
An Approach to Improve the Resolution of DLP 3D Printing by Parallel Mechanism

Abstract
:1. Introduction
2. Design Principle and Overall Scheme
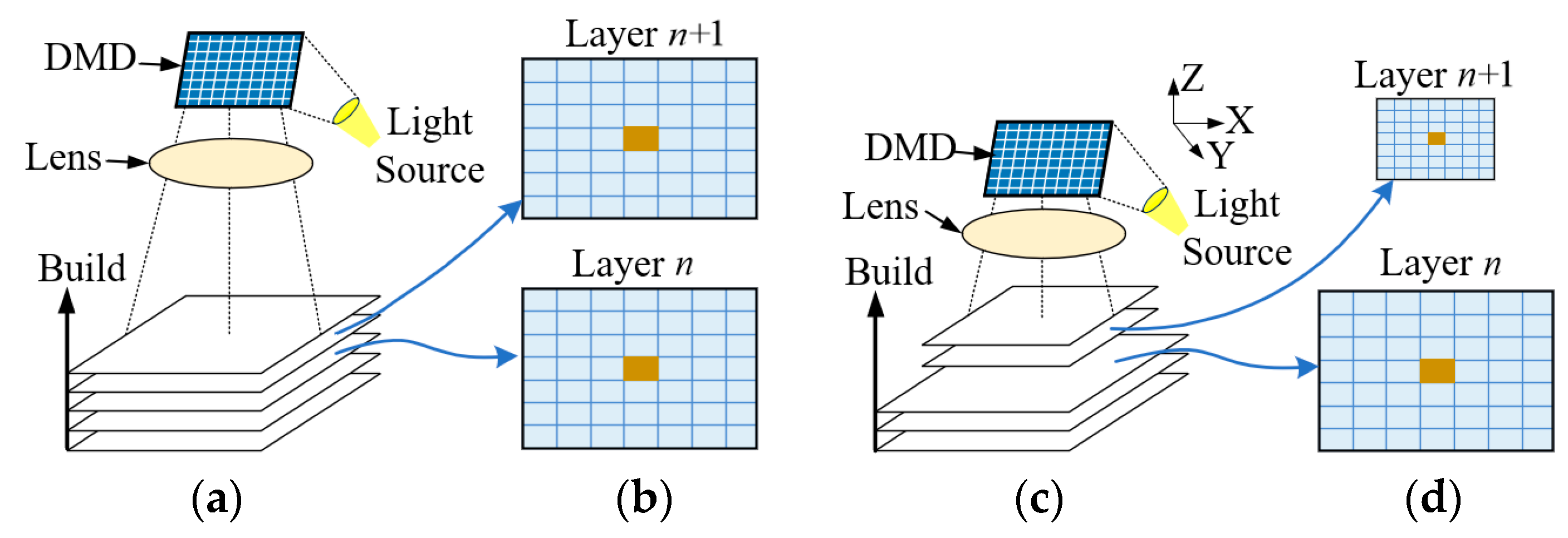
2.1. Design Principle
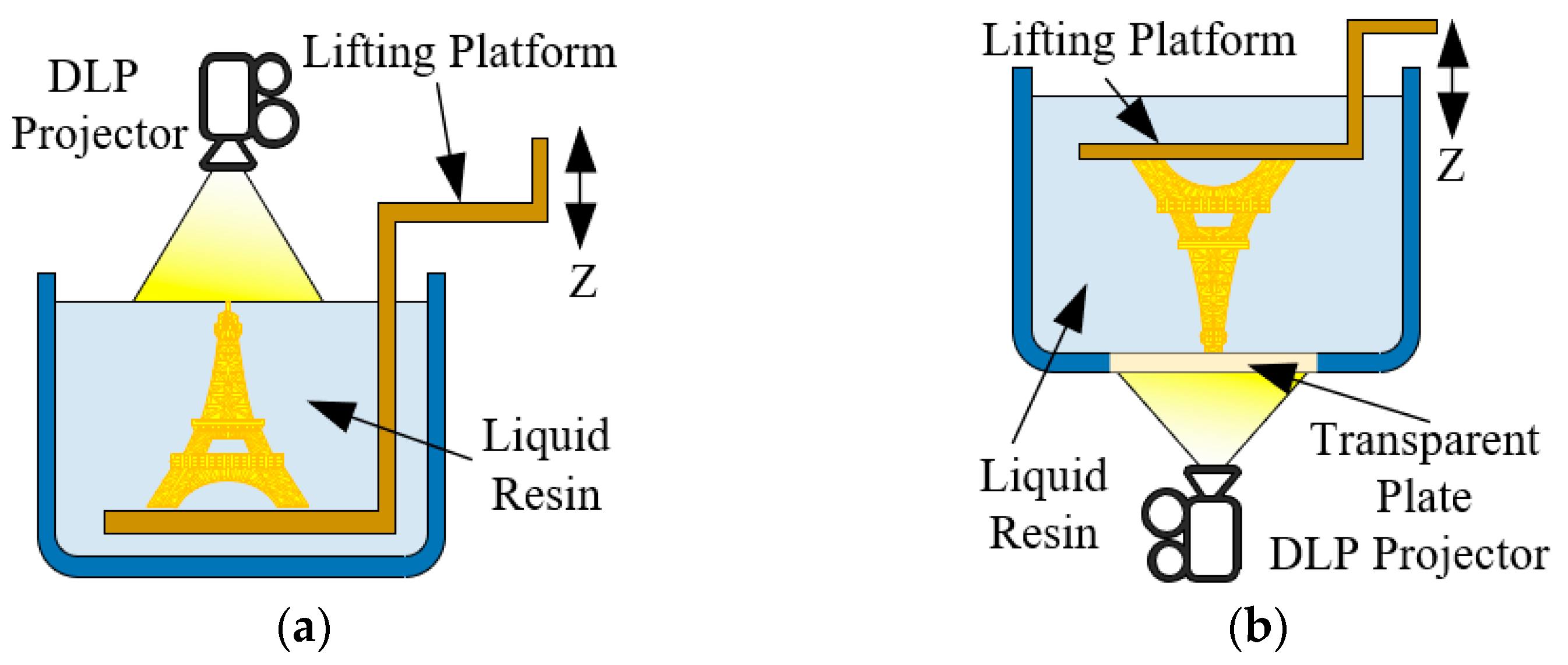
2.2. Design of 3D Printing Scheme
3. Experimental Device
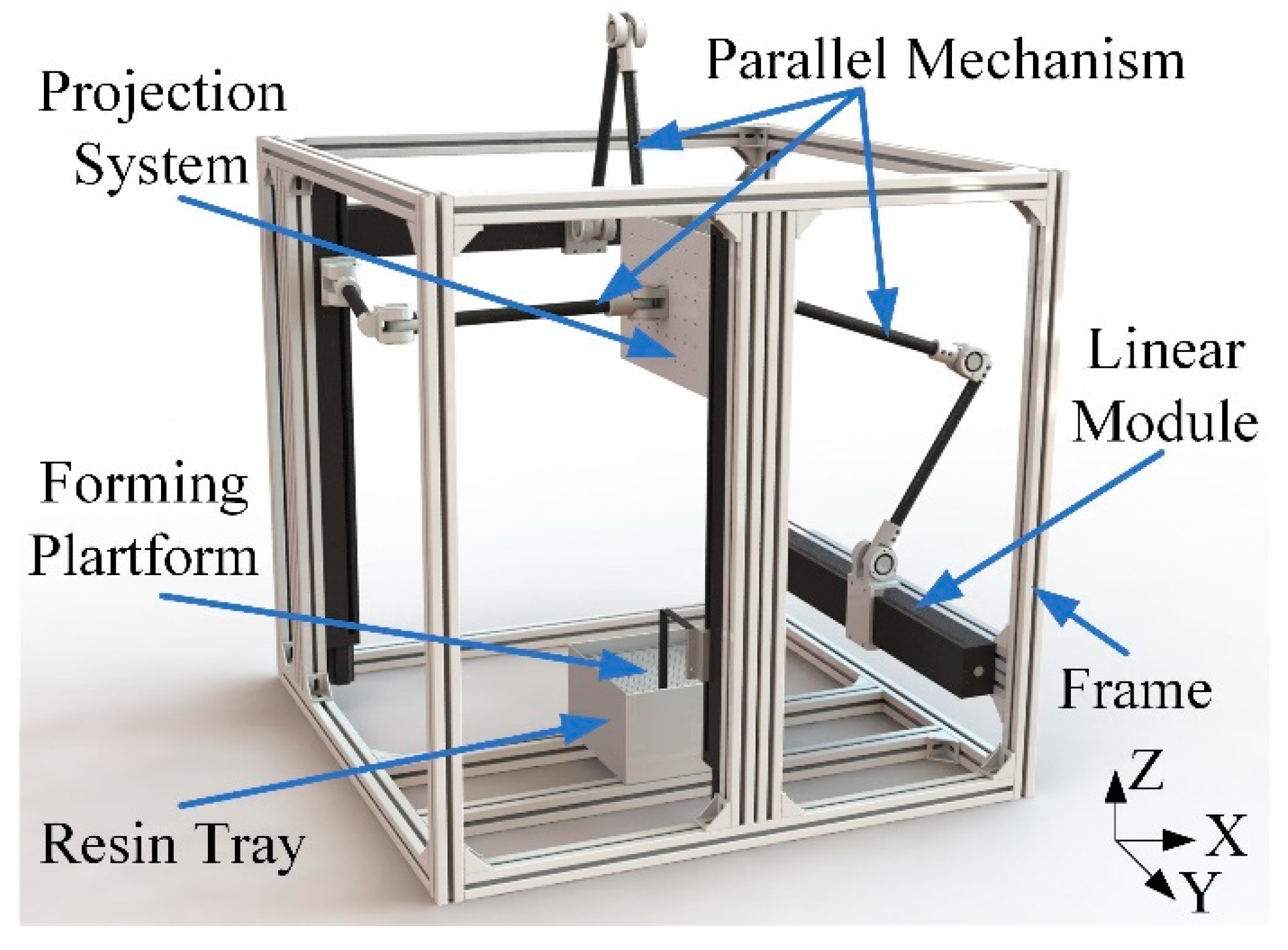
3.1. Mechanical Structure
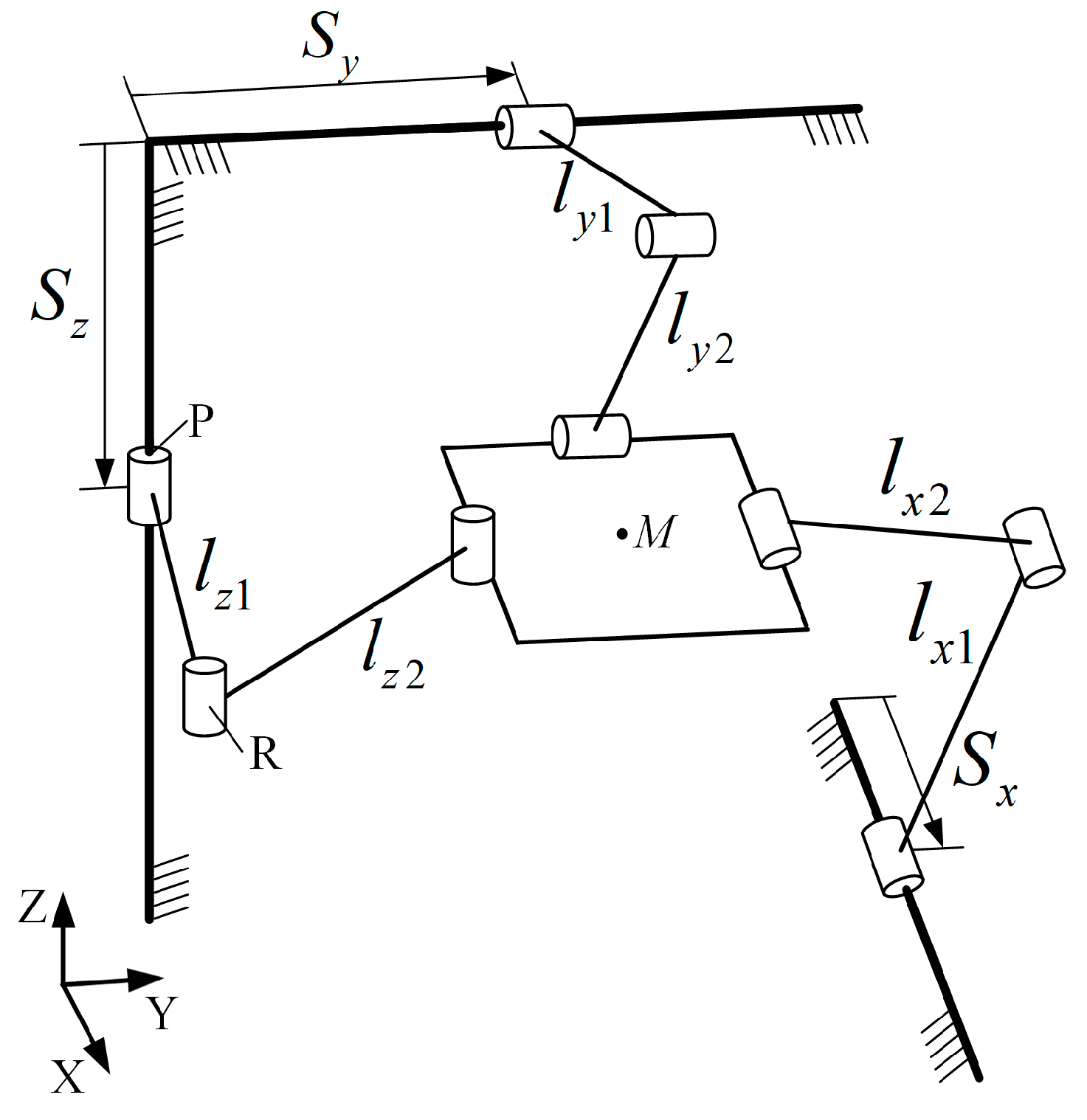
3.1.1. Kinematic Analysis of Tripteron Parallel Mechanism
3.1.2. Design of Tripteron Parallel Mechanism
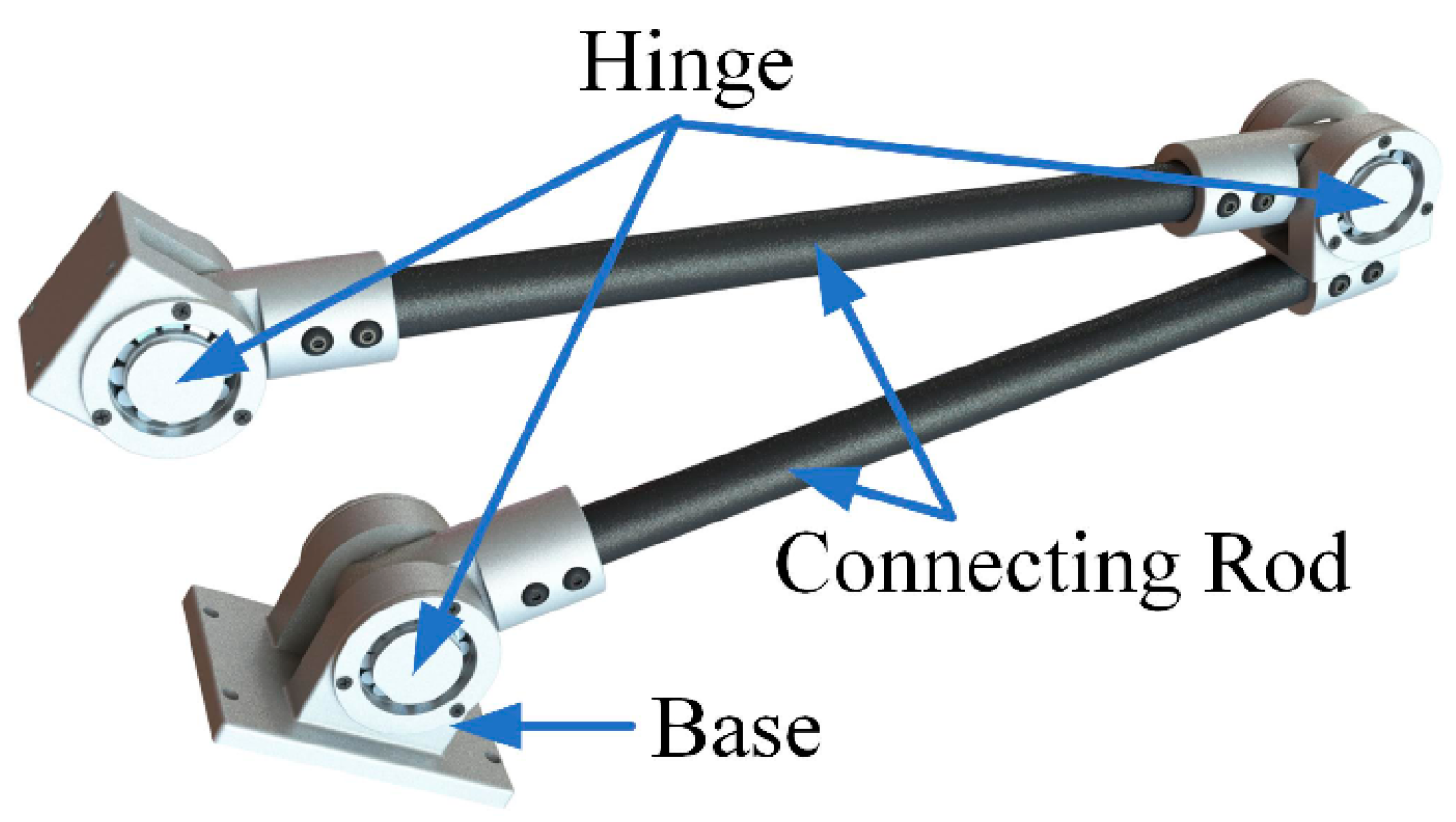
3.1.3. Structural Components
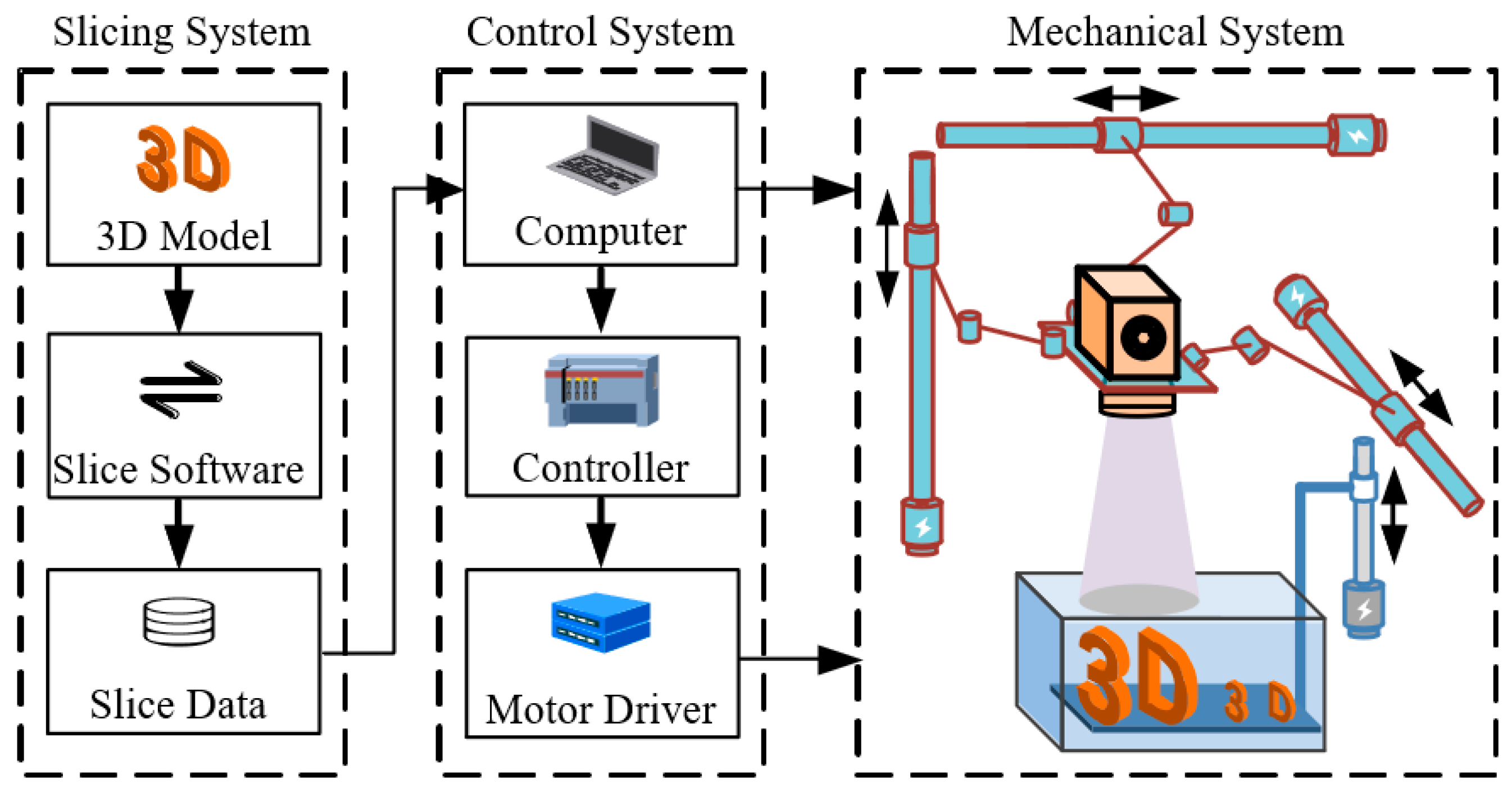
3.2. Control System
3.2.1. Design of Motion Control System
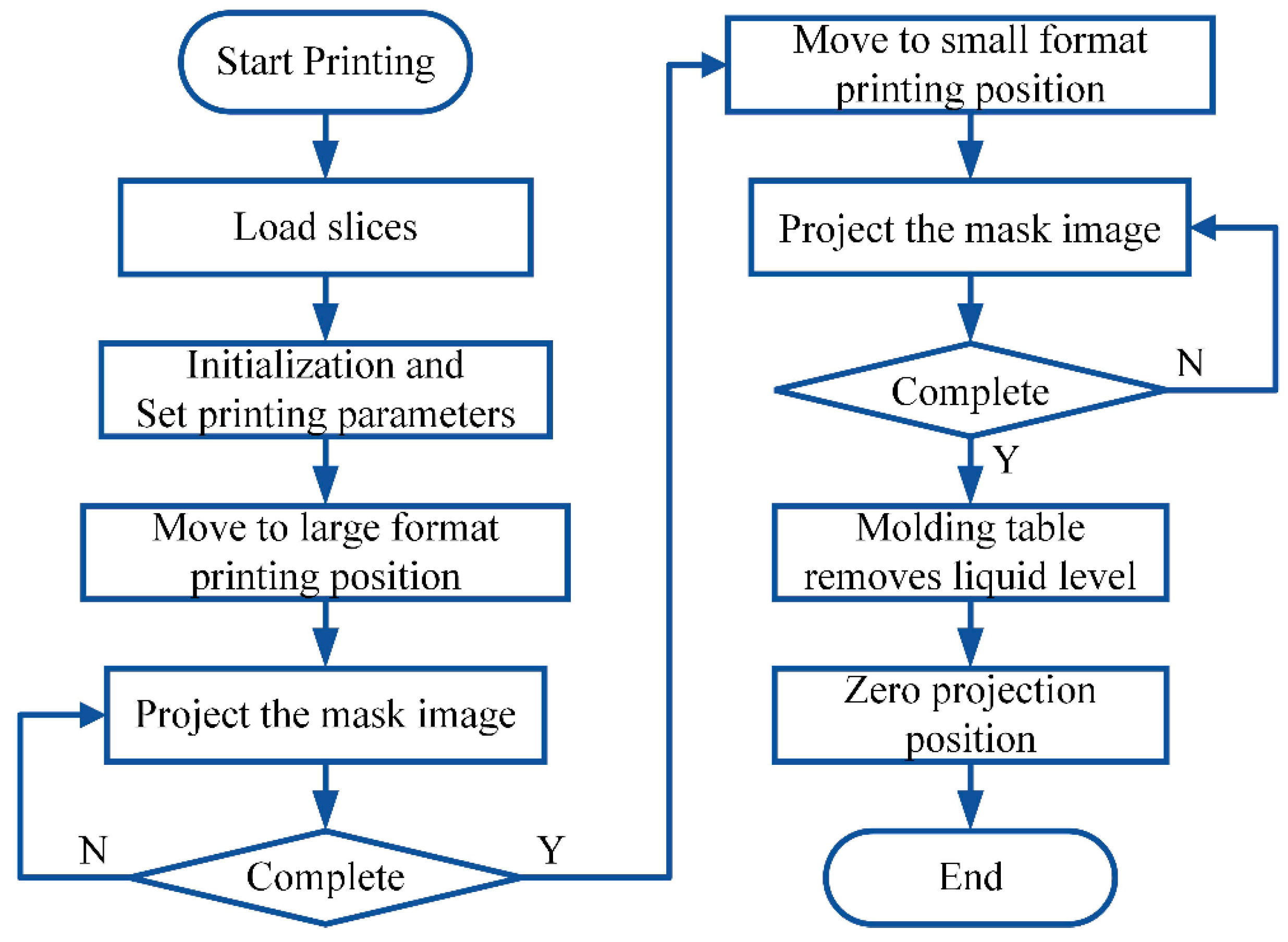
3.2.2. The Printing Control Process
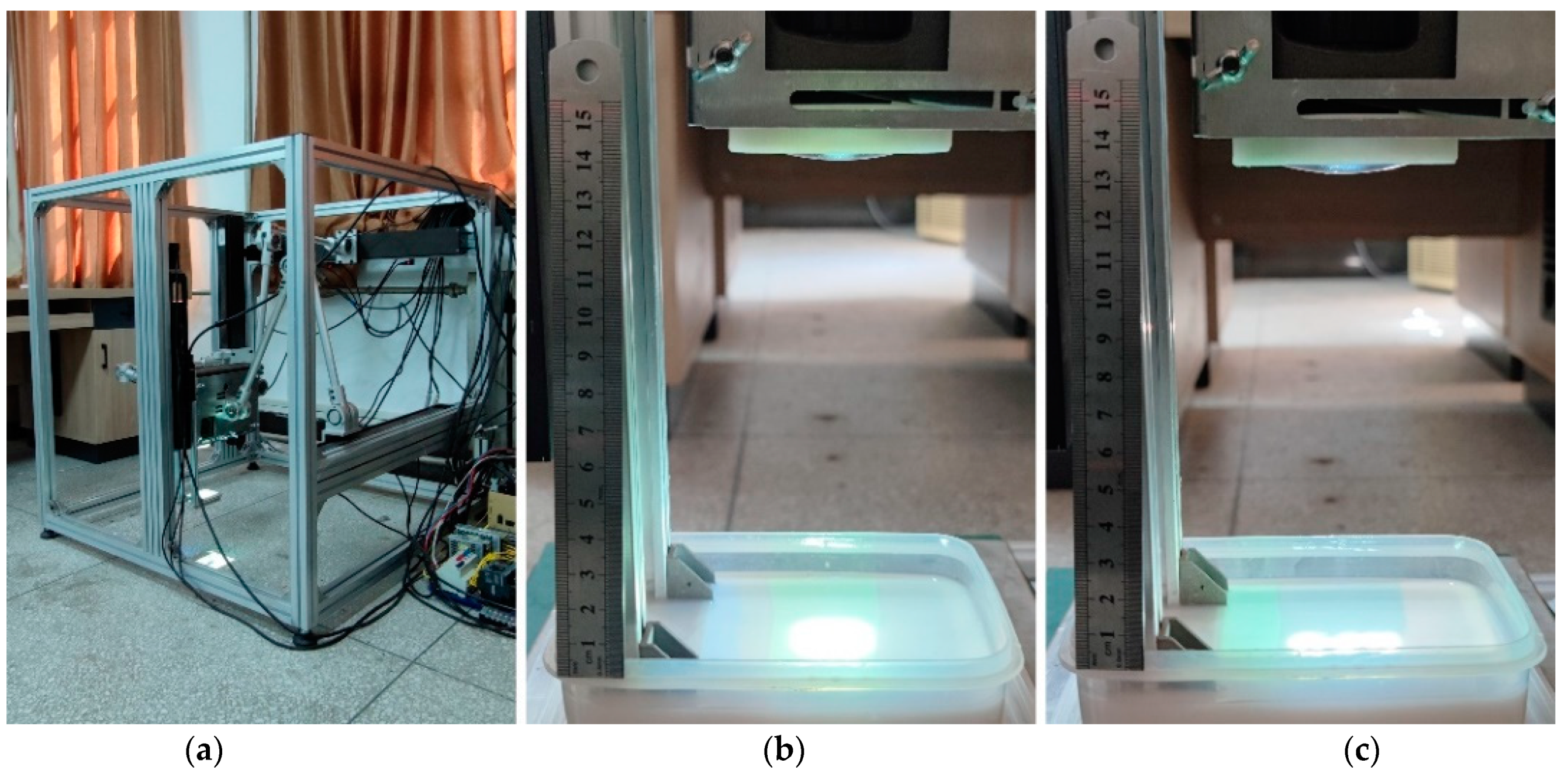
3.3. Build Prototype
4. Experiments and Discussion
4.1. Experimental Material
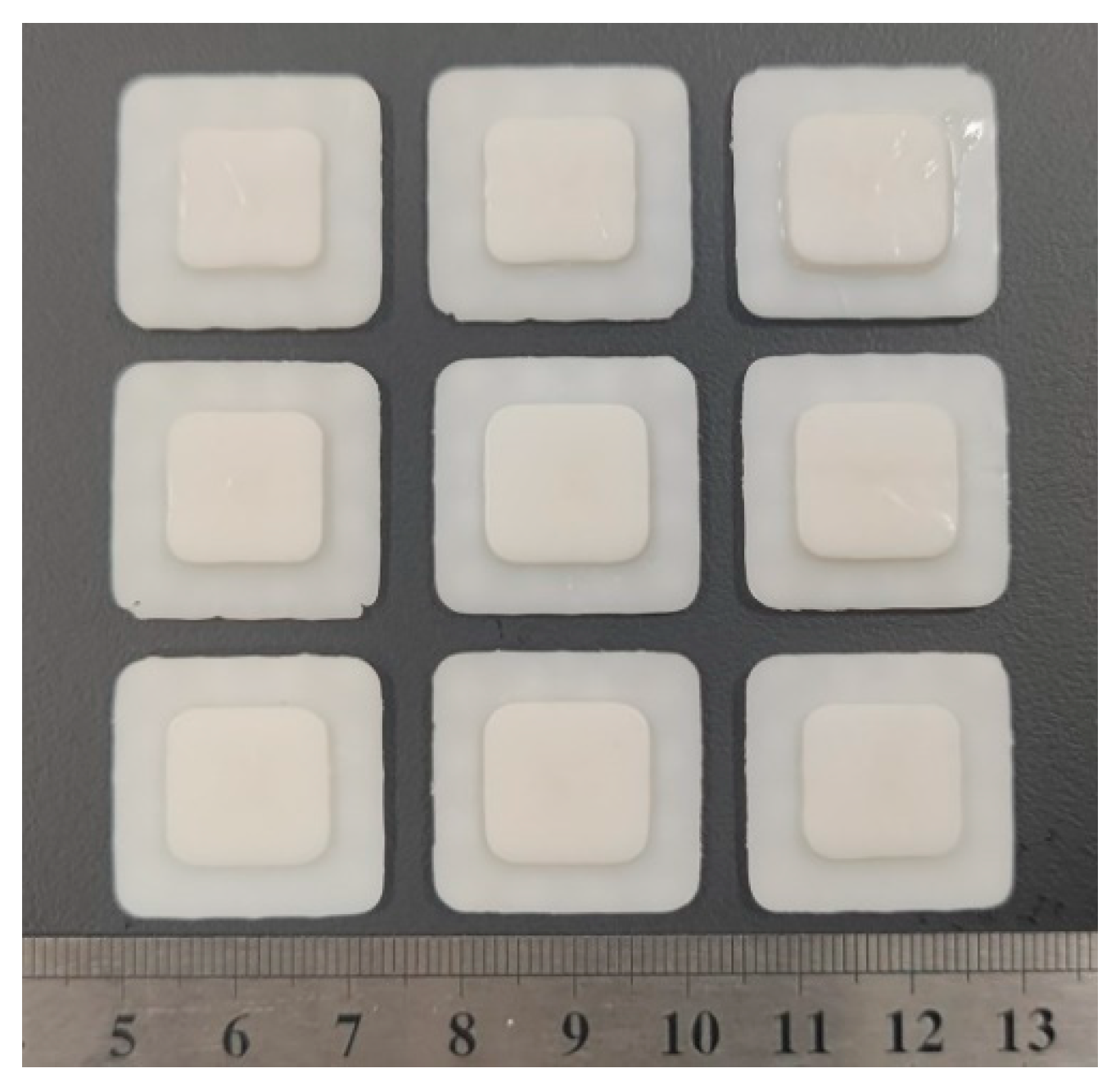
4.2. Parameters Optimization Based on the Orthogonal Method
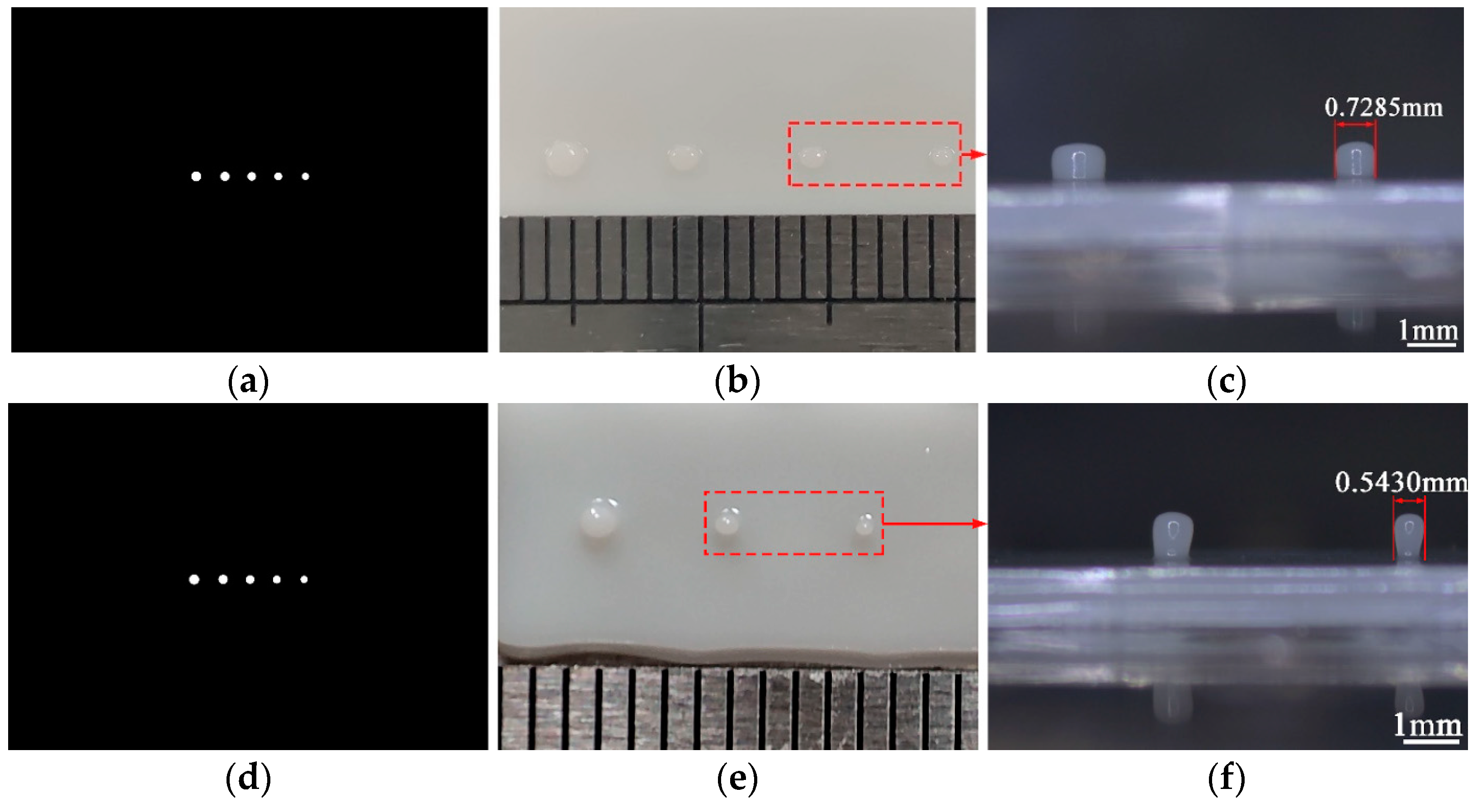
4.3. Minimum Feature Test
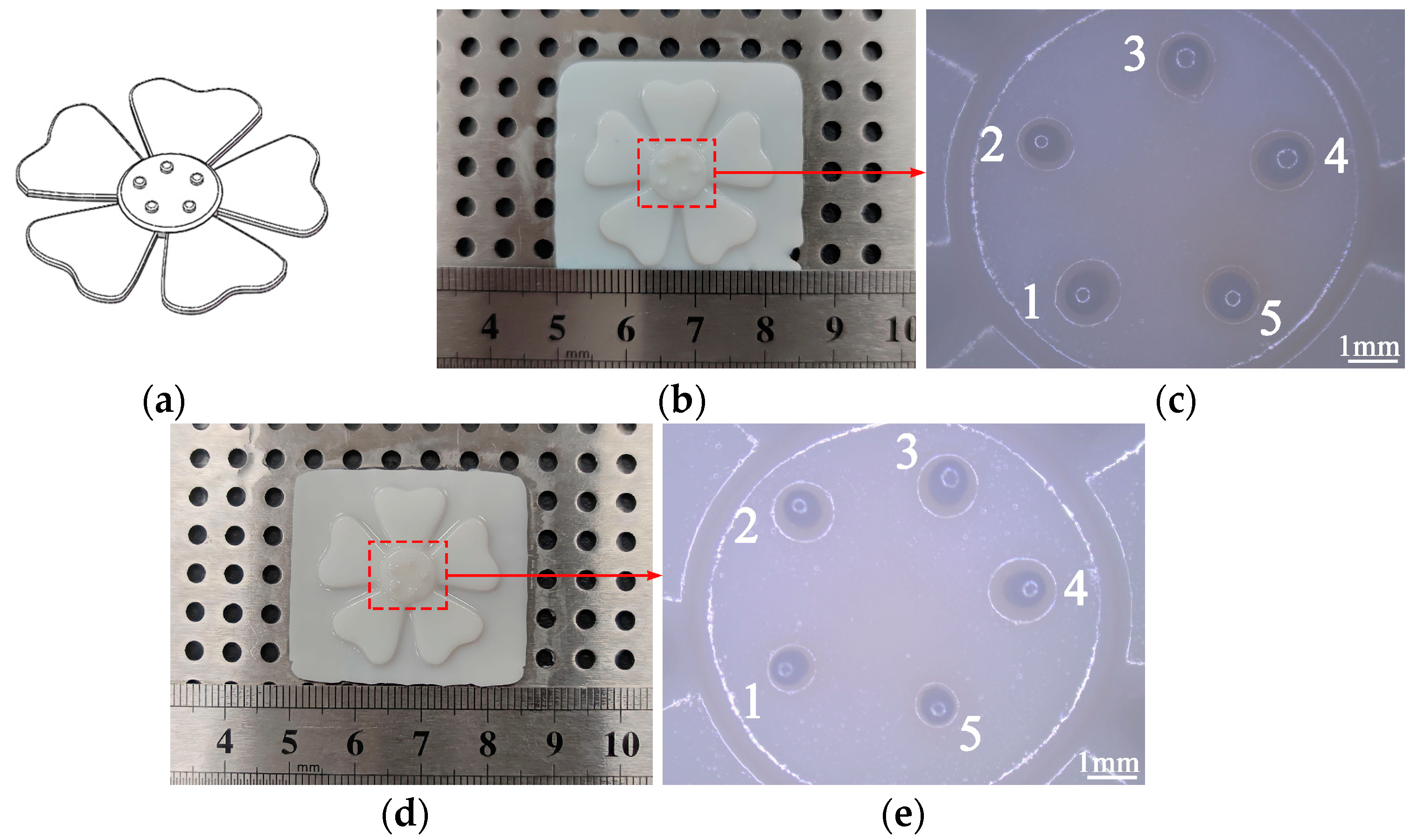
4.4. Small Feature Forming Contrast Experiment
5. Conclusions
- Based on the projection stereolithography method, a DLP 3D printing prototype with parallel mechanism was established, which is different from the previous molding schemes with fixed molding resolution. It can adjust the resolution during the printing process to reduce the printing size of features.
- Compared with previous single-axis or X-Y motion platform structures, the use of tripteron 3-DoF parallel mechanism improves the motion flexibility. After analyzing its kinematics, a control program was developed according to the forming process. With the low-cost optical projection equipment moving in space using parallel structure, the projection resolution was changed in order to adapt to smaller size printing.
- The optimal molding processing parameters were obtained based on the orthogonal method. The forming contrast experiment was carried out on the prototype, and the results show that the fabrication resolution of features can be improved by about 1.3 times. The effectiveness of the approach was verified by experiments.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mehrpouya, M.; Dehghanghadikolaei, A.; Fotovvati, B.; Vosooghnia, A.; Emamian, S.S.; Gisario, A. The Potential of Additive Manufacturing in the Smart Factory Industrial 4.0: A Review. Appl. Sci. 2019, 9, 3865. [Google Scholar] [CrossRef] [Green Version]
- Saboori, A.; Gallo, D.; Biamino, S.; Fino, P.; Lombardi, M. An Overview of Additive Manufacturing of Titanium Components by Directed Energy Deposition: Microstructure and Mechanical Properties. Appl. Sci. 2017, 7, 883. [Google Scholar] [CrossRef] [Green Version]
- Wallin, T.J.; Pikul, J.; Shepherd, R.F. 3D printing of soft robotic systems. Nat. Rev. Mater. 2018, 3, 84–100. [Google Scholar] [CrossRef]
- Nazir, A.; Jeng, J.-Y. A high-speed additive manufacturing approach for achieving high printing speed and accuracy. Proc. IMechE Part C J. Machanical Eng. Sci. 2020, 234, 2741–2749. [Google Scholar] [CrossRef]
- De Beer, M.P.; van der Laan, H.L.; Cole, M.A.; Whelan, R.J.; Burns, M.A.; Scott, T.F. Rapid, continuous additive manufacturing by volumetric polymerization inhibition patterning. Sci. Adv. 2019, 5, eaau8723. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hwa, L.C.; Rajoo, S.; Noor, A.M.; Ahmad, N.; Uday, M.B. Recent advances in 3D printing of porous ceramics: A review. Curr. Opin. Solid State Mater. Sci. 2017, 21, 323–347. [Google Scholar] [CrossRef]
- Saini, J.S.; Dowling, L.; Kennedy, J.; Trimble, D. Investigations of the mechanical properties on different print orientations in SLA 3D printed resin. Proc. IMechE Part C J. Machanical Eng. Sci. 2020, 234, 2279–2293. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-Based 3D Printing of Polymer and Associated Composite: A Review on Mechanical Properties, Defects and Treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.; Qin, Q.; Wang, J. A Review of Stereolithography: Processes and Systems. Processes 2020, 8, 1138. [Google Scholar] [CrossRef]
- Mohamed, O.A.; Masood, S.H.; Bhowmik, J.L. Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar] [CrossRef]
- Solomon, I.J.; Sevvel, P.; Gunasekaran, J. A review on the various processing parameters in FDM. Mater. Today Proc. 2021, 37, 509–514. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Aimar, A.; Palermo, A.; Innocenti, B. The Role of 3D Printing in Medical Applications: A State of the Art. J. Healthc. Eng. 2019, 2019, 5340616. [Google Scholar] [CrossRef] [Green Version]
- Vaz, V.M.; Kumar, L. 3D Printing as a Promising Tool in Personalized Medicine. AAPS PharmSciTech 2021, 22, 49. [Google Scholar] [CrossRef]
- Pagac, M.; Hajnys, J.; Ma, Q.-P.; Jancar, L.; Jansa, J.; Stefek, P.; Mesicek, J. A Review of Vat Photopolymerization Technology: Materials, Applications, Challenges, and Future Trends of 3D Printing. Polymers 2021, 13, 598. [Google Scholar] [CrossRef]
- Joshi, S.C.; Sheikh, A.A. 3D printing in aerospace and its long-term sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Böckin, D.; Tillman, A.-M. Environmental assessment of additive manufacturing in the automotive industry. J. Clean. Prod. 2019, 226, 977–987. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Panda, B.; Paul, S.C.; Noor Mohamed, N.A.; Tan, M.J.; Leong, K.F. 3D printing trends in building and construction industry: A review. Virtual Phys. Prototyp. 2017, 12, 261–276. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B-Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Bagheri, A.; Jin, J. Photopolymerization in 3D Printing. ACS Appl. Polym. Mater. 2019, 1, 593–611. [Google Scholar] [CrossRef] [Green Version]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef] [PubMed]
- Wang, G.; Hill, N.S.; Zhu, D.; Xiao, P.; Coote, M.L.; Stenzel, M.H. Efficient Photoinitiating System Based on Diaminoanthraquinone for 3D Printing of Polymer/Carbon Nanotube Nanocomposites under Visible Light. ACS Appl. Polym. Mater. 2019, 1, 1129–1135. [Google Scholar] [CrossRef]
- Zhu, Y.; Ramadani, E.; Egap, E. Thiol ligand capped quantum dot as an efficient and oxygen tolerance photoinitiator for aqueous phase radical polymerization and 3D printing under visible light. Polym. Chem. 2021, 12, 5106–5116. [Google Scholar] [CrossRef]
- Sun, C.; Fang, N.; Wu, D.M.; Zhang, X. Projection micro-stereolithography using digital micro-mirror dynamic mask. Sens. Actuators A-Phys. 2005, 121, 113–120. [Google Scholar] [CrossRef]
- Mao, M.; He, J.; Li, X.; Zhang, B.; Lei, Q.; Liu, Y.; Li, D. The Emerging Frontiers and Applications of High-Resolution 3D Printing. Micromachines 2017, 8, 113. [Google Scholar] [CrossRef] [Green Version]
- Maines, E.M.; Porwal, M.K.; Ellison, C.J.; Reineke, T.M. Sustainable advances in SLA/DLP 3D printing materials and processes. Green Chem. 2021, 23, 6863–6897. [Google Scholar] [CrossRef]
- Wu, L.; Zhao, L.; Jian, M.; Mao, Y.; Yu, M.; Guo, X. EHMP-DLP: Multi-projector DLP with energy homogenization for large-size 3D printing. Rapid Prototyp. J. 2018, 24, 1500–1510. [Google Scholar] [CrossRef]
- Waldbaur, A.; Carneiro, B.; Hettich, P.; Wilhelm, E.; Rapp, B.E. Computer-aided microfluidics (CAMF): From digital 3D-CAD models to physical structures within a day. Microfluid. Nanofluid. 2013, 15, 625–635. [Google Scholar] [CrossRef]
- Yi, R.; Wu, C.; Liu, Y.-J.; He, Y.; Wang, C.C.L. Delta DLP 3-D Printing of Large Models. IEEE Trans. Autom. Sci. Eng. 2018, 15, 1193–1204. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.; Yi, R.; Liu, Y.J.; He, Y.; Wang, C.C.L. Delta DLP 3D printing with large size. In Proceedings of the 2016 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Daejeon, Republic of Korea, 9–14 October 2016. [Google Scholar] [CrossRef]
- Emami, M.M.; Barazandeh, F.; Yaghmaie, F. Scanning-projection based stereolithography: Method and structure. Sens. Actuators A-Phys. 2014, 218, 116–124. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, R.; Liu, Y. A double mask projection exposure method for stereolithography. Sens. Actuators A 2020, 314, 112228. [Google Scholar] [CrossRef]
- Zhou, C.; Ye, H.; Zhang, F. A Novel Low-Cost Stereolithography Process Based on Vector Scanning and Mask Projection for High-Accuracy, High-Speed, High-Throughput and Large-Area Fabrication. In Proceedings of the ASME 2014 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Buffalo, NY, USA, 17–20 August 2014. [Google Scholar] [CrossRef]
- Busetti, B.; Steyrer, B.; Lutzer, B.; Reiter, R.; Stampfl, J. A hybrid exposure concept for lithography-based additive manufacturing. Addit. Manuf. 2018, 21, 413–421. [Google Scholar] [CrossRef]
- Yen, P.-L.; Lai, C.-C. Dynamic modeling and control of a 3-DOF Cartesian parallel manipulator. Mechatronics 2009, 19, 390–398. [Google Scholar] [CrossRef]
- Varghese, G.; Moral, M.; Castro-Garcia, M.; Jose Lopez-Lopez, J.; Ramon Marin-Rueda, J.; Yague-Alcaraz, V.; Hernandez-Afonso, L.; Carlos Ruiz-Morales, J.; Canales-Vazquez, J. Fabrication and characterisation of ceramics via low-cost DLP 3D printing. Bol. Soc. Esp. Ceram. Vidr. 2018, 57, 9–18. [Google Scholar] [CrossRef]
- Aydin, L.; Kucuk, S. A method for more accurate FEA results on a medical device developed by 3D technologies. Polym. Adv. Technol. 2018, 29, 2281–2286. [Google Scholar] [CrossRef]
- Peker, A.; Aydin, L.; Kucuk, S.; Ozkoc, G.; Cetinarslan, B.; Canturk, Z.; Selek, A. Additive manufacturing and biomechanical validation of a patient-specific diabetic insole. Polym. Adv. Technol. 2020, 31, 988–996. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Supplier | Viscosity | Wavelength | Density | Color |
|---|---|---|---|---|
| CREALITY | 150–250 mPa.s 1 | For 405 nm | 1.05–1.15 g/cm3 | White |
| Level | Factors | ||
|---|---|---|---|
| A (mm) | B (s) | C (s) | |
| 1 | 0.06 | 18 | 4 |
| 2 | 0.08 | 20 | 5 |
| 3 | 0.1 | 22 | 6 |
| Test | A (mm) | B (s) | C (s) | ∆X (%) | ∆Y (%) | ∆Z (%) |
|---|---|---|---|---|---|---|
| 1 | 0.06 | 18 | 4 | 2.02 | 2.12 | 3.89 |
| 2 | 0.06 | 20 | 5 | 2.43 | 2.58 | 3.06 |
| 3 | 0.06 | 22 | 6 | 3.02 | 3.28 | 2.36 |
| 4 | 0.08 | 18 | 6 | 1.12 | 1.27 | 1.25 |
| 5 | 0.08 | 20 | 4 | 1.02 | 1.12 | 1.11 |
| 6 | 0.08 | 22 | 5 | 2.36 | 2.43 | 1.67 |
| 7 | 0.1 | 18 | 5 | 2.57 | 2.63 | 1.81 |
| 8 | 0.1 | 20 | 6 | 1.74 | 1.73 | 2.08 |
| 9 | 0.1 | 22 | 4 | 1.95 | 2.17 | 2.64 |
| Data 1 | A | B | C |
|---|---|---|---|
| 3.10 | 2.31 | 2.55 | |
| 1.34 | 2.08 | 2.18 | |
| 2.18 | 2.22 | 1.90 | |
| R | 1.76 | 0.23 | 0.65 |
| Forming Method | Small Features Size (mm) | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Fixed resolution | 0.8689 | 0.8477 | 0.8543 | 0.8792 | 0.8278 |
| Adjustable resolution | 0.6689 | 0.6490 | 0.6495 | 0.6814 | 0.6358 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, J.; Zhang, B.; Xiao, J.; Zhang, Q. An Approach to Improve the Resolution of DLP 3D Printing by Parallel Mechanism. Appl. Sci. 2022, 12, 12905. https://doi.org/10.3390/app122412905
Huang J, Zhang B, Xiao J, Zhang Q. An Approach to Improve the Resolution of DLP 3D Printing by Parallel Mechanism. Applied Sciences. 2022; 12(24):12905. https://doi.org/10.3390/app122412905
Chicago/Turabian StyleHuang, Junjie, Bowen Zhang, Junfeng Xiao, and Qinlei Zhang. 2022. "An Approach to Improve the Resolution of DLP 3D Printing by Parallel Mechanism" Applied Sciences 12, no. 24: 12905. https://doi.org/10.3390/app122412905
APA StyleHuang, J., Zhang, B., Xiao, J., & Zhang, Q. (2022). An Approach to Improve the Resolution of DLP 3D Printing by Parallel Mechanism. Applied Sciences, 12(24), 12905. https://doi.org/10.3390/app122412905