

Analysis and Prediction of Grind-Hardening Surface Roughness Based on Response Surface Methodology-BP Neural Network

Abstract
:1. Introduction
2. Research and Progress of Surface Roughness Prediction in Metal Processing
3. Grind-Hardening Test Design Based on the Response Surface Methodology
3.1. Material Selection
3.2. Test Parameter Setting
3.3. Test Protocol Design
4. Analysis of Surface Morphology and Surface Roughness after Grind-Hardening
4.1. Surface Morphology Analysis
4.2. Formation and Variations of Surface Roughness in Grind-Hardening
5. Construction and Validation of Surface Roughness Prediction Model for Grind-Hardening
5.1. Response Surface Methodology—Quadratic Regression Prediction Model Construction
5.2. Response Surface-BP Neural Network Prediction Model Construction and Validation
6. Conclusions
- (1)
- Uneven morphology exists on the surface after grinding, which can be roughly divided into the cutting-in, middle and cutting-out areas. In the cutting-in area, the grinding texture is clearer, with much bonding and trace damage. In the middle area, the surface is relatively flat, with a small amount of bonding and some damage. In the cutting-out area, the grinding texture is coarse, with more microcracks and grinding damage.
- (2)
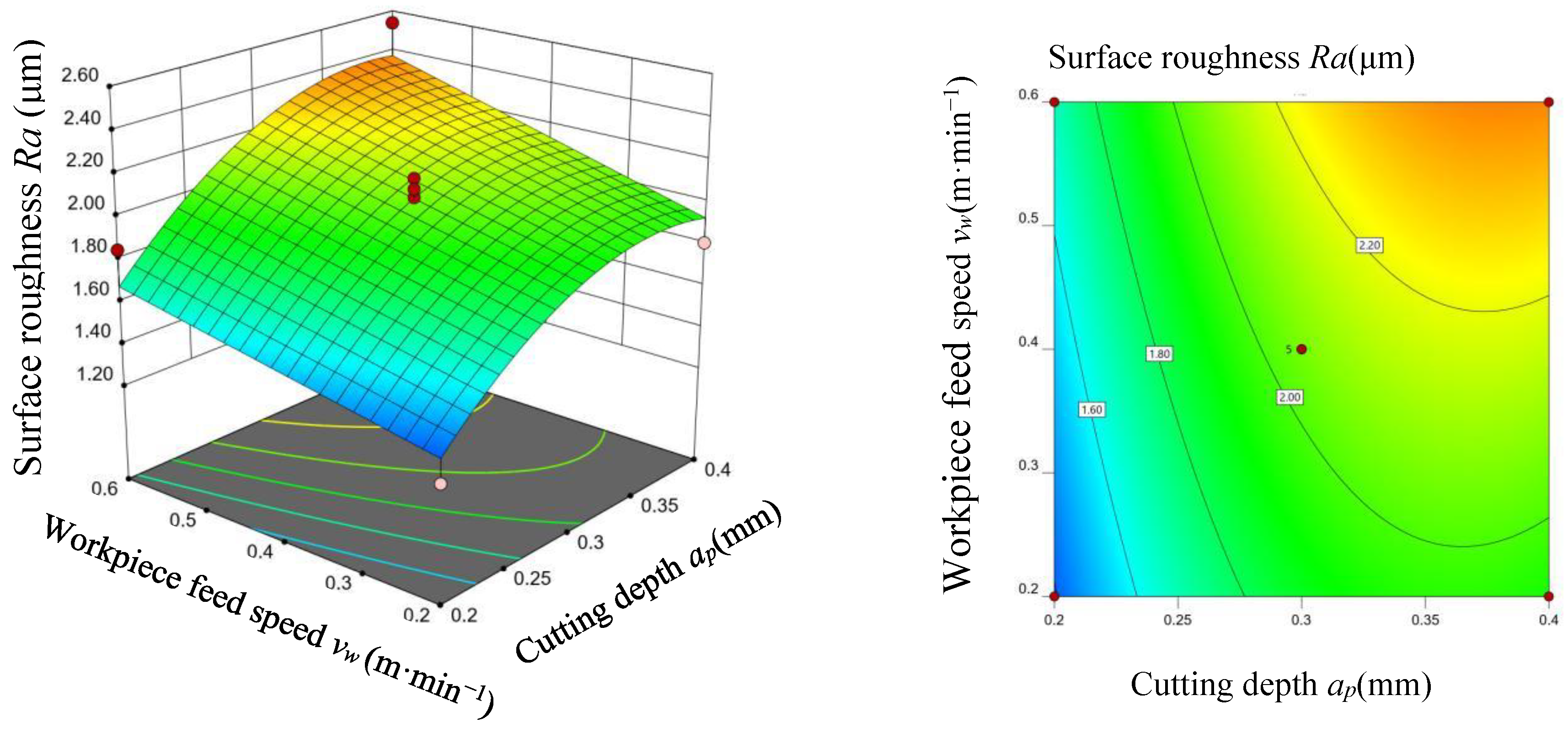
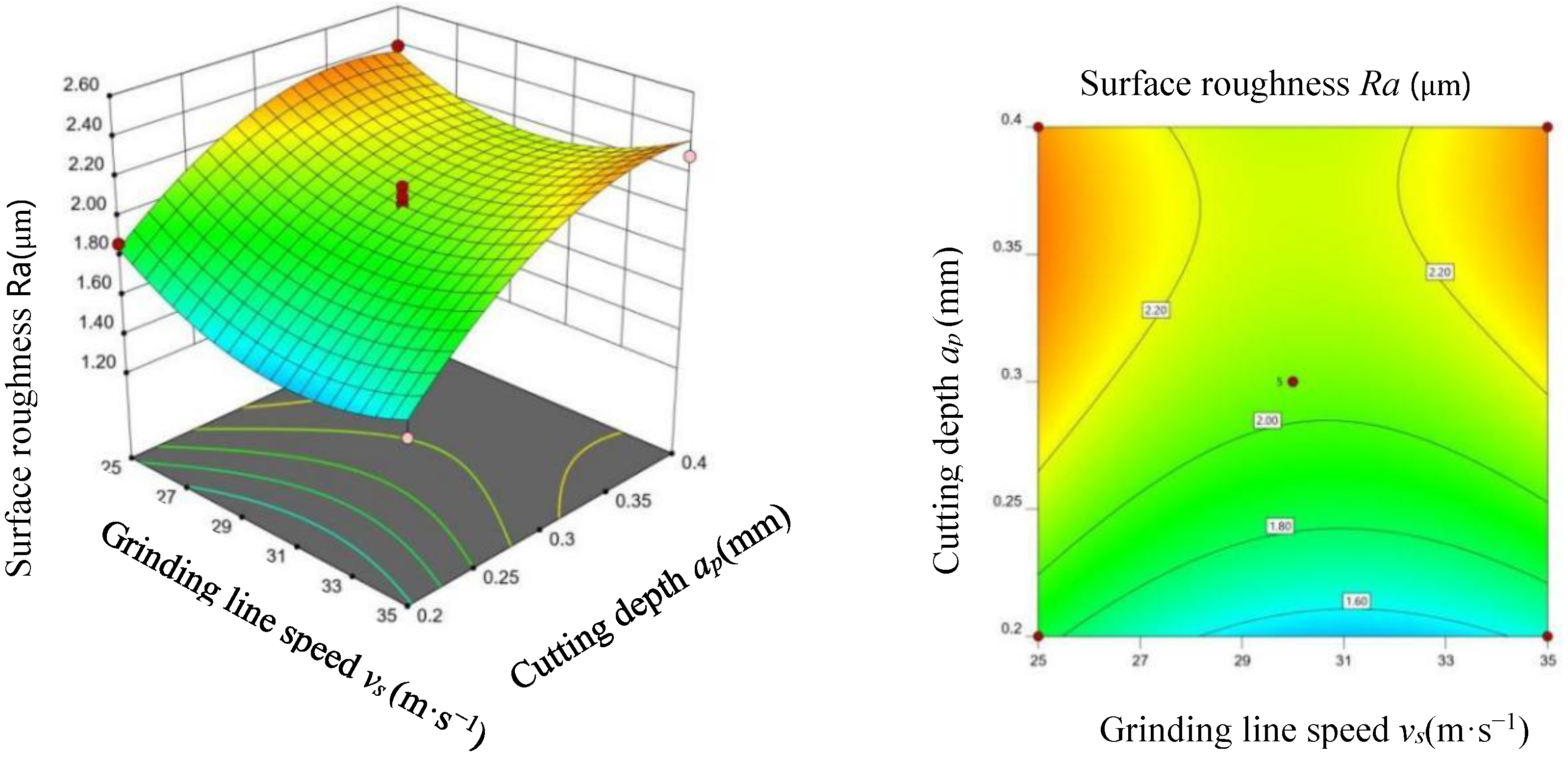
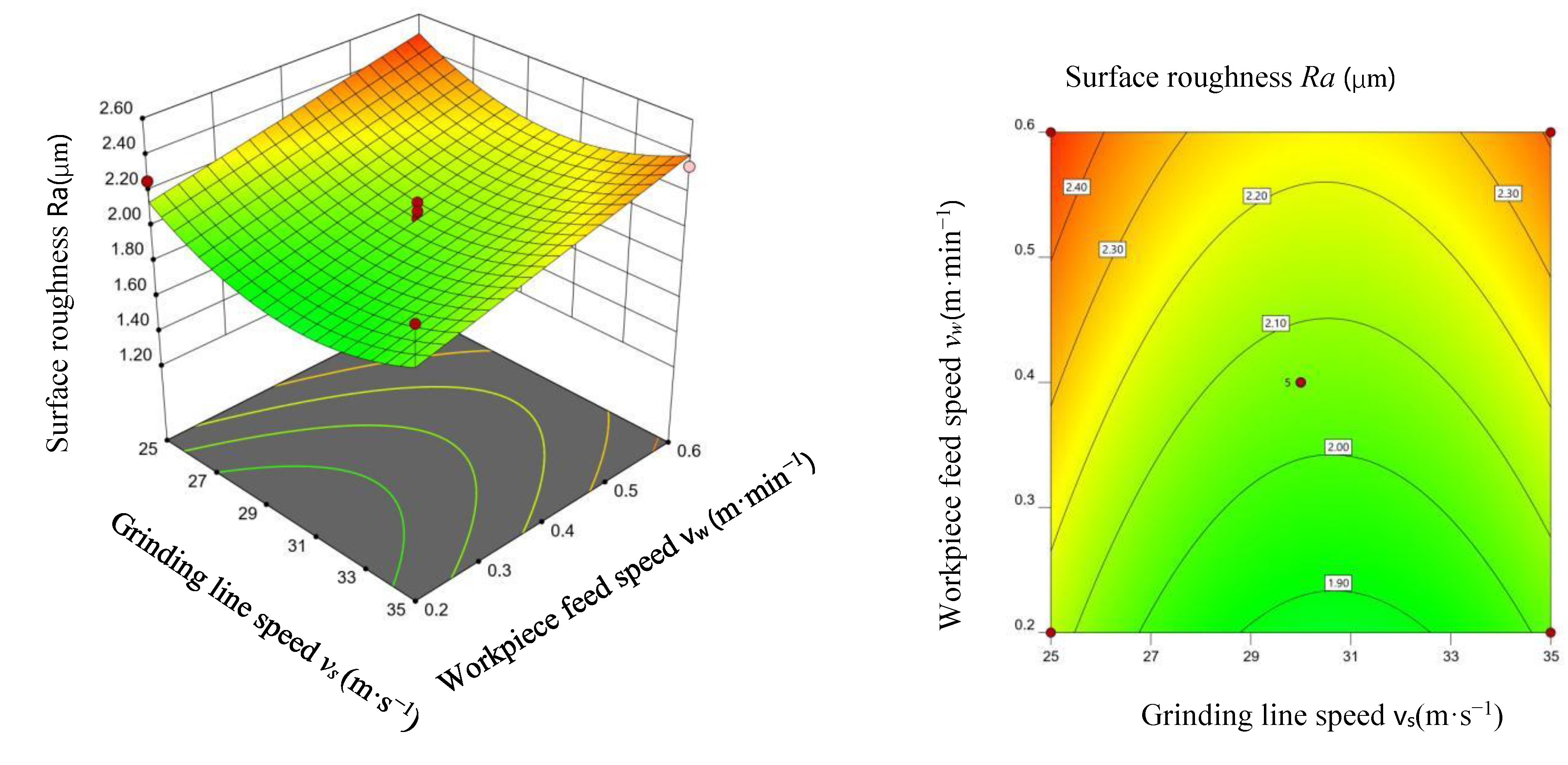
- Under the conditions in this test, the surface roughness tends to increase with the increase of cutting depth and workpiece feed speed, while the variation over the grinding line speed is not significant.
- (3)
- The effects of grinding parameters (grinding line speed, workpiece feed speed and cutting depth) on grinding surface roughness in order of significance are cutting depth > workpiece feed speed > grinding line speed.
- (4)
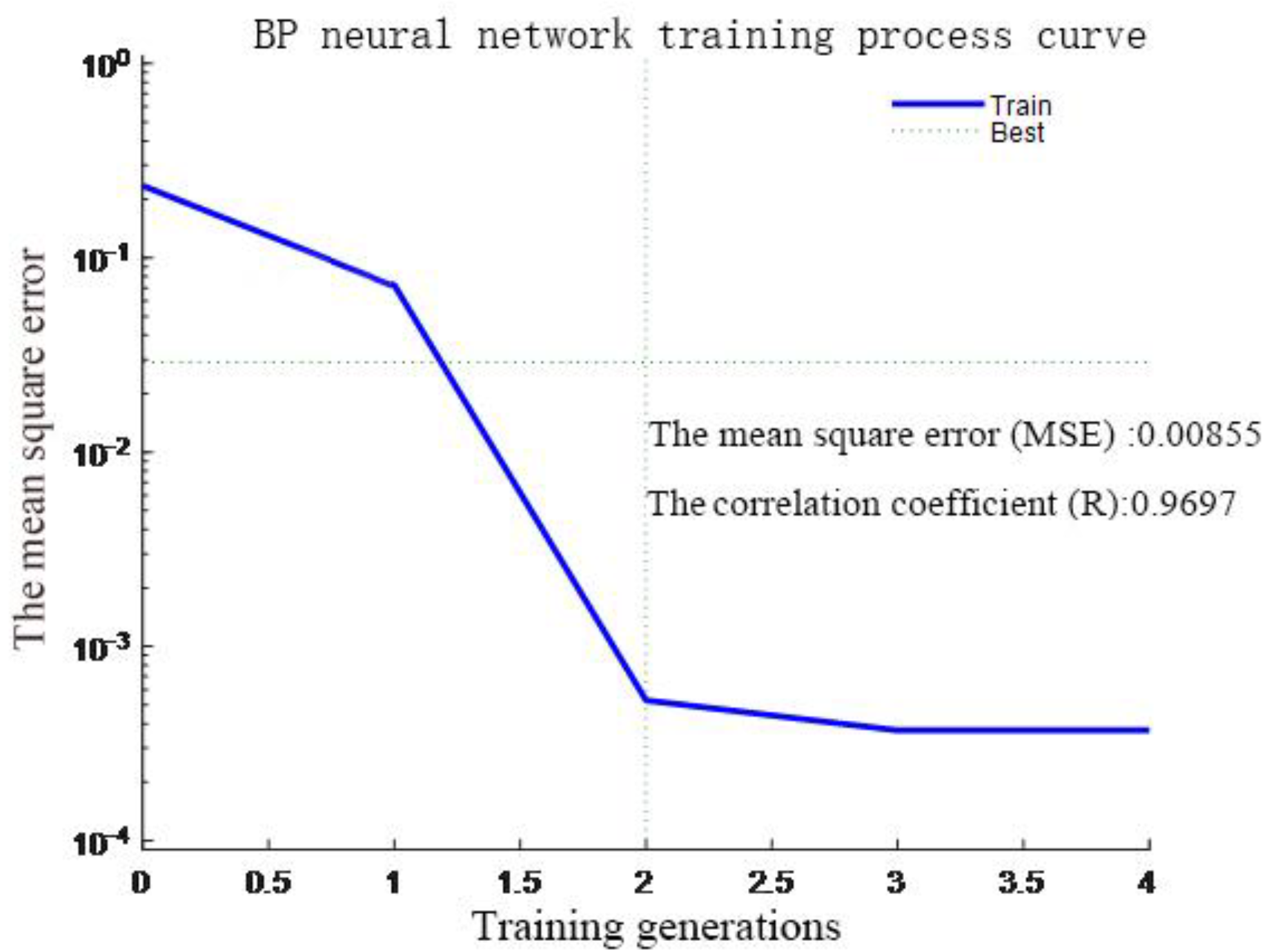
- It was not possible to build a response surface regression prediction model. The response surface methodology-BP neural network-based surface roughness prediction model for grind-hardening is established, which has a mean relative error of 2.38% (only one has an error of 10.86%) thus, it can be used to predict the surface roughness after grind-hardening. This study could provide a theoretical and experimental basis for the engineering applications and grinding surface quality improvement of grind-hardening.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Brinksmeier, E.; Brockhoff, T. Randschicht-Wärmebehandlung dursh Schleifen. Häerterei-Tech. Mitt. 1994, 49, 327–330. [Google Scholar]
- Brinksmeier, E. Utilization of Grinding heat as a New Heat Treatment Process. CIRP Ann. —Manuf. Technol. 1996, 45, 283–286. [Google Scholar] [CrossRef]
- Zarudi, I.; Zhang, L.C. Mechanical property improvement of quenchable steel by grinding. J. Mater. Sci. 2002, 37, 3935–3943. [Google Scholar] [CrossRef]
- Gu, S.C.; Zhu, L.H.; Duan, Y.M.; Wu, X.C.; Gu, B.F. Effect of surface roughness on high temperature friction and wear properties of largediameter M2 high speed steel. Trans. Mater. Heat Treat. 2020, 41, 127–132. [Google Scholar]
- Zhu, L.N.; Deng, C.Y.; Wang, D.P.; Hu, S.S. Effect of surface roughness on very high cycle fatigue behavior of Ti-6Al-4valloy. Acta Metall. Subuca 2016, 52, 583–591. [Google Scholar]
- Li, X.D.; Lin, B. Experimental Research on the Effect of Grinding Parameters on Ceramic Machined Surface Roughness. Rare Met. Mater. Eng. 2007, 36 (Suppl. 2), 465–467. [Google Scholar]
- Chinnasamy, N.; Muthu, S.; Karuppuswamy, P. Prediction and analysis of surface roughness characteristics of a non-ferrous material using ANN in CNC turning. Int. J. Adv. Manuf. Technol. 2011, 57, 1043–1051. [Google Scholar]
- Ding, N.; Zhao, C.L.; Luo, X.C.; Li, Q.H.; Shi, Y.C. An Intelligent Prediction of Surface Roughness on Precision Grinding. Solid State Phenom. 2017, 261, 221–225. [Google Scholar] [CrossRef]
- Gopan, V.; Wins, K.L.D.; Surendran, A. Integrated ANN-GA Approach for Predictive Modeling and Optimization of Grinding Parameters with Surface Roughness As the Response. Mater. Today Proc. 2018, 5, 12133–12141. [Google Scholar] [CrossRef]
- Varma, N.S.K.; Varma, I.; Rajesh, S.; Raju, K.S.R.; Raju, V.M.K. Prediction of surface roughness and MRR in grinding process on Inconel 800 alloy using neural networks and ANFIS. Mater. Today Proc. 2018, 5, 5445–5451. [Google Scholar] [CrossRef]
- Chen, Y.X.; Huang, Y.; Xiao, G.J.; Chen, G.L.; Liu, Z.W.; Liu, X.M. Experiment and Surface Roughness Prediction Model for Ti-6Al-4V in Abrasive Belt Grinding. Adv. Mater. Res. 2016, 1136, 42–47. [Google Scholar] [CrossRef]
- Gao, Q.; Guo, G.Y.; Jing, X.F.; Li, W.B. Experimental study on micro grinding surface roughness of high volume fraction SiC/Al composites. Technol. Manuf. 2021, 9, 64–68. [Google Scholar]
- Bandapalli, C.; Sutaria, B.M.; Bhatt, D.V.; Singh, K.K. Experimental Investigation and Estimation of Surface Roughness using ANN, GMDH & MRA models in High Speed Micro End Milling of Titanium Alloy (Grade-5). Mater. Today Proc. 2017, 4, 1019–1028. [Google Scholar]
- Lin, Y.C.; Wu, K.D.; Shih, W.C.; Hsu, P.K.; Hung, J.P. Prediction of Surface Roughness Based on Cutting Parameters and Machining Vibration in End Milling Using Regression Method and Artificial Neural Network. Appl. Sci. 2020, 10, 3941. [Google Scholar] [CrossRef]
- Lei, Y.; Zhao, W.; He, N.; Li, L. Prediction of Surface Roughness for Cryogenic Milling TC 17 Titanium Alloys. China Mech. Eng. 2022, 33, 583–588. [Google Scholar]
- Lhan, A. Predicting surface roughness of hardened AISI 1040 based on cutting parameters using neural networks and multiple regression. Int. J. Adv. Manuf. Technol. 2012, 63, 249–257. [Google Scholar]
- Jiao, B. Surface Integrity and Experimental Research on Grind-Hardening Process of 42CrMo Steel; Jiangsu University: Zhenjiang, China, 2016. [Google Scholar]
- Zhang, J. Study the Application of Artificial Neural Network in Experiments Optimal Design of Response Surface Methodology; Qinghai Normal University: Xining, China, 2014. [Google Scholar]
- Zhang, Y.D.; Xiao, G.J.; Gao, H.; Zhu, B.; Huang, Y.; Li, W. Roughness Prediction and Performance Analysis of Data-Driven Superalloy Belt Grinding. Front. Mater. 2022, 9, 2296–8016. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hardness (HB) | Tensile Strength Rm (MPa) | Yield Strength Rc (MPa) | Reduction of Area ψ (%) | Elongation (%) |
|---|---|---|---|---|
| ≤217 | ≥1080 | ≥930 | ≥45 | ≥12 |
| Composition | wt.% | Composition | wt.% |
|---|---|---|---|
| C | 0.38–0.45 | Cr | 0.90–1.20 |
| Mo | 0.15–0.25 | Si | 0.17–0.37 |
| Mn | 0.50–0.80 | S | ≤0.035 |
| P | ≤0.035 | Cu/Ni | ≤0.30 |
| Grinding Parameters | Parameters Setting |
|---|---|
| Grinding line speed vs (m·s−1) | 25, 30, 35 |
| Grinding depth ap (mm) | 0.2, 0.3, 0.4 |
| Workpiece feed speed vw (m·min−1) | 0.2, 0.4, 0.6 |
| Grinding way | Down grinding |
| Cooling conditions | Air cooling |
| Details | Unit Type | Notes |
|---|---|---|
| Grinding machine | MKL7132 × 6/12 surface grinding machine | Slow feed surface CNC grinder |
| Test material | 42CrMo steel | Better hardenability |
| Wheel | WA60L6V White corundum grinding wheel | Ceramic bonding agent |
| Specimen size | Length 60 mm; Width 20 mm; Height 25 mm | Quenched and tempered state |
| Grinding way | One-way suitable grinding |
| Samples | Workpiece Feed Speed vw (m·min−1) | Grinding Depth ap (mm) | Grinding Line Speed vs (m·s−1) |
|---|---|---|---|
| 1 | 0.4 | 0.2 | 25 |
| 2 | 0.4 | 0.2 | 35 |
| 3 | 0.4 | 0.4 | 25 |
| 4 | 0.4 | 0.4 | 35 |
| 5 | 0.2 | 0.3 | 25 |
| 6 | 0.2 | 0.3 | 35 |
| 7 | 0.6 | 0.3 | 25 |
| 8 | 0.6 | 0.3 | 35 |
| 9 | 0.2 | 0.2 | 30 |
| 10 | 0.2 | 0.4 | 30 |
| 11 | 0.6 | 0.2 | 30 |
| 12 | 0.6 | 0.4 | 30 |
| 13 | 0.4 | 0.3 | 30 |
| 14 | 0.4 | 0.3 | 30 |
| 15 | 0.4 | 0.3 | 30 |
| 16 | 0.4 | 0.3 | 30 |
| 17 | 0.4 | 0.3 | 30 |
| Samples | 1 | 2 | 3 | 4 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|
| Ra(μm) | 1.87 | 1.56 | 2.39 | 2.29 | 2.03 | 2.32 | 2.3 | 1.28 |
| Samples | 10 | 11 | 12 | 13 | 15 | 16 | 17 | |
| Ra(μm) | 1.81 | 1.85 | 2.54 | 1.85 | 1.95 | 1.91 | 2.1 |
| Grinding Parameters | Test Values Ra (μm) | Predicted Values Ra’ (μm) | Absolute Errors (μm) Ra’−Ra | Relative Errors (%) |Ra’−Ra|/Ra | ||
|---|---|---|---|---|---|---|
| vw (m·min−1) X1 | ap (mm) X2 | vs (m·s−1) X3 | ||||
| 0.4 | 0.2 | 25 | 1.87 | 1.8716 | 0.0016 | 0.09% |
| 0.4 | 0.2 | 35 | 1.56 | 1.5676 | 0.0076 | 0.49% |
| 0.4 | 0.4 | 25 | 2.39 | 2.3944 | 0.0044 | 0.18% |
| 0.4 | 0.4 | 35 | 2.29 | 2.3067 | 0.0167 | 0.73% |
| 0.2 | 0.3 | 25 | 2.26 | 2.4033 | 0.1433 | 6.34% |
| 0.2 | 0.3 | 35 | 2.03 | 2.4926 | 0.2426 | 10.78% |
| 0.6 | 0.3 | 25 | 2.32 | 2.3168 | −0.0032 | 0.14% |
| 0.6 | 0.3 | 35 | 2.30 | 2.3413 | −0.0087 | 0.37% |
| 0.2 | 0.2 | 30 | 1.28 | 1.2608 | −0.0192 | 1.50% |
| 0.2 | 0.4 | 30 | 1.81 | 1.9064 | 0.0964 | 5.33% |
| 0.6 | 0.2 | 30 | 1.85 | 1.8625 | 0.0125 | 0.68% |
| 0.6 | 0.4 | 30 | 2.54 | 2.5583 | 0.0183 | 0.72% |
| 0.4 | 0.3 | 30 | 1.85 | 2.0879 | 0.1379 | 7.07% |
| 0.4 | 0.3 | 30 | 2.06 | 2.0879 | 0.0279 | 1.35% |
| 0.4 | 0.3 | 30 | 1.95 | 2.0879 | −0.0621 | 2.89% |
| 0.4 | 0.3 | 30 | 1.91 | 2.0879 | 0.1779 | 9.31% |
| 0.4 | 0.3 | 30 | 2.10 | 2.0879 | −0.0121 | 0.58% |
| Grinding Parameters | Test Values Ra (μm) | Predictions Ra’ (μm) | Absolute Errors (μm) Ra’−Ra | Relative Errors (%) |Ra’−Ra|/Ra | ||
|---|---|---|---|---|---|---|
| vw (m·min−1) X1 | ap (mm) X2 | vs (m·s−1) X3 | ||||
| 0.4 | 0.4 | 30 | 2.15 | 2.0750 | −0.075 | 3.49% |
| 0.2 | 0.2 | 35 | 1.75 | 1.8957 | 0.1457 | 8.33% |
| 0.4 | 0.3 | 25 | 2.23 | 2.2165 | −0.0135 | 0.61% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Wang, G.; Shen, C. Analysis and Prediction of Grind-Hardening Surface Roughness Based on Response Surface Methodology-BP Neural Network. Appl. Sci. 2022, 12, 12680. https://doi.org/10.3390/app122412680
Wang C, Wang G, Shen C. Analysis and Prediction of Grind-Hardening Surface Roughness Based on Response Surface Methodology-BP Neural Network. Applied Sciences. 2022; 12(24):12680. https://doi.org/10.3390/app122412680
Chicago/Turabian StyleWang, Chunyan, Guicheng Wang, and Chungen Shen. 2022. "Analysis and Prediction of Grind-Hardening Surface Roughness Based on Response Surface Methodology-BP Neural Network" Applied Sciences 12, no. 24: 12680. https://doi.org/10.3390/app122412680
APA StyleWang, C., Wang, G., & Shen, C. (2022). Analysis and Prediction of Grind-Hardening Surface Roughness Based on Response Surface Methodology-BP Neural Network. Applied Sciences, 12(24), 12680. https://doi.org/10.3390/app122412680