
Joining of Fibre-Reinforced Thermoplastic Polymer Composites by Friction Stir Welding—A Review

 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
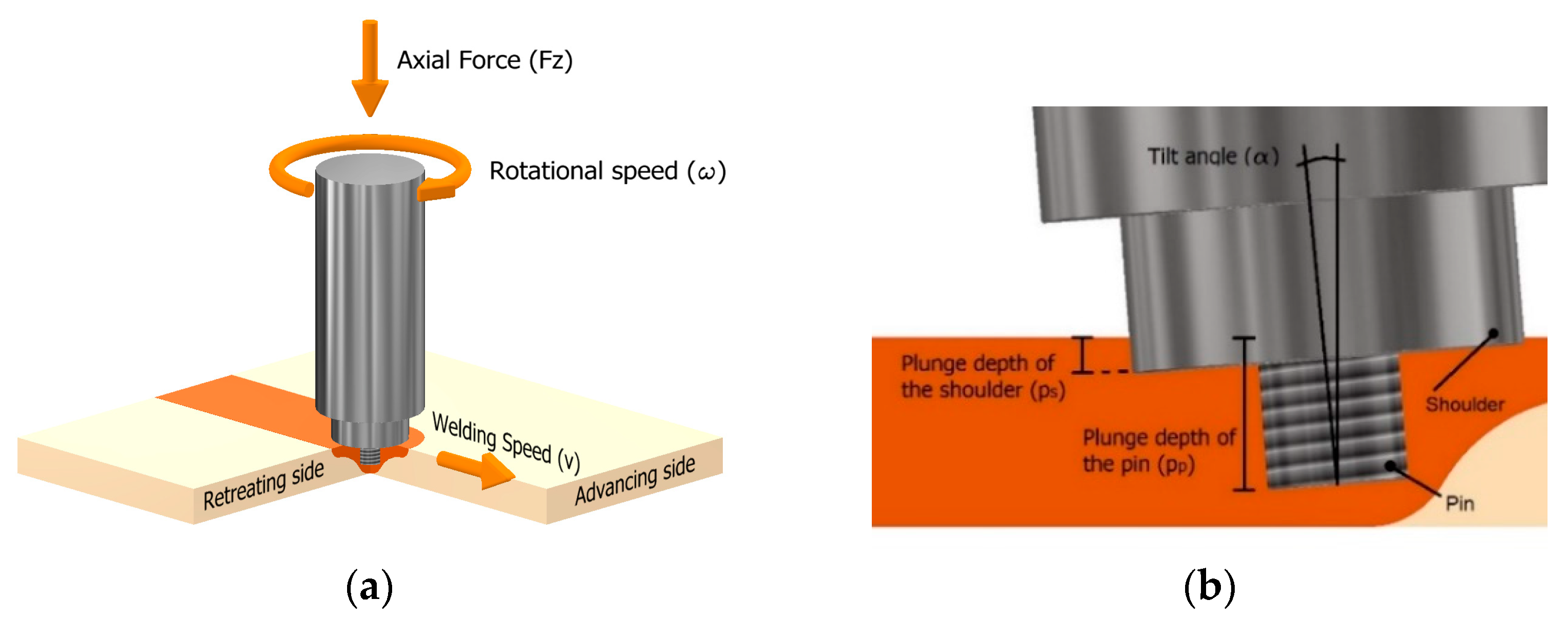
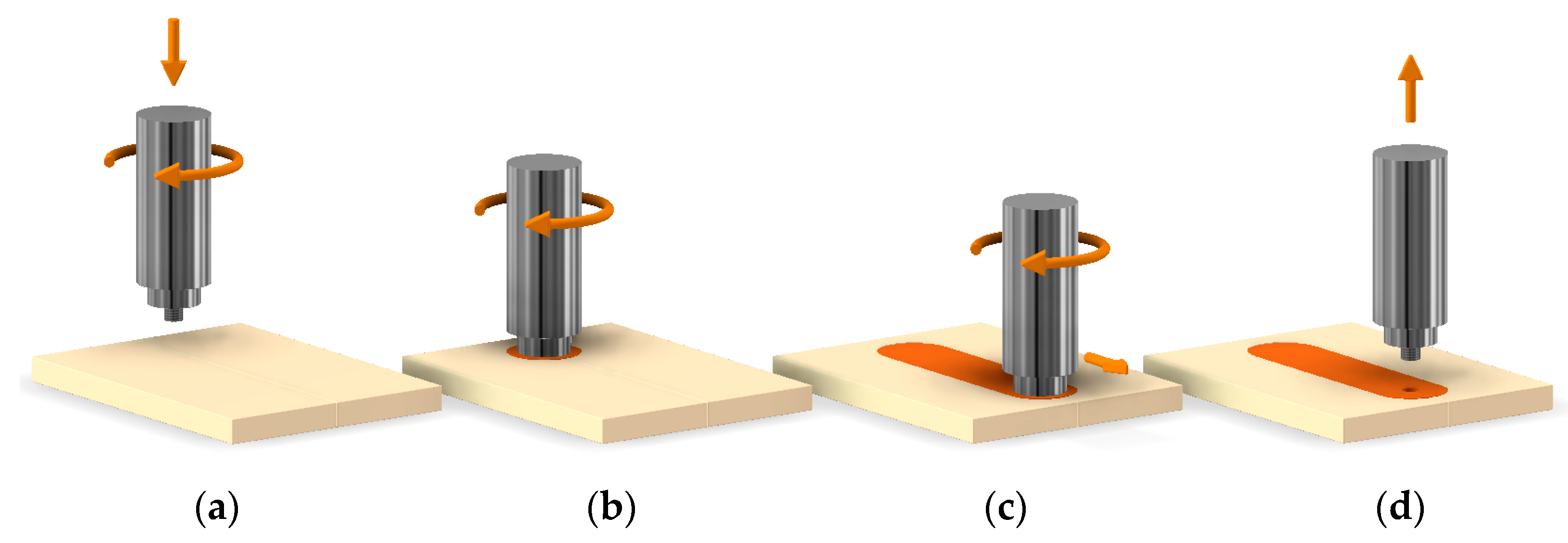
2. Friction Stir Welding (FSW)
FSW Main Welding Parameters
3. Friction Stir Spot Welding (FSSW)
4. Refill Friction Stir Spot Welding (RFSSW)
5. FSW of FRTP Composites
5.1. Rotational Speed and Welding Speed

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors [Ref.] | Material, Reinforcement, Thickness | Welding Parameters 1 | Optimal Parameters |
|---|---|---|---|
| Czigány and Kiss [45] | PP; 30 wt% chopped GF; 10 mm | ω: 1200, 1500, 1800, 2100, 2400, 2700, 3000. | ω: 2100. |
| Payganeh et al. [46] | PP; 30 wt% chopped GF; 5 mm | ω: 400, 500, 630, 1000; v: 8, 12, 16, 20; α: 0, 1, 2; pin geometry 2. | ω: 630; v: 8; α: 2; pin geometry: tapered grooved. |
| Ahmadi et al. [3] | PP; 20 wt% chopped CF; 4 mm | ω: 1000; v: 16; α: 1; pin geometry 2. | ω: 1000; v: 16; α: 1; pin geometry: cylindrical conical threaded. |
| Ahmadi et al. [47] | PP; 20 wt% chopped GF; 4 mm | ω: 630, 800, 1000, 1250; v: 12, 16, 20, 25; α: 0, 1, 1.5, 2; pin geometry 2. | ω: 1000; v: 20; α: 1; pin geometry: cylindrical conical threaded. |
| Ahmadi et al. [49] | PP; 20 wt% chopped CF; 4 mm | ω: 800, 1000, 1250; v: 16, 20, 25; α: 0, 1, 2. | ω: 1250; v: 25; α: 1. |
| Kordestani et al. [5] | PP; 30 wt% chopped GF; 5 mm | ω: 1250, 1600, 2000, 2500; v: 8, 12, 16, 20; α: 3, 4, 5, 6. | ω: 2000; v: 8; α: 5. |
| Kordestani et al. [5] | PP; 30 wt% chopped CF; 5 mm | ω: 1250, 1600, 2000, 2500; v: 8, 12, 16, 20; α: 3, 4, 5, 6. | ω: 2500; v: 8; α: 6. |
| Kordestani et al. [48] | PP; 30 wt% chopped GF; 5 mm | ω: 2000; v: 8; α: 5; pin geometry 2. | ω: 2000; v: 8; α: 5; pin geometry: threaded tapered with a chamfer. |
| Kordestani et al. [48] | PP; 30 wt% chopped CF; 5 mm | ω: 2000; v: 8; α: 5; pin geometry 2. | ω: 2000; v: 8; α: 5; pin geometry: threaded tapered with a chamfer. |
| Kumar et al. [50] | PA6; 30 wt% chopped GF; 5 mm | ω: 400, 500, 600; v: 12, 18, 24; α: 0, 1, 2. | ω: 600; 𝑣: 12; α: 2. |
| Meyer et al. [51] | PA6; 30 wt% chopped GF; 5.3 mm | ω: 2000; v: 10, 25, 40; α: 1, 2; Fz: 1500, 2000. | ω: 2000; v: 25; α: 2; Fz: 2000. |
| Ishraq et al. [54] | PC; 5, 10, 15 and 20% of chopped GF; 4 mm | ω: 630, 800, 1000, 1250; v: 12, 16, 20, 25; pin geometry 2. | ω: 1250; v: 12; pin geometry: threaded tapered with a chamfer. |
| Eslami et al. [52] | PA6; 30 wt% of chopped GF; 4 mm | ω: 2000, 2800; v: 20, 40; Fz: 800, 1000. | ω: 2800; v: 40; Fz: 1000. |
| Kumar et al. [53] | PA6; 0, 15 and 30% of chopped GF; 5 mm | ω:300, 500, 700; v: 10, 20, 30; | ω: 500; v: 10. |
5.2. Tilt Angle
5.3. Axial Force/Pressure and Plunge Depth
5.4. Pin Dimension and Geometry
| Authors [Ref.] | Pin Geometries Compared | Best Pin Geometry |
|---|---|---|
| Payganeh et al. [46] | tapered grooved | tapered grooved |
| triangular threaded | ||
| triangular straight | ||
| cylindrical grooved | ||
| Ahmadi et al. [3,47] | cylindrical threaded | cylindrical conical threaded |
| conical threaded | ||
| cylindrical conical simple | ||
| cylindrical conical threaded | ||
| Ishraq et al. [54] | cylindrical simple | conical threaded |
| cylindrical threaded | ||
| conical simple | ||
| conical threaded | ||
| Kordestani et al. [48] | square | threaded tapered with a chamfer |
| threaded tapered | ||
| threaded tapered with a chamfer | ||
| four-flute threaded |
5.5. Shoulder Design
6. RFSSW of FRTP Composites
7. Conclusions
- The optimization of rotational speed and welding speed is of utmost importance, as it has a great influence on heat generation and on the quality of the mixture, and has a great impact on the degree of fragmentation of the reinforcing fibres;
- The fibres used in composites should not be close to the critical length, in order to combat the loss of strength induced by the fibre fragmentation, caused by the shearing forces of the welding tool;
- The tilt angle only has a residual influence on the process, but it must be considered for the FSW with conventional rotary shoulder tools;
- The calibration of the axial force/pressure and plunge depth is important to avoid the formation of welding defects caused by lack of compactness of the softened material;
- Threaded or grooved conical pins achieved better results than other geometries;
- Stationary-based tools showed better performance when compared to conventional tools, as the rotating shoulders degrade the composite surfaces and favour the breakage of the surface fibres.
Suggestions for Future Works
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Colak, Z.S.; Sonmez, F.O.; Kalenderoglu, V. Process Modeling and Optimization of Resistance Welding for Thermoplastic Composites. J. Compos. Mater. 2002, 36, 721–744. [Google Scholar] [CrossRef]
- Kishi, H.; Nakao, N.; Kuwashiro, S.; Matsuda, S. Carbon fiber reinforced thermoplastic composites from acrylic polymer matrices: Interfacial adhesion and physical properties. Express Polym. Lett. 2017, 11, 334–342. [Google Scholar] [CrossRef]
- Ahmadi, H.; Arab, N.B.M.; Ghasemi, F.A.; Farsani, R.E. Influence of Pin Profile on Quality of Friction Stir Lap Welds in Carbon Fiber Reinforced Polypropylene Composite. Int. J. Mech. Appl. 2012, 2, 24–28. [Google Scholar] [CrossRef] [Green Version]
- Franke, D.J.; Morrow, J.D.; Duffie, N.A.; Zinn, M.; Pfefferkorn, F.E. Towards Improved Hybrid Joining of Aluminum Alloys to Carbon Fiber Composites with Friction Stir Welding; International Manufacturing Science and Engineering Conference: Blacksburg, VA, USA, 2016. [Google Scholar] [CrossRef]
- Kordestani, F.; Ghasemi, F.A.; Arab, N.B.M. An investigation of FSW process parameters effects on mechanical properties of PP composites. Mécanique Ind. 2016, 17, 611–618. [Google Scholar] [CrossRef]
- Nagatsuka, K.; Yoshida, S.; Tsuchiya, A.; Nakata, K. Direct joining of carbon-fiber–reinforced plastic to an aluminum alloy using friction lap joining. Compos. Part B Eng. 2015, 73, 82–88. [Google Scholar] [CrossRef]
- Yousefpour, A.; Hojjati, M.; Immarigeon, J.P. Fusion bonding/welding of thermoplastic composites. J. Thermoplast. Compos. Mater. 2004, 17, 303–341. [Google Scholar] [CrossRef]
- Galińska, A.; Galiński, C. Mechanical Joining of Fibre Reinforced Polymer Composites to Metals—A Review. Part II: Riveting, Clinching, Non-Adhesive Form-Locked Joints, Pin and Loop Joining. Polymers 2020, 12, 1681. [Google Scholar] [CrossRef]
- Strand, S. Effects of Friction Stir Welding on Polymer Microstructure. Master’s Thesis, Brigham Young University, Provo, UT, USA, 2004. [Google Scholar]
- Amanat, N.; James, N.L.; McKenzie, D.R. Welding methods for joining thermoplastic polymers for the hermetic enclosure of medical devices. Med. Eng. Phys. 2010, 32, 690–699. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Templesmith, P.; Dawes, C.J. Friction Stir Butt Welding. International Patent Application No. PCT/GB92/02203, 6 December 1991. [Google Scholar]
- Thomas, W.; Nicholas, E. Friction stir welding for the transportation industries. Mater. Des. 1997, 18, 269–273. [Google Scholar] [CrossRef]
- Thomas, W.M.; Johnson, K.I.; Wiesner, C.S. Friction Stir Welding–Recent Developments in Tool and Process Technologies. Adv. Eng. Mater. 2003, 5, 485–490. [Google Scholar] [CrossRef]
- Manuel, N.; Galvão, I.; Leal, R.M.; Costa, J.D.; Loureiro, A. Nugget Formation and Mechanical Behaviour of Friction Stir Welds of Three Dissimilar Aluminum Alloys. Materials 2020, 13, 2664. [Google Scholar] [CrossRef] [PubMed]
- Galvão, I.; Verdera, D.; Gesto, D.; Loureiro, A.; Rodrigues, D.M. Influence of aluminium alloy type on dissimilar friction stir lap welding of aluminium to copper. J. Mater. Process. Technol. 2013, 213, 1920–1928. [Google Scholar] [CrossRef]
- Beygi, R.; Zarezadeh Mehrizi, M.; Akhavan-Safar, A.; Safaei, S.; Loureiro, A.; da Silva, L.F.M. Design of friction stir welding for butt joining of aluminum to steel of dissimilar thickness: Heat treatment and fracture behavior. Int. J. Adv. Manuf. Technol. 2021, 112, 1951–1964. [Google Scholar] [CrossRef]
- Ratanathavorn, W.; Melander, A. Dissimilar joining between aluminium alloy (AA 6111) and thermoplastics using friction stir welding. Sci. Technol. Weld. Join. 2015, 20, 222–228. [Google Scholar] [CrossRef]
- Huang, Y.; Meng, X.; Wang, Y.; Xie, Y.; Zhou, L. Joining of aluminum alloy and polymer via friction stir lap welding. J. Mater. Process. Technol. 2018, 257, 148–154. [Google Scholar] [CrossRef]
- Huang, Y.; Meng, X.; Xie, Y.; Li, J.; Wan, L. Joining of carbon fiber reinforced thermoplastic and metal via friction stir welding with co-controlling shape and performance. Compos. Part A Appl. Sci. Manuf. 2018, 112, 328–336. [Google Scholar] [CrossRef]
- Choi, J.-W.; Morisada, Y.; Liu, H.; Ushioda, K.; Fujii, H.; Nagatsuka, K.; Nakata, K. Dissimilar friction stir welding of pure Ti and carbon fibre reinforced plastic. Sci. Technol. Weld. Join. 2020, 25, 600–608. [Google Scholar] [CrossRef]
- Azarsa, E.; Asl, A.M.; Tavakolkhah, V. Effect of process parameters and tool coating on mechanical properties and microstructure of heat assisted friction stir welded polyethylene sheets. Adv. Mater. Res. 2012, 445, 765–770. [Google Scholar] [CrossRef]
- Strand, S. Joining plastics-Can Friction Stir Welding compete? In Proceedings of the Electrical Insulation Conference and Electrical Manufacturing and Coil Winding Conference and Exhibition, Indianapolis, IN, USA, 25 September 2003; pp. 321–326. [Google Scholar]
- Hussain, R.K.; Majeed, A.A. Thermoplastics Polymers Friction Stir Welding: Review. Int. J. Eng. Technol. 2018, 7, 4612–4616. [Google Scholar] [CrossRef]
- Bagheri, A.; Azdast, T.; Doniavi, A. An experimental study on mechanical properties of friction stir welded ABS sheets. Mater. Des. 2013, 43, 402–409. [Google Scholar] [CrossRef]
- Mendes, N.; Loureiro, A.; Martins, C.; Neto, P.; Pires, J.N. Morphology and strength of acrylonitrile butadiene styrene welds performed by robotic friction stir welding. Mater. Des. 2014, 64, 81–90. [Google Scholar] [CrossRef]
- Mendes, N.; Loureiro, A.; Martins, C.; Neto, P.; Pires, J.N. Effect of friction stir welding parameters on morphology and strength of acrylonitrile butadiene styrene plate welds. Mater. Des. 2014, 58, 457–464. [Google Scholar] [CrossRef]
- Pirizadeh, M.; Azdast, T.; Rash Ahmadi, S.; Mamaghani Shishavan, S.; Bagheri, A. Friction stir welding of thermoplastics using a newly designed tool. Mater. Des. 2014, 54, 342–347. [Google Scholar] [CrossRef]
- Panneerselvam, K.; Lenin, K. Joining of Nylon 6 plate by friction stir welding process using threaded pin profile. Mater. Des. 2014, 53, 302–307. [Google Scholar] [CrossRef]
- Husain, I.M.; Salim, R.K.; Azdast, T.; Hasanifard, S.; Shishavan, S.M.; Lee, R.E. Mechanical properties of friction-stir-welded polyamide sheets. Int. J. Mech. Mater. Eng. 2015, 10, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Mostafapour, A.; Taghizad Asad, F. Investigations on joining of Nylon 6 plates via novel method of heat assisted friction stir welding to find the optimum process parameters. Sci. Technol. Weld. Join. 2016, 21, 660–669. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Simchi, A.; Lambiase, F. Friction stir welding of polycarbonate lap joints: Relationship between processing parameters and mechanical properties. Polym. Test. 2019, 79, 105999. [Google Scholar] [CrossRef]
- Lambiase, F.; Grossi, V.; Paoletti, A. Effect of tilt angle in FSW of polycarbonate sheets in butt configuration. Int. J. Adv. Manuf. Technol. 2020, 107, 489–501. [Google Scholar] [CrossRef]
- Mostafapour, A.; Azarsa, E. A study on the role of processing parameters in joining polyethylene sheets via heat assisted friction stir welding: Investigating microstructure, tensile and flexural properties. Int. J. Phys. Sci. 2012, 7, 647–654. [Google Scholar] [CrossRef]
- Bozkurt, Y. The optimization of friction stir welding process parameters to achieve maximum tensile strength in polyethylene sheets. Mater. Des. 2012, 35, 440–445. [Google Scholar] [CrossRef]
- Saeedy, S.; Givi, M.K.B. Experimental investigation of double side friction stir welding (FSW) on high density polyethylene blanks. In Proceedings of the ASME 2010 10th Biennial Conference on Engineering Systems Design and Analysis, Istanbul, Turkey, 12–14 July 2010; American Society of Mechanical Engineers Digital Collection: New York, NY, USA, 2010; Volume 4, pp. 845–848. [Google Scholar]
- Sharma, A.K.R.; Roy Choudhury, M.; Debnath, K. Experimental investigation of friction stir welding of PLA. Weld. World 2020, 64, 1011–1021. [Google Scholar] [CrossRef]
- Aghajani Derazkola, H.; Simchi, A. Experimental and thermomechanical analysis of the effect of tool pin profile on the friction stir welding of poly(methyl methacrylate) sheets. J. Manuf. Process. 2018, 34, 412–423. [Google Scholar] [CrossRef]
- Elyasi, M.; Derazkola, H.A. Experimental and thermomechanical study on FSW of PMMA polymer T-joint. Int. J. Adv. Manuf. Technol. 2018, 97, 1445–1456. [Google Scholar] [CrossRef]
- Adibeig, M.R.; Hassanifard, S.; Vakili-Tahami, F.; Hattel, J.H. Experimental investigation of tensile strength of friction stir welded butt joints on PMMA. Mater. Today Commun. 2018, 17, 238–245. [Google Scholar] [CrossRef]
- Ahmed, H. Investigation and Development of Friction Stir Welding Process for Unreinforced Polyphenylene Sulfide and Reinforced Polyetheretherketone. Master’s Thesis, University of South Carolina, Columbia, SC, USA, 2016. [Google Scholar]
- Kiss, Z.; Czigány, T. Microscopic analysis of the morphology of seams in friction stir welded polypropylene. Express Polym. Lett. 2012, 6, 54–62. [Google Scholar] [CrossRef]
- Sharma, R.; Singh, O.P. Effect of FSW Process Parameters on Mechanical Properties of Polypropylene: An Experimental Study. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 7792–7798. [Google Scholar]
- Moochani, A.; Omidvar, H.; Ghaffarian, S.R.; Goushegir, S.M. Friction stir welding of thermoplastics with a new heat-assisted tool design: Mechanical properties and microstructure. Weld. World 2019, 63, 181–190. [Google Scholar] [CrossRef]
- Inaniwa, S.; Kurabe, Y.; Miyashita, Y.; Hori, H. Application of friction stir welding for several plastic materials. In Proceedings of the 1st International Joint Symposium on Joining and Welding, Osaka, Japan, 6–8 November 2013; Elsevier: Amsterdam, The Netherlands, 2013; pp. 137–142. [Google Scholar] [CrossRef]
- Czigány, T.; Kiss, Z. Friction stir welding of fiber reinforced polymer composites. In Proceedings of the ICCM International Conferences on Composite Materials, Jeju Island, Korea, 21–26 August 2011. [Google Scholar]
- Payganeh, G.H.; Mostafa Arab, N.B.; Dadgar Asl, Y.; Ghasemi, F.A.; Saeidi Boroujeni, M. Effects of friction stir welding process parameters on appearance and strength of polypropylene composite welds. Int. J. Phys. Sci. 2011, 6, 4595–4601. [Google Scholar] [CrossRef]
- Ahmadi, H.; Bani Mostafa Arab, N.; Ashenai Ghasemi, F. Application of Taguchi method to optimize friction stir welding parameters for polypropylene composite lap joints. Arch. Sci. 2012, 65, 59–74. [Google Scholar]
- Kordestani, F.; Ashenai Ghasemi, F.; Arab, N.B.M. Effect of Pin Geometry on the Mechanical Strength of Friction-Stir-Welded Polypropylene Composite Plates. Mech. Compos. Mater. 2017, 53, 525–532. [Google Scholar] [CrossRef]
- Ahmadi, H.; Mostafa Arab, N.B.; Ghasemi, F.A. Optimization of process parameters for friction stir lap welding of carbon fibre reinforced thermoplastic composites by Taguchi method. J. Mech. Sci. Technol. 2014, 28, 279–284. [Google Scholar] [CrossRef]
- Kumar, S.; Medhi, T.; Roy, B.S. Friction stir welding of thermoplastic composites. In Lecture Notes in Mechanical Engineering; Springer: Singapore, 2019; pp. 221–235. [Google Scholar] [CrossRef]
- Meyer, S.P.; Jaeger, B.; Wunderling, C.; Zaeh, M.F. Friction stir welding of glass fiber-reinforced polyamide 6: Analysis of the tensile strength and fiber length distribution of friction stir welded PA6-GF30. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Iasi, Romania, 19–22 June 2019; Volume 480, p. 012013. [Google Scholar] [CrossRef]
- Eslami, S.; Vilhena, F.A.T.; Marques, A.T.; Moreira, P.M.G.P. New Technological Solution for Friction Stir Welding of Composites. Procedia Struct. Integr. 2020, 28, 659–666. [Google Scholar] [CrossRef]
- Kumar, S.; Jafrey Daniel, J.D.; Roy, B.S. Friction stir welding of glass filled Nylon 6 composite sheets using double step shoulder tool. Mater. Today Proc. 2021, 44, 2511–2516. [Google Scholar] [CrossRef]
- Ishraq, M.Y.; Maqsood, S.; Naeem, K.; Abid, M.; Omair, M. Analysing significant process parameters for friction stir welding of polymer composite. Int. J. Adv. Manuf. Technol. 2019, 105, 4973–4987. [Google Scholar] [CrossRef]
- Buffa, G.; Baffari, D.; Campanella, D.; Fratini, L. An Innovative Friction Stir Welding Based Technique to Produce Dissimilar Light Alloys to Thermoplastic Matrix Composite Joints. Procedia Manuf. 2016, 5, 319–331. [Google Scholar] [CrossRef] [Green Version]
- Arici, A.; Mert, Ş. Friction Stir Spot Welding of Polypropylene. J. Reinf. Plast. Compos. 2008, 27, 2001–2004. [Google Scholar] [CrossRef]
- Yan, Y.; Shen, Y.; Zhang, W.; Hou, W. Friction stir spot welding ABS using triflute-pin tool: Effect of process parameters on joint morphology, dimension and mechanical property. J. Manuf. Process. 2018, 32, 269–279. [Google Scholar] [CrossRef]
- Yan, Y.; Shen, Y.; Lei, H.; Zhuang, J. Influence of welding parameters and tool geometry on the morphology and mechanical performance of ABS friction stir spot welds. Int. J. Adv. Manuf. Technol. 2019, 103, 2319–2330. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Di Ilio, A. Mechanical behaviour of friction stir spot welds of polycarbonate sheets. Int. J. Adv. Manuf. Technol. 2015, 80, 301–314. [Google Scholar] [CrossRef]
- Paoletti, A.; Lambiase, F.; Di Ilio, A. Analysis of forces and temperatures in friction spot stir welding of thermoplastic polymers. Int. J. Adv. Manuf. Technol. 2016, 83, 1395–1407. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Di Ilio, A. Effect of tool geometry on mechanical behavior of friction stir spot welds of polycarbonate sheets. Int. J. Adv. Manuf. Technol. 2017, 88, 3005–3016. [Google Scholar] [CrossRef]
- Bilici, M.K.; Yükler, A.İ.; Kurtulmuş, M. The optimization of welding parameters for friction stir spot welding of high density polyethylene sheets. Mater. Des. 2011, 32, 4074–4079. [Google Scholar] [CrossRef]
- Bilici, M.K.; Yükler, A.I. Influence of tool geometry and process parameters on macrostructure and static strength in friction stir spot welded polyethylene sheets. Mater. Des. 2012, 33, 145–152. [Google Scholar] [CrossRef]
- Bilici, M.K.; Yukler, A.I. Effects of welding parameters on friction stir spot welding of high density polyethylene sheets. Mater. Des. 2012, 33, 545–550. [Google Scholar] [CrossRef]
- Dashatan, S.H.; Azdast, T.; Ahmadi, S.R.; Bagheri, A. Friction stir spot welding of dissimilar polymethyl methacrylate and acrylonitrile butadiene styrene sheets. Mater. Des. 2013, 45, 135–141. [Google Scholar] [CrossRef]
- Oliveira, P.H.F.; Amancio-Filho, S.T.; Dos Santos, J.F.; Hage, E. Preliminary study on the feasibility of friction spot welding in PMMA. Mater. Lett. 2010, 64, 2098–2101. [Google Scholar] [CrossRef] [Green Version]
- Gonçalves, J.; dos Santos, J.F.; Canto, L.B.; Filho, S.T.A. Improvement of friction spot welding (FSpW) to join polyamide 6 and polyamide 66/carbon fibre laminate. Weld. Int. 2016, 30, 247–254. [Google Scholar] [CrossRef]
- Gonçalves, J.; dos Santos, J.F.; Bresciani Canto, L.; Amancio Filho, S. de T. Aperfeiçoamento da técnica de Soldagem Pontual por Fricção (FSpW) para união de poliamida 6 e laminado de poliamida 66 com fibra de carbono. Soldag. Inspeção 2014, 19, 19–27. [Google Scholar] [CrossRef] [Green Version]
- Gonçalves, J.; dos Santos, J.F.; Canto, L.B.; Amancio-Filho, S.T. Friction spot welding of carbon fiber-reinforced polyamide 66 laminate. Mater. Lett. 2015, 159, 506–509. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Meng, X.; Xie, Y.; Lv, Z.; Wan, L.; Cao, J.; Feng, J. Friction spot welding of carbon fiber-reinforced polyetherimide laminate. Compos. Struct. 2018, 189, 627–634. [Google Scholar] [CrossRef]
- Eslami, S.; Tavares, P.J.; Moreira, P.M.G.P. Friction stir welding tooling for polymers: Review and prospects. Int. J. Adv. Manuf. Technol. 2017, 89, 1677–1690. [Google Scholar] [CrossRef]
- Huang, Y.; Meng, X.; Xie, Y.; Wan, L.; Lv, Z.; Cao, J.; Feng, J. Friction stir welding/processing of polymers and polymer matrix composites. Compos. Part A Appl. Sci. Manuf. 2018, 105, 235–257. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, R.; Ahuja, I.P.S.; Penna, R.; Feo, L. Weldability of thermoplastic materials for friction stir welding- A state of art review and future applications. Compos. Part B Eng. 2018, 137, 1–15. [Google Scholar] [CrossRef]
- Iftikhar, S.H.; Mourad, A.-H.I.; Sheikh-Ahmad, J.; Almaskari, F.; Vincent, S. A Comprehensive Review on Optimal Welding Conditions for Friction Stir Welding of Thermoplastic Polymers and Their Composites. Polymers 2021, 13, 1208. [Google Scholar] [CrossRef]
- Squeo, E.A.; Bruno, G.; Guglielmotti, A.; Quadrini, F. Friction stir welding of polyethylene sheets. Ann. DUNĂREA JOS Univ. Galati Fascicle V Technol. Mach. Build. 2009, 5, 241–246. [Google Scholar]
- Mishra, D.; Sahu, S.K.; Mahto, R.P.; Pal, S.K.; Pal, K. Friction Stir Welding for Joining of Polymers. In Strengthening and Joining by Plastic Deformation; Dixit, U., Narayanan, R., Eds.; Springer: Singapore, 2019; pp. 123–162. [Google Scholar]
- Kang, S.; Kim, J.; Jang, Y.; Lee, K. Welding Deformation Analysis, Using an Inherent Strain Method for Friction Stir Welded Electric Vehicle Aluminum Battery Housing, Considering Productivity. Appl. Sci. 2019, 9, 3848. [Google Scholar] [CrossRef] [Green Version]
- Nateghi, E.; Hosseinzadeh, M. Experimental investigation into effect of cooling of traversed weld nugget on quality of high-density polyethylene joints. Int. J. Adv. Manuf. Technol. 2016, 84, 581–594. [Google Scholar] [CrossRef]
- Eslami, S.; Mourão, L.; Viriato, N.; Tavares, P.J.; Moreira, P.M.G.P. Multi-axis force measurements of polymer friction stir welding. J. Mater. Process. Technol. 2018, 256, 51–56. [Google Scholar] [CrossRef]
- Sahu, S.K.; Mishra, D.; Mahto, R.P.; Sharma, V.M.; Pal, S.K.; Pal, K.; Banerjee, S.; Dash, P. Friction stir welding of polypropylene sheet. Eng. Sci. Technol. Int. J. 2018, 21, 245–254. [Google Scholar] [CrossRef]
- Nath, R.K.; Maji, P.; Barma, J.D. Development of a Self-Heated Friction Stir Welding tool for welding of polypropylene sheets. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 1–13. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Pereira, M.A.R.; Amaro, A.M.; Reis, P.N.B.; Loureiro, A. Effect of Friction Stir Welding Techniques and Parameters on Polymers Joint Efficiency—A Critical Review. Polymers 2021, 13, 2056. [Google Scholar] [CrossRef] [PubMed]
- Nandan, R.; DebRoy, T.; Bhadeshia, H.K.D.H. Recent advances in friction-stir welding–Process, weldment structure and properties. Prog. Mater. Sci. 2008, 53, 980–1023. [Google Scholar] [CrossRef] [Green Version]
- Rezgui, M.A.; Ayadi, M.; Cherouat, A.; Hamrouni, K.; Zghal, A.; Bejaoui, S. Application of Taguchi approach to optimize friction stir welding parameters of polyethylene. EPJ Web Conf. 2010, 6, 07003. [Google Scholar] [CrossRef] [Green Version]
- Eslami, S.; Miranda, J.F.; Mourão, L.; Tavares, P.J.; Moreira, P.M.G.P. Polyethylene friction stir welding parameter optimization and temperature characterization. Int. J. Adv. Manuf. Technol. 2018, 99, 127–136. [Google Scholar] [CrossRef]
- Fujimoto, M.; Inuzuka, M.; Koga, S.; Seta, Y. Development of friction spot joining. Weld. World 2005, 49, 18–21. [Google Scholar] [CrossRef]
- Lathabai, S.; Painter, M.J.; Cantin, G.M.D.; Tyagi, V.K. Friction spot joining of an extruded Al-Mg-Si alloy. Scr. Mater. 2006, 55, 899–902. [Google Scholar] [CrossRef]
- Schilling, C.; dos Santos, J.F. Method and Device for Linking at Least Two Adjoining Work Pieces by Friction Welding. International Patent WO/2001/036144, 25 May 2001. [Google Scholar]
- Amancio-Filho, S.T.; Bueno, C.; dos Santos, J.F.; Huber, N.; Hage, E. On the feasibility of friction spot joining in magnesium/fiber-reinforced polymer composite hybrid structures. Mater. Sci. Eng. A 2011, 528, 3841–3848. [Google Scholar] [CrossRef] [Green Version]
- André, N.M.; Goushegir, S.M.; dos Santos, J.F.; Canto, L.B.; Amancio-Filho, S. On The Microstructure and Mechanical Performance of Friction Spot Joining with Additional Film Interlayer. In Proceedings of the Annual Technical Conference-ANTEC, Las Vegas, NV, USA, 28–30 April 2014; Volume 2. [Google Scholar]
- Amancio-Filho, S.T.; Camillo, A.P.C.; Bergmann, L.; Dos Santos, J.F.; Kury, S.E.; Machado, N.G.A. Preliminary investigation of the microstructure and mechanical behaviour of 2024 aluminium alloy friction spot welds. Mater. Trans. 2011, 52, 985–991. [Google Scholar] [CrossRef] [Green Version]
- Kiss, Z.; Czigány, T. Applicability of friction stir welding in polymeric materials. Period. Polytech. Mech. Eng. 2007, 51, 15–18. [Google Scholar] [CrossRef] [Green Version]
- Zafar, A.; Awang, M.; Khan, S.R.; Emamian, S. Investigating Friction Stir Welding on Thick Nylon 6 Plates. Weld. J. 2016, 95, 210–218. [Google Scholar]
- Edwards, P.D.; Ramulu, M. Material flow during friction stir welding of Ti-6Al-4V. J. Mater. Process. Technol. 2015, 218, 107–115. [Google Scholar] [CrossRef]
- Chen, S.; Han, Y.; Jiang, X.; Li, X.; Yuan, T.; Jiang, W.; Wang, X. Study on in-situ material flow behaviour during friction stir welding via a novel material tracing technology. J. Mater. Process. Technol. 2021, 297, 117205. [Google Scholar] [CrossRef]
- Morisada, Y.; Fujii, H.; Kawahito, Y.; Nakata, K.; Tanaka, M. Three-dimensional visualization of material flow during friction stir welding by two pairs of X-ray transmission systems. Scr. Mater. 2011, 65, 1085–1088. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pereira, M.A.R.; Galvão, I.; Costa, J.D.; Amaro, A.M.; Leal, R.M. Joining of Fibre-Reinforced Thermoplastic Polymer Composites by Friction Stir Welding—A Review. Appl. Sci. 2022, 12, 2744. https://doi.org/10.3390/app12052744
Pereira MAR, Galvão I, Costa JD, Amaro AM, Leal RM. Joining of Fibre-Reinforced Thermoplastic Polymer Composites by Friction Stir Welding—A Review. Applied Sciences. 2022; 12(5):2744. https://doi.org/10.3390/app12052744
Chicago/Turabian StylePereira, Miguel A. R., Ivan Galvão, José Domingos Costa, Ana M. Amaro, and Rui M. Leal. 2022. "Joining of Fibre-Reinforced Thermoplastic Polymer Composites by Friction Stir Welding—A Review" Applied Sciences 12, no. 5: 2744. https://doi.org/10.3390/app12052744
APA StylePereira, M. A. R., Galvão, I., Costa, J. D., Amaro, A. M., & Leal, R. M. (2022). Joining of Fibre-Reinforced Thermoplastic Polymer Composites by Friction Stir Welding—A Review. Applied Sciences, 12(5), 2744. https://doi.org/10.3390/app12052744