

Investigations on Factors Affecting 3D-Printed Holes Dimensional Accuracy and Repeatability

 ,
,  , and
, and 
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
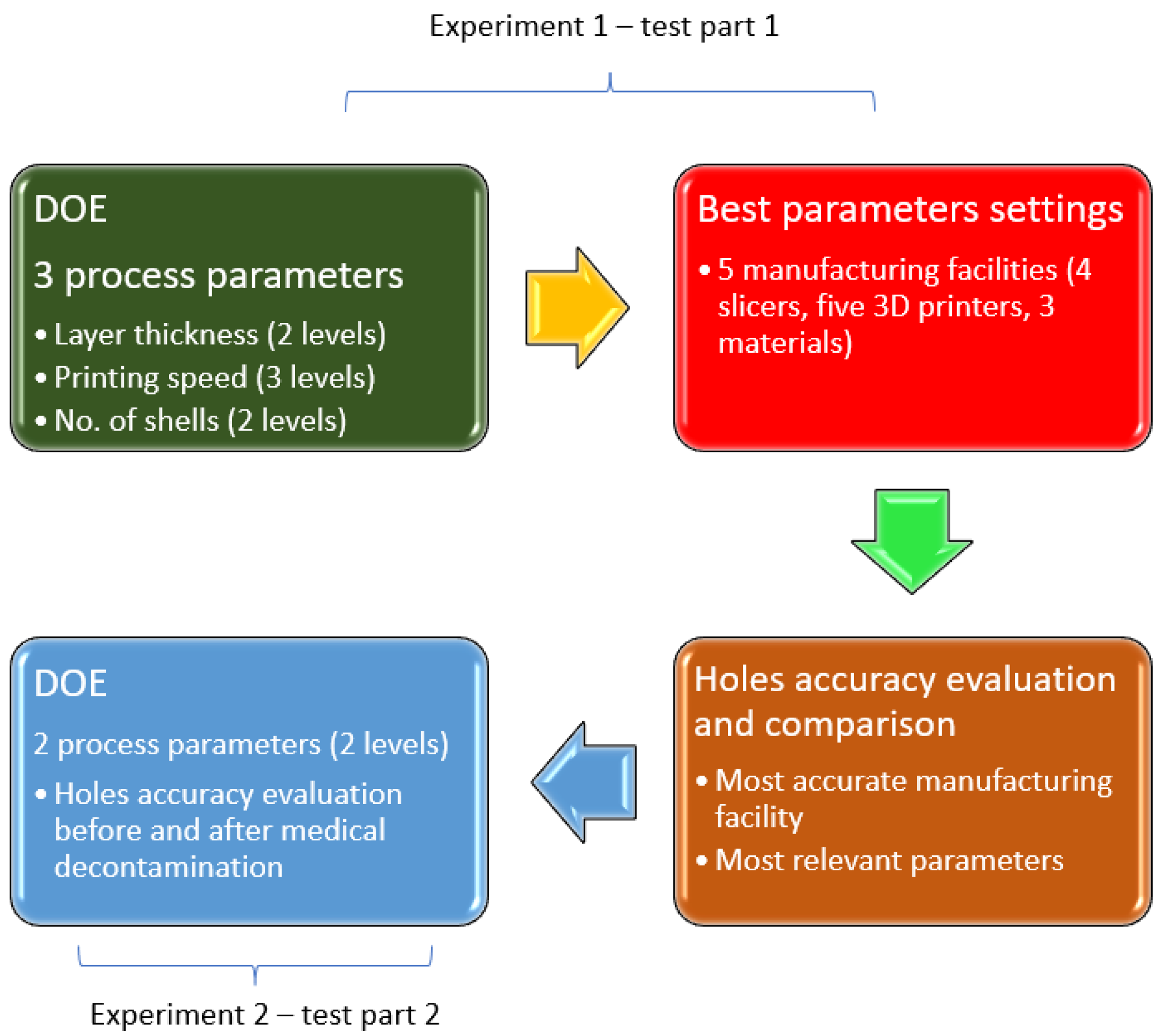
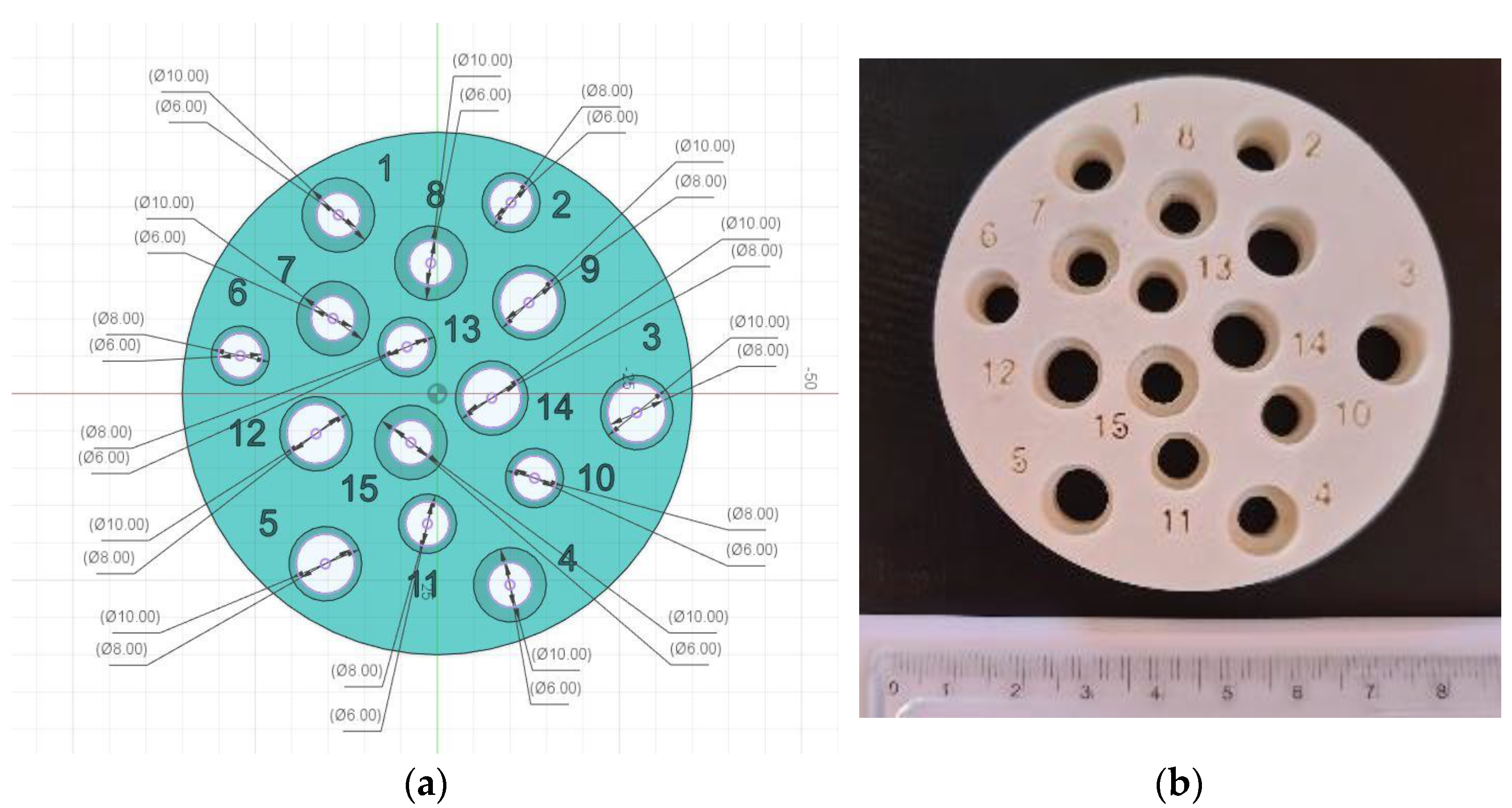
2.1. Experiment 1: The Influence of 3DP Parameters, Equipment and Slicer on Holes’ Dimensional Accuracy
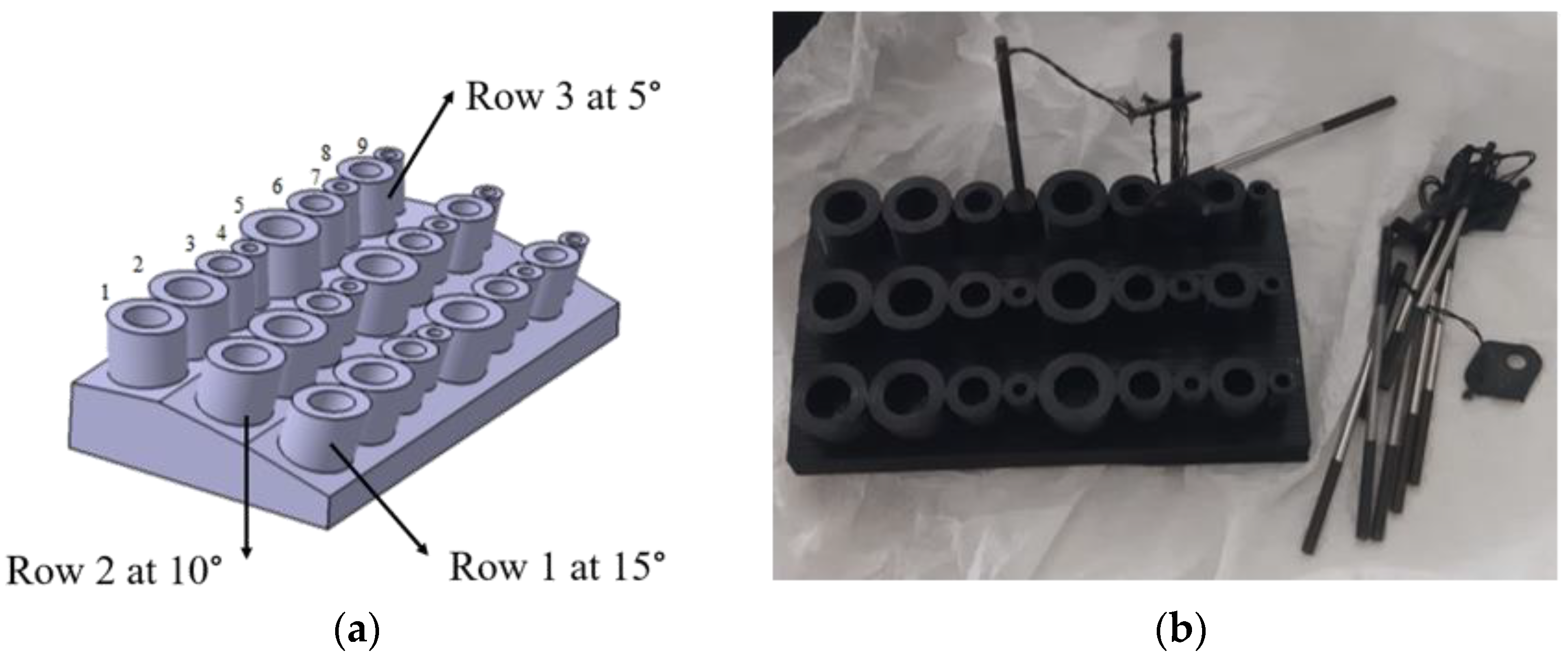
2.2. Experiment 2: Surgical Drill Guide Holes’ Dimensional Accuracy and Repeatability
3. Results and Discussion
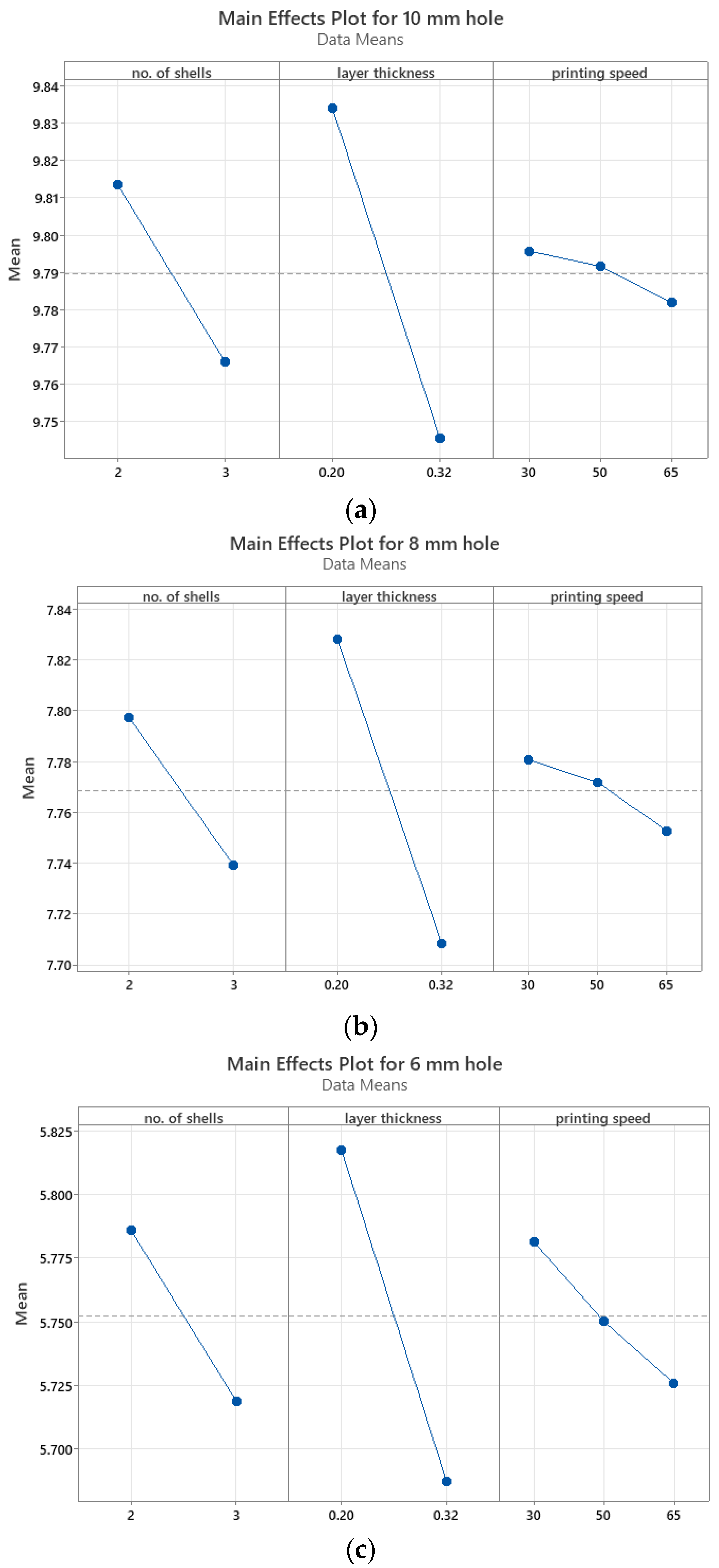
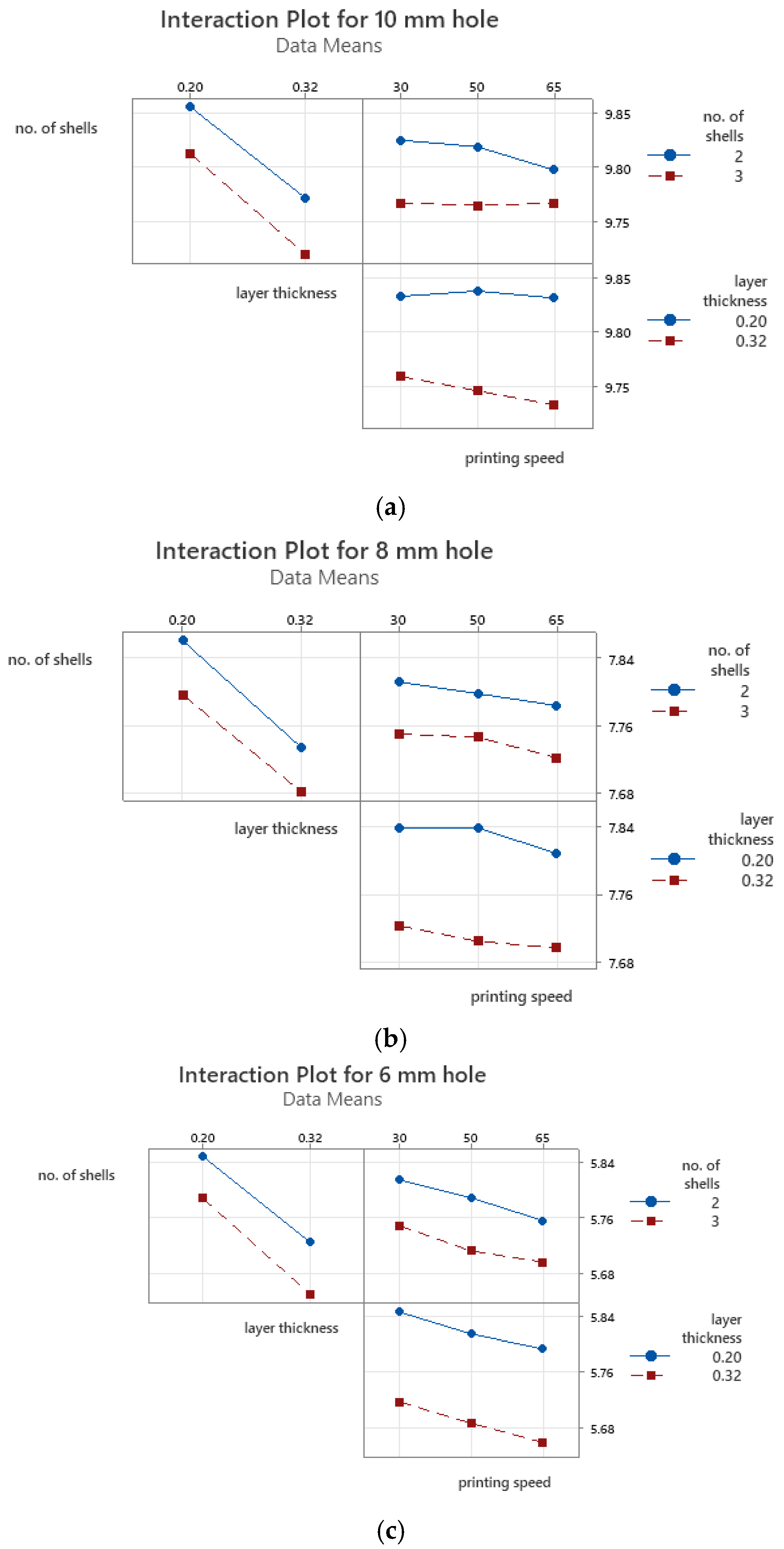
3.1. Results of the Experiment 1
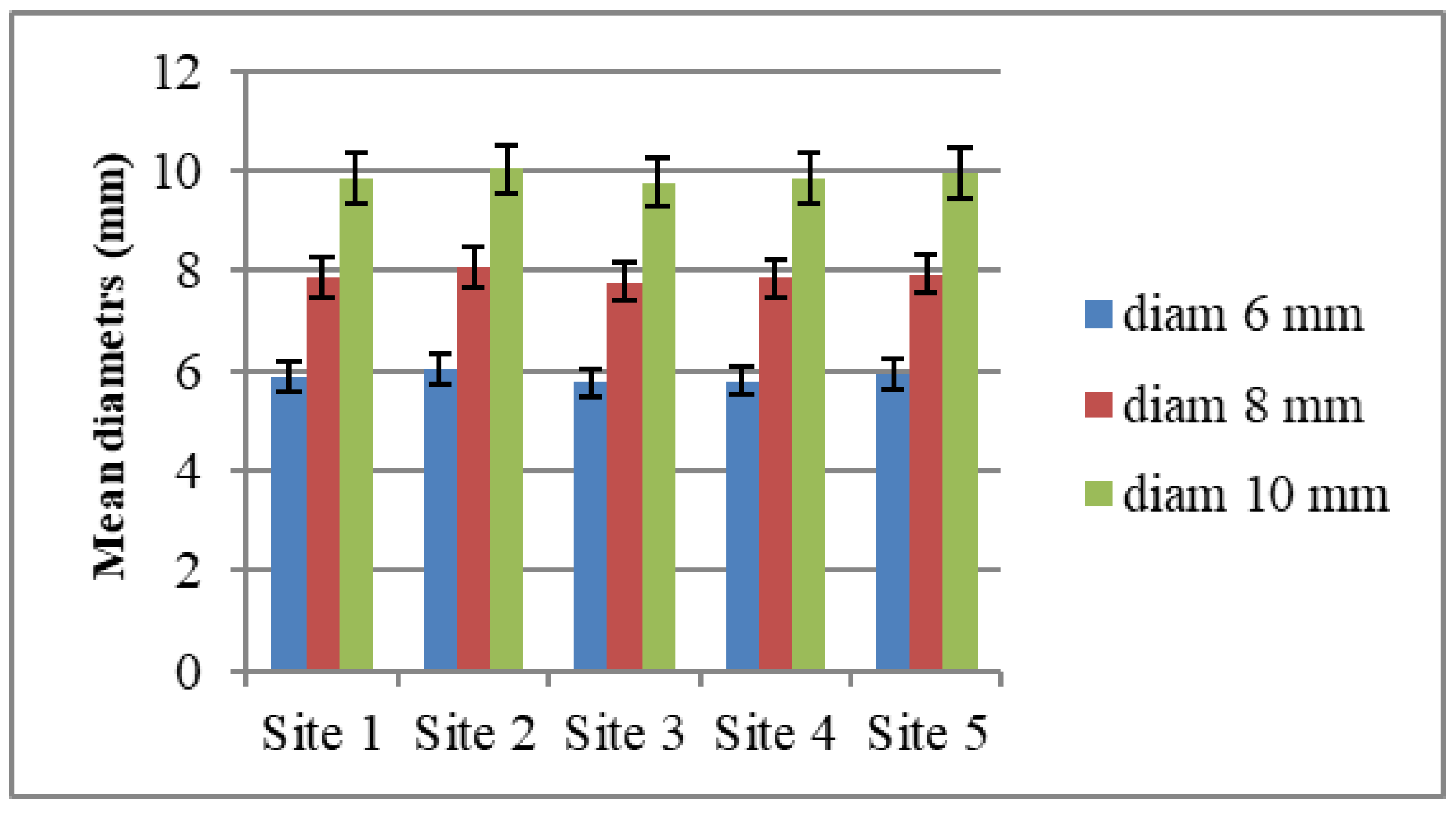
3.2. Results of the Experiment 2
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Rachel, L.; Ralf, W.S.; Anna, T.F. Benefiting from additive manufacturing for mass customization across the product life cycle. Oper. Res. Perspect. 2021, 8, 100201. [Google Scholar] [CrossRef]
- Sun, H.; Zheng, H.; Sun, X.; Li, W. Customized Investment Decisions for New and Remanufactured Products Supply Chain Based on 3D Printing Technology. Sustainability 2022, 14, 2502. [Google Scholar] [CrossRef]
- Varsha, S.M.; Dhinakaran, V.; Rajkumar, V.; Bupathi, R.P.M.; Vijayakumar, M.D.; Sathish, T. Effect of 3D printing on supply chain management. Mater. Today Proc. 2020, 21, 958–963. [Google Scholar] [CrossRef]
- Perez-Mañanes, R.; José, S.G.S.; Desco-Menéndez, M. Application of 3D printing and distributed manufacturing during the first-wave of COVID-19 pandemic. Our experience at a third-level university hospital. 3D Print. Med. 2021, 7, 7. [Google Scholar] [CrossRef] [PubMed]
- Willemsen, K.; Magré, J.; Mol, J.; Noordmans, H.J.; Weinans, H.; Hekman, E.E.G.; Kruyt, M.C. Vital Role of In-House 3D Lab to Create Unprecedented Solutions for Challenges in Spinal Surgery, Practical Guidelines and Clinical Case Series. J. Pers. Med. 2022, 12, 395. [Google Scholar] [CrossRef] [PubMed]
- Dey, A.; Yodo, N. A Systematic Survey of FDM Process Parameter Optimization and Their Influence on Part Characteristics. J. Manuf. Mater. Process. 2019, 3, 64. [Google Scholar] [CrossRef] [Green Version]
- Parpala, R.C.; Popescu, D.; Pupaza, C. Infill parameters influence over the natural frequencies of ABS specimens obtained by extrusion-based 3D printing. Rapid Prototyp. J. 2021, 27, 1273–1285. [Google Scholar] [CrossRef]
- Popescu, D.; Baciu, F.; Amza, C.G.; Cotrut, C.M.; Marinescu, R. The Effect of Disinfectants Absorption and Medical Decontamination on the Mechanical Performance of 3D-Printed ABS Parts. Polymers 2021, 13, 4249. [Google Scholar] [CrossRef]
- Provaggi, E.; Capelli, C.; Rahmani, B.; Burriesci, G.; Kalaskar, D.M. 3D printing assisted finite element analysis for optimising the manufacturing parameters of a lumbar fusion cage. Mater. Des. 2019, 163, 107540. [Google Scholar] [CrossRef]
- Tiwary, V.K.; Arunkumar, P.; Vinayak, R.M. An overview on joining/welding as post-processing technique to circumvent the build volume limitation of an FDM-3D printer. Rapid Prototyp. J. 2021, 27, 808–821. [Google Scholar] [CrossRef]
- Kim, T.; Lee, S.; Kim, G.K.; Hong, D.; Kwon, J.; Park, J.W.; Kim, N. Accuracy of a simplified 3D-printed implant surgical guide. J. Prosthet. Dent. 2020, 124, 195–201. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Lin, X.; Jiang, J. Dimensional accuracy of 3D printing navigation templates of chemical-based sterilisation. Scienfic Rep. 2022, 12, 1253. [Google Scholar] [CrossRef] [PubMed]
- Moylan, S.; Cooke, A.; Jurrens, K.; Slotwinski, J.; Alkan, D.M. A Review of Test Artifacts for Additive Manufacturing. NISTIR 2012, 7858. [Google Scholar] [CrossRef] [Green Version]
- Rebaioli, L.; Fassi, I. A review on benchmark artifacts for evaluating the geometrical performance of additive manufacturing processes. Int. J. Adv. Manuf. Technol. 2017, 93, 2571–2598. [Google Scholar] [CrossRef]
- Pilipović, A.; Baršić, G.; Katić, M.; Havstad, M.R. Repeatability and Reproducibility Assessment of a PolyJet Technology Using X-ray Computed Tomography. Appl. Sci. 2020, 10, 7040. [Google Scholar] [CrossRef]
- Muammel, M.H.; László, Z.; Quanjin, M. Accuracy investigation of 3D printed PLA with various process parameters and different colors. Mater. Today Proc. 2021, 42, 3089–3096. [Google Scholar] [CrossRef]
- Nuez, P.J.; Rivas, A.; García, P.E.; Beamud, E.; Sanz, L.A. Dimensional and Surface Texture Characterization in Fused Deposition Modelling (FDM) with ABS Plus. Procedia Eng. 2015, 132, 856–863. [Google Scholar] [CrossRef]
- Górski, F.; Kuczko, W.; Wichniarek, R. Influence of process parameters on dimensional accuracy of parts manufactured using fused deposition modelling technology. Adv. Sci. Technol. Res. J. 2013, 7, 27–35. [Google Scholar] [CrossRef]
- Zhu, Q.; Liu, Y.; Cai, Y.; Wu, M. Research on the Shrinkage of Model with Hole in PLA Material Based on the FDM 3D Printing. Adv. Intell. Syst. Res. 2017, 154, 547–551. [Google Scholar] [CrossRef] [Green Version]
- Herath, H.M.D.B.; Thalagala, S.; Gamage, P. Enhancing the Dimensional Accuracy of Components Fabricated Using Rapid Prototyping Technique by Optimizing Machine Parameters of a 3D Printer. In Proceedings of the 2019 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Macao, China, 15–18 December 2019; pp. 1379–1383. [Google Scholar] [CrossRef]
- Hernandez, D.D. Factors Affecting Dimensional Precision of Consumer 3D Printing. Int. J. Aviat. Aeronaut. Aerosp. 2015, 2, 2. [Google Scholar] [CrossRef] [Green Version]
- Knoop, F.; Schoeppner, V. Geometrical accuracy of holes and cylinders manufactured with fused deposition modeling. In Proceedings of the 2017 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2017; pp. 2757–2776. [Google Scholar]
- Bram, W.; Basten, J.I.R.; Jelmar, B.; Geert, J.H. Printing Spare Parts at Remote Locations: Fulfilling the Promise of Additive Manufacturing. Prod. Oper. Manag. 2020, 30, 1615–1632. [Google Scholar] [CrossRef]
- Corin, B.; Wilson, A.; Khakha, R.; Kley, K.; Parratte, S.; Ollivier, M. Posteromedial Opening-Wedge Tibial Osteotomy for Metaphyseal Varus and Abnormal Posterior Slope Correction in Failed Anterior Cruciate Ligament Reconstructions Using a Custom Cutting Guide. Arthrosc. Tech. 2020, 9, 1101–1108. [Google Scholar] [CrossRef] [PubMed]
- Bhatiata, S.K.; Ramadurai, K.W. 3-Dimensional Printing of Medical Devices and Supplies. In 3D Printing and Bio-Based Materials in Global Health; Springer: Cham, Switzerland, 2017; pp. 63–93. [Google Scholar] [CrossRef]
- Frizziero, L.; Santi, G.M.; Leon-Cardenas, C.; Ferretti, P.; Sali, M.; Gianese, F.; Crescentini, N.; Donnici, G.; Liverani, A.; Trisolino, G.; et al. Heat Sterilization Effects on Polymeric, FDM-Optimized Orthopedic Cutting Guide for Surgical Procedures. J. Funct. Biomater. 2021, 12, 63. [Google Scholar] [CrossRef] [PubMed]
- Török, G.; Gombocz, P.; Bognár, E. Effects of disinfection and sterilization on the dimensional changes and mechanical properties of 3D printed surgical guides for implant therapy–pilot study. BMC Oral Health 2020, 20, 19. [Google Scholar] [CrossRef] [Green Version]
- Shaheen, E.; Alhelwani, A.; Van, C.E.; Politis, C.; Jacobs, R. Evaluation of Dimensional Changes of 3D Printed Models after Sterilization: A Pilot Study. Open Dent. J. 2018, 12, 72–79. [Google Scholar] [CrossRef] [PubMed]
- Toro, M.; Cardona, A.; Restrepo, D. Does vaporized hydrogen peroxide sterilization affect the geometrical properties of anatomic models and guides 3D printed from computed tomography images? 3D Print. Med. 2021, 7, 29. [Google Scholar] [CrossRef]
- Amza, C.G.; Zapciu, A.; Baciu, F.; Vasile, M.I.; Popescu, D. Aging of 3D Printed Polymers under Sterilizing UV-C Radiation. Polymers 2021, 13, 4467. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Variable 3DP Parameters | Fixed 3DP Parameters | ||
|---|---|---|---|---|
| No. of Shells | Layer Thickness (mm) | Printing Speed (mm/s) | ||
| 1 | 2 | 0.2 | 30 | Diameter of filament: 1.75 mm Extrusion temperature: 215 °C Bed temperature: 60 °C Infill density: 15% Infill pattern: gyroid No adhesion Flow rate: 100% Fan speed: 100% Top/bottom: 2 layers Line width: 0.45 mm |
| 2 | 2 | 0.2 | 50 | |
| 3 | 2 | 0.2 | 65 | |
| 4 | 3 | 0.2 | 30 | |
| 5 | 3 | 0.2 | 50 | |
| 6 | 3 | 0.2 | 65 | |
| 7 | 2 | 0.32 | 30 | |
| 8 | 2 | 0.32 | 50 | |
| 9 | 2 | 0.32 | 65 | |
| 10 | 3 | 0.32 | 30 | |
| 11 | 3 | 0.32 | 50 | |
| 12 | 3 | 0.32 | 65 | |
| Manufacturing Site | 3D Printer | Slicer | Material | No. of Test Parts |
|---|---|---|---|---|
| 1 | Prusa Replica | Prusa | PLA 1 | 12 |
| 2 | Original Prusa i3 | Prusa | PLA 1 | 1 (specimen 13) |
| 3 | Creality CR10 | Cura | PLA 1 | 1 (specimen 14) |
| 4 | Ender 3 | Simplify3d | PLA 2 | 1 (specimen 15) |
| 5 | Mojo | Print Wizard | ABS | 1 (specimen 16) |
| Specimen | Layer Thickness (mm) | No. of Shells |
|---|---|---|
| 17 | 0.1 | 2 |
| 18 | 0.1 | 3 |
| 19 | 0.2 | 2 |
| 20 | 0.2 | 3 |
| Specimen | 10 mm Holes—Mean Diameter | 8 mm Holes—Mean Diameter | 6 mm Holes—Mean Diameter | Printing Time | Dimensional Error (mm) |
|---|---|---|---|---|---|
| 1 | 9.866 | 7.873 | 5.876 | 2 h 44 min | 0.134 |
| 2 | 9.864 | 7.868 | 5.844 | 2 h 26 min | 0.136 |
| 3 | 9.837 | 7.840 | 5.824 | 2 h 25 min | 0.163 |
| 4 | 9.800 | 7.803 | 5.816 | 3 h 7 min | 0.200 |
| 5 | 9.812 | 7.809 | 5.785 | 2 h 42 min | 0.188 |
| 6 | 9.826 | 7.778 | 5.762 | 2 h 36 min | 0.174 |
| 7 | 9.784 | 7.750 | 5.753 | 2 h | 0.216 |
| 8 | 9.774 | 7.727 | 5.734 | 1 h 51 min | 0.226 |
| 9 | 9.758 | 7.728 | 5.688 | 1 h 48 min | 0.242 |
| 10 | 9.734 | 7.698 | 5.681 | 2 h 12 min | 0.266 |
| 11 | 9.718 | 7.683 | 5.639 | 1 h 58 min | 0.282 |
| 12 | 9.708 | 7.667 | 5.630 | 1 h 54 min | 0.292 |
| Source | DF | SS | MS | F-Value | p-Value |
| Analysis of Variance for 10 mm diameter | |||||
| Shells | 1 | 0.006769 | 0.006769 | 39.1 | 0 |
| Layer thickness | 1 | 0.02332 | 0.02332 | 134.7 | 0 |
| Speed | 2 | 0.0004 | 0.0002 | 1.16 | 0.368 |
| Error | 7 | 0.001212 | 0.000173 | ||
| Total | 11 | 0.031701 | |||
| R2: 96.18% | Adjusted R2: 93.99% | ||||
| Analysis of Variance for 8 mm diameter | |||||
| Shells | 1 | 0.010092 | 0.010092 | 143.83 | 0 |
| Layer thickness | 1 | 0.04296 | 0.04296 | 612.26 | 0 |
| Speed | 2 | 0.001597 | 0.000799 | 11.38 | 0.006 |
| Error | 7 | 0.000491 | 0.00007 | ||
| Total | 11 | 0.055141 | |||
| R2: 99.11% | Adjusted R2: 98.60% | ||||
| Analysis of Variance for 6 mm diameter | |||||
| Shells | 1 | 0.013736 | 0.013736 | 180.29 | 0 |
| Layer thickness | 1 | 0.05096 | 0.05096 | 668.85 | 0 |
| Speed | 2 | 0.006189 | 0.003094 | 40.61 | 0 |
| Error | 7 | 0.000533 | 0.000076 | ||
| Total | 11 | 0.071419 | |||
| R2: 99.25% | Adjusted R2: 98.83% | ||||
| Specimen | Hole Axis Angle | 2.3 mm Diameter | 4.5 mm Diameter | 6.5 mm Diameter | Printing Time | |||
|---|---|---|---|---|---|---|---|---|
| Before (mm) | After (mm) | Before (mm) | After (mm) | Before (mm) | After (mm) | |||
| 17 0.1/2 | 5° | 2.05 | 2.031 | 4.141 | 4.134 | 6.212 | 6.287 | 8 h 12 min |
| 10° | 2.05 | 2.031 | 4.141 | 4.187 | 6.212 | 6.265 | ||
| 15° | 2.05 | 2.031 | 4.141 | 4.334 | 6.212 | 6.287 | ||
| 18 0.1/3 | 5° | 1.833 | 1.833 | 4.141 | 4.130 | 6.212 | 5.997 | 8 h 26 min |
| 10° | 1.833 | 1.827 | 4.141 | 4.315 | 6.212 | 6.203 | ||
| 15° | 1.833 | 1.827 | 4.141 | 4.320 | 6.036 | 6.202 | ||
| 19 0.2/2 | 5° | 1.883 | 1.827 | 4.260 | 4.130 | 6.212 | 6.060 | 4 h 21 min |
| 10° | 1.883 | 1.827 | 4.216 | 4.220 | 6.212 | 6.253 | ||
| 15° | 1.883 | 1.827 | 4.141 | 4.230 | 6.065 | 6.253 | ||
| 20 0.2/3 | 5° | 2.05 | 2.043 | 4.350 | 4.341 | 6.350 | 6.208 | 4 h 28 min |
| 10° | 2.05 | 2.043 | 4.350 | 4.344 | 6.220 | 6.281 | ||
| 15° | 2.05 | 2.088 | 4.295 | 4.344 | 6.212 | 6.360 | ||
| Source | F-Value | p-Value |
|---|---|---|
| 2.3 mm holes | 0.16 | 0.692 |
| 4.5 mm holes | 0.16 | 0.692 |
| 6.5 mm holes | 0.421 | 0.523 |
| Hole Diameter | Source | F-Value | p-Value |
|---|---|---|---|
| 2.3 mm before | Layer thickness | 0.12 | 0.741 |
| Number of shells | 0.12 | 0.741 | |
| Angle | 0 | 1 | |
| 2.3 mm after | Layer thickness | 0.02 | 0.883 |
| Number of shells | 0.03 | 0.865 | |
| Angle | 0.01 | 0.993 | |
| 4. 5 mm before | Layer thickness | 20.05 | 0.03 |
| Number of shells | 4.88 | 0.063 | |
| Angle | 0.84 | 0.471 | |
| 4.5 mm after | Layer thickness | 0.72 | 0.425 |
| Number of shells | 6.29 | 0.041 | |
| Angle | 3.81 | 0.076 | |
| 6.5 mm before | Layer thickness | 0.48 | 0.510 |
| Number of shells | 0.21 | 0.657 | |
| Angle | 2.66 | 0.138 | |
| 6.5 mm after | Layer thickness | 0.27 | 0.619 |
| Number of shells | 0.21 | 0.659 | |
| Angle | 2.31 | 0.170 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Popescu, D.; Gheorghe Amza, C.; Marinescu, R.; Cristiana Iacob, M.; Luminiţa Căruţaşu, N. Investigations on Factors Affecting 3D-Printed Holes Dimensional Accuracy and Repeatability. Appl. Sci. 2023, 13, 41. https://doi.org/10.3390/app13010041
Popescu D, Gheorghe Amza C, Marinescu R, Cristiana Iacob M, Luminiţa Căruţaşu N. Investigations on Factors Affecting 3D-Printed Holes Dimensional Accuracy and Repeatability. Applied Sciences. 2023; 13(1):41. https://doi.org/10.3390/app13010041
Chicago/Turabian StylePopescu, Diana, Cătălin Gheorghe Amza, Rodica Marinescu, Mariana Cristiana Iacob, and Nicoleta Luminiţa Căruţaşu. 2023. "Investigations on Factors Affecting 3D-Printed Holes Dimensional Accuracy and Repeatability" Applied Sciences 13, no. 1: 41. https://doi.org/10.3390/app13010041
APA StylePopescu, D., Gheorghe Amza, C., Marinescu, R., Cristiana Iacob, M., & Luminiţa Căruţaşu, N. (2023). Investigations on Factors Affecting 3D-Printed Holes Dimensional Accuracy and Repeatability. Applied Sciences, 13(1), 41. https://doi.org/10.3390/app13010041