
Analysis of Erosion Minimization for a Slurry Pump Using Discrete Phase Model Simulations


Abstract
:1. Introduction
2. Mathematical Models
2.1. Erosion Mechanism
2.2. Erosion Model
2.3. Turbulence Models
3. CFD Analysis
3.1. DPM Analysis Modeling
3.2. Analysis of the Simulation Results
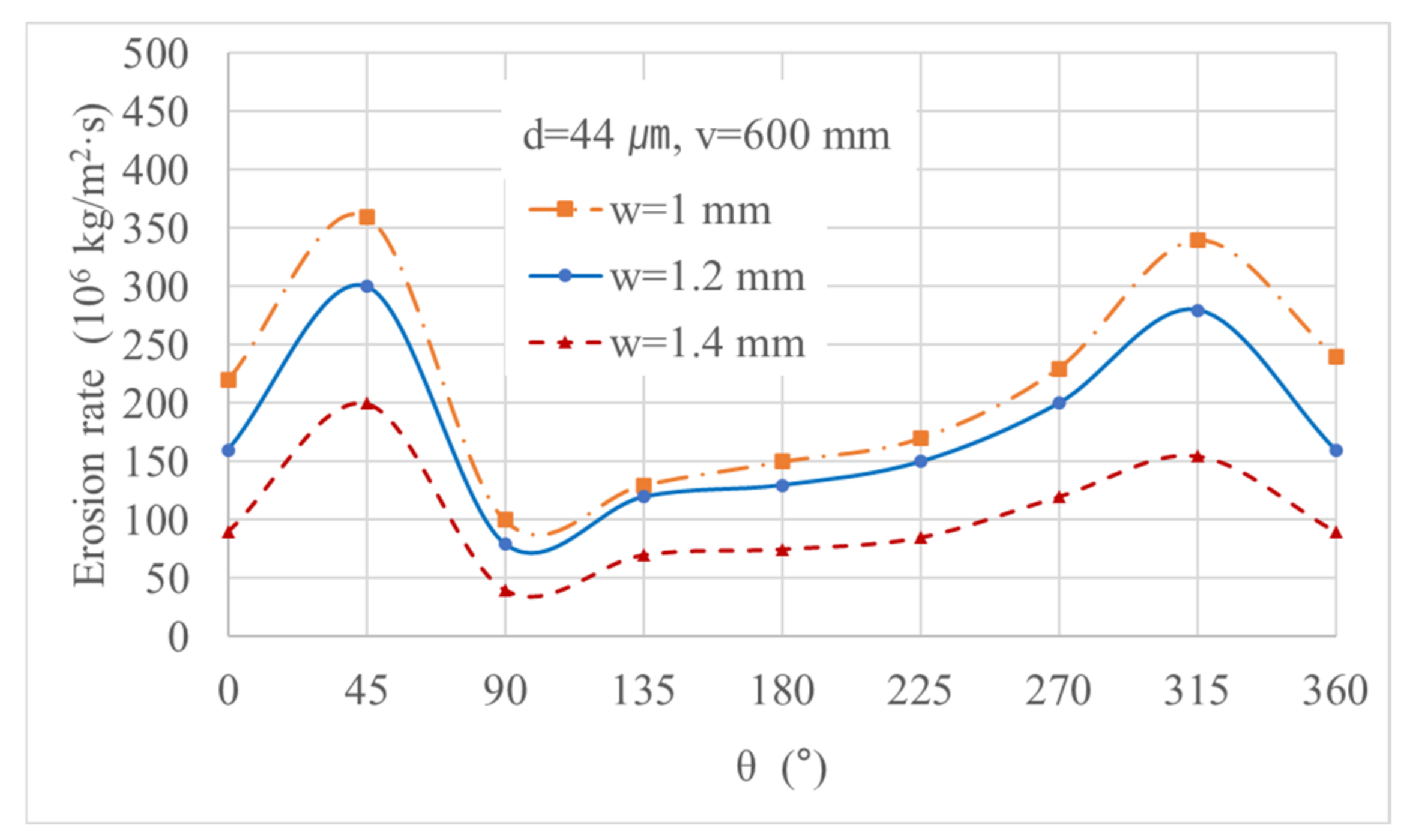
3.2.1. Analysis of the Erosion Rate Density (E) Based on the Gap between the Impeller and the Throat Bush (w)
3.2.2. Analysis of the Erosion Rate Density (E) Based on the Impeller Speed (v)
3.2.3. Analysis of the Erosion Rate Density (E) Based on the Slurry Particle Diameter (d)
4. Erosion Optimization
4.1. DPM Analysis with Response Surface Methodology (RSM)
4.2. Results and Analysis
5. Conclusions
- (1)
- The casing, impeller, and throat bush of the slurry pump were modeled.
- (2)
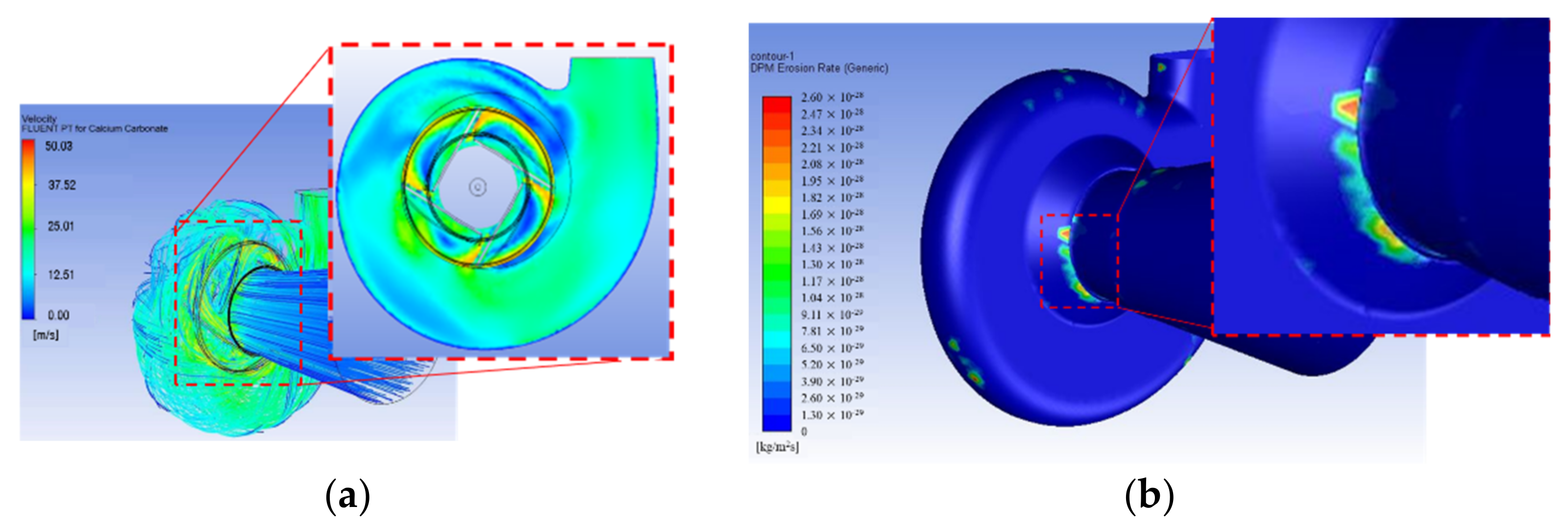
- DPM simulation was performed using a one-way layout to compare the impact of the gap between the impeller and the throat bush, speed of the impeller, and slurry particle diameter on the erosion rate density. The occurrence of the highest erosion rate density was confirmed at the α = 45° and 315° sections of the throat bush through the wear map.
- (3)
- The parameters, that is, the gap between the impeller and the throat bush, impeller speed, and slurry particle diameter, were optimized using RSM to reduce the erosion rate density in the α = 45° and 315° sections of the throat bush. The optimization results confirmed that the erosion rate density was reduced in the optimization model compared with the earlier model.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Singh, G. A review on erosion wear of different types of slurry pump impeller materials. Mater. Today Proc. 2020, 37, 2298–2301. [Google Scholar] [CrossRef]
- Brahim, B.; Meshram, S.G.; Abdallah, D.; Larbi, B.; Drisss, S.; Khalid, M.; Khedher, K.M. Mapping of soil sensitivity to water erosion by RUSLE model: Case of the Inaouene watershed (Northeast Morocco). Arab. J. Geosci. 2020, 13, 1–15. [Google Scholar] [CrossRef]
- Alawadhi, K.; Alzuwayer, B.; Alrahmani, M.; Murad, A. Evaluation of the Erosion Characteristics for a Marine Pump Using 3D RANS Simulations. Appl. Sci. 2021, 11, 7364. [Google Scholar] [CrossRef]
- Fritsche, M.; Epple, P.; Steber, M.; Rußwurm, H.J. Erosion Optimized Radial Fan Impellers and Volutes for Particle Flows. In Proceedings of the ASME 2017 International Mechanical Engineering Congress and Exposition, Tampa, FL, USA, 3–9 November 2017; Volume 58424. V007T09A071. [Google Scholar]
- Pagalthivarthi, K.; Gupta, P.; Tyagi, V.; Ravi, M. CFD prediction of erosion wear in centrifugal slurry pumps for dilute slurry flows. J. Comput. Multiph. Flows 2011, 3, 225–245. [Google Scholar] [CrossRef] [Green Version]
- Singh, J.; Singh, S. Neural network prediction of slurry erosion of heavy-duty pump impeller/casing materials 18Cr-8Ni, 16Cr-10Ni-2Mo, super duplex 24Cr-6Ni-3Mo-N, and grey cast iron. Wear 2021, 476, 203741. [Google Scholar] [CrossRef]
- Tarodiya, R.; Gandhi, B.K. Effect of particle size distribution on performance and particle kinetics in a centrifugal slurry pump handling multi-size particulate slurry. Adv. Powder Technol. 2020, 31, 4751–4767. [Google Scholar] [CrossRef]
- Peng, G.; Huang, X.; Zhou, L.; Zhou, G.; Zhou, H. Solid-liquid two-phase flow and wear analysis in a large-scale centrifugal slurry pump. Eng. Fail. Anal. 2020, 114, 104602. [Google Scholar] [CrossRef]
- Peng, G.; Fan, F.; Zhou, L.; Huang, X.; Ma, J. Optimal hydraulic design to minimize erosive wear in a centrifugal slurry pump impeller. Eng. Fail. Anal. 2021, 120, 105105. [Google Scholar] [CrossRef]
- Hao, G.; Zhang, C.; Sun, K.; Li, L.; Zhou, J. Research on the Influence of the Deflector Angle on the Droplet Trajectory Based on the CFD Discrete Phase Model. J. Physics Conf. Ser. 2020, 1600, 012034. [Google Scholar] [CrossRef]
- Mingzhi, Z.; Yiming, M.; Xiaobo, K. Base on DPM model to simulation Sand erosion on PV modules surface. IOP Conf. Ser. Earth Environ. Sci. 2018, 146, 012036. [Google Scholar]
- Li, R.; Sun, Z.; Li, A.; Li, Y.; Wang, Z. Design optimization of hemispherical protrusion for mitigating elbow erosion via CFD-DPM. Powder Technol. 2022, 117128. [Google Scholar] [CrossRef]
- Parsi, M.; Kara, M.; Agrawal, M.; Kesana, N.; Jatale, A.; Sharma, P.; Shirazi, S. CFD simulation of sand particle erosion under multiphase flow conditions. Wear 2017, 376–377, 1176–1184. [Google Scholar] [CrossRef]
- Solnordal, C.B.; Wong, C.Y.; Boulanger, J. An experimental and numerical analysis of erosion caused by sand pneumatically conveyed through a standard pipe elbow. Wear 2015, 336–337, 43–57. [Google Scholar] [CrossRef]
- Cloete, S.; Johansen, S.T.; Amini, S. Performance evaluation of a complete Lagrangian KTGF approach for dilute granular flow modelling. Powder Technol. 2012, 226, 43–52. [Google Scholar] [CrossRef] [Green Version]
- Noon, A.A.; Kim, M. Erosion wear on centrifugal pump casing due to slurry flow. Wear 2016, 364–365, 103–111. [Google Scholar] [CrossRef]
- Gohil, P.; Saini, R. Indian Institute of Technology Roorkee Numerical Study of Cavitation in Francis Turbine of a Small Hydro Power Plant. J. Appl. Fluid Mech. 2016, 9, 357–365. [Google Scholar]
- Messa, G.V.; Wang, Y.; Negri, M.; Malavasi, S. An improved CFD/experimental combined methodology for the calibration of empirical erosion models. Wear 2021, 476, 203734. [Google Scholar] [CrossRef]
- Guo, T.; Srivastava, A.; Flanagan, D.C. Improving and calibrating channel erosion simulation in the Water Erosion Prediction Project (WEPP) model. J. Environ. Manag. 2021, 291. [Google Scholar] [CrossRef]
- Li, Q.-Q.; Wu, C.-S.; Qian, B.; Wu, P.; Huang, B.; Wu, D.-Z. Investigation of the Matching Relation Between Impeller and Flow Channel of Regenerative Flow Pumps. J. Fluids Eng. 2021, 143, 061209. [Google Scholar] [CrossRef]
- Affatato, S. Wear of Orthopaedic Implants and Artificial Joints; Elsevier: Cambridge, UK, 2012. [Google Scholar]
- Shamsuddeen, M.M.; Ma, S.; Kim, S.; Yoon, J.; Lee, K.; Jung, C.; Kim, J. Flow Field Analysis and Feasibility Study of a Multistage Centrifugal Pump Designed for Low-Viscous Fluids. Appl. Sci. 2021, 11, 1314. [Google Scholar] [CrossRef]
- Menter, F. Innovative Turbulence Modeling: SST Model in ANSYS CFX. Available online: http://www.ansys.com/assets/tech-briefs/cfx-sst.pdf (accessed on 15 December 2020).
- Noon, A.A.; Kim, M. Erosion wear on Francis turbine components due to sediment flow. Wear 2017, 378–379, 126–135. [Google Scholar] [CrossRef]
- Gohil, P.P.; Saini, R. Effect of temperature, suction head and flow velocity on cavitation in a Francis turbine of small hydro power plant. Energy 2015, 93, 613–624. [Google Scholar] [CrossRef]
- Chang, P.; Xu, G.; Huang, J. Numerical study on DPM dispersion and distribution in an underground development face based on dynamic mesh. Int. J. Min. Sci. Technol. 2020, 30, 471–475. [Google Scholar] [CrossRef]
- Karimipour, A.; Esfe, M.H.; Safaei, M.R.; Semiromi, D.T.; Jafari, S.; Kazi, S. Mixed convection of copper–water nanofluid in a shallow inclined lid driven cavity using the lattice Boltzmann method. Phys. Stat. Mech. Appl. 2014, 402, 150–168. [Google Scholar] [CrossRef]
- Kim, S.; Choi, Y.; Lee, K.; Yoon, J. Design optimization of centrifugal pump impellers in a fixed meridional geometry using DOE. Int. J. Fluid Mach. Syst. 2009, 2, 172–178. [Google Scholar] [CrossRef] [Green Version]
- Oh, M.H.; Ko, J.; Park, J.Y.; Choi, M. Optimization of a circumferential groove in a centrifugal compressor. Int. J. Turbo Jet-Engines 2020. [Google Scholar] [CrossRef]
- Kim, J.; Lee, H.; Kim, J.; Choi, Y.; Yoon, J.; Yoo, I.; Choi, W. Improvement of hydrodynamic performance of a multiphase pump using design of experiment techniques. J. Fluids Eng. 2015, 137, 081301. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grid Size | Number of Cells | Skewness |
|---|---|---|
| Coarse | 260,052 | 0.27198 |
| Normal | 291,421 | 0.26986 |
| Fine | 418,173 | 0.2657 |
| Category | Conditions |
|---|---|
| Slurry condition | H2O + CaCO3 + CaSO4 |
| Impeller speed | 600 rpm |
| Turbulence model | SST |
| Temperature | 50 °C |
| Particle diameter | ≤325 mesh (44 ) |
| Slurry flow | 6800 m³/h |
| Throat bush material | White cast iron |
| pH of slurry | 5–6 |
| Parameters | Value |
|---|---|
| Particle diameter, d (μm) | 37, 44, 53 |
| Distance, w (mm) | 1, 1.2, 1.4 |
| Impeller speed, v (rpm) | 550, 600, 650 |
| Run | Distance (w) (mm) | Diameter (d) (µm) | Impeller Rotation Speed (v) (rpm) | Erosion Rate Density (106 kg/m2·s) | Slurry Flow (m3/h) | |
|---|---|---|---|---|---|---|
| α = 45° | α = 315° | |||||
| 1 | 1 | 45 | 650 | 382 | 363 | 8120 |
| 2 | 1.4 | 45 | 650 | 235 | 207 | 6841 |
| 3 | 1.4 | 37 | 600 | 161 | 130 | 6250 |
| 4 | 1.2 | 45 | 600 | 303 | 280 | 7100 |
| 5 | 1 | 37 | 600 | 295 | 267 | 7554 |
| 6 | 1.2 | 37 | 650 | 298 | 276 | 7776 |
| 7 | 1.2 | 53 | 550 | 242 | 313 | 6400 |
| 8 | 1 | 53 | 600 | 347 | 480 | 7450 |
| 9 | 1 | 45 | 550 | 277 | 241 | 6815 |
| 10 | 1.2 | 45 | 600 | 303 | 280 | 7100 |
| 11 | 1.4 | 53 | 600 | 187 | 207 | 6123 |
| 12 | 1.2 | 37 | 550 | 190 | 159 | 6521 |
| 13 | 1.4 | 45 | 550 | 155 | 120 | 6080 |
| 14 | 1.2 | 53 | 650 | 330 | 412 | 7625 |
| 15 | 1.2 | 45 | 600 | 303 | 280 | 7100 |
| Parameters | Initial | DOE | Optimal Conditions |
|---|---|---|---|
| Distance (mm) | 1 | 1.34 | 1.34 |
| Diameter (µm) | 44 | 37.65 | 38 |
| Speed (rpm) | 600 | 636.87 | 637 |
| 45° erosion rate density (106 kg/m2·s) | 359.51 | 229.98 | 233.11 |
| 315° erosion rate density (106 kg/m2·s) | 341.034 | 199.63 | 207.31 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Na, S.J.; Kim, Y.S.; Jeon, E.S. Analysis of Erosion Minimization for a Slurry Pump Using Discrete Phase Model Simulations. Appl. Sci. 2022, 12, 1597. https://doi.org/10.3390/app12031597
Na SJ, Kim YS, Jeon ES. Analysis of Erosion Minimization for a Slurry Pump Using Discrete Phase Model Simulations. Applied Sciences. 2022; 12(3):1597. https://doi.org/10.3390/app12031597
Chicago/Turabian StyleNa, Seung Jun, Young Shin Kim, and Euy Sik Jeon. 2022. "Analysis of Erosion Minimization for a Slurry Pump Using Discrete Phase Model Simulations" Applied Sciences 12, no. 3: 1597. https://doi.org/10.3390/app12031597
APA StyleNa, S. J., Kim, Y. S., & Jeon, E. S. (2022). Analysis of Erosion Minimization for a Slurry Pump Using Discrete Phase Model Simulations. Applied Sciences, 12(3), 1597. https://doi.org/10.3390/app12031597