2.2. Preparation Procedures and Design
The orthogonal experimental method was used to obtain the significance level, which includes the construction waste, waste glass slag, and Yellow River sand, respectively, as shown in
Table 6. The raw materials under 0.3 mm were sieve-mixed with water for 90 s, and then aged for 48 h. Subsequently, the composite was pressed at 1~2 MPa to produce a raw brick. Finally, the raw brick was put into an electric furnace (BEQ-ZMF-1700C-18L, Anhui BEQ Equipment Technology Co. Ltd., Heifei, China, CHN) and a microwave furnace (Kelangte, Qingdao, China, CHN) for roasting.
Construction waste, waste glass slag, and Yellow River sedimentary sand were added to the cement net slurry mixer in that order, according to the matching ratio, and mixed evenly in a dry way; the aged material was mixed wet for 3 min after adding water, and the preparation was performed and tested for strength. The orthogonal experimental design and performance test results are shown in
Table 7.
The extreme difference analysis of the effect of each factor on the compressive strength is shown in
Table 8.
(1) For factor A: When the amount of building residue gradually increases from 45% to 55%, the compressive strength of the sintered brick shows an obvious trend of first increasing and then decreasing. When the amount of building residue is too low, the clay content is low, and the combination between the particles is not sufficient to bring out the maximum cohesion.
(2) For factor B: When the amount of waste glass slag is increased from 6% to 14%, the strength of the sintered brick changes smoothly, the overall trend is gradually increased, and the average value of the sintered brick strength reaches the maximum when the amount of slag is 14%. At this time, glass slag acts as a co-solvent and plays a cementing role between the soil materials, thus improving the strength of the sintered brick. On the basis of the influence of glass slag on the durability of the sintered brick, the dose of glass slag used in this paper is 10%.
(3) For factor C: The strength of the sintered brick increases when the doping amount of Yellow River sedimentary sand increases from 8% to 24%. In total, 16% of Yellow River sedimentary sand doping is used in this paper to correct and optimize the particle size distribution. Additionally, when the doping of Yellow River sedimentary sand continues to increase, and the proportion of the clay particles of sintered brick decreases accordingly, which eventually leads to a decrease in the compressive strength of the sintered brick.
(4) The order of the range analysis of the influence of each factor on the compressive strength is: the amount of construction waste A > the amount of glass slag doping B > the amount of Yellow River sedimentary sand doping C.
In order to analyze the significance and difference of the effects of three factors on the data, this paper uses a three-factor ANOVA to further study the relationship between the amount of construction waste, waste glass slag doping, and Yellow River sedimentary sand doping on the compressive strength, and the results are shown in
Table 9.
From
Table 9, it can be seen that: the amount of construction waste showed significance (F = 63.468,
p = 0.001 < 0.05), indicating that the main effect exists, and that the water content will have a differential relationship to the compressive strength. The glass slag substitution rate did not show significance (F = 1.230,
p = 0.423 > 0.05), indicating that the waste glass slag as a co-solvent with about 10% admixture does not have a significant differential relationship to the compressive strength. The Yellow River sediment sand substitution rate showed significance (F = 7.124,
p = 0.042 < 0.05), indicating that the main effect exists and that the Yellow River sediment sand substitution rate will have a differential relationship to the compressive strength. The results of the three-factor ANOVA were correlated with the results of the ANOVA, and the sum of squares confirmed that the amount of construction waste > the amount of Yellow River sedimentary sand blending > the amount of glass slag blending, and that the degree of influence of the three factors on the compressive strength of sintered brick was, in order, the amount of construction waste > the amount of Yellow River sedimentary sand blending > the amount of glass slag blending.
Combined with the experimental study, the main reasons for the three-factor ANOVA results and the extreme difference analysis results were analyzed as follows.
(1) Clay particles play a vital role in the sintered brick forming process, and when the amount of construction waste is increased from 45% to 50%, the content of clay particles increases, and the bricks possess a certain wet strength.
(2) Yellow River sedimentary sand has a substitution rate of 16% when the billet body forms a complete skeletal structure, but when the substitution rate continues to increase, it will lead to sintered brick strength reduction or even structural damage. This is due to the free water present around the saturated soil particles in the soil material at this time; according to the gravitational effect of the electric field to encapsulate the strong binding water film, the aged material reflects a strong viscosity. In addition, the liquid phase in the mixture wraps and bonds the grains to enhance the densification of the waste sintered brick, thus making the waste sintered brick have higher strength and lower water absorption. When the substitution rate is greater than 20%, the content of the viscous particles decreases, and the structural stability of the waste sintered brick is damaged, resulting in a large number of cracks, which reduces the strength and increases the water absorption.
(3) A total of 10% of glass slag is incorporated to effectively reduce the firing temperature of sintered brick, play the effect of flux, and enhance the strength of sintered brick.
In summary, this paper adopts 50% of construction waste, 10% of glass slag admixture, and 16% of Yellow River sedimentary sand replacement rate as the matching ratio for subsequent research.
2.3. Testing Methods
2.3.1. Compressive Strength Test
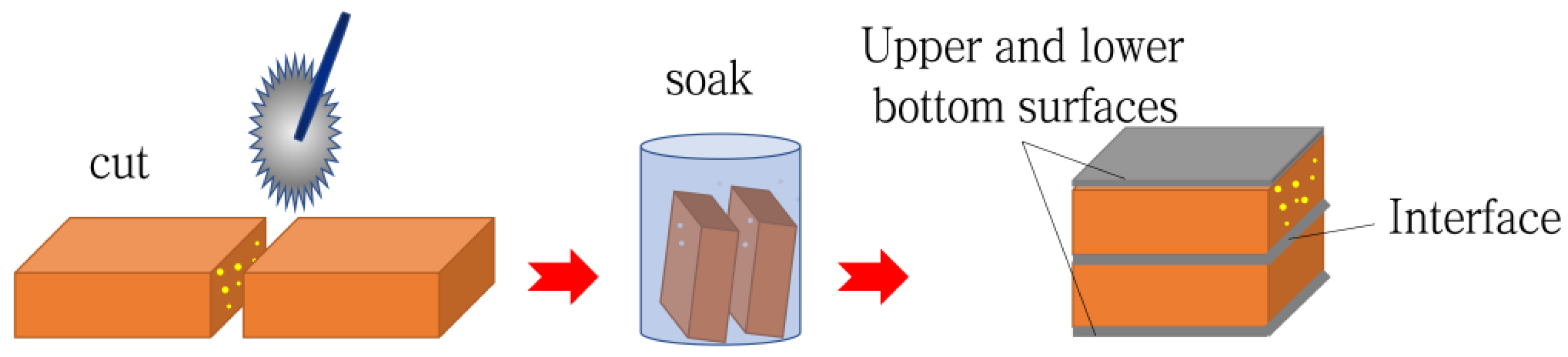
According to the test by the one-time molding method specified in the specification GB/T 2542-2012, “Masonry Wall Brick Experimental Method” [
26], the sample brick was first cut from the middle, soaked in clean water for 20–30 min, and then placed on the iron net dripping for 20–30 min, and then a cement net paste of appropriate consistency was stirred, and the sample brick was evenly wrapped on the upper and lower surfaces and at the overlapping interface after the cuts were reversed and stacked. The slurry was wrapped evenly on the upper and lower surfaces and at the overlapping interface, as shown in
Figure 2.
The test was carried out on the specimen bricks using a universal pressure tester, and the compressive strength of individual samples was calculated according to Equation (1).
Rp—Compressive strength of a single sample, in MPa.
p—Maximum breaking load, in N.
s—Sample compressed area, unit mm3.
In order to prevent errors in the test data of the individual test samples, the final results of compressive strength were calculated using the arithmetic mean of multiple samples, and in accordance with Equation (2).
—Average value of compressive strength in MPa.
n—The number of tested samples.
RP,i—Compressive strength of the ith sample, in MPa.
Multiple samples are required to calculate the standard deviation, which is calculated according to Equation (3). The calculation formula is as follows.
S—Standard deviation, MPa.
2.3.2. Weathering Resistance Test
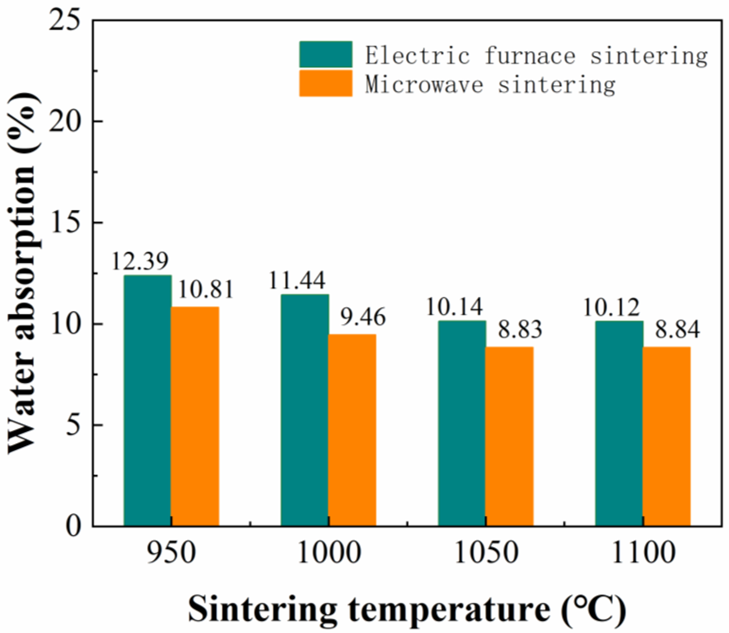
Water absorption is a key factor affecting the performance of sintered brick, and is greatly influenced by the sintering method. In this paper, the water absorption rate at room temperature, and the 3 h boiling water absorption rate of the sample bricks were studied experimentally, and double specimens were prepared before the test, with 5 sintered bricks in each specimen. According to GB/T 2542-2012, “Masonry Wall Brick Test Method” [
26], a quarter of the regular size of the sample brick was taken as the test specimen, and the specimen was firstly cleaned on the surface and dried in a blast drying oven at 105 ± 5 °C to a constant weight, and the dry weight was weighed as m
c0 and m
z0, respectively, after cooling. The wet weight was placed on the electronic scale after weighing m
c1 and m
z1, respectively, and the mz series specimens were placed into the boiling box; the water level injected into the box was 50 mm higher than the surface of the specimen. After 3 h, heating was stopped and the specimens were cooled to room temperature, with the boiling wet mass being recorded as m
z2. The water absorption rate of the sample brick at room temperature and the 3 h boiling water absorption rate was calculated according to Formulas (4) and (5).
W1—Water absorption of the sample brick immersed in water at room temperature for 24 h, %.
mc0—Sample brick drying 24 h mass, unit kg.
m
c1—Sample brick soaking 24 h mass, unit kg.
W2—Water absorption of the sample brick by boiling for 3 h, %.
mz0—Sample brick drying mass for 24 h, unit kg.
mz2—Sample brick boiling 3 h mass, unit kg.
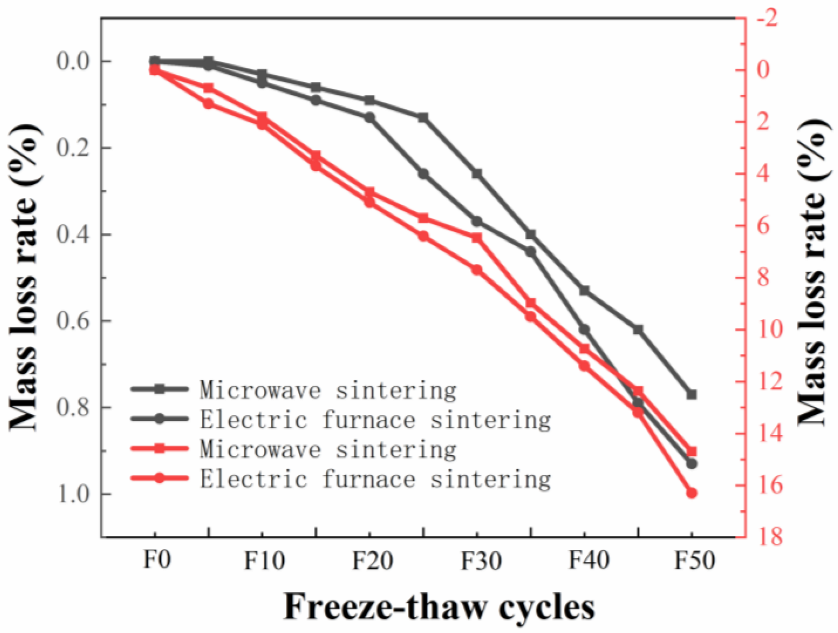
2.3.3. Frost Resistance Test
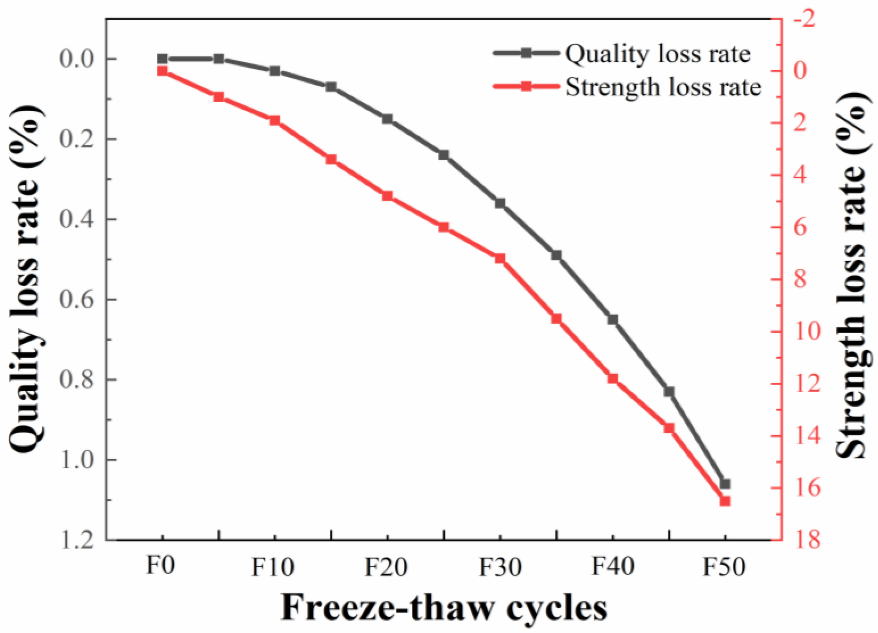
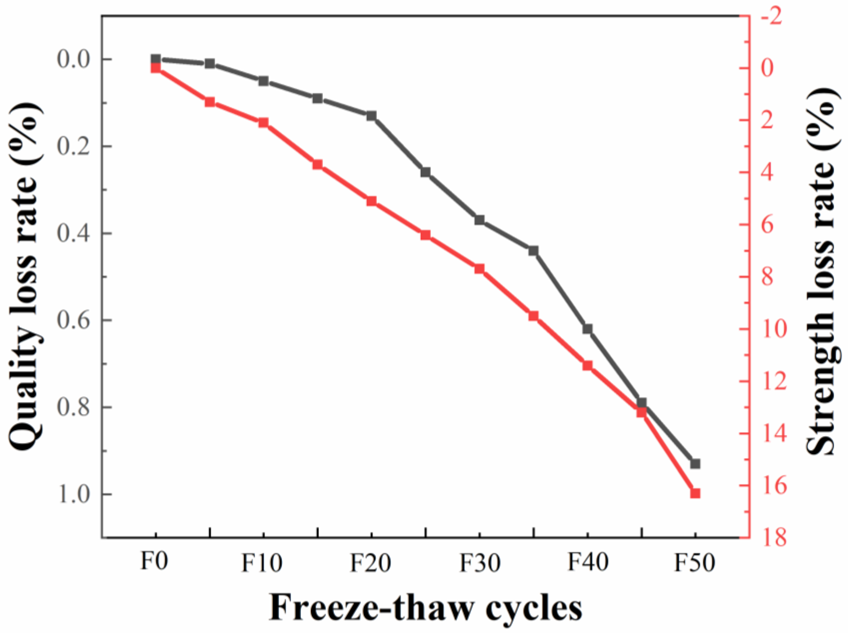
The frost resistance of the sintered bricks is one of the important indicators of the durability of the sintered bricks, and also one of the main factors affecting their strength and appearance quality. From the perspective of buildings and structures, the frost resistance of sintered bricks also determines to a large extent the quality, beauty, and the service life of buildings. Freeze–thaw damage to sintered brick can cause internal freezing and cracking, which in turn reduces the load-bearing capacity and stability of the structure. By exploring the appearance changes, mass loss, and dynamic elastic modulus, the laws of external activity and materiality on the performance of sintered bricks are revealed. In this paper, 5 freeze–thaw cycles were used as a cycle. By weighing the mass of sintered brick in each cycle and by conducting strength tests, the mass loss of sintered brick in each freeze–thaw cycle was then calculated.
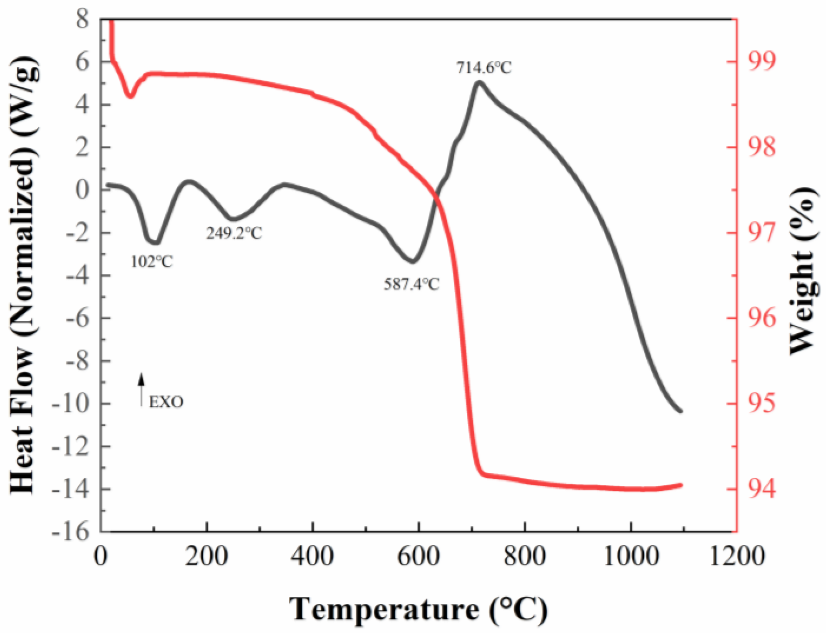
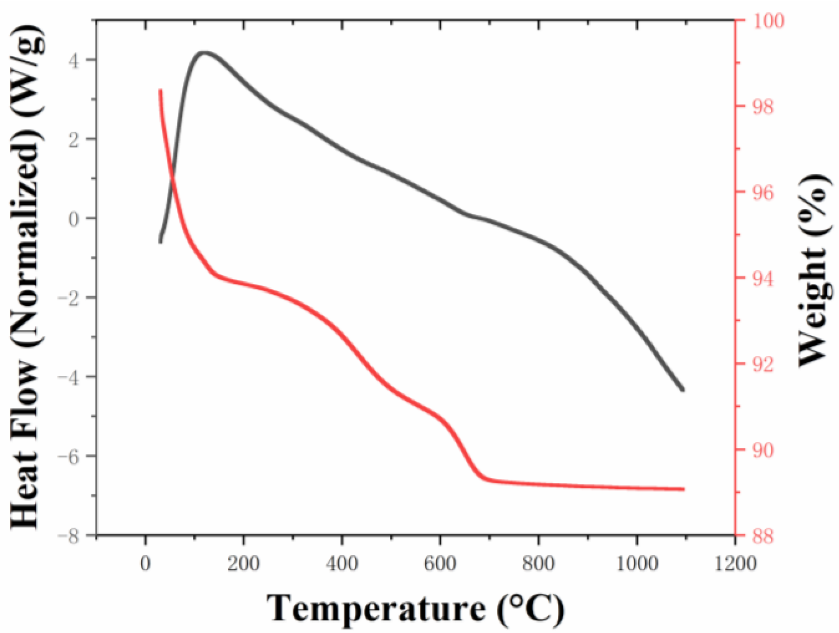
2.3.4. Thermal Analysis
The instrument used was a SDT650 synchronous thermal analyzer from Waters, USA, with an up-and-down instrument structure and a temperature range of room temperature to 1500 °C. An appropriate amount of sample was placed in the crucible and detected in an air atmosphere, with a heating rate of 10 °C/min. The information on the thermogravimetric change and the differential heat of the raw material during the heating process was analyzed.
2.3.5. Microscopic Morphological Analysis
A HT7700 scanning electron microscope (SEM) from Hitachi, Japan, was used with three observation modes, i.e., low magnification and wide field of view, high contrast observation, and high-resolution observation with a resolution of 0.2 nm and a magnification of up to 600,000 times. The sample is made into a suitable size and representative particle, rinsed on the surface, dried to a constant weight, cooled and glued to the sample stage using conductive tape, sprayed with gold, and then examined.


 ,
, 

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}