

Response Surface Methodology Using Observational Data: A Systematic Literature Review


Abstract
:1. Introduction
2. RSM Overview for Response Optimization
2.1. Classic RSM
2.2. RSM-OD
3. Methodology
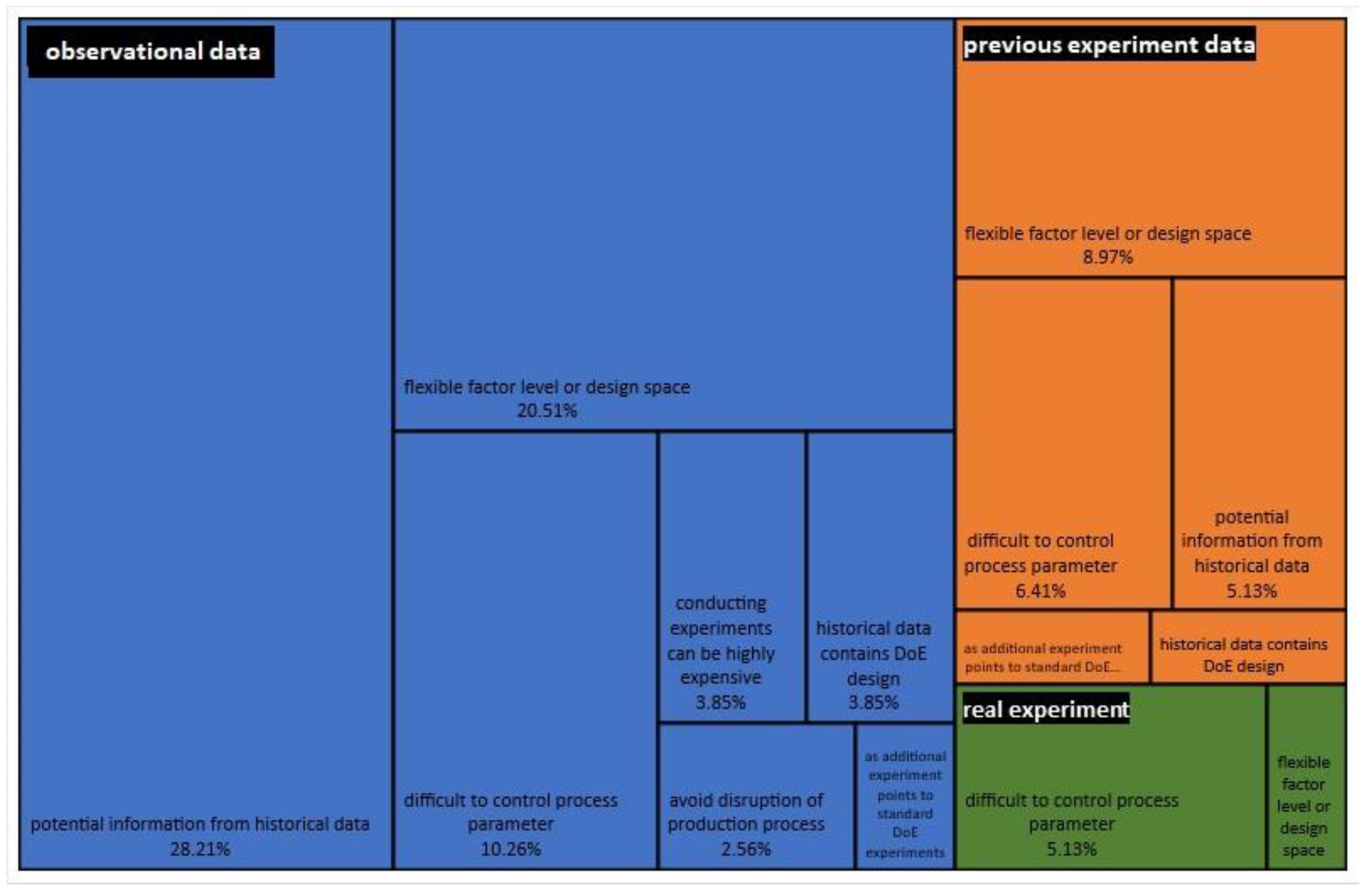
- LRQ1: What are the rationales for using observational data as an alternative to conducting a real RSM experiment?
- LRQ2: What condition within observational data can be adapted to RSM?
- LRQ3: How are observational data adopted to RSM?
4. Descriptive and Bibliometric Analysis
5. Synthesis and Discussion
- LRQ1:
- What are the rationales for using observational data as an alternative to conducting a real RSM experiment?
- LRQ2:
- What condition within historical data can be adapted to RSM?
- LRQ3:
- How historical data are adopted to RSM?
5.1. Comparative Analysis
5.2. Advantages and Disadvantages of RSM-OD
5.3. Potential Gaps and Future Research
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Abbreviations (Alphabetical Order) | Full Form |
| DoE | Design of experiment |
| HDD | Historical data design |
| LRQ | Literature review questions |
| NN | Neural network model |
| PRISMA | Preferred reporting items for systematic reviews and meta analyses |
| RSM | Response surface methodology |
| RSM-OD | Observational data-based RSM |
| SLR | Systematic literature review |
| SVM | Support vector machine model |
References
- Myers, R.H.; Montgomery, D.C.; Anderson-Cook, C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments; Wiley Series in Probability and Statistics; Wiley: Hoboken, NJ, USA, 2016. [Google Scholar]
- Sukthomya, W.; Tannock, J.D.T. Taguchi Experimental Design for Manufacturing Process Optimisation Using Historical Data and a Neural Network Process Model. Int. J. Qual. Reliab. Manag. 2005, 22, 485–502. [Google Scholar] [CrossRef]
- Chien, C.F.; Chang, K.H.; Wang, W.C. An Empirical Study of Design-of-Experiment Data Mining for Yield-Loss Diagnosis for Semiconductor Manufacturing. J. Intell. Manuf. 2014, 25, 961–972. [Google Scholar] [CrossRef]
- Sadati, N.; Chinnam, R.B.; Nezhad, M.Z. Observational Data-Driven Modeling and Optimization of Manufacturing Processes. Expert Syst. Appl. 2018, 93, 456–464. [Google Scholar] [CrossRef] [Green Version]
- Cerquitelli, T.; Pagliari, D.J.; Calimera, A.; Bottaccioli, L.; Patti, E.; Acquaviva, A.; Poncino, M. Manufacturing as a Data-Driven Practice: Methodologies, Technologies, and Tools. Proc. IEEE 2021, 109, 399–422. [Google Scholar] [CrossRef]
- Hussain, S.; Khan, H.; Khan, N.; Gul, S.; Wahab, F.; Khan, K.I.; Zeb, S.; Khan, S.; Baddouh, A.; Mehdi, S.; et al. Process Modeling toward Higher Degradation and Minimum Energy Consumption of an Electrochemical Decontamination of Food Dye Wastewater. Environ. Technol. Innov. 2021, 22, 101509. [Google Scholar] [CrossRef]
- Fazeli Burestan, N.; Afkari Sayyah, A.H.; Taghinezhad, E. Mathematical Modeling for the Prediction of Some Quality Parameters of White Rice Based on the Strength Properties of Samples Using Response Surface Methodology (RSM). Food Sci. Nutr. 2020, 8, 4134–4144. [Google Scholar] [CrossRef]
- Garg, H.K.; Singh, R. Investigations for Obtaining Desired Strength of Nylon6 and Fe Powder-Based Composite Wire for FDM Feedstock Filament. Prog. Addit. Manuf. 2017, 2, 73–83. [Google Scholar] [CrossRef] [Green Version]
- Mahmoodi, N.M.; Taghizadeh, M.; Taghizadeh, A. Activated Carbon/Metal-Organic Framework Composite as a Bio-Based Novel Green Adsorbent: Preparation and Mathematical Pollutant Removal Modeling. J. Mol. Liq. 2019, 277, 310–322. [Google Scholar] [CrossRef]
- Demchenko, Y.; De Laat, C.; Membrey, P. Defining Architecture Components of the Big Data Ecosystem. In Proceedings of the 2014 International Conference on Collaboration Technologies and Systems (CTS), Minneapolis, MN, USA, 19–23 May 2014; pp. 104–112. [Google Scholar]
- Khoei, A.R.; Masters, I.; Gethin, D.T. Design Optimisation of Aluminium Recycling Processes Using Taguchi Technique. J. Mater. Process. Technol. 2002, 127, 96–106. [Google Scholar] [CrossRef]
- Loy, C.; Goh, T.N.; Xie, M. Retrospective Factorial Fitting and Reverse Design of Experiments. Total Qual. Manag. 2002, 13, 589–602. [Google Scholar] [CrossRef]
- Berni, R. The Use of Observational Data to Implement an Optimal Experimental Design. Qual. Reliab. Eng. Int. 2003, 19, 307–315. [Google Scholar] [CrossRef]
- Kong, W.; Qiao, F.; Wu, Q. Real-Manufacturing-Oriented Big Data Analysis and Data Value Evaluation with Domain Knowledge. Comput. Stat. 2020, 35, 515–538. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-Driven Smart Manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Harding, J.A.; Shahbaz, M.; Srinivas; Kusiak, A. Data Mining in Manufacturing: A Review. J. Manuf. Sci. Eng. Trans. ASME 2006, 128, 969–976. [Google Scholar] [CrossRef] [Green Version]
- Kuo, Y.H.; Kusiak, A. From Data to Big Data in Production Research: The Past and Future Trends. Int. J. Prod. Res. 2019, 57, 4828–4853. [Google Scholar] [CrossRef] [Green Version]
- Page, M.J.; McKenzie, J.E.; Bossuyt, P.M.; Boutron, I.; Hoffmann, T.C.; Mulrow, C.D.; Shamseer, L.; Tetzlaff, J.M.; Akl, E.A.; Brennan, S.E.; et al. The PRISMA 2020 Statement: An Updated Guideline for Reporting Systematic Reviews. Int. J. Surg. 2021, 88, 105906. [Google Scholar] [CrossRef]
- de Oliveira, L.G.; de Paiva, A.P.; Balestrassi, P.P.; Ferreira, J.R.; da Costa, S.C.; da Silva Campos, P.H. Response Surface Methodology for Advanced Manufacturing Technology Optimization: Theoretical Fundamentals, Practical Guidelines, and Survey Literature Review. Int. J. Adv. Manuf. Technol. 2019, 104, 1785–1837. [Google Scholar] [CrossRef]
- Arboretti, R.; Ceccato, R.; Pegoraro, L.; Salmaso, L. Design of Experiments and Machine Learning for Product Innovation: A Systematic Literature Review. Qual. Reliab. Eng. Int. 2021, 38, 1131–1156. [Google Scholar] [CrossRef]
- Akteke-Ozturk, B.; Koksal, G.; Weber, G.W. Nonconvex Optimization of Desirability Functions. Qual. Eng. 2018, 30, 293–310. [Google Scholar] [CrossRef]
- Box, A.G.E.P.; Wilson, K.B. On the Experimental Attainment of Optimum Conditions. J. R. Stat. Soc. Ser. B 1951, 13, 1–45. [Google Scholar] [CrossRef]
- Venkata Rao, K.; Murthy, P.B.G.S.N. Modeling and Optimization of Tool Vibration and Surface Roughness in Boring of Steel Using RSM, ANN and SVM. J. Intell. Manuf. 2018, 29, 1533–1543. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Prediction and Optimization by Using SVR, RSM and GA in Hard Turning of Tempered AISI 1060 Steel under Effective Cooling Condition. Neural Comput. Appl. 2019, 31, 2349–2370. [Google Scholar] [CrossRef]
- Alian, E.; Semnani, A.; Firooz, A.; Shirani, M.; Azmoon, B. Application of Response Surface Methodology and Genetic Algorithm for Optimization and Determination of Iron in Food Samples by Dispersive Liquid–Liquid Microextraction Coupled UV–Visible Spectrophotometry. Arab. J. Sci. Eng. 2018, 43, 229–240. [Google Scholar] [CrossRef]
- Chen, W.C.; Nguyen, M.H.; Chiu, W.H.; Chen, T.N.; Tai, P.H. Optimization of the Plastic Injection Molding Process Using the Taguchi Method, RSM, and Hybrid GA-PSO. Int. J. Adv. Manuf. Technol. 2016, 83, 1873–1886. [Google Scholar] [CrossRef]
- Hazir, E.; Ozcan, T. Response Surface Methodology Integrated with Desirability Function and Genetic Algorithm Approach for the Optimization of CNC Machining Parameters. Arab. J. Sci. Eng. 2019, 44, 2795–2809. [Google Scholar] [CrossRef]
- Yin, S.; Ding, S.X.; Xie, X.; Luo, H. A Review on Basic Data-Driven Approaches for Industrial Process Monitoring. IEEE Trans. Ind. Electron. 2014, 61, 6418–6428. [Google Scholar] [CrossRef]
- Tseng, M.L.; Tran, T.P.T.; Ha, H.M.; Bui, T.D.; Lim, M.K. Sustainable Industrial and Operation Engineering Trends and Challenges Toward Industry 4.0: A Data Driven Analysis. J. Ind. Prod. Eng. 2021, 38, 581–598. [Google Scholar] [CrossRef]
- Tsang, K.F.; Lau, H.C.W.; Kwok, S.K. Development of a Data Mining System for Continual Process Quality Improvement. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 179–193. [Google Scholar] [CrossRef]
- Design-Expert 13; Stat-Ease, Inc.: Minneapolis, MN, USA, 2022; Available online: https://www.statease.com/docs/v11/tutorials/ (accessed on 10 January 2022).
- Anderson, M.J.; Whitcomb, P.J. RSM Simplified: Optimizing Processes Using Response Surface Methods for Design of Experiments, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Wu, D.; Wei, Y.; Terpenny, J. Predictive Modelling of Surface Roughness in Fused Deposition Modelling Using Data Fusion. Int. J. Prod. Res. 2019, 57, 3992–4006. [Google Scholar] [CrossRef]
- Maimon, O.; Rokach, L. Data Mining and Knowledge Discovery Handbook; Springer: New York, NY, USA, 2010. [Google Scholar]
- Berni, R.; De March, D.; Stefanini, F.M. T-Optimality and Neural Networks: A Comparison of Approaches for Building Experimental Designs. Appl. Stoch. Model. Bus. Ind. 2013, 29, 454–467. [Google Scholar] [CrossRef]
- Xiao, Y.; Watson, M. Guidance on Conducting a Systematic Literature Review. J. Plan. Educ. Res. 2019, 39, 93–112. [Google Scholar] [CrossRef]
- Pranckutė, R. Web of Science (Wos) and Scopus: The Titans of Bibliographic Information in Today’s Academic World. Publications 2021, 9, 12. [Google Scholar] [CrossRef]
- Montgomery, D. Exploring Observational Data. Qual. Reliab. Eng. Int. 2017, 33, 1639–1640. [Google Scholar] [CrossRef] [Green Version]
- Oulhiq, R.; Benjelloun, K.; Kali, Y.; Saad, M.; Kali, Y. A Data Mining Based Approach for Process Identification Using Historical Data. Int. J. Model. Simul. 2021, 42, 335–349. [Google Scholar] [CrossRef]
- Draper, N.R.; Smith, H. Applied Regression Analysis, 3rd ed.; John Wiley & Sons: Hoboken, NJ, USA, 1998. [Google Scholar]
- Johnson, B.; Shneiderman, B. Tree-Maps: A Space-Filling Approach to the Visualization of Hierarchical Information Structures. In Proceedings of the Visualization; IEEE: Manhattan, NY, USA, 1991. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments, 9th ed.; Wiley: Hoboken, NJ, USA, 2017. [Google Scholar]
- Zakria, M.H.; Nawawi, M.G.M.; Rahman, M.R.A. Ethylene Yield from a Large Scale Naphtha Pyrolysis Cracking Utilizing Response Surface Methodology. Pertanika J. Sci. Technol. 2021, 29, 791–808. [Google Scholar] [CrossRef]
- Cox, J.R. A Design of Experiments Approach to Turbine Engine Aeromechanical Ground Testing. In Proceedings of the 45th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit, Denver, CO, USA, 1–6 August 2009. [Google Scholar]
- Adeyinka, A.; Olatunde, F.; Bodunrin, A. Deepwater Infill Drilling Evaluation Using Experimental Design: The Agbami Case Study. In Proceedings of the SPE Nigeria Annual International Conference and Exhibition, Lagos, Nigeria, 31 July–2 August 2017; pp. 300–313. [Google Scholar]
- Galí, A.; Ascaso, M.; Nardi-Ricart, A.; Suñé-Pou, M.; Pérez-Lozano, P.; Suñé-Negre, J.M.; García-Montoya, E. Robustness Optimization of an Existing Tablet Coating Process Applying Retrospective Knowledge (Rqbd) and Validation. Pharmaceutics 2020, 12, 743. [Google Scholar] [CrossRef]
- Khoei, D.A.R.; Masters, D.I.; Gethin, P.D.T. Historical Data Analysis in Quality Improvement of Aluminum Recycling Process. In Recycling of Metals and Engineered Materials; The Minerals, Metals and Materials Society: Warrendale, PA, USA, 2000; pp. 1063–1074. [Google Scholar]
- Rudisill, T.S.; Hobbs, D.T.; Edwards, T.B. Plutonium Solubility in Simulated Savannah River Site Waste Solutions. Sep. Sci. Technol. 2010, 45, 1782–1792. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.C.; Yeh, I.C. Using Mixture Design and Neural Networks to Build Stock Selection Decision Support Systems. Neural Comput. Appl. 2017, 28, 521–535. [Google Scholar] [CrossRef]
- Vlassides, S.; Ferrier, J.G.; Block, D.E. Using Historical Data for Bioprocess Optimization: Modeling Wine Characteristics Using Artificial Neural Networks and Archived Process Information. Biotechnol. Bioeng. 2001, 73, 55–68. [Google Scholar] [CrossRef]
- Rahman, M.M.; Imtiaz, S.A.; Hawboldt, K. A Hybrid Input Variable Selection Method for Building Soft Sensor from Correlated Process Variables. Chemom. Intell. Lab. Syst. 2016, 157, 67–77. [Google Scholar] [CrossRef]
- Ighalo, J.O.; Adeniyi, A.G. Thermodynamic Modelling of Dimethyl Ether Steam Reforming. Clean Technol. Environ. Policy 2021, 23, 1353–1363. [Google Scholar] [CrossRef]
- Ekpotu, W.F.; Ighalo, J.O.; Nkundu, K.B.; Ogwo, P.; Adeniyi, A.G. Analysis of Factor Effects and Interactions in a Conventional Drilling Operation by Response Surface Methodology and Historical Data Design. Pet. Coal Artic. 2020, 62, 1356–1368. [Google Scholar]
- Raina, A.K. Influence of Joint Conditions and Blast Design on Pre-Split Blasting Using Response Surface Analysis. Rock Mech. Rock Eng. 2019, 52, 4057–4070. [Google Scholar] [CrossRef]
- Komaravolu, Y.; Dama, V.R.; Maringanti, T.C. Novel, Efficient, Facile, and Comprehensive Protocol for Post-Column Amino Acid Analysis of Icatibant Acetate Containing Natural and Unnatural Amino Acids Using the QbD Approach. Amino Acids 2019, 51, 295–309. [Google Scholar] [CrossRef]
- Salam, K.; Agarry, S.; Arinkoola, A.; Shoremekun, I. Optimization of Operating Conditions Affecting Microbiologically Influenced Corrosion of Mild Steel Exposed to Crude Oil Environments Using Response Surface Methodology. Br. Biotechnol. J. 2015, 7, 68–78. [Google Scholar] [CrossRef]
- Pirmohammad, S.; Esmaeili-Marzdashti, S.; Eyvazian, A. Crashworthiness Design of Multi-Cell Tapered Tubes Using Response Surface Methodology. J. Comput. Appl. Res. Mech. Eng. 2019, 9, 57–72. [Google Scholar]
- Faleiro, R.M.R.; Velloso, C.M.; De Castro, L.F.A.; Sampaio, R.S. Statistical Modeling of Charcoal Consumption of Blast Furnaces Based on Historical Data. J. Mater. Res. Technol. 2013, 2, 303–307. [Google Scholar] [CrossRef] [Green Version]
- Kockal, N.U.; Ozturan, T. Optimization of Properties of Fly Ash Aggregates for High-Strength Lightweight Concrete Production. Mater. Des. 2011, 32, 3586–3593. [Google Scholar] [CrossRef]
- Nookaraju, B.C.; Sohail, M. Experimental Investigation and Optimization of Process Parameters of Hybrid Wick Heat Pipe Using with RSM Historical Data Design. Mater. Today Proc. 2020, 46, 36–43. [Google Scholar] [CrossRef]
- Zullaikah, S.; Putra, A.K.; Fachrudin, F.H.; Utomo, A.T.; Naulina, R.Y.; Utami, S.; Herminanto, R.P.; Ju, Y.H. Experimental Investigation and Optimization of Non-Catalytic In-Situ Biodiesel Production from Rice Bran Using Response Surface Methodology Historical Data Design. Int. J. Renew. Energy Dev. 2021, 10, 804–810. [Google Scholar] [CrossRef]
- Luga, E.; Peqini, K. The Influence of Oxide Content on the Properties of Fly Ash/Slag Geopolymer Mortars Activated with NaOH. Period. Polytech. Civ. Eng. 2019, 63, 1217–1224. [Google Scholar] [CrossRef]
- Wulff, R.; Leopold, C.S. Coatings from Blends of Eudragit® RL and L55: A Novel Approach in PH-Controlled Drug Release. Int. J. Pharm. 2014, 476, 78–87. [Google Scholar] [CrossRef]
- Jeirani, Z.; Mohamed Jan, B.; Si Ali, B.; Noor, I.M.; See, C.H.; Saphanuchart, W. Prediction of the Optimum Aqueous Phase Composition of a Triglyceride Microemulsion Using Response Surface Methodology. J. Ind. Eng. Chem. 2013, 19, 1304–1309. [Google Scholar] [CrossRef]
- Jeirani, Z.; Mohamed Jan, B.; Si Ali, B.; Mohd Noor, I.; See, C.H.; Saphanuchart, W. Prediction of Water and Oil Percolation Thresholds of a Microemulsion by Modeling of Dynamic Viscosity Using Response Surface Methodology. J. Ind. Eng. Chem. 2013, 19, 554–560. [Google Scholar] [CrossRef]
- Shakor, Z.M.; AbdulRazak, A.A.; Shuhaib, A.A. Optimization of Process Variables for Hydrogenation of Cinnamaldehyde to Cinnamyl Alcohol over a Pt/SiO2 Catalyst Using Response Surface Methodology. Chem. Eng. Commun. 2021, 209, 1–17. [Google Scholar] [CrossRef]
- Widyaningsih, T.D.; Widjanarko, S.B.; Waziiroh, E.; Wijayanti, N.; Maslukhah, Y.L. Pilot Plant Scale Extraction of Black Cincau (Mesona Palustris BL) Using Historical-Data Response Surface Methodology. Int. Food Res. J. 2018, 25, 712–719. [Google Scholar]
- Petrotos, K.; Giavasis, I.; Gerasopoulos, K.; Mitsagga, C.; Papaioannou, C.; Gkoutsidis, P. Optimization of the Vacuum Microwave Assisted Extraction of the Natural Polyphenols and Flavonoids from the Raw Solid Waste of the Pomegranate Juice Producing Industry at Industrial Scale. Molecules 2021, 26, 1033. [Google Scholar] [CrossRef]
- Kasim, M.S.; Harun, N.H.; Hafiz, M.S.A.; Mohamed, S.B.; Mohamad, W.N.F.W. Multi-Response Optimization of Process Parameter in Fused Deposition Modelling by Response Surface Methodology. Int. J. Recent Technol. Eng. 2019, 8, 327–338. [Google Scholar] [CrossRef]
- Nemati, N.; Eslamlueyan, R. Development of RSM Statistical Model for Methanol Carbonylation Rate for Acetic Acid Synthesis by Using Cativa TM Technology. Chem. Prod. Process Model. 2019, 14, 1–13. [Google Scholar] [CrossRef]
- Salam, K.K.; Arinkoola, A.O.; Aminu, M.D. Application of Response Surface Methodology (RSM) For the Modelling and Optimization of Sand Minimum Transport Condition (MTC) in Pipeline Multiphase Flow. Pet. Coal 2018, 60, 339–348. [Google Scholar]
- Singh, R. Modelling of Micro Hardness in Cold Chamber Pressure Die Casting Process. Adv. Mater. Process. Technol. 2017, 3, 438–448. [Google Scholar] [CrossRef]
- Mahmoodi, N.M.; Keshavarzi, S.; Rezaei, P. Synthesis of Copper Oxide Nanoparticle and Photocatalytic Dye Degradation Study Using Response Surface Methodology (RSM) and Genetic Algorithm (GA). Desalin. Water Treat. 2017, 72, 394–405. [Google Scholar] [CrossRef] [Green Version]
- Babu, S.K.; Rao, M.V.; Babu, S.P.; Chakka, M.V.V.S. Chemometric Assisted Development and Validation of a Stability-Indicating Lc Method for Determination of Related Substances in Haloperidol Decanoate Injection. Indian J. Pharm. Educ. Res. 2021, 55, 904–915. [Google Scholar] [CrossRef]
- Ghiasi, E.; Malekzadeh, A. Removal of Various Textile Dyes Using LaMn(Fe)O3 and LaFeMn0.5O3 Nanoperovskites; RSM Optimization, Isotherms and Kinetics Studies. J. Inorg. Organomet. Polym. Mater. 2020, 30, 2789–2804. [Google Scholar] [CrossRef]
- Olia, M.S.J.; Azin, M.; Sepahy, A.A.; Moazami, N. Feasibility of Improving Carbohydrate Content of Chlorella S4, a Native Isolate from the Persian Gulf Using Sequential Statistical Designs. Biofuels 2019, 13, 1–9. [Google Scholar] [CrossRef]
- Rao, P.D.; Kiran, C.U.; Prasad, K.E. Mathematical Model and Optimisation for Tensile Strength of Human Hair Reinforced Polyester Composites. Int. J. Comput. Mater. Sci. Surf. Eng. 2019, 8, 76–88. [Google Scholar] [CrossRef]
- Samadi, A.; Sharifi, H.; Ghobadi Nejad, Z.; Hasan-Zadeh, A.; Yaghmaei, S. Biodegradation of 4-Chlorobenzoic Acid by Lysinibacillus Macrolides DSM54T and Determination of Optimal Conditions. Int. J. Environ. Res. 2020, 14, 145–154. [Google Scholar] [CrossRef]
- Zainal, B.S.; Danaee, M.; Mohd, N.S.; Ibrahim, S. Effects of Temperature and Dark Fermentation Effluent on Biomethane Production in a Two-Stage up-Flow Anaerobic Sludge Fixed-Film (UASFF) Bioreactor. Fuel 2020, 263, 116729. [Google Scholar] [CrossRef]
- Muhamad, M.S.; Hamidon, N.; Salim, M.R.; Yusop, Z.; Lau, W.J.; Hadibarata, T. Response Surface Methodology for Modeling Bisphenol A Removal Using Ultrafiltration Membrane System. Water. Air. Soil Pollut. 2018, 229, 222. [Google Scholar] [CrossRef]
- Wan Azelee, I.; Goh, P.S.; Lau, W.J.; Ismail, A.F. Facile Acid Treatment of Multiwalled Carbon Nanotube-Titania Nanotube Thin Film Nanocomposite Membrane for Reverse Osmosis Desalination. J. Clean. Prod. 2018, 181, 517–526. [Google Scholar] [CrossRef]
- Chen, L.; Liu, Z.; Sun, P.; Huo, W. Formulation of a Fuel Spray SMD Model at Atmospheric Pressure Using Design of Experiments (DoE). Fuel 2015, 153, 355–360. [Google Scholar] [CrossRef]
- Mutalib, N.A.A.; Jaswir, I.; Akmeliawati, R.; Latief, M.; Octavianti, F.; Alkahthani, H. Abstract. Optimization of Lard Compound Analysis Using Portable Electronic Nose Based upon Response Surface Methodology. Malays. J. Consum. Fam. Econ. 2018, 21, 125–138. [Google Scholar]
- Ajav, E.A.; Akogun, O.A. The Performance of a Combined Dewatered Cassava Mash Lump Pulverizer and Sifter under Some Operational Factors. Agric. Eng. Int. CIGR J. 2015, 17, 82–92. [Google Scholar]
- Mohammed, B.S.; Adamu, M.; Liew, M.S. Evaluating the Static and Dynamic Modulus of Elasticity of Roller Compacted Rubbercrete Using Response Surface Methodology. Int. J. Geomate 2018, 14, 186–192. [Google Scholar] [CrossRef]
- Peces, D.P.; García-Montoya, E.; Manich, A.; Suñé-Negre, J.M.; Pérez-Lozano, P.; Miñarro, M.; Ticó, J.R. Approach to Design Space from Retrospective Quality Data. Pharm. Dev. Technol. 2016, 21, 26–38. [Google Scholar] [CrossRef]
- Fellaou, S.; Harnoune, A.; Seghra, M.A.; Bounahmidi, T. Statistical Modeling and Optimization of the Combustion Efficiency in Cement Kiln Precalciner. Energy 2018, 155, 351–359. [Google Scholar] [CrossRef]
- Chan, C.H.; Kasim, M.S.; Izamshah, R.; Bakar, H.A.; Sundi, S.A.; Zakaria, K.A.; Haron, C.H.C.; Ghani, J.A.; Hafiz, M.S.A. Analysis of Face Milling Performance on Inconel 718 Using FEM and Historical Data of RSM. IOP Conf. Ser. Mater. Sci. Eng. 2017, 270, 012038. [Google Scholar] [CrossRef]
- Irudayaraj, S.; Charles, S. RSM Based Prediction of Process Parameters in the Grinding Process of Portland Pozzolana Cement. Int. J. Appl. Eng. Res. 2015, 10, 15513–15522. [Google Scholar]
- Irudayaraj, S.; Charles, S. Optimization of Ball Mill Operating Parameters for Their Effect on Mill Output and Cement Fineness by Using RSM Method. Int. J. Appl. Eng. Res. 2014, 9, 19959–19967. [Google Scholar]
- Šibalija, T.; Majstorovic, V.; Sokovic, M. Taguchi-Based and Intelligent Optimisation of a Multi-Response Process Using Historical Data. Stroj. Vestnik/J. Mech. Eng. 2011, 57, 357–365. [Google Scholar] [CrossRef] [Green Version]
- Kostić, S.; Vasović, N.; Marinković, B. Robust Optimization of Concrete Strength Estimation Using Response Surface Methodology and Monte Carlo Simulation. Eng. Optim. 2017, 49, 864–877. [Google Scholar] [CrossRef]
- Gagliardi, F.; Ambrogio, G.; Ciancio, C.; Filice, L. Metamodeling Technique for Designing Reengineered Processes by Historical Data. J. Manuf. Syst. 2017, 45, 195–200. [Google Scholar] [CrossRef]
- Fatoni, R.; Elkamel, A.; Simon, L.; Almansoori, A. A Computer-Aided Framework for Product Design with Application to Wheat Straw Polypropylene Composites. Can. J. Chem. Eng. 2015, 93, 2141–2149. [Google Scholar] [CrossRef]
- Karami, H.R.; Keyhani, M.; Mowla, D. Experimental Analysis of Drag Reduction in the Pipelines with Response Surface Methodology. J. Pet. Sci. Eng. 2016, 138, 104–112. [Google Scholar] [CrossRef]
- Mohamed, M.S.; Mohamad, R.; Ramanan, R.N.; Manan, M.A.; Ariff, A.B. Modeling of Oxygen Transfer Correlations for Stirred Tank Bioreactor Agitated with Atypical Helical Ribbon Impeller. Am. J. Appl. Sci. 2009, 6, 848–856. [Google Scholar] [CrossRef]
- Galí, A.; García-Montoya, E.; Ascaso, M.; Pérez-Lozano, P.; Ticó, J.R.; Miñarro, M.; Suñé-Negre, J.M. Improving Tablet Coating Robustness by Selecting Critical Process Parameters from Retrospective Data. Pharm. Dev. Technol. 2016, 21, 688–697. [Google Scholar] [CrossRef]
- Liou, J.Y.; Wang, H.Y.; Tsou, M.Y.; Chang, W.K.; Kuo, I.T.; Ting, C.K. Opioid and Propofol Pharmacodynamics Modeling during Brain Mapping in Awake Craniotomy. J. Chin. Med. Assoc. 2019, 82, 390–395. [Google Scholar] [CrossRef]
- Teng, W.N.; Tsou, M.Y.; Chen, P.T.; Liou, J.Y.; Yu, L.; Westenskow, D.R.; Ting, C.K. A Desflurane and Fentanyl Dosing Regimen for Wake-up Testing during Scoliosis Surgery: Implications for the Time-Course of Emergence from Anesthesia. J. Formos. Med. Assoc. 2017, 116, 606–612. [Google Scholar] [CrossRef]
- Hubadillah, S.K.; Dzarfan Othman, M.H.; Harun, Z.; Ismail, A.F.; Iwamoto, Y.; Honda, S.; Rahman, M.A.; Jaafar, J.; Gani, P.; Mohd Sokri, M.N. Effect of Fabrication Parameters on Physical Properties of Metakaolin-Based Ceramic Hollow Fibre Membrane (CHFM). Ceram. Int. 2016, 42, 15547–15558. [Google Scholar] [CrossRef]
- Chi, H.M.; Ersoy, O.K.; Moskowitz, H.; Altinkemer, K. Toward Automated Intelligent Manufacturing Systems (AIMS). INFORMS J. Comput. 2007, 19, 302–312. [Google Scholar] [CrossRef]
- Shin, S.J.; Woo, J.; Rachuri, S.; Meilanitasari, P. Standard Data-Based Predictive Modeling for Power Consumption in Turning Machining. Sustainability 2018, 10, 598. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Paper Inclusion Criteria | Paper Exclusion Criteria |
|---|---|
| Application of observational or historical data as an alternative to the DoE in RSM | The RSM should not conduct a designed experiment to obtain data (however, some papers still referred to nondesigned experiments/non-DoE with a rationale of hard-to-control factors; the details are in Figure 8) |
| Involving previous experimental data for RSM, some papers referred to combined datasets from previous experiments | The RSM entirely refers to the dataset without completing it, with new additional experiments. |
| Involvement of the three stages of standard RSM analysis (DoE, modeling, and optimization) | One of the stages of standard RSM analysis is missing |
| RSM analysis involves searching for influencing factors, similar to the original RSM concept | A direct prediction system with real-time data recording and modeling is not a part of this SLR because no such analysis of significant influencing factors exists. |
| Field of Application of RSM-OD | Percentage |
|---|---|
| pharmacy/chemistry/chemical engineering | 22.50% |
| manufacturing process | 18.75% |
| petroleum/coal/mining | 11.25% |
| cleaner production/waste | 10.00% |
| material & mechanical engineering | 7.50% |
| energy | 6.25% |
| food | 5.00% |
| civil engineering | 3.75% |
| medical science | 3.75% |
| aerospace | 2.50% |
| biology | 2.50% |
| methodological development | 2.50% |
| waste processing | 2.50% |
| social science | 1.25% |
| Author’s Selected Methodological Keywords (Excluding Specific Research Field Keywords) | Occurrences | Links | Total Link Strength |
|---|---|---|---|
| RSM | 33 | 130 | 144 |
| optimization | 11 | 42 | 51 |
| HDD only | 7 | 27 | 29 |
| historical data | 6 | 26 | 32 |
| neural networks | 6 | 23 | 24 |
| DoE | 5 | 23 | 27 |
| genetic algorithm | 3 | 15 | 15 |
| observational data | 3 | 13 | 13 |
| Analysis of variance (ANOVA) | 2 | 15 | 16 |
| quality by design | 2 | 14 | 14 |
| modeling | 2 | 9 | 10 |
| statistical analysis | 2 | 9 | 10 |
| Taguchi method | 2 | 9 | 9 |
| process optimization | 2 | 8 | 9 |
| experimental design | 2 | 8 | 8 |
| retrospective data | 2 | 6 | 10 |
| intelligent systems | 1 | 7 | 7 |
| machine learning | 1 | 7 | 7 |
| response-surface designs | 1 | 7 | 7 |
| six sigma | 1 | 7 | 7 |
| support vector machine | 1 | 7 | 7 |
| industrial-scale optimization | 1 | 6 | 6 |
| RSM historical data modeling | 1 | 5 | 5 |
| causality | 1 | 5 | 5 |
| data-driven modeling | 1 | 5 | 5 |
| meta-heuristic optimization | 1 | 5 | 5 |
| Rationales from Papers | Percentage |
|---|---|
| potential information from observational data | 33.33% |
| flexible factor level or design space (using the data as provided) | 30.77% |
| difficult to control process parameters | 21.79% |
| historical data contain DoE | 5.13% |
| conducting experiments can be highly expensive | 3.85% |
| additional experiment points to standard DoE experiments | 2.56% |
| avoid disruption to the production process | 2.56% |
| Observational Data Condition | Percentage |
|---|---|
| No specific data condition requirement (model and optimization stage were determined without considering data condition) | 71.43% |
| Assuming independence of factors | 12.99% |
| Ensure orthogonality between factors | 9.09% |
| Follow data condition as it is (specify RSM-OD model and optimization-based data condition) | 5.19% |
| No outliers | 1.30% |
| Clusters | Three Stages of RSM | Additional Stage | References | ||||
|---|---|---|---|---|---|---|---|
| Stage 1 (Code C) | Stage 2 (Code E) | Stage 3 (Code F) | Code A | Code B | Code D | ||
| Cluster 1: Subset—Linear model—local search (12.05%) | C1 | E1 | F1 | A1 | B1 | D1 | [44] |
| D3 | [2] | ||||||
| F2 | D2 | [45] | |||||
| B2 | D2 | [35] | |||||
| F4 | B1 | D1 | [46] | ||||
| D3 | [11] | ||||||
| D3 | [47] | ||||||
| F5 | D1 | [3] | |||||
| B2 | D2 | [13,48] | |||||
| Cluster 2: Subset—NN model—metaheuristics. (3.61%) | C1 | E2 | F2 | A1 | B2 | D1 | [49] |
| [50] | |||||||
| F5 | B3 | [12] | |||||
| Cluster 3: Subset—other models—other purposes. (1.20%) | C1 | E3 | F5 | A1 | B3 | D3 | [51] |
| Cluster 4: All obs.—linear model—local search (55.42%) | C2 | E1 | F1 | A1 | B1 | D5 | [8,43,52,53,54,55,56,57,58,59,60] |
| B2 | [7,61,62,63,64,65] | ||||||
| B3 | [66,67] | ||||||
| A2 | B1 | [6,68,69,70,71,72,73] | |||||
| B2 | [74,75,76,77] | ||||||
| B3 | [9,78,79,80,81,82] | ||||||
| A3 | B1 | [83,84] | |||||
| B2 | [85] | ||||||
| Cluster 5: All obs—linear model—metaheuristics (10.84%) | C2 | E1 | F2 | A1 | B1 | D4 | [86] |
| D5 | [4,87,88,89,90,91] | ||||||
| B2 | D1 | [92] | |||||
| B3 | D4 | [93] | |||||
| Cluster 6: All obs.—linear model—other optimization technique (8.43%) | C2 | E1 | F4 | A3 | B2 | D4 | [2,94] |
| F5 | A1 | B1 | D5 | [95,96,97] | |||
| B2 | [98,99] | ||||||
| A3 | B3 | [100] | |||||
| Cluster 7: All obs.- NN model—metaheuristics (7.23%) | C2 | E2 | F2 | A1 | B1 | D5 | [101] |
| F5 | A2 | [102] | |||||
| Advantages | Disadvantage | ||
|---|---|---|---|
| Stage 1 RSM | subset | Selecting a subset based on specific criteria increases inter-factor orthogonality | A number of of observations will be excluded from the RSM analysis |
| all observation | As a potential source of information, all observations will be included in the RSM analysis | potential multicollinearity between factors and the possibility of outlier observations | |
| Stage 2 RSM | linear model | strong foundation with clear inference and interpretation | strictly statistical assumptions |
| Neural-net model | black-box model free of assumptions | no model interpretation and potential garbage-in-garbage-out | |
| other models | Similar to neural networks, the SVM model has no required assumptions, and the Taguchi method works without a pre-specified mathematical model. | ||
| Stage 3 RSM | local search | fast iterative algorithm | potential local optimum |
| metaheuristics | accommodate global optimum | highly depends on initial conditions | |
| other technique | Some papers with prediction purposes exclude optimization techniques; the others involve linear programming and Monte-Carlo. | ||
| RSM Stages | Development Opportunities for Future Research | Potential Gaps in References |
|---|---|---|
| Stage 1 | Develop procedures to adopt observational data considering the concept of classic DoE | Procedure development to:
|
| Stage 2 | Develop an adaptive RSM mathematical model to adapt observational data concerning required assumptions | Model development to:
|
| Stage 3 | Develop an optimization algorithm referring to a pre-defined RSM model | Optimization technique to:
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hadiyat, M.A.; Sopha, B.M.; Wibowo, B.S. Response Surface Methodology Using Observational Data: A Systematic Literature Review. Appl. Sci. 2022, 12, 10663. https://doi.org/10.3390/app122010663
Hadiyat MA, Sopha BM, Wibowo BS. Response Surface Methodology Using Observational Data: A Systematic Literature Review. Applied Sciences. 2022; 12(20):10663. https://doi.org/10.3390/app122010663
Chicago/Turabian StyleHadiyat, Mochammad Arbi, Bertha Maya Sopha, and Budhi Sholeh Wibowo. 2022. "Response Surface Methodology Using Observational Data: A Systematic Literature Review" Applied Sciences 12, no. 20: 10663. https://doi.org/10.3390/app122010663
APA StyleHadiyat, M. A., Sopha, B. M., & Wibowo, B. S. (2022). Response Surface Methodology Using Observational Data: A Systematic Literature Review. Applied Sciences, 12(20), 10663. https://doi.org/10.3390/app122010663