
A Numerical Approach for the Efficient Concept Design of Laser-Based Hybrid Joints



Abstract
:1. Introduction
- How can tailored microstructure concepts for laser joining zones be automatically generated while considering the laser manufacturing constraints?
- How can the laser costs and joint strength be efficiently determined for the tailored microstructure concepts?
- How can the methods and models be used to develop cost- and strength-optimized microstructure concepts?
2. Method and Models
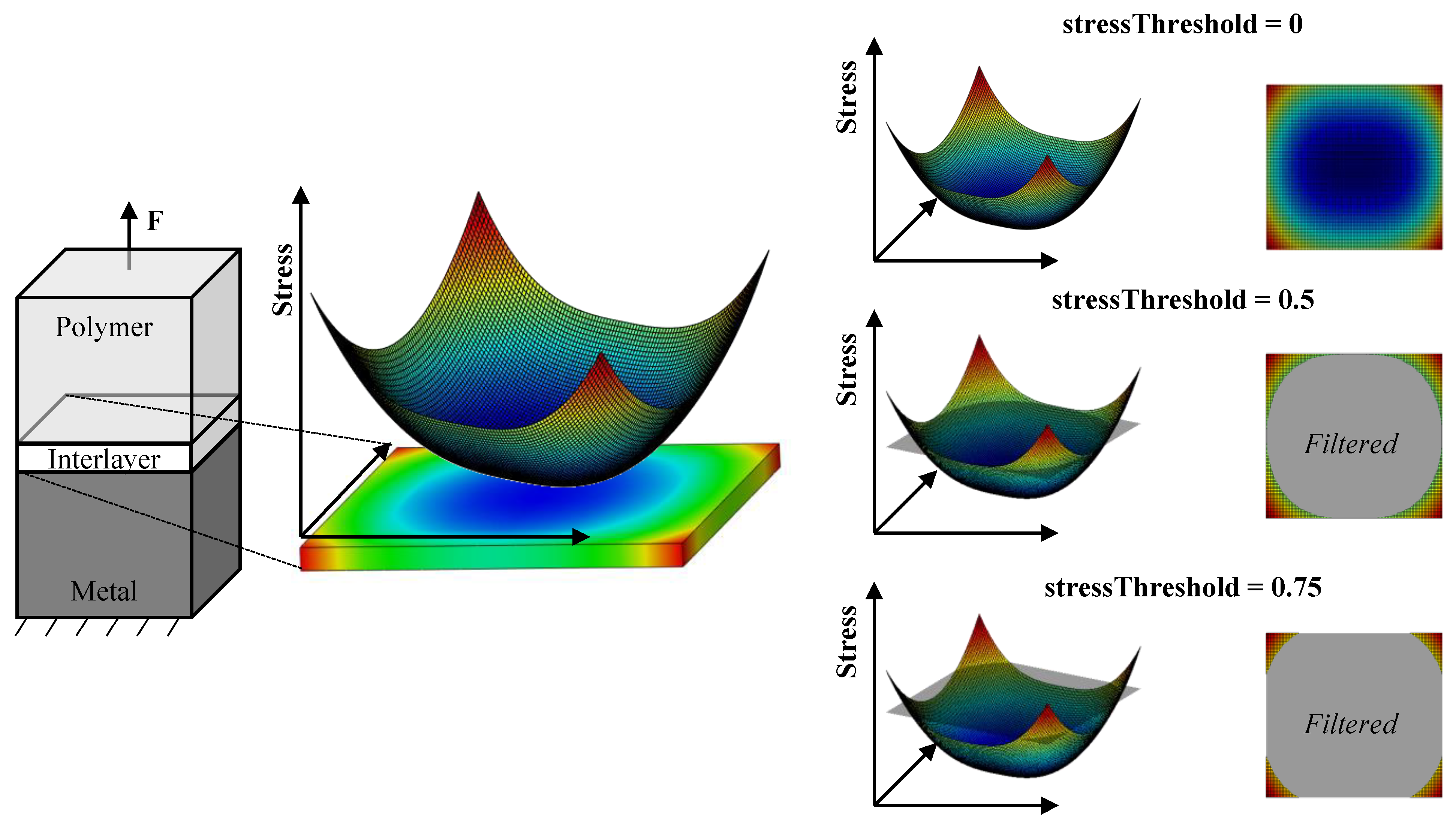
2.1. Automated Generation of Microstructure Concepts
2.2. Cohesive Zone Model for Strength Calculation
2.3. Cost Model
3. Demonstration of the Approach
3.1. Concept Development
3.2. Optimization Setup
3.3. Determination of CZM Parameters
3.4. Optimization Results
4. Summary and Outlook
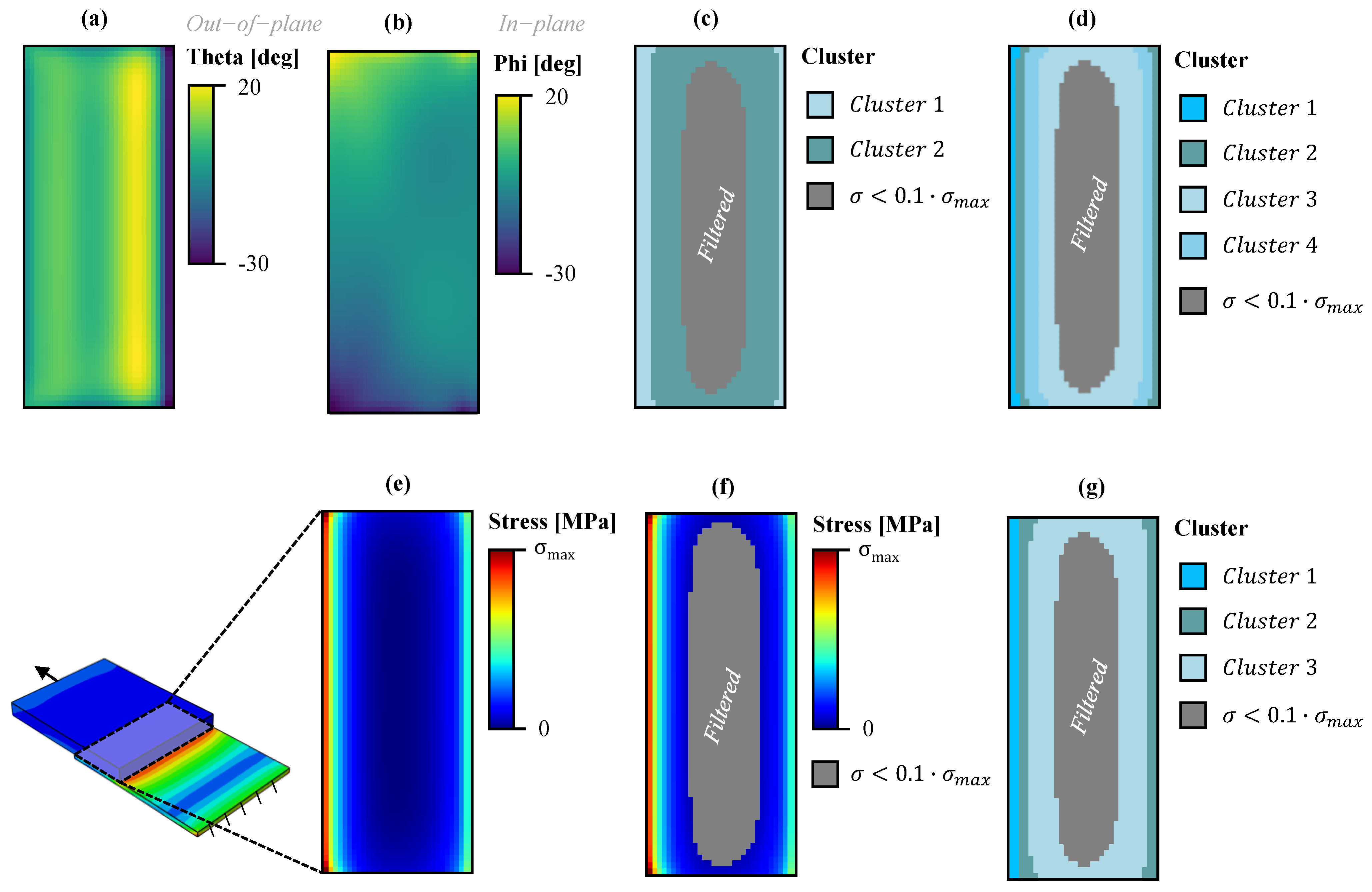
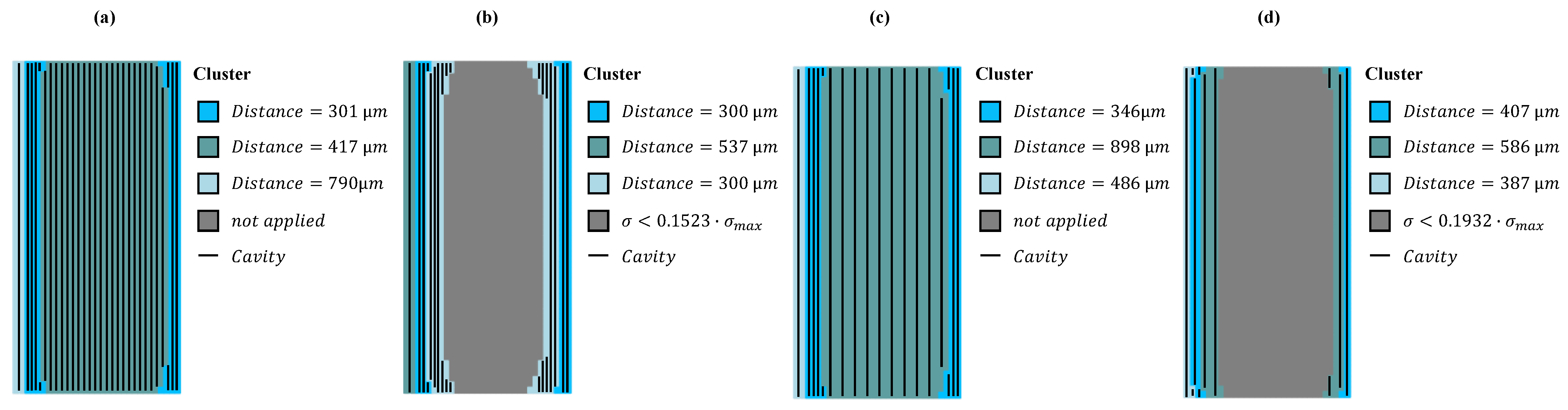
- The stress-based numerical cluster approach was able to automatically identify regions with the same stress and load angles while still ensuring laser manufacturability. For each region, the cavities could be placed automatically, and thus microstructure concepts could be efficiently generated.
- To efficiently determine the quasi-static strength of the laser-based joint, the cohesive-zone-modeling (CZM) approach is suitable. The comparison of the predicted strength with an experiment showed an error of ~3%.
- Supplying the CZM with only the FE-RVE data is possible and leads to sufficient prediction quality of the joint strength. The effort for simulation and implementation of the CZM was significantly lower than for the micromodel.
- The laser cost model is extended to calculate the laser production time and costs for arbitrary microstructure concepts.
- Linking the models in a genetic optimization procedure enabled the automated identification of optimized microstructure concepts, which had up to 67% lower costs than benchmarks with the classical microstructure but the same strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Taub, A.; De Moor, E.; Luo, A.; Matlock, D.K.; Speer, J.G.; Vaidya, U. Materials for Automotive Lightweighting. Annu. Rev. Mater. Res. 2019, 49, 327–359. [Google Scholar] [CrossRef]
- Smith, B.; Spulber, A.; Modi, S.; Fiorelli, T. Technology Roadmaps: Intelligent Mobility Technology; Materials and Manufacturing Processes, and Light Duty Vehicle Propulsion; Center for Automotive Research: Ann Arbor, MI, USA, 2018. [Google Scholar]
- Friedrich, H.E. Leichtbau in der Fahrzeugtechnik; Springer: Wiesbaden, Germany, 2017. [Google Scholar]
- Henning, F.; Moeller, E. (Eds.) Handbuch Leichtbau: Methoden, Werkstoffe, Fertigung; Hanser: Munich, Germany, 2011. [Google Scholar]
- Amancio Filho, S.T.; Blaga, L.-A. (Eds.) Joining of Polymer-Metal Hybrid Structures: Principles and Applications; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2018. [Google Scholar]
- Martinsen, K.; Hu, S.; Carlson, B. Joining of dissimilar materials. CIRP Ann. 2015, 64, 679–699. [Google Scholar] [CrossRef] [Green Version]
- Habenicht, G. Kleben: Grundlagen, Technologien, Anwendungen, 6th ed.; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Spancken, D.; van der Straeten, K.; Beck, J.; Stötzner, N. Laserstrukturierung von Metalloberflächen für Hybridverbindungen. Lightweight Des. 2018, 11, 16–23. [Google Scholar] [CrossRef]
- Klotzbach, A.; Langer, M.; Pautzsch, R.; Standfuß, J.; Beyer, E. Thermal direct joining of metal to fiber reinforced thermoplastic components. J. Laser Appl. 2017, 29, 22421. [Google Scholar] [CrossRef]
- Dröder, K. Prozesstechnologie zur Herstellung von FVK-Metall-Hybriden; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Chmielewska, A.; Wysocki, B.A.; Gadalińska, E.; MacDonald, E.; Adamczyk-Cieślak, B.; Dean, D.; Świeszkowski, W. Laser powder bed fusion (LPBF) of NiTi alloy using elemental powders: The influence of remelting on printability and microstructure. Rapid Prototyp. J. 2022, 28, 1845–1868. [Google Scholar] [CrossRef]
- Ettaieb, K.; Godineau, K.; Lavernhe, S.; Tournier, C. Offline laser power modulation in LPBF additive manufacturing including kinematic and technological constraints. Rapid Prototyp. J. 2022. [Google Scholar] [CrossRef]
- Wang, D.; Wei, X.; Liu, J.; Xiao, Y.; Yang, Y.; Liu, L.; Tan, C.; Yang, X.; Han, C. Lightweight design of an AlSi10Mg aviation control stick additively manufactured by laser powder bed fusion. Rapid Prototyp. J. 2022, 28, 1869–1881. [Google Scholar] [CrossRef]
- Farzaneh, A.; Khorasani, M.; Farabi, E.; Gibson, I.; Leary, M.; Ghasemi, A.; Rolfe, B. Sandwich structure printing of Ti-Ni-Ti by directed energy deposition. Virtual Phys. Prototyp. 2022, 17, 1006–1030. [Google Scholar] [CrossRef]
- Lambiase, F.; Liu, F. Recent advances in metal-polymer joining processes. In Joining Processes for Dissimilar and Advanced Materials; Elsevier: Amsterdam, The Netherlands, 2022; pp. 123–151. [Google Scholar]
- Berges, J.M.; van der Straeten, K.; Jacobs, G.; Berroth, J. Towards a Model-Based Approach for the Optimization of the Mechanical and Economical Properties of Laser-Based Plastic-Metal Joints. Key Eng. Mater. 2022; in press. [Google Scholar]
- Spütz, K.; Berges, J.; Jacobs, G.; Berroth, J.; Konrad, C. Classification of Simulation Models for the Model-based Design of Plastic-Metal Hybrid Joints. Procedia CIRP 2022, 109, 37–42. [Google Scholar] [CrossRef]
- Berges, J.M.; van der Straeten, K.; Jacobs, G.; Berroth, J.; Gillner, A. Model-Based Estimation of the Strength of Laser-Based Plastic-Metal Joints Using Finite Element Microstructure Models and Regression Models. Materials 2021, 14, 5004. [Google Scholar] [CrossRef]
- Lambiase, F.; Genna, S.; Kant, R. Optimization of laser-assisted joining through an integrated experimental-simulation approach. Int. J. Adv. Manuf. Technol. 2018, 97, 2655–2666. [Google Scholar] [CrossRef]
- Rodríguez-Vidal, E.; Lambarri, J.; Soriano, C.; Sanz, C.; Verhaeghe, G. A Combined Experimental and Numerical Approach to the Laser Joining of Hybrid Polymer—Metal Parts. Phys. Procedia 2014, 56, 835–844. [Google Scholar] [CrossRef] [Green Version]
- Müller, S.; de Luca, P.; Tramecon, A. Multi-Scale Analysis of Joints in Hybrid Metal/Composite Structures in ESI Virtual Performance Solution (VPS). In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017. [Google Scholar] [CrossRef]
- Engelmann, C.; Eckstaedt, J.; Olowinsky, A.; Aden, M.; Mamuschkin, V. Experimental and Simulative Investigations of Laser Assisted Plastic-metal-joints Considering Different Load Directions. Phys. Procedia 2016, 83, 1118–1129. [Google Scholar] [CrossRef]
- Ma, F.; Chen, S.; Han, L.; Wang, Z.; Pu, Y. Experimental and numerical investigation on the strength of polymer-metal hybrid with laser assisted metal surface treatment. J. Adhes. Sci. Technol. 2019, 33, 1112–1129. [Google Scholar] [CrossRef]
- Hao, P.; Yang, H.; Wang, Y.; Liu, X.; Wang, B.; Li, G. Efficient reliability-based design optimization of composite structures via isogeometric analysis. Reliab. Eng. Syst. Saf. 2021, 209, 107465. [Google Scholar] [CrossRef]
- Hu, W.; Park, D.; Choi, D. Structural optimization procedure of a composite wind turbine blade for reducing both material cost and blade weight. Eng. Optim. 2013, 45, 1469–1487. [Google Scholar] [CrossRef]
- Wang, Z.; Sobey, A. A comparative review between Genetic Algorithm use in composite optimisation and the state-of-the-art in evolutionary computation. Compos. Struct. 2020, 233, 111739. [Google Scholar] [CrossRef]
- Nikbakt, S.; Kamarian, S.; Shakeri, M. A review on optimization of composite structures Part I: Laminated composites. Compos. Struct. 2018, 195, 158–185. [Google Scholar] [CrossRef]
- Shrestha, P.R.; Timalsina, D.; Bista, S.; Shresta, B.; Shakya, T.M. Generative design approach for product development. In Proceedings of the 7th International Conference on Engineering, Applied Sciences and Technology (ICEAST2021), Pattaya, Thailand, 1–3 April 2021; p. 20008. [Google Scholar]
- Gao, T.; Zhang, W.; Zhu, J. Topology Optimization in Engineering Structure Design; Elsevier Science: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Systematic Calculation of Highly Stressed Bolted Joints, 2230, VDI—The Association of German Engineers. Available online: https://www.beuth.de/en/technical-rule/vdi-2230-blatt-1/242566299 (accessed on 5 May 2022).
- Zang, A.; Stephansson, O. Stress Field of the Earth’s Crust; Springer: Dordrecht, The Netherland, 2010. [Google Scholar]
- Berges, J.; Jacobs, G.; Stein, S.; Sprehe, J. Methodology for the Concept Design of Locally Reinforced Composites. Appl. Sci. 2021, 11, 7246. [Google Scholar] [CrossRef]
- Scitovski, R.; Sabo, K.; Martínez-Álvarez, F.; Ungar, Š. Cluster Analysis and Applications; Springer International Publishing: Cham, Switzerland, 2021. [Google Scholar]
- Rodríguez-Vidal, E.; Sanz, C.; Lambarri, J.; Quintana, I. Experimental investigation into metal micro-patterning by laser on polymer-metal hybrid joining. Opt. Laser Technol. 2018, 104, 73–82. [Google Scholar] [CrossRef]
- Hopmann, C.; Kreimeier, S.; Keseberg, J.; Wenzlau, C. Joining of Metal-Plastics-Hybrid Structures Using Laser Radiation by Considering the Surface Structure of the Metal. J. Polym. 2016, 2016, 4734913. [Google Scholar] [CrossRef] [Green Version]
- Zhao, S.; Kimura, F.; Kadoya, S.; Kajihara, Y. Experimental analysis on mechanical interlocking of metal–polymer direct joining. Precis. Eng. 2020, 61, 120–125. [Google Scholar] [CrossRef]
- Gebauer, J.; Fischer, M.; Lasagni, A.F.; Kühnert, I.; Klotzbach, A. Laser structured surfaces for metal-plastic hybrid joined by injection molding. J. Laser Appl. 2018, 30, 32021. [Google Scholar] [CrossRef]
- Park, K.; Paulino, G.H. Cohesive Zone Models: A Critical Review of Traction-Separation Relationships Across Fracture Surfaces. Appl. Mech. Rev. 2011, 64, 060802. [Google Scholar] [CrossRef]
- Da Silva, L.F.M. Modeling of Adhesively Bonded Joints; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Sun, C.T.; Jin, Z.-H. Cohesive Zone Model. In Fracture Mechanics; Elsevier: Amsterdam, The Netherlands, 2012; pp. 227–246. [Google Scholar]
- Khoramishad, H.; Crocombe, A.; Katnam, K.; Ashcroft, I. A generalised damage model for constant amplitude fatigue loading of adhesively bonded joints. Int. J. Adhes. Adhes. 2010, 30, 513–521. [Google Scholar] [CrossRef]
- Pothen, M.; Winands, K.; Klocke, F. Compensation of scanner based inertia for laser structuring processes. J. Laser Appl. 2017, 29, 12017. [Google Scholar] [CrossRef] [Green Version]
- ScanlabScanlab. Product Brochure: RTC5 Control Board. Available online: www.scanlab.de (accessed on 9 May 2022).
- Venter, G. Review of Optimization Techniques. In Encyclopedia of Aerospace Engineering; Blockley, R., Shyy, W., Eds.; John Wiley & Sons, Ltd.: Chichester, UK, 2010. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]
- Haus, L.C.; Saunders, B.E.; Acosta, J.E.; Allard, T.E.; Brindley, K.A.; Morello, A.J. Assessing Predictive Capabilities for Nonlinear Dynamic Structural Responses. In Special Topics in Structural Dynamics & Experimental Techniques; Epp, D.S., Ed.; Springer International Publishing: Cham, Switzerland, 2021; Volume 5, pp. 233–254. [Google Scholar]
- Askes, H.; Rodríguez-Ferran, A.; Hetherington, J. The effects of element shape on the critical time step in explicit time integrators for elasto-dynamics. Int. J. Numer. Meth. Eng. 2015, 101, 809–824. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Capital costs CC | 100,000 € |
| Write-off time tw | 8 years |
| Relative maintenance costs Cm | 20% p.a. |
| Footprint F | 5 m2 |
| Building costs CF | 3.5 €/m2 p.M. |
| Running hours tr | 2000 h p.a. |
| Energy costs CE | 0.405 €/h |
| Type | Distance (µm) | Costs (€) | Max. Load (N) | Cavities | Mark Distance (mm) |
|---|---|---|---|---|---|
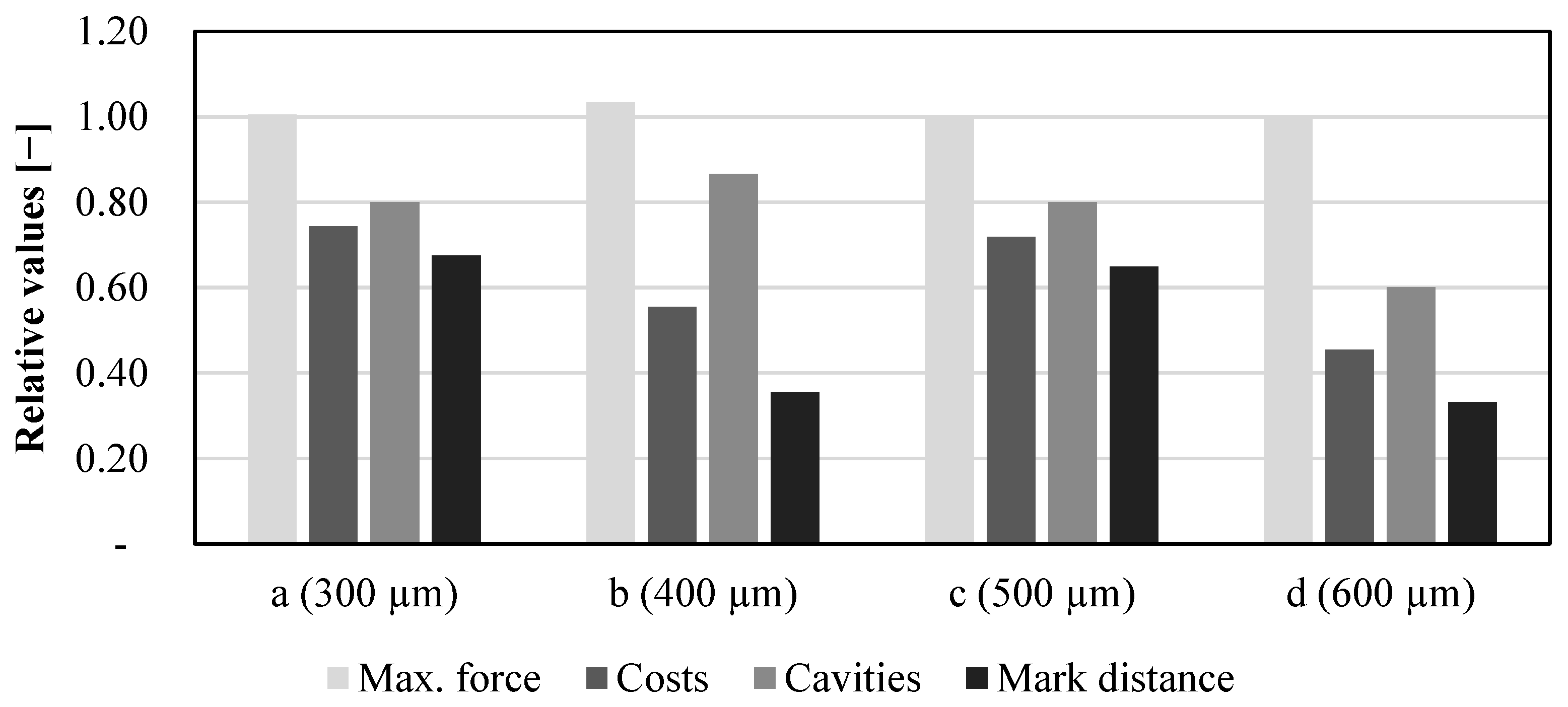
| a (classical) | 300 | 0.00237 | 2831 | 40 | 5904 |
| b (classical) | 400 | 0.00178 | 2475 | 30 | 4428 |
| c (classical) | 500 | 0.00148 | 2363 | 25 | 3690 |
| d (classical) | 600 | 0.00119 | 2021 | 20 | 2952 |
| Parameter | Values | |
|---|---|---|
| Algorithm settings | Population Size | 12 |
| Number of Generations | 20 | |
| Crossover Probability | 0.9 | |
| Crossover Distribution Index | 10 | |
| Mutation Distribution Index | 20 | |
| Initialization Mode | Random | |
| Design Variables | stressThreshold | [0; 35] |
| Distances d1–dn | [300 µm; 1000 µm] | |
| Number of clusters | 3 | |
| Objectives | Strength | ≥Benchmark |
| Costs | minimize |
| Steel (1.4301) | Plastic (PP/GF40) | |
|---|---|---|
| Modulus (MPa) | 200,000 | 9200 |
| Density (g/cm3) | 7.9 | 1.2 |
| Poisson ratio | 0.3 | 0.35 |
| Tensile strength (MPa) | - | 185 |
| Strain at break (%) | - | 2.3 |
| Parameter | Value | Unit |
|---|---|---|
| σmax,shear | 38.55 | MPa |
| σmax,tensile | 18.88 | MPa |
| Eshear | 9200 | MPa |
| Etensile | 1750 | MPa |
| Rshear | 0.1 | - |
| Rtensile | 0.6 | - |
| Gshear | 0.6 | J |
| Gtensile | 0.4 | J |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Berges, J.M.; Jacobs, G.; Berroth, J. A Numerical Approach for the Efficient Concept Design of Laser-Based Hybrid Joints. Appl. Sci. 2022, 12, 10649. https://doi.org/10.3390/app122010649
Berges JM, Jacobs G, Berroth J. A Numerical Approach for the Efficient Concept Design of Laser-Based Hybrid Joints. Applied Sciences. 2022; 12(20):10649. https://doi.org/10.3390/app122010649
Chicago/Turabian StyleBerges, Julius Moritz, Georg Jacobs, and Joerg Berroth. 2022. "A Numerical Approach for the Efficient Concept Design of Laser-Based Hybrid Joints" Applied Sciences 12, no. 20: 10649. https://doi.org/10.3390/app122010649
APA StyleBerges, J. M., Jacobs, G., & Berroth, J. (2022). A Numerical Approach for the Efficient Concept Design of Laser-Based Hybrid Joints. Applied Sciences, 12(20), 10649. https://doi.org/10.3390/app122010649