The cost of mega-constellation development depends on several cost driver factors with different levels of effect on the total project cost. The supply chain is a crucial factor which should be managed strictly to avoid any delay in the schedule. However, efficiency during the design and development phase also plays a decisive part in determining the project time and cost. Inefficiency in the development process leads to unnecessary costs that lead to potential bankruptcy [
5]. In addition, it causes unwanted workmanship errors. Incorporating the design for assembly and manufacturing (DFAM) principle during the conceptual design phase of the satellite development leads to an increased efficiency and/or productivity [
6] (p. 19). By observing further down to the level of the structure of the subsystems in satellite development, improvement in efficiency can be attained by reducing the assembly steps and simplifying the effort required during the integration, assembly, and testing processes. This is done by modularizing and standardizing the design process, while keeping a certain level of flexibility [
6] (p. 74–82). Therefore, it is vital to critically evaluate all design processes and identify inefficiency in the process as much as possible.
Table 1.
Commercial CubeSat constellations with more than two functional spacecraft in orbit as of July 2022 [
8].
| Organization | Number Launched | Target Number | First Launch | Form Factor |
|---|
| Planet Labs | 519 | >150 | 2013 | 3U |
| Spire | 160 | >150 | 2013 | 3U |
| GeoOptics | 9 | 50 | 2017 | 6U, 12U |
| Helios Wire | 5 | 30 | 2017 | 16U |
| Swarm Technologies | 177 | 150 | 2018 | 1U/4U |
| Kepler Communications | 19 | 140 | 2018 | 3U, 6U |
| Fleet Space | 7 | 140 | 2018 | 1.5U, 3U, 12U |
| Astrocast | 12 | 80 | 2018 | 3U |
| Aistech | 4 | 20 | 2018 | 6U, 2U |
| Guodian | 15 | 38 | 2018 | 6U |
| Kuva Space | 3 | 100 | 2023 | 6U, 2U |
| Lacuna Space | 6 | 240 | 2019 | 3U, 6U |
| SatRevolution | 7 | 1024 | 2019 | 6U, 2U |
| UnseenLabs | 7 | 50 | 2019 | 6U |
| Kleos Space | 12 | 40 | 2020 | CUBESAT |
On the other hand, an increase in the number of structural parts increases the interconnectivity of parts, which also increases interdependency. Any problem with one of the components may affect the adjacent connected parts. Hence, the implemented mechanical interface between the internal subsystems and structure plays a crucial role in speeding up the integration and delivery of the final products. In the present paper, a unique interface design is introduced to tackle the issues associated with the most common mechanical interface.
Literature Review
The primary function of a CubeSat’s structure is to provide support and protection to the internal and external satellite bus system and payload components throughout the satellite’s lifetime, during development on the ground, during launch, and in the orbit environment [
9] (p. 133). Besides this basic requirement, the CubeSat structure is also required to provide an easy and flexible platform for quick integration during frequent testing phases [
1] (p. 322), especially for missions involving mass production. Satellite assembly and integration in a mass production environment is unique from mass production of products for ground use, as it is often limited by various tight constraints, such as time due to the fixed launch and specific market windows to meet the targeted customer demand. In constellation missions, however, as reliability gradually increases, generation by generation, the first batch of the satellite often requires extensive functional and environmental testing [
1] (p. 324).
CubeSat structures can be developed from a custom design or procured from the CubeSat market as commercially off-the-shelf (COTS) designs. Several companies offer a set of ready-mades and verified CubeSat subsystems, including a fully assembled structural platform. This approach reduces the development time, since testing and verification requirements can be skipped in most cases, when the subsystems have already been verified and demonstrated in an orbit environment. Verification, however, is a mandatory requirement for custom structural designs to conduct rigorous screening and reliability tests/inspections [
10]. The ready-made CubeSat platforms, to some extent, help to shorten the development time [
9]. However, their fixed designs impose limitations on the flexibility in defining the placement of mission payloads that are unique in size. CubeSat vendors such as GOMSPACE [
11], PUMPKIN [
12], ISIS [
13], and Complex system and small satellite (C3S) [
14] provide several standard design options for CubeSat structures.
These COTS structural designs have several predefined attachment points, providing freedom when mounting the internal subassembly. Some of these COTS structures are made of several modular frames or plates which can easily be expanded to other CubeSat form factors. Examples can be found in references [
12,
13]. Most of these structural designs accommodate satellite subsystems that were developed on their own to satisfy their specific interface requirements. Custom structural design addresses these interface limitations by developing a structure that is tailored to specific satellite mission requirements. Despite its flexibility, the development and design verification steps take a comparatively long time. The decision to invest is mostly made based on the available budget and time.
Even if these design solutions are aimed at solving a specific problem, they still utilize many structural components/parts. The number of structural parts is one of the critical issues that should be addressed, particularly for an efficiency-demanding mass production application. Therefore, a standard, flexible platform with a minimum number of parts and joints is very important for mass-producible, fast-delivery applications.
The internal configuration of subsystems mostly depends on the type of electrical interface implemented. Commonly, there are two main electrical interface methods implemented in CubeSats, such as PC/104 and the backplane board interface. The first is the PC/104 interface, where PCBs are stacked one on top of the other through an extended “stack-through” connectors module. Images of this interface can be found in [
15]. In this case, standoffs between the subsystems are used to provide mechanical support and transfer the load to the main structural frames. Many commercial companies make this PC/104 interface.
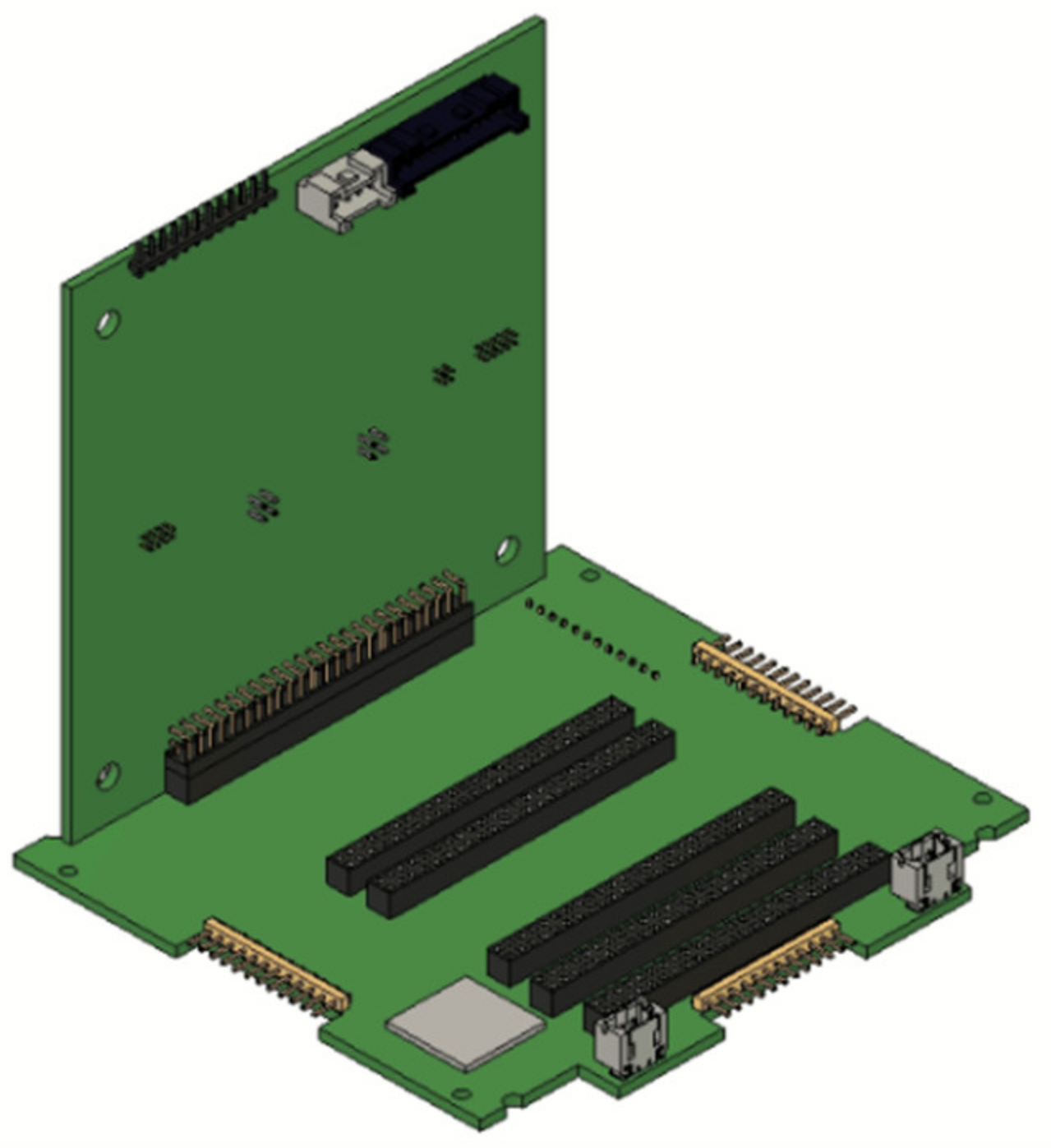
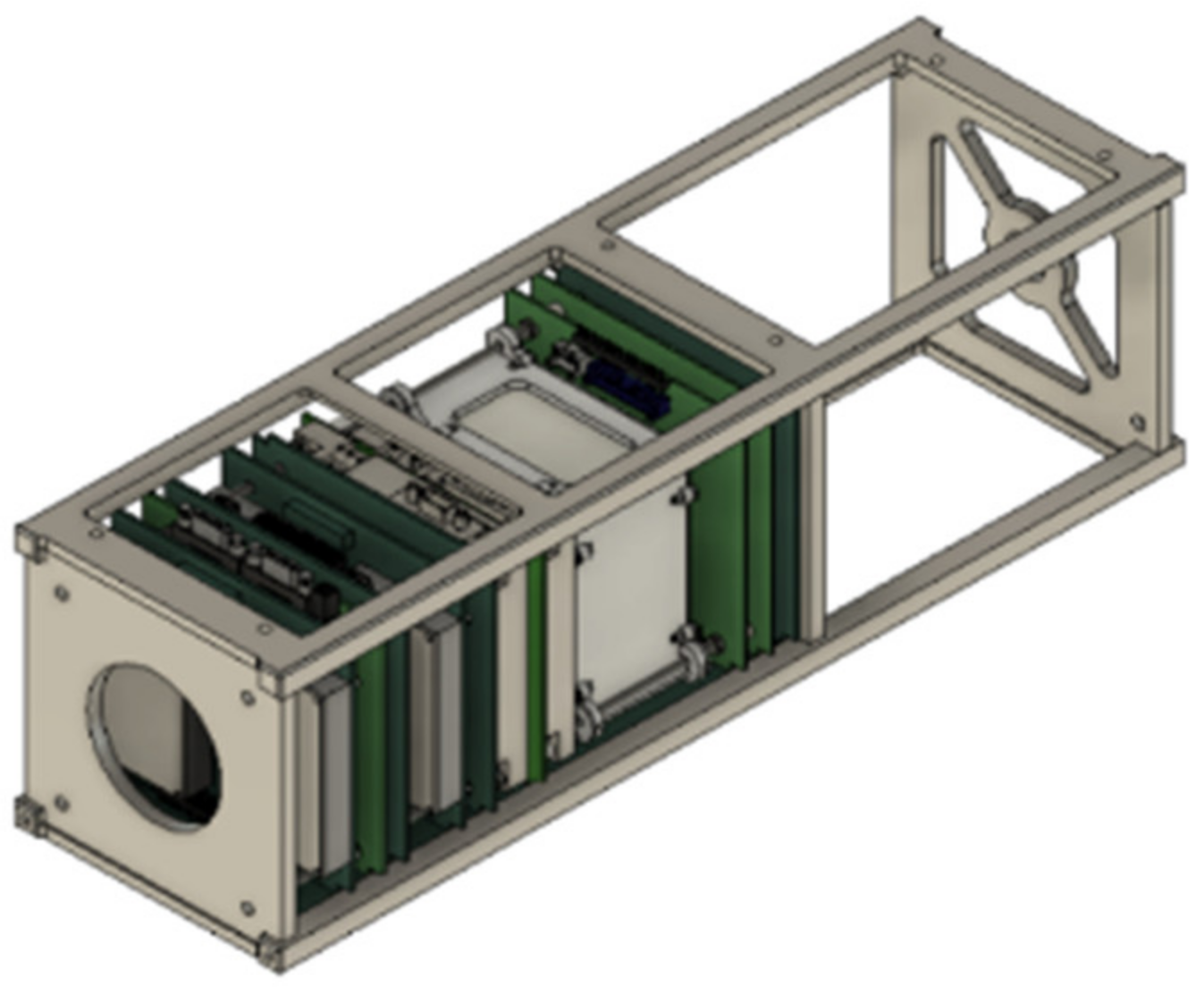
On the other hand, the backplane board (BPB) approach uses a common interface board, where all the other internal PCBs are connected to a motherboard, as shown in
Figure 1.
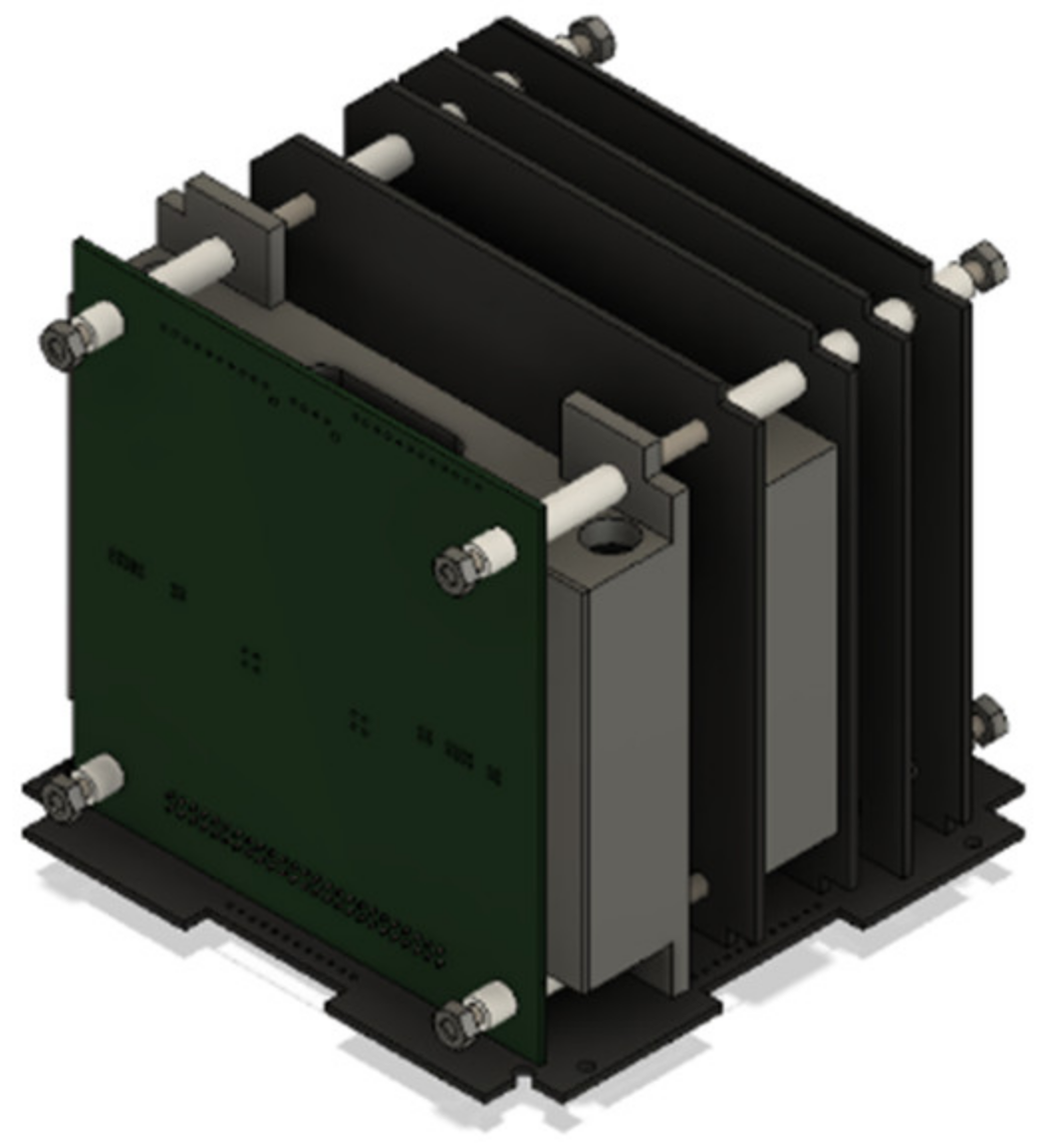
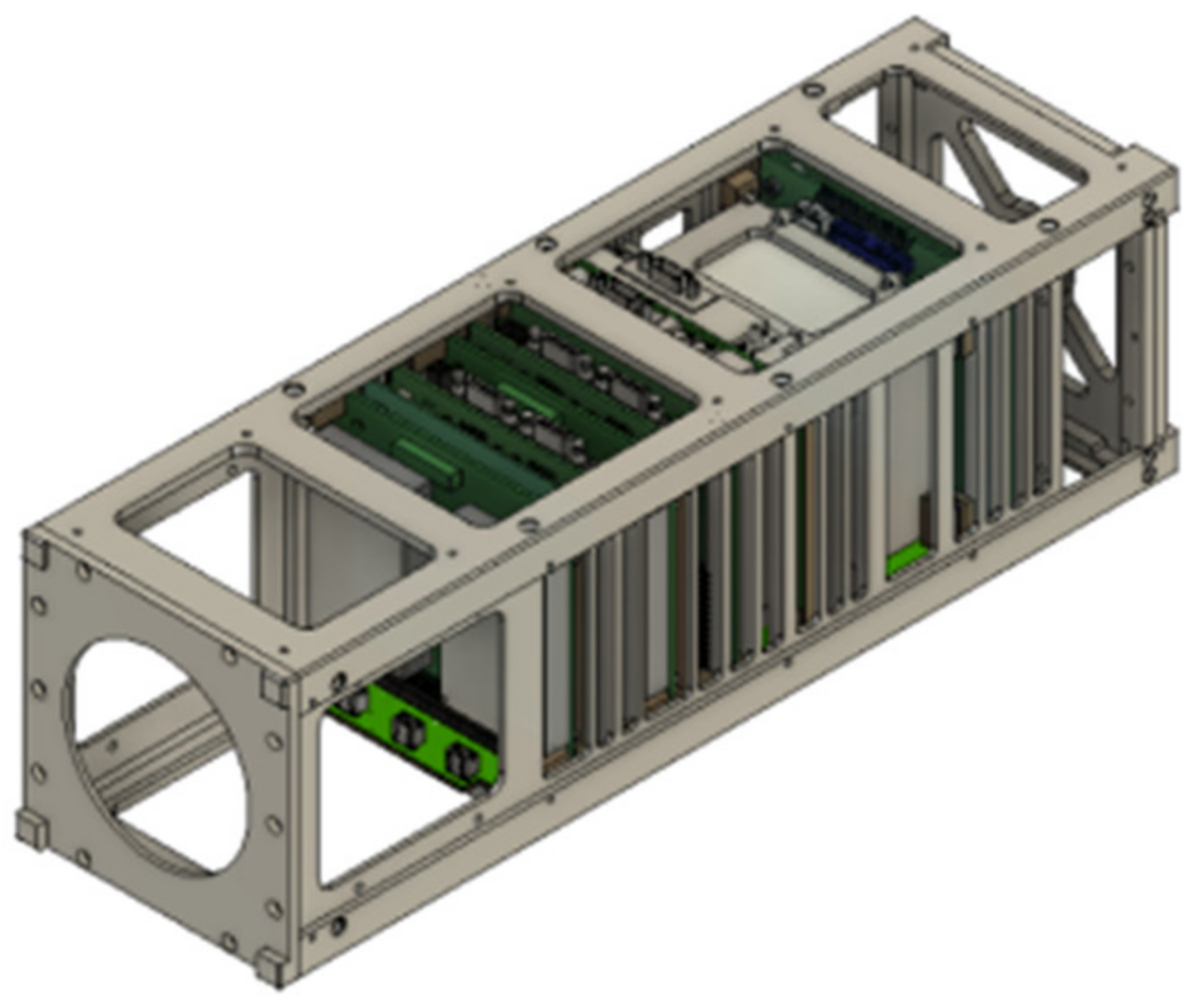
In terms of mechanical support, similar to the PC/104, four long stacking rods connect all of the individual PCB boards once electrical connection has been established with the connectors on the BPB. Cylindrical spacers are inserted into the rods between each consecutive PCB stack to constrain their position, as shown in
Figure 2. Recently, several universities and some commercial vendors have increasingly adopted this interface approach, as it provides better flexibility in electrical connections. For instance, the University of Würzburg in Germany developed a UWE-4 satellite in collaboration with other institutions that implements a backplane board electrical interface [
17]. The backplane board type of interface is also the currently preferred approach used on most of the satellite missions at the Kyushu Institute of Technology (Kyutech) due to its high modularity [
16]. So far, 19 CubeSats have been built based on the backplane style and 16 satellites have already been launched.
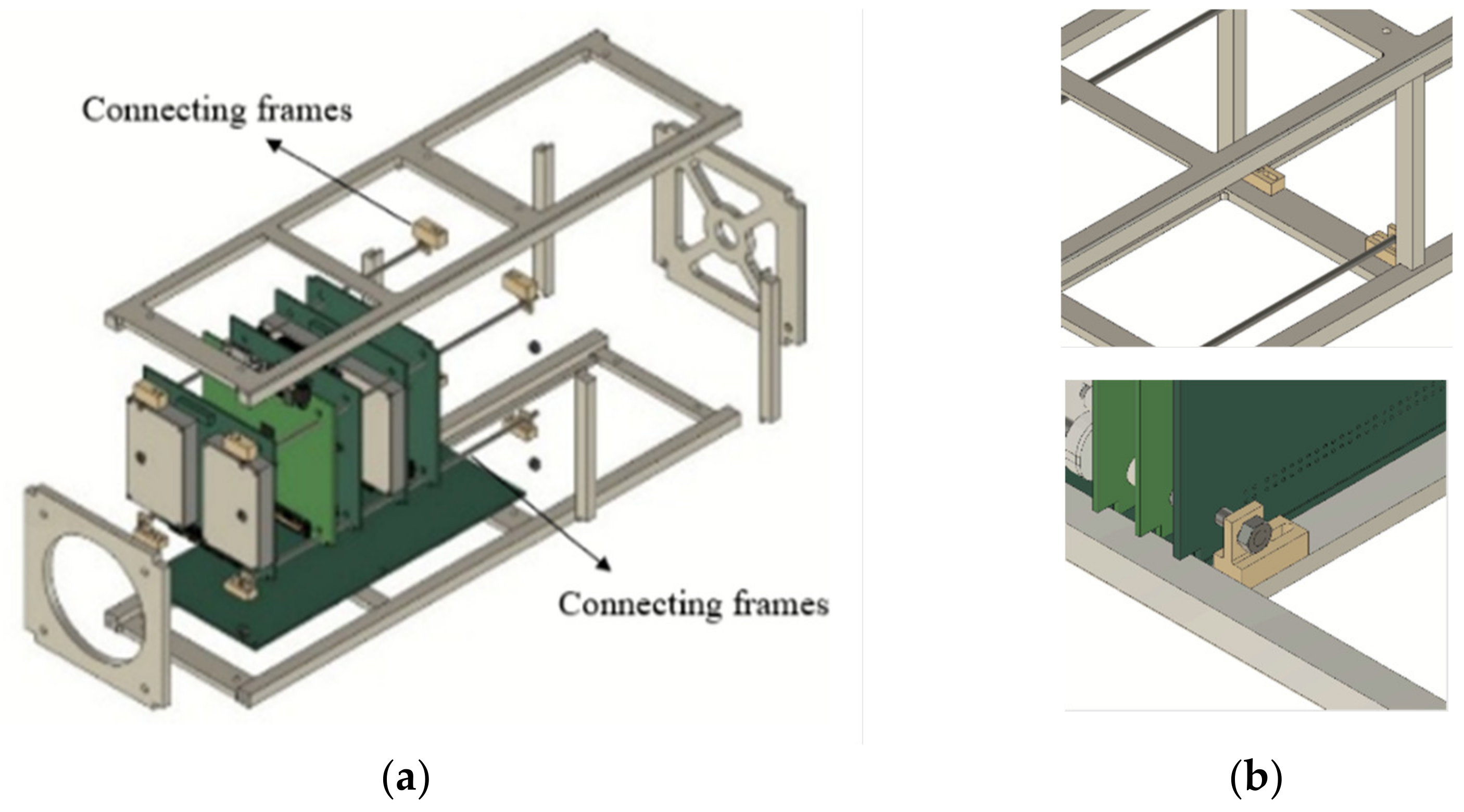
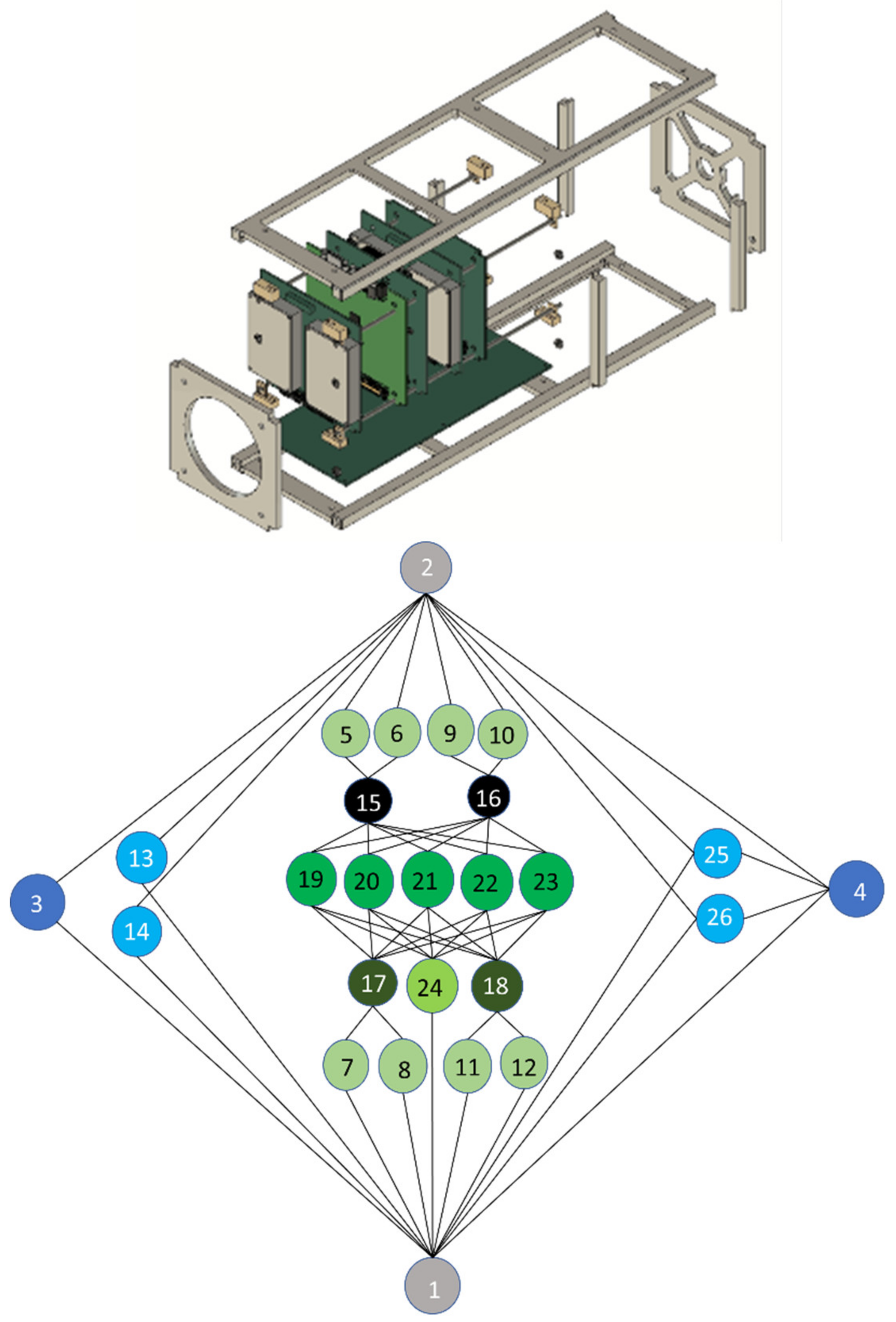
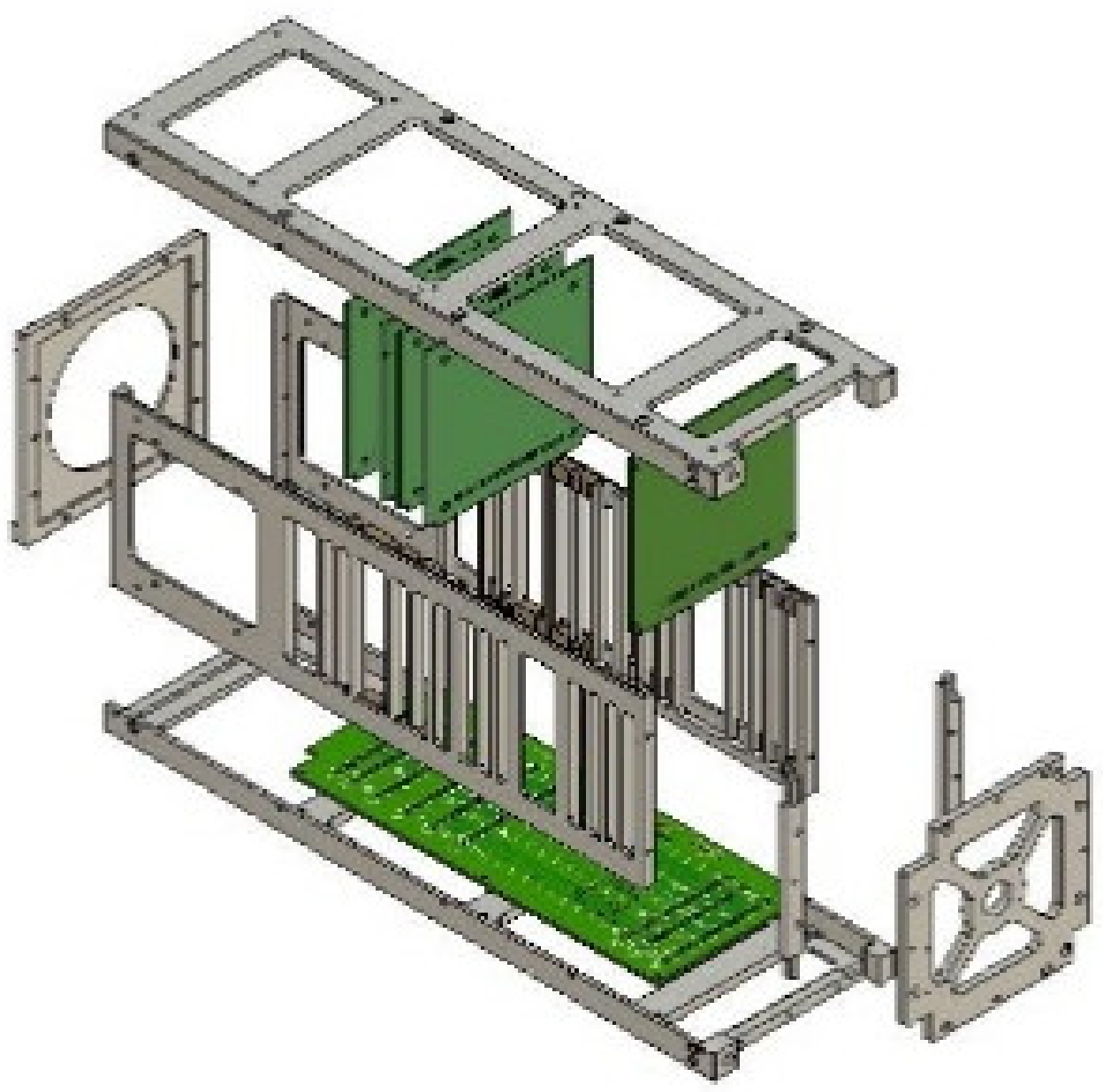
However, from a fast delivery and quick assembly point of view, both electrical interface approaches with a stacking-type mechanical interface still pose some fundamental problems, mostly due to the mounting method of internal subsystems using long stacking rods. The method of inserting these long screws through the PCBs and the structure generally requires some level of effort for maintaining the alignment in this conventional type mechanical interface. The placement of the spacers between the PCBs particularly is often a challenging task during assembly, due to the required simultaneous task of inserting the stacking rods and placing the spacers, aligned with the holes in the PCBs, not to mention the substantial number of structural parts utilized, which consumes time during assembly. This potentially introduce workmanship errors to the assembly process, damaging the connector pins, etc. In addition, the additional frames used to connect these stacking rods to the structural frames, as shown in
Figure 3, increase the total part count of the structure.
Both the above electrical interface approaches characterize the most conventional CubeSat interfaces. Several design solutions have been proposed to address the issues of flexibility and modularity. This study investigates similar design concepts available and tries to analyze their feasibility for the assumed applications.
A commercial space company developed a card-slot-type structural design in which individual subsystems are inserted into defined slots using special spacers holding the internal subsystems. An example can be seen on the company’s website [
14]. This design concept can solve the above issue of interdependency between subsystems during integration. However, the retractable PCB holder/spacer used to prevent the direct contact of the subsystems with the main structural frames increases the total structural part count and possibly the complexity during assembly.
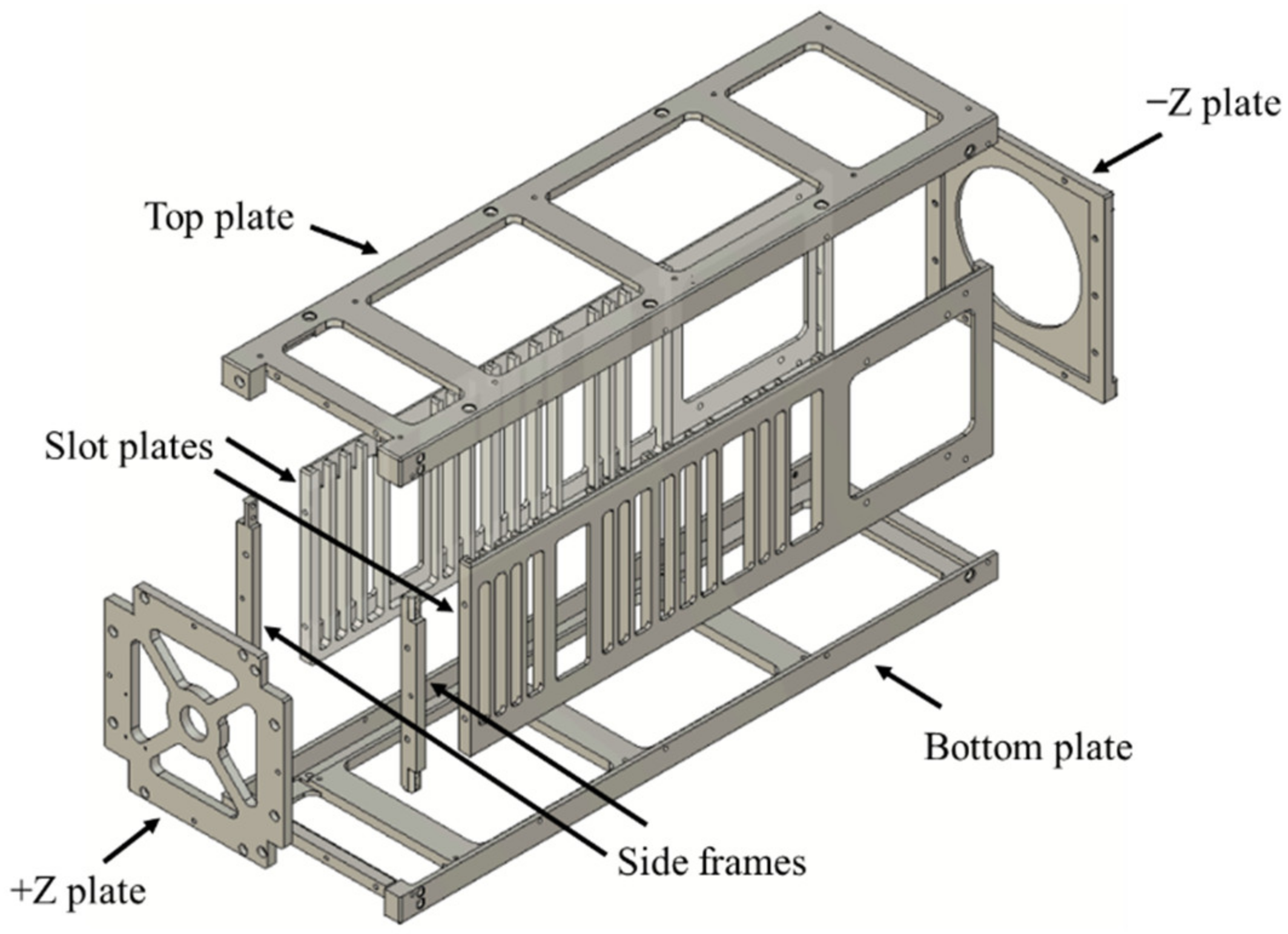
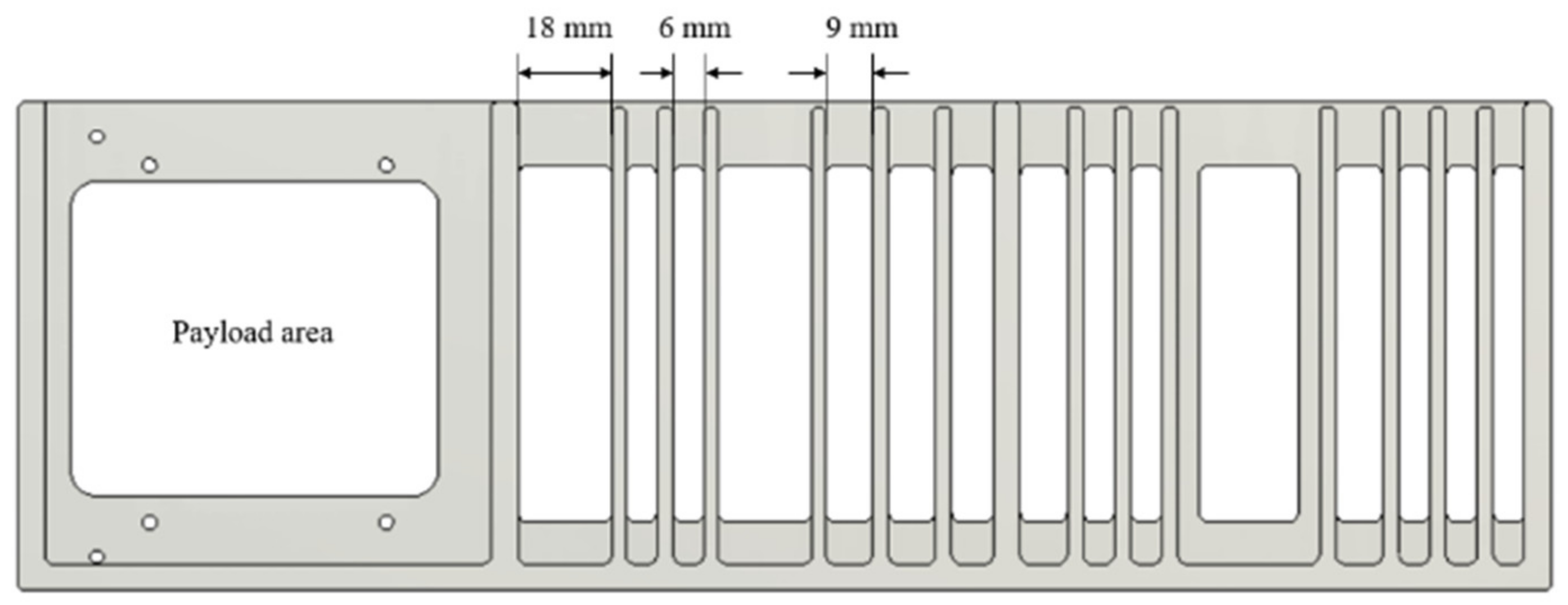
Another study conducted by Istanbul Technical University for the PSAT-II mission [
18] considered a modular 3U structure design with evenly spaced slit features on the interior faces of the four main frames to mount the internal subsystems. The PCBs were inserted into these tacks. The design in the study aimed to increase flexibility in rearranging internal subsystems, without the need to change the design of the structure, and to demonstrate it on a standardized bus in orbit. However, despite its concept of modularity, the study did not clearly show the electrical interface methods, nor the mechanical interface used to mount the internal PCB into the slots. insertion of PCBs directly into the given slits could potentially damage the PCB as well as the sensitive components, especially in the launch environment.
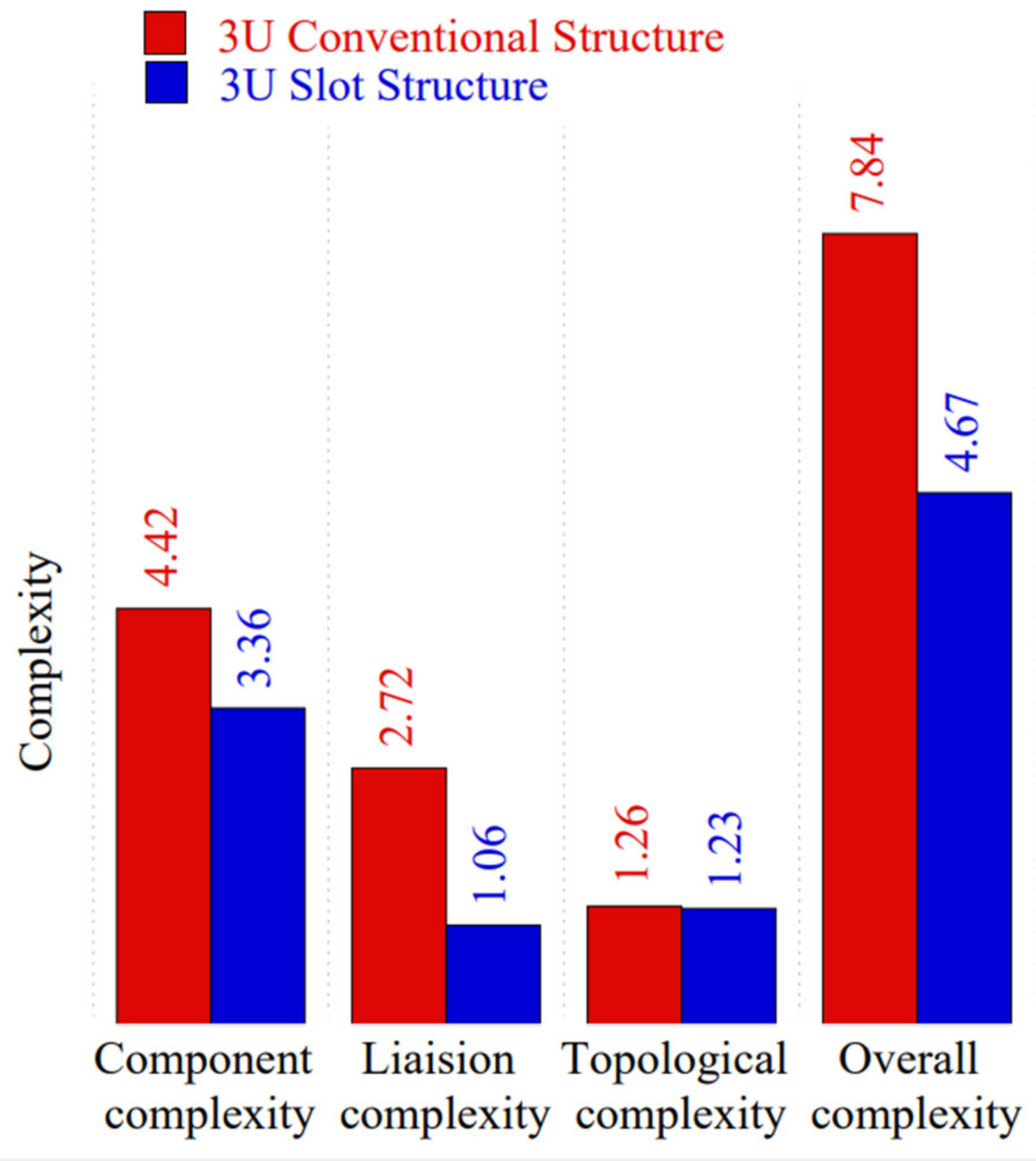
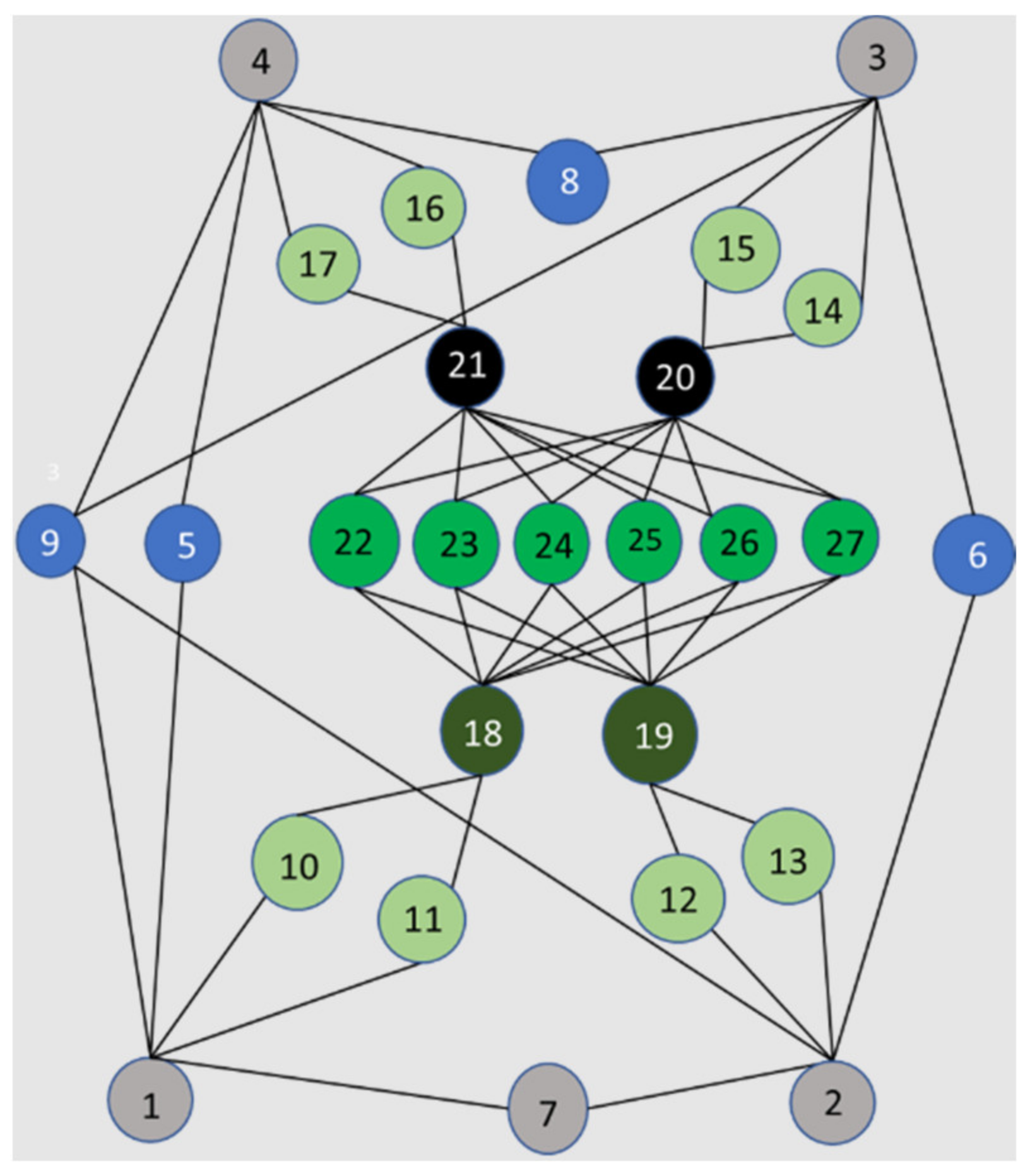
In general, the most important efficiency parameters, such as structural part count and number of assembly steps, which directly influence the level of complexity of the integration, have not been adequately addressed in either design. In fact, the complexity and the number of assembly steps has a direct relationship with the number of parts that exist. In addition, complexity can be a result of the mechanical interface method implemented. Therefore, it is important to have a platform where few parts and joints are needed for integration, with an assembly procedure easy to comprehend for someone who is not familiar with the tasks.
Once a design is optimized to the point where it has few structural parts and subsystems with little interdependence, it is important to standardize the platform so that few design changes are required in subsequent developments. This can be achieved by defining the interface between the satellite subsystems and the structure. At the same time, it is also important to allow some level of flexibility for subsystems or payloads with unique dimensions to fit into the structure without difficulty.
The goal of this research is to develop a flexible standard efficient 3U STM (structure and thermal model) which is suitable for mass production applications. The design concept is developed as an STM for an ongoing 3U CubeSat project.
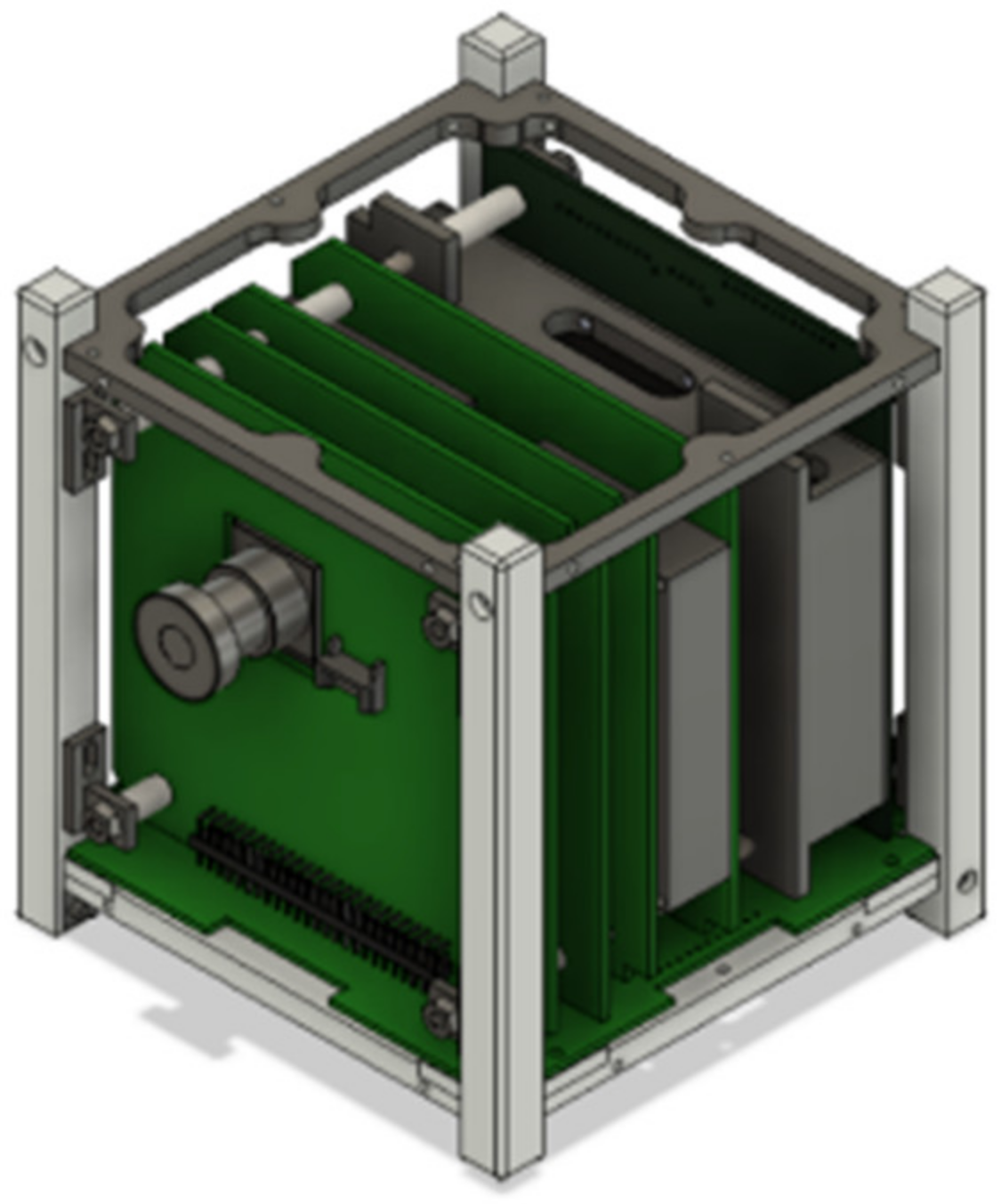
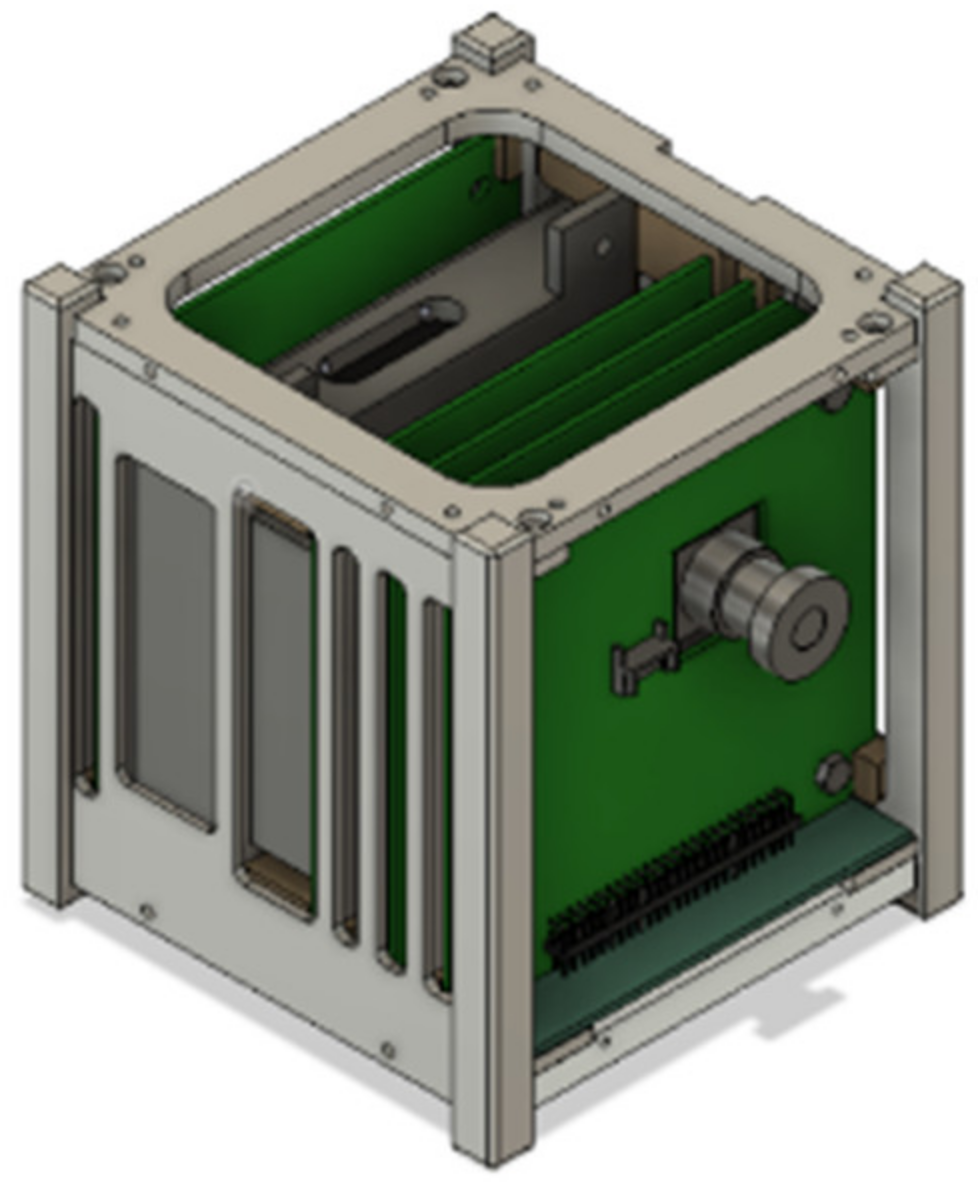
Recalling the common conventional type of structure, which is made up of several structural frames, rods, and plates, it is important to address the associated challenges. Therefore, a slot-based structural design is proposed with a unique interface between the internal PCB and the structure. The following are design parameters defined to evaluate the design objective.
The design goals:
A reduction in the number of parts;
A reduction in complexity;
A reduction in the number of assembly steps;
To show the scalability of the design to the 1U CubeSat form factor;
To comply with all interface and launch requirements;
An adequate volume for the communication payload.
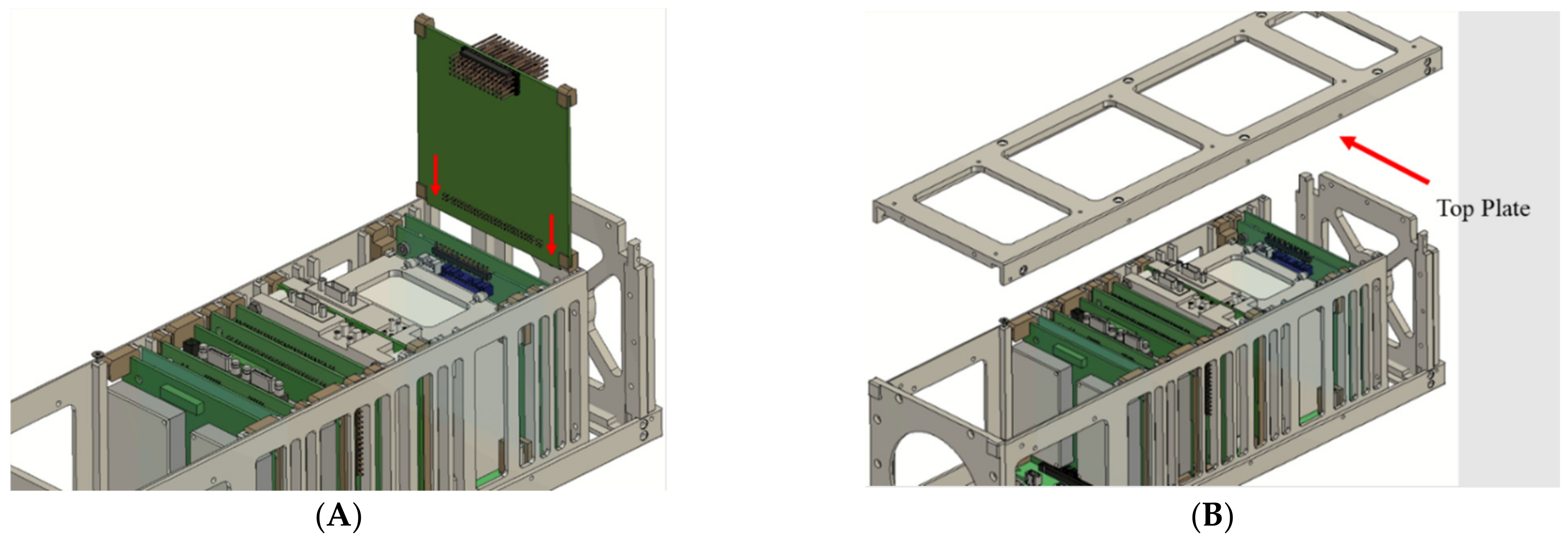
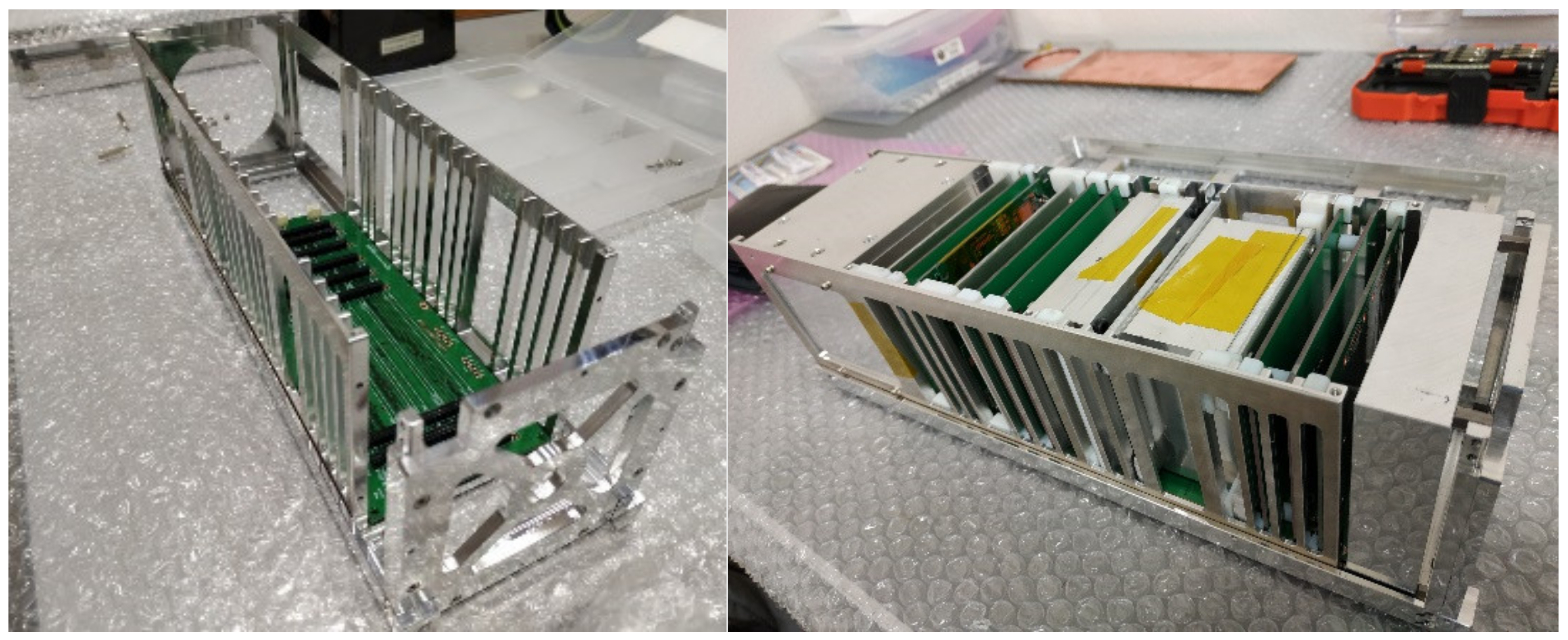
These design goals are used as evaluation parameters to compare the new design concept against the existing traditional, conventional CubeSat structural designs. After this initial phase of design, an EM and FM models are currently being developed with further design optimization. In this study, the initial STM development, from concept design to manufacturing and testing, is explained.
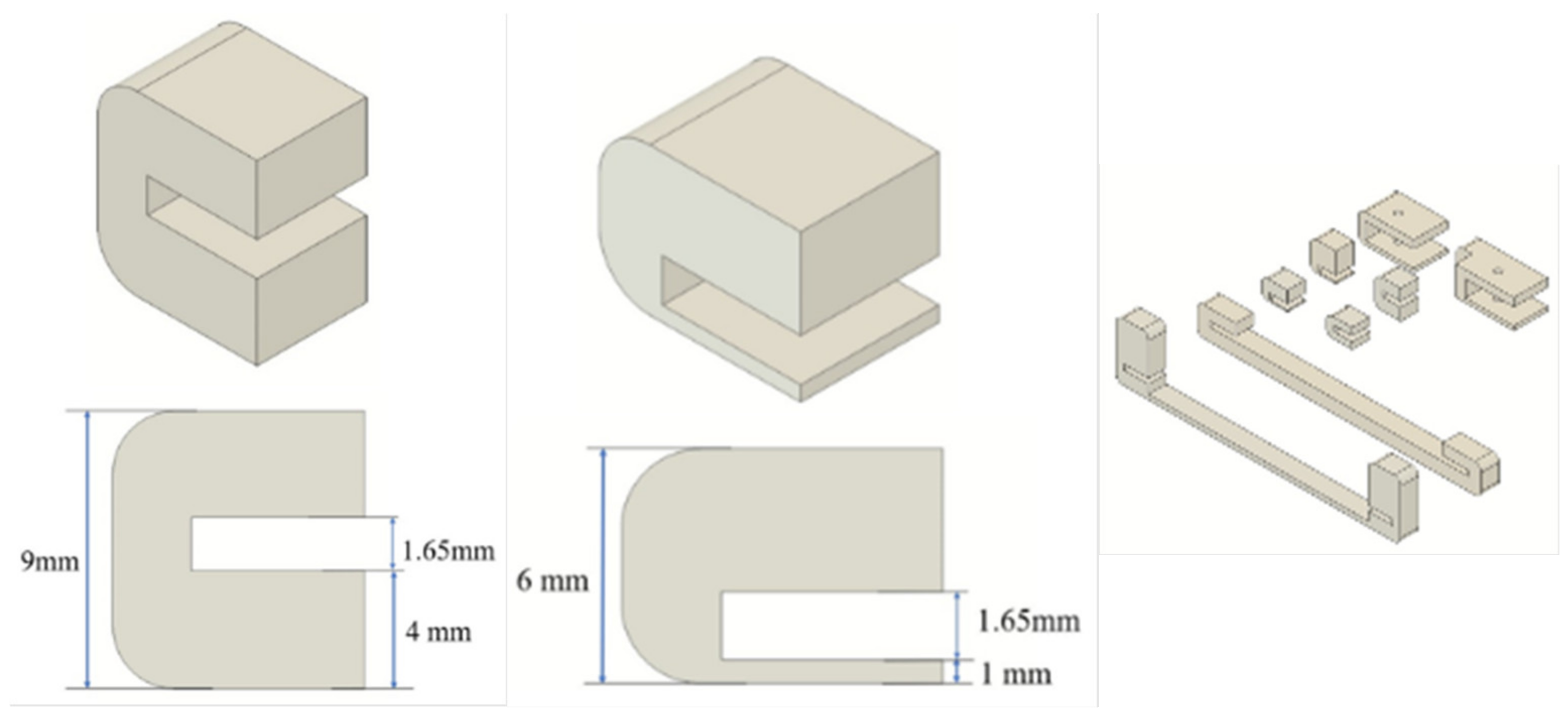
The purpose of the present paper is to develop a flexible and modular standard 3U CubeSat structure that is suitable for highly efficiency-demanding mass production applications. The novelty of this paper is the interface method used to mount the internal subsystems onto the slots, which provides a much lower part count with an easy assembly technique compared to the existing slot-type structural platforms. In addition, the slots are standardized to reduce the need for a change in the interface design of internal components, while at the same time facilitating the easy relocation of subsystems within the platform during the configuration definition phase.
This paper consists of seven sections. The second section describes the conceptual development of the structural design. The suitability of the proposed design is evaluated against the existing structural platform in the third section. The assessment results are analyzed in the fourth section. The fifth and the final sections provide the conclusion and directions for future work.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}





















