros, P.M.; Yang, P.; El-Hajjar, R.F. Fatigue and Impact Behaviour of Carbon Fibre Composite Bicycle Forks. Fatigue Fract. Eng. Mater. Struct. 2012, 35, 672–682. [Google Scholar] [CrossRef]
- Hoes, M.J.A.J.M.; Binkhorst, R.A.; Smeekes-Kuyl, A.E.M.C.; Vissers, A.C.A. Measurement of Forces Exerted on Pedal and Crank during Work on a Bicycle Ergometer at Different Loads. Int. Z. Angew. Physiol. Einschl. Arbeitsphysiol. 1968, 26, 33–42. [Google Scholar] [CrossRef]
- Petrone, N.; Giubilato, F.; Giro, A.; Mutinelli, N. Development of Instrumented Downhill Bicycle Components for Field Data Collection. Procedia Eng. 2012, 34, 514–519. [Google Scholar] [CrossRef]
- Hölzel, C.; Hoechtl, F.; Senner, V. Operational Loads on Sport Bicycles for Possible Misuse. Procedia Eng. 2011, 13, 75–80. [Google Scholar] [CrossRef]
- Covill, D.; Begg, S.; Elton, E.; Milne, M.; Morris, R.; Katz, T. Parametric Finite Element Analysis of Bicycle Frame Geometries. In Proceedings of the the 2014 conference of the International Sports Engineering Association, Sheffield, UK, 14–17 July 2014; pp. 441–446. [Google Scholar]
- Lessard, L.B.; Nemes, J.A.; Lizotte, P.L. Utilization of FEA in the Design of Composite Bicycle Frames. Composites 1995, 26, 72–74. [Google Scholar] [CrossRef]
- Liu, T.; Wu, H.-C. Fiber Direction and Stacking Sequence Design for Bicycle Frame Made of Carbon/Epoxy Composite Laminate. Mater. Des. 2010, 31, 1971–1980. [Google Scholar] [CrossRef]
- Boller, C.; Chang, F.-K.; Fujino, Y. Encyclopedia of Structural Health Monitoring|Wiley; John Wiley & Sons: Hoboken, NJ, USA, 2009; ISBN 978-0-470-05822-0. [Google Scholar]
- Raymond Measures. Structural Monitoring with Fiber Optic Technology, 1st ed.; Academic Press: Cambridge, MA, USA, 2001; ISBN 978-0-08-051804-6. [Google Scholar]
- ISO 4210:2015; Cycles—Safety Requirements for Bicycles. International Organization for Standardization: Geneva, Switzerland, 2015.
- EN ISO 4210-6:2015; Cycles—Safety Requirements for Bicycles—Part 6: Frame and Fork Test Methods. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 4210-2:2015; Cycles—Safety Requirements for Bicycles — Part 2: Requirements for city and trekking, young adult, mountain and racing bicycles. International Organization for Standardization: Geneva, Switzerland, 2015.
- Clarification Guide of the UCI Technical Regulation. Available online: https://www.uci.org/docs/default-source/equipment/clarificationguideoftheucitechnicalregulation-2018-05-02-eng_english.pdf?sfvrsn=fd56e265_70 (accessed on 10 August 2019).
- The ISO 4210 Standard for Bike Tests Sets a Floor, not a Ceiling. Available online: https://www.zedler.de/en/zedler-aktuell/publikationen/news-detail/the-iso-4210-standard-for-bike-tests-sets-a-floor-not-a-ceiling.html (accessed on 10 August 2019).
- DTG® & FSG® Technology. Available online: https://fbgs.com/technology/dtg-fsg-technology/ (accessed on 23 November 2020).
- FBGuard—Advanced Monitoring System. Available online: http://www.safibra.cz/download.php?group=stranky3_soubory&id=225 (accessed on 20 November 2020).
- Balageas, D.; Fritzen, C.-P.; Güemes, A. Structural Health Monitoring|Wiley; Wiley-ISTE: London, UK, 2006; ISBN 978-1-905209-01-9. [Google Scholar]
- Ruzicka, M.; Dvorak, M.; Doubrava, K. Strain Measurement with the Fiber Bragg Grating Optical Sensors. In Proceedings of the 50th Annual Conference on Experimental Stress Analysis, Tabor, Czech Republic, 4–7 June 2012; pp. 385–392. [Google Scholar]
- Shizhuo, Y.; Ruffin, P.B.; Francis, T.S. (Eds.) Fiber Optic Sensors; CRC Press: Boca Raton, FL, USA, 2008; ISBN 978-0-367-38756-3. [Google Scholar]
- Kreuzer, M. Strain Measurement with Fiber Bragg Grating Sensors. Available online: http://www-personal.umich.edu/~bkerkez/courses/cee575/Handouts/7FBGS_StrainMeasurement_mo.pdf (accessed on 20 November 2020).
- SmartFBG Fibre Bragg Grating Sensor. Available online: https://www.smartfibres.com/files/pdf/SmartFBG.pdf (accessed on 23 November 2020).
- Preliminary Data Sheet—FBG Sensor Chain. Available online: https://fisens.com/wp-content/uploads/2019/07/2019-06-21-FBG-Sensor-Chain-datasheet.pdf (accessed on 24 November 2020).
- DTG coating Ormocer®-T for Temperature Sensing Applications. Available online: https://fbgs.com/wp-content/uploads/2019/03/Introducing_and_evaluating_Ormocer-T_for_temperature_sensing_applications.pdf (accessed on 23 November 2020).
- Dvořák, M.; Růžička, M.; Horný, L.; Kábrt, M. The Use of FBG Sensors for Monitoring of the Composite Wing Structure. In Proceedings of the 11th European Conference on NDT Proceedings, Prague, Czech Republic, 6–10 October 2014. [Google Scholar]
- Hoffmann, K. An Introduction to Measurements Using Strain Gages; Hottinger Baldwin Messtechnik GmbH: Darmstadt, Germany, 1989. [Google Scholar]
- Sutton, M.A.; Orteu, J.J.; Schreier, H. Image Correlation for Shape, Motion and Deformation Measurements: Basic Concepts, Theory and Applications; Springer: New York, NY, USA, 2009; ISBN 978-0-387-78746-6. [Google Scholar]
- EN 1330-9:2017; Non-Destructive Testing—Terminology—Part 9: Terms Used in Acoustic Emission Testing. European Committee for Standardization: Geneva, Switzerland, 2017.
- Miller, R.K.; Hill, E.; Moore, P.O. Nondestructive Testing Handbook, Third Edition, Acoustic Emission Testing; The American Society for Nondestructive Testing: Columbus, OH, USA, 2005; ISBN 978-1-57117-106-1. [Google Scholar]




























| Specimen Type and Loading Scheme | Description | Section | |
|---|---|---|---|
| UD tape specimen | Tensile test of carbon UD tapes to evaluate limit of mechanical strain.
| Introduction of Section 3 | |
Pedal forces | Complete bicycle frame—specimen 0 ISO defined cyclic load cases to become aware of how frame specimen 0 performs under various loading.
| Section 2.6.1 | Section 3.1 |
Horizontal forces | |||
Vertical Forces | |||
Bottom bracket stiffness | Complete bicycle frame—specimen 0 Specific static load cases to become aware of how frame specimen 0 performs under various loading.
| ||
Head tube torsion stiffness  | |||
| Ergometer test | Complete bicycle frame—specimen 0 Laboratory test of complete bicycle based on frame specimen 0 was performed to expand the operational envelope of possible limit strain values.
| Section 2.6.2 | Section 3.2 |
 versus  | Specimen 0 versus specimen 1 This test was performed to evaluate the influence of frame simplification from frame specimen 0 to a simple triangle in the case of frame specimens 1, 2, 4, 5, 6 and 7. Quasi-static test from 0.5 kN to 1.0 kN
| Section 3.3.1 | |
Horizontal forces—pushing load—specimens 1, 2, 4 and 7 | Simplified bicycle frame—specimens 1, 2, 4, 5, 6 and 7 The experimental work was focused on the most critical load case in terms of rider safety, in order to evaluate the behavior of the head tube joints area under a quasi-static testing to failure and to investigate the influence of its strengthening. Frame specimen 7 has a strengthened head tube joints area. This was achieved by using twice the number of fabric layers compared to frame specimens 0, 1, 2, 4, 5 and 6.
| Section 2.6.3 | Section 3.3 |
Horizontal forces—pulling load—specimens 5 and 6 | |||
| Load Case Scenario | Specimen No. @ Fmax [kN] | Mechanical Strain [µm/m] | Comments | |||
|---|---|---|---|---|---|---|
| FBG DT | SG DTF34 | FBG TT | SG TTF34 | |||
| Pedal forces | frame specimen no. 0 | 580 | 388 | −480 | −364 | |
| Horizontal forces | −210 | −7 | 80 | 5 | Pushing load case | |
| Vertical forces | −15 | 1 | −11 | 4 | ||
| Bottom bracket stiffness | −371 | −376 | 402 | 375 | ||
| Head tube torsion stiffness | −267 | −117 | 209 | 117 | ||
| Ergometer test | 963 | 448 | −743 | −262 | ||
| DIC, frame structural strength test | 1 @ −3.30 | −1576 | 33 | Pushing load case, maximum strain values evaluated using DIC in FBG sensor areas | ||
| 2 @ −2.90 | 940 | 1100 | ||||
| 4 @ −2.85 | −1800 | 1700 | ||||
| 7 @ −2.87 | −2120 | 1095 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dvořák, M.; Ponížil, T.; Kulíšek, V.; Schmidová, N.; Doubrava, K.; Kropík, B.; Růžička, M. Experimental Development of Composite Bicycle Frame. Appl. Sci. 2022, 12, 8377. https://doi.org/10.3390/app12168377
Dvořák M, Ponížil T, Kulíšek V, Schmidová N, Doubrava K, Kropík B, Růžička M. Experimental Development of Composite Bicycle Frame. Applied Sciences. 2022; 12(16):8377. https://doi.org/10.3390/app12168377
Chicago/Turabian StyleDvořák, Milan, Tomáš Ponížil, Viktor Kulíšek, Nikola Schmidová, Karel Doubrava, Bohumil Kropík, and Milan Růžička. 2022. "Experimental Development of Composite Bicycle Frame" Applied Sciences 12, no. 16: 8377. https://doi.org/10.3390/app12168377
APA StyleDvořák, M., Ponížil, T., Kulíšek, V., Schmidová, N., Doubrava, K., Kropík, B., & Růžička, M. (2022). Experimental Development of Composite Bicycle Frame. Applied Sciences, 12(16), 8377. https://doi.org/10.3390/app12168377