


Influence of Cryogenic Grinding on the Nutritional and Antinutritional Components of Rapeseed Cake

 ,
,  ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Rapeseed Cake
2.2. Grinding of the Cake
2.3. Particle Size Distribution
2.4. Basic Quality Parameters of the Cake
2.5. Extraction of the Non-Polar Components
2.6. Fatty Acid Composition
2.7. Content and Composition of Sterols
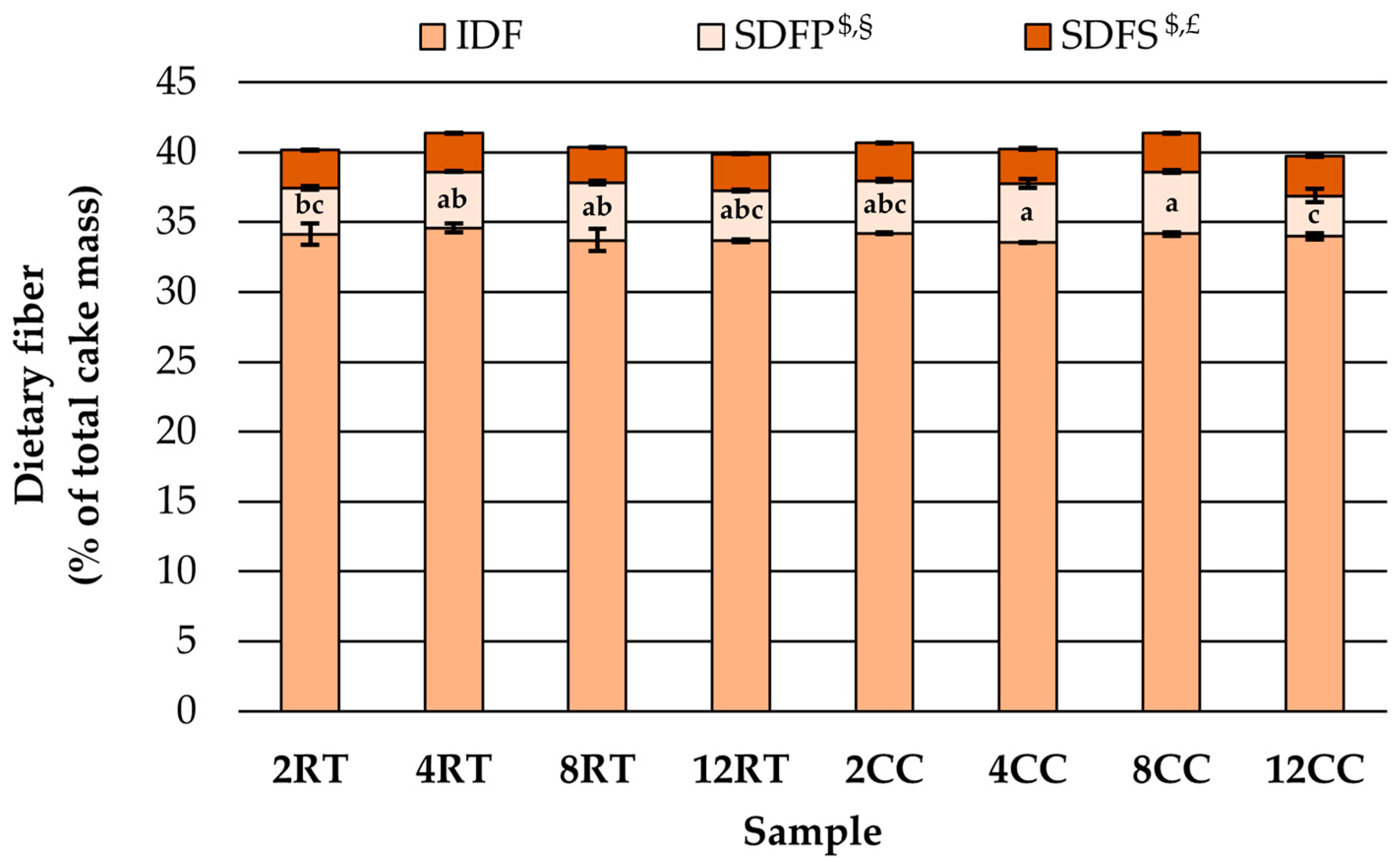
2.8. Determination of Dietary Fibre
2.9. Extraction of the Phenolic Components
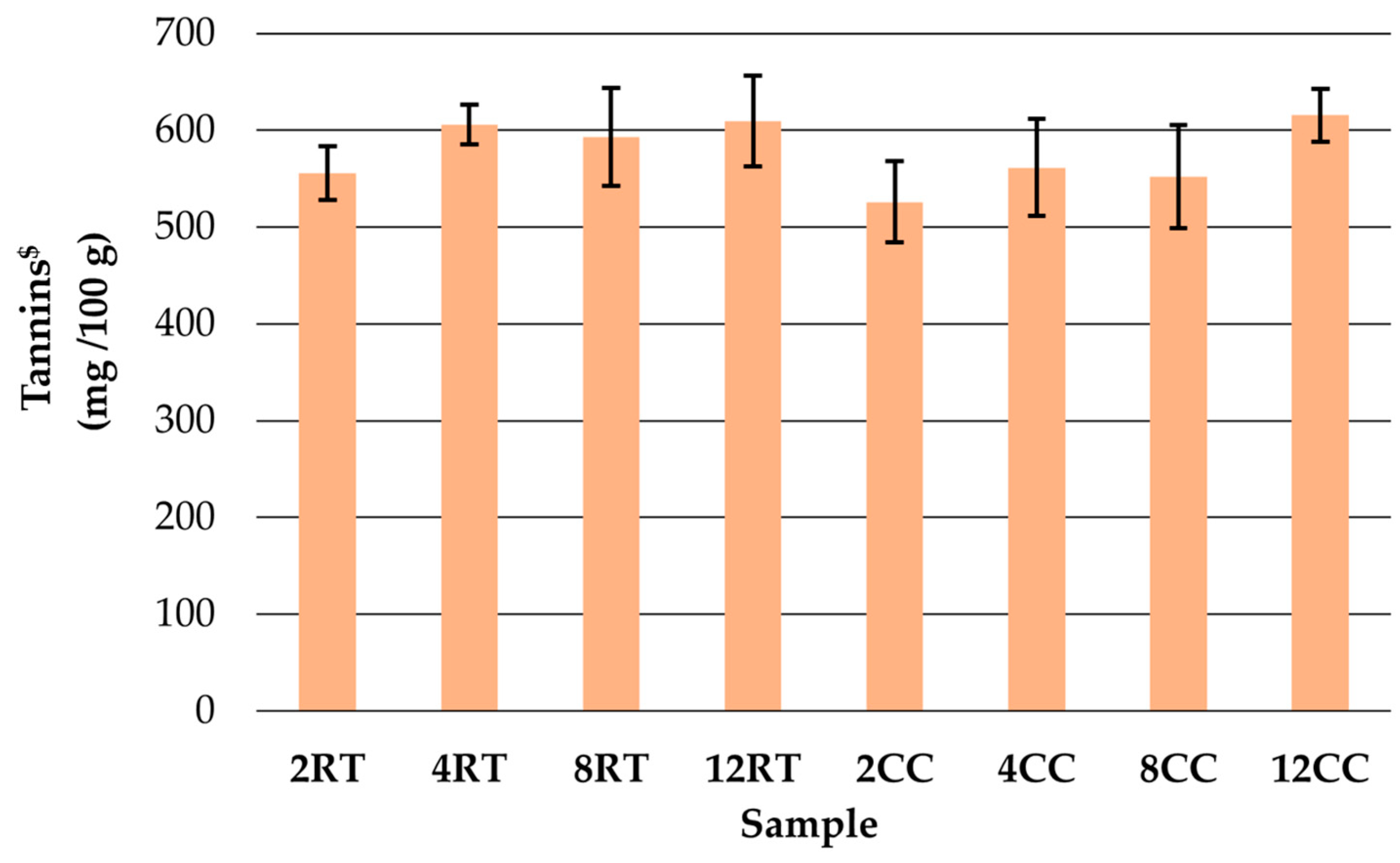
2.10. Extraction and Determination of the Tannins
2.11. Determination of Glucosinolates
2.12. Statistical Analysis
3. Results and Discussion
3.1. Quality of the Rapeseed Cake
3.2. Influence of the Grinding on the Particle Size Distribution
3.3. Influence of the Grinding on the Rapeseed Cake Quality
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wiebe, K. FAO’s Director-General on How to Feed the World in 2050. Popul. Dev. Rev. 2009, 35, 837–839. [Google Scholar] [CrossRef]
- Campbell, L.; Rempel, C.; Wanasundara, J. Canola/Rapeseed Protein: Future Opportunities and Directions—Workshop Proceedings of IRC 2015. Plants 2016, 5, 17. [Google Scholar] [CrossRef] [PubMed]
- Hald, C.; Dawid, C.; Tressel, R.; Hofmann, T. Kaempferol 3-O-(2′′′-O-Sinapoyl-β-Sophoroside) Causes the Undesired Bitter Taste of Canola/Rapeseed Protein Isolates. J. Agric. Food Chem. 2019, 67, 372–378. [Google Scholar] [CrossRef] [PubMed]
- USDA ERS Oil Crops Yearbook. Available online: https://www.ers.usda.gov/topics/crops/soybeans-oil-crops/oil-crops-sector-at-a-glance/ (accessed on 7 February 2023).
- Khattab, R.Y.; Arntfield, S.D. Functional Properties of Raw and Processed Canola Meal. LWT Food Sci. Technol. 2009, 42, 1119–1124. [Google Scholar] [CrossRef]
- Shahidi, F.; Naczk, M. An Overview of the Phenolics of Canola and Rapeseed: Chemical, Sensory and Nutritional Significance. J. Am. Oil Chem. Soc. 1992, 69, 917–924. [Google Scholar] [CrossRef]
- Tripathi, M.K.; Mishra, A.S. Glucosinolates in Animal Nutrition: A Review. Anim. Feed Sci. Technol. 2007, 132, 1–27. [Google Scholar] [CrossRef]
- Szydłowska-Czerniak, A.; Bartkowiak-Broda, I.; Karlović, I.; Karlovits, G.; Szłyk, E. Antioxidant Capacity, Total Phenolics, Glucosinolates and Colour Parameters of Rapeseed Cultivars. Food Chem. 2011, 127, 556–563. [Google Scholar] [CrossRef]
- Thiyam, U.; Stöckmann, H.; Schwarz, K. Antioxidant Activity of Rapeseed Phenolics and Their Interactions with Tocopherols during Lipid Oxidation. J. Am. Oil Chem. Soc. 2006, 83, 523–528. [Google Scholar] [CrossRef]
- Kozlowska, H.; Naczk, M.; Shahidi, F.; Zadernowski, R. Phenolic Acids and Tannins in Rapeseed and Canola. In Canola and Rapeseed; Springer: Boston, MA, USA, 1990; pp. 193–210. [Google Scholar]
- Amarowicz, R.; Naczk, M.; Shahidi, F. Antioxidant Activity of Crude Tannins of Canola and Rapeseed Hulls. J. Am. Oil Chem. Soc. 2000, 77, 957. [Google Scholar] [CrossRef]
- Chen, T.; Zhang, M.; Bhandari, B.; Yang, Z. Micronization and Nanosizing of Particles for an Enhanced Quality of Food: A Review. Crit. Rev. Food Sci. Nutr. 2018, 58, 993–1001. [Google Scholar] [CrossRef]
- Singh, K.K.; Goswami, T.K. Cryogenic grinding of cloves. J. Food Process. Preserv. 2007, 24, 57–71. [Google Scholar] [CrossRef]
- Čukelj Mustač, N.; Novotni, D.; Habuš, M.; Drakula, S.; Nanjara, L.; Voučko, B.; Benković, M.; Ćurić, D. Storage Stability, Micronisation, and Application of Nutrient-Dense Fraction of Proso Millet Bran in Gluten-Free Bread. J. Cereal Sci. 2020, 91, 102864. [Google Scholar] [CrossRef]
- Balbino, S.; Dorić, M.; Vidaković, S.; Kraljić, K.; Škevin, D.; Drakula, S.; Voučko, B.; Čukelj, N.; Obranović, M.; Ćurić, D. Application of Cryogenic Grinding Pretreatment to Enhance Extractability of Bioactive Molecules from Pumpkin Seed Cake. J. Food Process. Eng. 2019, 42, e13300. [Google Scholar] [CrossRef]
- Benković, M.; Srečec, S.; Špoljarić, I.; Mršić, G.; Bauman, I. Flow Properties of Commonly Used Food Powders and Their Mixtures. Food Bioprocess Technol. 2013, 6, 2525–2537. [Google Scholar] [CrossRef]
- ISO 665:2000; Oilseeds—Determination of Moisture and Volatile Matter Content. International Organization for Standardization: Geneva, Switzerland, 2000.
- ISO 659:2009; Oilseeds—Determination of Oil Content (Reference Method). International Organization for Standardization: Geneva, Switzerland, 2009.
- ISO 20483:2013; Cereals and Pulse—Determination of the Nitrogen Content and Calculation of the Crude Protein Content—Kjeldahl Method. International Organization for Standardization: Geneva, Switzerland, 2013.
- ISO 2171:2007; Cereals, Pulses and by-Products—Determination of Ash Yield by Incineration. International Organization for Standardization: Geneva, Switzerland, 2007.
- Li, T.; Beveridge, T.; Drover, J. Phytosterol Content of Sea Buckthorn (Hippophae rhamnoides L.) Seed Oil: Extraction and Identification. Food Chem. 2007, 101, 1633–1639. [Google Scholar] [CrossRef]
- ISO 12966-2:2017; Animal and Vegetable Fats and Oils—Gas Chromatography of Fatty Acid Methyl Esters—Part 2: Preparation of Methyl Esters of Fatty Acids. International Organization for Standardization: Geneva, Switzerland, 2017.
- Kraljić, K.; Stjepanović, T.; Obranović, M.; Pospišil, M.; Balbino, S.; Škevin, D. Influence of Conditioning Temperature on the Quality, Nutritional Properties and Volatile Profile of Virgin Rapeseed Oil. Food Technol. Biotechnol. 2018, 56, 562–572. [Google Scholar] [CrossRef]
- ISO 12228-1:2014; Determination of Individual and Total Sterols Contents—Gas Chromatographic Method—Part 1: Animal and Vegetable Fats and Oils. International Organization for Standardization: Geneva, Switzerland, 2014.
- AOAC. AOAC Official Method 2011.25 Insoluble, Soluble, and Total Dietary Fiber in Foods; AOAC: Rockville, MD, USA, 2012. [Google Scholar]
- Martini, D.; D’Egidio, M.G.; Nicoletti, I.; Corradini, D.; Taddei, F. Effects of Durum Wheat Debranning on Total Antioxidant Capacity and on Content and Profile of Phenolic Acids. J. Funct. Foods 2015, 17, 83–92. [Google Scholar] [CrossRef]
- Panić, M.; Stojković, M.R.; Kraljić, K.; Škevin, D.; Redovniković, I.R.; Srček, V.G.; Radošević, K. Ready-to-Use Green Polyphenolic Extracts from Food by-Products. Food Chem. 2019, 283, 628–636. [Google Scholar] [CrossRef]
- Price, M.L.; Van Scoyoc, S.; Butler, L.G. A Critical Evaluation of the Vanillin Reaction as an Assay for Tannin in Sorghum Grain. J. Agric. Food Chem. 1978, 26, 1214–1218. [Google Scholar] [CrossRef]
- ISO 9167-1:1992; Rapeseed—Determination of Glucosinolates Content—Part. 1: Method Using High-Performance Liquid Chromatography. International Organization for Standardization: Geneva, Switzerland, 1992.
- Leming, R.; Lember, A. Chemical Composition of Expeller-Extracted and Cold-Pressed Rapeseed Cake. Agraarteadus 2005, 16, 103–109. [Google Scholar]
- WHO; FAO. Codex Standard for Named Vegetable Oils; Food and Agriculture Organization of the United Nations/World Health Organization: Rome, Italy, 1999. [Google Scholar]
- Hammad, S.; Pu, S.; Jones, P.J. Current Evidence Supporting the Link Between Dietary Fatty Acids and Cardiovascular Disease. Lipids 2016, 51, 507–517. [Google Scholar] [CrossRef] [PubMed]
- Khajali, F.; Slominski, B.A. Factors That Affect the Nutritive Value of Canola Meal for Poultry. Poult. Sci. 2012, 91, 2564–2575. [Google Scholar] [CrossRef] [PubMed]
- Kaczmarek, P.; Korniewicz, D.; Lipinski, K.; Mazur, M. Chemical Composition of Rapeseed Products and Their Use in Pig Nutrition. Pol. J. Nat. Sci. 2016, 31, 545–562. [Google Scholar]
- Slominski, B.A.; Jia, W.; Rogiewicz, A.; Nyachoti, C.M.; Hickling, D. Low-Fiber Canola. Part 1. Chemical and Nutritive Composition of the Meal. J. Agric. Food Chem. 2012, 60, 12225–12230. [Google Scholar] [CrossRef]
- Brown, L.; Rosner, B.; Willett, W.W.; Sacks, F.M. Cholesterol-Lowering Effects of Dietary Fiber: A Meta-Analysis. Am. J. Clin. Nutr. 1999, 69, 30–42. [Google Scholar] [CrossRef]
- Leopoldini, M.; Marino, T.; Russo, N.; Toscano, M. Antioxidant Properties of Phenolic Compounds: H-Atom versus Electron Transfer Mechanism. J. Phys. Chem. A 2004, 108, 4916–4922. [Google Scholar] [CrossRef]
- Kraljić, K.; Škevin, D.; Pospišil, M.; Obranović, M.; Neđeral, S.; Bosolt, T. Quality of Rapeseed Oil Produced by Conditioning Seeds at Modest Temperatures. J. Am. Oil Chem. Soc. 2013, 90, 589–599. [Google Scholar] [CrossRef]
- Naczk, M.; Amarowicz, R.; Sullivan, A.; Shahidi, F. Current Research Developments on Polyphenolics of Rapeseed/Canola: A Review. Food Chem. 1998, 62, 489–502. [Google Scholar] [CrossRef]
- Przybylski, R.; Mag, T.; Eskin, N.A.M.; McDonald, B.E. Canola Oil. In Bailey’s Industrial Oil and Fat Products; Shahidi, F., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2005; pp. 61–121. ISBN 9780471678496. [Google Scholar]
- Barbosa-Canovas, G.; Ortega-Rivas, E.; Juliano, P.; Yan, H. Food Powders; Food Engineering Series; Kluwer Academic/Plenum Publishers: New York, NY, USA, 2005; ISBN 978-0-306-47806-2. [Google Scholar]
- Wang, H.; Mustaffar, A.; Phan, A.N.; Zivkovic, V.; Reay, D.; Law, R.; Boodhoo, K. A Review of Process Intensification Applied to Solids Handling. Chem. Eng. Process. Process Intensif. 2017, 118, 78–107. [Google Scholar] [CrossRef]
- Hossen, M.S.; Sotome, I.; Takenaka, M.; Isobe, S.; Nakajima, M.; Okadome, H. Effect of Particle Size of Different Crop Starches and Their Flours on Pasting Properties. Japan J. Food Eng. 2011, 12, 29–35. [Google Scholar] [CrossRef]
- Carpin, M.; Bertelsen, H.; Dalberg, A.; Bech, J.K.; Risbo, J.; Schuck, P.; Jeantet, R. How Does Particle Size Influence Caking in Lactose Powder? J. Food Eng. 2017, 209, 61–67. [Google Scholar] [CrossRef]
- Hemery, Y.; Chaurand, M.; Holopainen, U.; Lampi, A.M.; Lehtinen, P.; Piironen, V.; Sadoudi, A.; Rouau, X. Potential of Dry Fractionation of Wheat Bran for the Development of Food Ingredients, Part I: Influence of Ultra-Fine Grinding. J. Cereal Sci. 2011, 53, 1–8. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, L.; Liu, F.; Pan, S. Effect of Grinding Methods on Structural, Physicochemical, and Functional Properties of Insoluble Dietary Fiber from Orange Peel. Int. J. Polym. Sci. 2016, 2016, 6269302. [Google Scholar] [CrossRef]
- Rosa, N.N.; Barron, C.; Gaiani, C.; Dufour, C.; Micard, V. Ultra-Fine Grinding Increases the Antioxidant Capacity of Wheat Bran. J. Cereal Sci. 2013, 57, 84–90. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, M.; Devahastin, S.; Liu, Y. Influence of Low-Temperature Ball Milling Time on Physicochemical Properties, Flavor, Bioactive Compounds Contents and Antioxidant Activity of Horseradish Powder. Adv. Powder Technol. 2020, 31, 914–921. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Parameter | RC | |
|---|---|---|
| Quality parameter (%) | Water | 9.5 ± 0.1 |
| Oil | 14.1 ± 0.3 | |
| Protein | 29.5 ± 0.4 | |
| Ash | 6.4 ± 0.3 | |
| Fatty acid (% of total) | C14:0 | 0.1 ± 0.0 |
| C16:0 | 5.1 ± 0.0 | |
| C16:1 | 0.4 ± 0.0 | |
| C17:1 | 0.1 ± 0.0 | |
| C18:0 | 1.9 ± 0.1 | |
| C18:1 | 64.4 ± 0.3 | |
| C18:2 | 19.1 ± 0.0 | |
| C18:3 | 6.8 ± 0.2 | |
| C20:0 | 0.6 ± 0.0 | |
| C20:1 | 1.1 ± 0.1 | |
| C22:0 | 0.3 ± 0.0 | |
| Sterol (% of total) | Brassicasterol | 11.6 ± 0.5 |
| Campesterol | 29.4 ± 1.0 | |
| Campestanol | 1.1 ± 0.0 | |
| Stigmasterol | 0.7 ± 0.1 | |
| β-sitosterol | 51.5 ± 0.5 | |
| Δ5-avenasterol | 3.5 ± 2.3 | |
| Δ7-avenasterol | 0.8 ± 0.4 | |
| Δ7-stigmasterol | 0.1 ± 0.1 | |
| Δ-5,24-stigmastadienol | 1.3 ± 0.1 | |
| Total sterols (mg/100 g) | 148 ± 6 | |
| Dietary fiber (%) | IDF | 25.7 ± 0.6 |
| SDFP | 3.0 ± 0.1 | |
| SDFS | 2.0 ± 0.0 |
| Parameter | RC | |
|---|---|---|
| Free phenolic compound (mg/100 g) | Gallic acid | 27 ± 0 |
| Chlorogenic acid | 75 ± 9 | |
| Ferulic acid | 65 ± 2 | |
| Sinapic acid | 85 ± 2 | |
| p-coumaric acid | 97 ± 1 | |
| Syringaldehyde | 14 ± 6 | |
| Canolol | 9 ± 1 | |
| Sinapine | 607 ± 188 | |
| Non identified | 825 ± 22 | |
| Total | 1927 ± 51 | |
| Bound phenolic compound (mg/100 g) | Ferulic acid | 32 ± 0 |
| Sinapic acid | 688 ± 4 | |
| p-coumaric acid | 10 ± 0 | |
| Syringaldehyde | 4 ± 0 | |
| Non identified | 132 ± 1 | |
| Total | 865 ± 4 | |
| Tannins (mg/100 g) | 489 ± 36 | |
| Glucosinolate (µmol/g) * | Glucoiberin | 0.1 ± 0.1 |
| Progoitrin | 6.9 ± 0.7 | |
| Glucoraphinin | 0.5 ± 0.0 | |
| Gluconapoleiferin | 0.4 ± 0.0 | |
| Gluconapin | 4.0 ± 0.0 | |
| 4-hidroxyglucobrassicin | 0.3 ± 0.1 | |
| Glucobrassicanapin | 1.1 ± 0.0 | |
| Glucobrassicin | 0.5 ± 0.0 | |
| 4-metoxygucobrassicin | 0.1 ± 0.0 | |
| Total | 14.0 ± 0.8 |
| Sample | d(0.1) (µm) $,£,§ | d(0.5) (µm) $,£,§ | d(0.9) (µm) $,£,§ | D32 (µm) $,£,§ | Span $,£,§ | Specific Surface Area $,£,§ (m2/g) |
|---|---|---|---|---|---|---|
| RC | 128.2 ± 3.8 a | 393.6 ± 9.0 a | 881.6 ± 19.7 a | 238.8 ± 6.0 a | 1.9 ± 0.0 g | 0.010 ± 0.0006 h |
| 2RT | 60.1 ± 0.3 b | 273.4 ± 2.0 b | 770.9 ± 6.2 b | 130.6 ± 0.9 b | 2.6 ± 0.0 d | 0.019 ± 0.0000 g |
| 4RT | 48.5 ± 1.0 c | 229.4 ± 7.1 c | 698.4 ± 20.3 c | 108.6 ± 2.1 c | 2.8 ± 0.0 c | 0.022 ± 0.0006 f |
| 8RT | 41.3 ± 0.5 d | 202.4 ± 5.0 d | 669.7 ± 13.6 c | 95.1 ± 1.1 d | 3.1 ± 0.0 b | 0.026 ± 0.0006 e |
| 12RT | 33.5 ± 0.4 f | 174.9 ± 5.0 e | 615.2 ± 10.6 d | 79.7 ± 1.1 ef | 3.3 ± 0.0 a | 0.031 ± 0.0006 d |
| 2CC | 39.6 ± 2.9 de | 164.2 ± 2.8 e | 360.4 ± 1.5 e | 83.1 ± 4.2 e | 1.9 ± 0.0 fg | 0.029 ± 0.0015 d |
| 4CC | 35.5 ± 0.1 ef | 137.4 ± 0.1 f | 288.2 ± 1.1 f | 75.1 ± 0.2 f | 1.8 ± 0.0 h | 0.033 ± 0.0000 c |
| 8CC | 20.7 ± 0.4 g | 92.3 ± 0.2 g | 204.9 ± 0.7 g | 49.8 ± 0.5 g | 2.0 ± 0.0 f | 0.049 ± 0.0006 b |
| 12CC | 13.8 ± 0.2 h | 61.8 ± 1.2 h | 148.8 ± 1.0 h | 34.3 ± 0.5 h | 2.2 ± 0.0 e | 0.071 ± 0.0012 a |
| Fatty Acid (% of Total) | Sample | |||||||
|---|---|---|---|---|---|---|---|---|
| 2RT | 4RT | 8RT | 12RT | 2CC | 4CC | 8CC | 12CC | |
| C14:0 | nd * | 0.1 ± 0.0 | nd * | nd * | nd * | nd * | nd * | nd * |
| C16:0 | 5.1 ± 0.0 | 5.1 ± 0.0 | 5.1 ± 0.1 | 5.1 ± 0.0 | 5.1 ± 0.0 | 5.1 ± 0.2 | 5.1 ± 0.0 | 5.2 ± 0.0 |
| C16:1 | 0.4 ± 0.0 | 0.4 ± 0.0 | 0.4 ± 0.0 | 0.4 ± 0.0 | 0.5 ± 0.0 | 0.5 ± 0.0 | 0.5 ± 0.0 | 0.5 ± 0.0 |
| C17:1 | 0.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 |
| C18:0 | 1.9 ± 0.0 | 2.0 ± 0.0 | 2.0 ± 0.2 | 2.0 ± 0.1 | 1.9 ± 0.0 | 1.9 ± 0.0 | 1.9 ± 0.1 | 1.9 ± 0.0 |
| C18:1 | 64.3 ± 0.6 | 64.3 ± 0.4 | 64.2 ± 0.1 | 64.2 ± 0.2 | 64.2 ± 0.6 | 64.2 ± 0.3 | 64.2 ± 0.2 | 63.9 ± 0.4 |
| C18:2 | 19.1 ± 0.3 | 19.1 ± 0.0 | 19.2 ± 0.2 | 19.2 ± 0.0 | 19.2 ± 0.2 | 19.1 ± 0.1 | 19.1 ± 0.0 | 19.4 ± 0.4 |
| C18:3 | 6.8 ± 0.0 | 6.8 ± 0.2 | 6.8 ± 0.1 | 6.8 ± 0.1 | 6.8 ± 0.0 | 6.9 ± 0.0 | 6.9 ± 0.2 | 6.8 ± 0.1 |
| C20:0 | 0.6 ± 0.0 | 0.6 ± 0.0 | 0.6 ± 0.0 | 0.6 ± 0.0 | 0.6 ± 0.0 | 0.6 ± 0.0 | 0.6 ± 0.0 | 0.6 ± 0.0 |
| C20:1 | 1.0 ± 0.0 | 1.0 ± 0.0 | 1.0 ± 0.0 | 1.0 ± 0.0 | 1.0 ± 0.1 | 1.0 ± 0.0 | 1.0 ± 0.2 | 1.0 ± 0.0 |
| C22:0 | 0.3 ± 0.0 | 0.3 ± 0.0 | 0.3 ± 0.1 | 0.3 ± 0.0 | 0.3 ± 0.0 | 0.3 ± 0.0 | 0.4 ± 0.0 | 0.3 ± 0.1 |
| Sterol (% of Total) | Sample | |||||||
|---|---|---|---|---|---|---|---|---|
| 2RT | 4RT | 8RT | 12RT | 2CC | 4CC | 8CC | 12CC | |
| Brasicasterol $,£,§ | 11.0 ± 0.0 c | 11.4 ± 0.5 bc | 11.8 ± 0.2 ab | 11.7 ± 0.0 ab | 11.5 ± 0.3 bc | 12.1 ± 0.2 a | 11.4 ± 0.2 bc | 11.6 ± 0.4 ab |
| Campesterol $,§ | 27.2 ± 0.4 c | 28.9 ± 1.4 ab | 30.0 ± 0.2 a | 29.1 ± 0.0 ab | 28.7 ± 0.5 abc | 28.6 ± 0.7 abc | 28.8 ± 1.1 bc | 28.2 ± 0.9 bc |
| Campestanol | 1.1 ± 0.0 | 1.1 ± 0.1 | 1.1 ± 0.0 | 1.2 ± 0.0 | 1.1 ± 0.0 | 1.1 ± 0.0 | 1.1 ± 0.1 | 1.1 ± 0.0 |
| Stigmasterol £ | 0.7 ± 0.0 ab | 0.7 ± 0.0 ab | 0.5 ± 0.4 b | 0.7 ± 0.0 ab | 0.7 ± 0.0 ab | 0.7 ± 0.0 ab | 0.8 ± 0.1 a | 0.9 ± 0.0 a |
| β-sitosterol § | 51.8 ± 0.6 b | 51.2 ± 0.9 ab | 52.3 ± 0.4 a | 51.3 ± 0.4 ab | 51.8 ± 0.7 ab | 52.8 ± 1.8 a | 51.1 ± 1.0 ab | 51.7 ± 0.6 ab |
| Δ5-avenasterol $,£,§ | 5.8 ± 1.1 a | 4.7 ± 2.2 ab | 2.2 ± 1.0 bc | 3.2 ± 0.1 bc | 3.5 ± 1.0 bc | 1.1 ± 0.2 c | 4.7 ± 2.3 ab | 3.6 ± 1.8 bc |
| Δ7-avenasterol | 0.6 ± 0.1 | 0.7 ± 0.6 | 0.8 ± 0.2 | 1.0 ± 0.0 | 0.9 ± 0.4 | 1.2 ± 1.5 | 0.8 ± 0.4 | 1.1 ± 0.1 |
| Δ7-stigmasterol | 0.3 ± 0.1 | nd * | nd * | nd * | 0.1 ± 0.1 | 0.7 ± 0.2 | 0.1 ± 0.1 | 0.2 ± 0.1 |
| Δ-5,24-stigmastadienol $,§ | 1.4 ± 0.1 ab | 1.2 ± 0.0 b | 1.2 ± 0.1 ab | 1.4 ± 0.0 ab | 1.3 ± 0.1 ab | 1.2 ± 0.0 ab | 1.4 ± 0.2 a | 1.3 ± 0.1 ab |
| Total sterols (mg/100 g) $,§ | 138 ± 6 b | 143 ± 3 b | 149 ± 8 ab | 147 ± 2 ab | 149 ± 3 ab | 140 ± 7 c | 145 ± 8 b | 157 ± 5 a |
| Phenolic Compound (mg/100 g) | Sample | |||||||
|---|---|---|---|---|---|---|---|---|
| 2RT | 4RT | 8RT | 12RT | 2CC | 4CC | 8CC | 12CC | |
| Gallic acid $,£ | 58 ± 11 ab | 47 ± 15 abc | 68 ± 11 a | 59 ± 1 ab | 43 ± 6 bc | 38 ± 13 bc | 62 ± 11 ab | 32 ± 8 c |
| Chlorogenic acid £ | 84 ± 4 a | 84 ± 4 a | 84 ± 4 a | 77 ± 3 ab | 75 ± 5 ab | 76 ± 1 ab | 79 ± 6 ab | 72 ± 2 b |
| Ferulic acid $,£ | 76 ± 3 a | 69 ± 4 ab | 74 ± 3 a | 69 ± 3 ab | 70 ± 5 ab | 67 ± 2 ab | 71 ± 5 ab | 62 ± 5 b |
| Sinapic acid $,£ | 97 ± 3 a | 93 ± 7 a | 98 ± 7 a | 91 ± 3 a | 90 ± 5 ab | 87± 0 ab | 92 ± 6 a | 78 ± 8 b |
| p-coumaric acid $,£ | 112 ± 6 a | 106 ± 4 ab | 108 ± 6 ab | 100 ± 4 ab | 100 ± 8 ab | 102 ± 5 ab | 105 ± 8 ab | 95 ± 8 b |
| Syringaldehyde £ | 18 ± 1 | 19 ± 2 | 19 ± 2 | 18 ± 1 | 15 ± 4 | 16 ± 3 | 19 ± 1 | 16 ± 1 |
| Canolol | 9 ± 2 | 9 ± 0 | 8 ± 1 | 8 ± 1 | 8 ± 2 | 7 ± 1 | 8 ± 1 | 9 ± 1 |
| Sinapine $,£ | 913 ± 49 a | 809 ± 44 ab | 882 ± 25 a | 798 ± 55 ab | 826 ± 52 ab | 816 ± 31 ab | 830 ± 73 ab | 710 ± 78 b |
| Non identified $,£ | 954 ± 23 a | 791 ± 65 bcd | 974 ± 2 a | 827 ± 30 bc | 876 ± 70 ab | 816 ± 12 bc | 690 ± 26 d | 731 ± 56 cd |
| Total $,£ | 2322 ± 70 a | 2027 ±145 bc | 2225 ± 53 ab | 2047 ± 92 abc | 2102 ±145 ab | 2025 ± 35 bc | 2115 ± 142 ab | 1804 ± 167 c |
| Phenolic Compound (mg/100 g) | Sample | |||||||
|---|---|---|---|---|---|---|---|---|
| 2RT | 4RT | 8RT | 12RT | 2CC | 4CC | 8CC | 12CC | |
| Ferulic acid £ | 25 ± 1 | 28 ± 2 | 30 ± 1 | 26 ± 3 | 28 ± 1 | 29 ± 4 | 28 ± 1 | 33 ± 2 |
| Sinapic acid $,£,§ | 413 ± 14 c | 502 ± 21 c | 533 ± 6 bc | 427 ± 37 c | 535 ± 48 bc | 646 ± 33 ab | 515 ± 10 bc | 694 ± 48 a |
| p-coumaric acid $,£ | 7± 0 c | 8 ± 1 b | 8 ± 0 bc | 7 ± 0 c | 9 ± 1 ab | 10 ± 0 a | 9 ± 1 ab | 9 ± 1 ab |
| Syringaldehyde | 4 ± 1 | 3 ± 1 | 5 ± 0 | 3 ± 0 | 4 ± 0 | 5 ± 0 | 4 ± 0 | 4 ± 0 |
| Non identified $,£,§ | 93 ± 7 c | 114 ± 3 c | 110 ± 1 c | 101 ± 8 c | 182 ± 21 a | 137 ± 12 bc | 92 ± 14 c | 168 ± 24 ab |
| Total $,£,§ | 541± 8 e | 656 ± 22 cde | 685 ± 4 cd | 565 ± 48 de | 758 ± 10 bc | 826 ± 25 ab | 647 ± 23 cde | 907 ± 26 a |
| Glucosinolate (µmol/g) | Sample | |||||||
|---|---|---|---|---|---|---|---|---|
| 2RT | 4RT | 8RT | 12RT | 2CC | 4CC | 8CC | 12CC | |
| Glucoiberin | 0.2 ± 0.1 | 0.1 ± 0.0 | 0.1 ± 0.1 | 0.1 ± 0.0 | 0.1 ± 0.1 | tr * | tr | tr |
| Progoitrin $,§ | 5.0 ± 0.4 ab | 5.2 ± 0.4 ab | 5.2 ± 0.6 ab | 4.8 ± 0.7 ab | 5.9 ± 1.3 a | 5.1 ± 0.2 ab | 5.0 ± 1.4 ab | 4.4 ± 0.6 b |
| Epi-progoitrin | nd ** | 0.1 ± 0.1 | 0.1 ± 0.1 | nd ** | 0.1 ± 0.1 | 0.1 ± 0.1 | 0.1 ± 0.0 | nd ** |
| Glucoraphinin $ | 0.4 ± 0.2 | 0.2 ± 0.1 | 0.3 ± 0.0 | 0.3 ± 0.0 | 0.3 ± 0.1 | 0.3 ± 0.0 | 0.2 ± 0.1 | 0.2 ± 0.0 |
| Gluconapoleiferin | 0.2 ± 0.1 | 0.4 ± 0.0 | 0.4 ± 0.0 | 0.3 ± 0.1 | 0.4 ± 0.1 | 0.4 ± 0.0 | 0.3 ± 0.1 | 0.3 ± 0.0 |
| Gluconapin $,§ | 2.9 ± 0.5 a | 2.5 ± 0.3 ab | 2.4 ± 0.3 ab | 2.5 ± 0.2 ab | 2.9 ± 0.7 a | 2.4 ± 0.3 ab | 2.6 ± 0.4 ab | 2.1 ± 0.4 b |
| 4-hidroxyglucobrassicin | 0.3 ± 0.2 | 0.2 ± 0.1 | 0.2 ± 0.1 | 0.2 ± 0.0 | 0.2 ± 0.0 | 0.3 ± 0.1 | 0.2 ± 0.1 | 0.1 ± 0.0 |
| Glucobrassicanapin $ | 0.8 ± 0.2 a | 0.7 ± 0.1 ab | 0.7 ± 0.1 ab | 0.7 ± 0.0 bc | 0.8 ± 0.2 a | 0.7 ± 0.1 ab | 0.8 ± 0.2 bc | 0.6 ± 0.1 c |
| Glucobrassicin $,§ | 0.6 ± 0.2 a | 0.3 ± 0.1 ab | 0.2 ± 0.0 ab | 0.3 ± 0.0 ab | 0.3 ± 0.0 ab | 0.3 ± 0.0 ab | 0.1 ± 0.0 b | 0.2 ± 0.1 ab |
| 4-metoxygucobrassicin $,§ | 0.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.1 | 0.1 ± 0.0 | 0.1 ± 0.0 | 0.1 ± 0.0 | tr |
| Total $,§ | 10.6 ± 0.7 a | 9.6 ± 0.7 ab | 9.5 ± 1.2 ab | 9.3 ± 0.9 ab | 10.8 ± 2.3 a | 9.5 ± 0.4 ab | 9.4 ± 1.3 ab | 8.0 ± 1.3 b |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kraljić, K.; Škevin, D.; Čukelj Mustač, N.; Benković, M.; Drakula, S.; Balbino, S.; Mandura Jarić, A.; Mamilović, K.; Ramljak, I.; Ćurić, D. Influence of Cryogenic Grinding on the Nutritional and Antinutritional Components of Rapeseed Cake. Appl. Sci. 2023, 13, 5841. https://doi.org/10.3390/app13105841
Kraljić K, Škevin D, Čukelj Mustač N, Benković M, Drakula S, Balbino S, Mandura Jarić A, Mamilović K, Ramljak I, Ćurić D. Influence of Cryogenic Grinding on the Nutritional and Antinutritional Components of Rapeseed Cake. Applied Sciences. 2023; 13(10):5841. https://doi.org/10.3390/app13105841
Chicago/Turabian StyleKraljić, Klara, Dubravka Škevin, Nikolina Čukelj Mustač, Maja Benković, Saša Drakula, Sandra Balbino, Ana Mandura Jarić, Karla Mamilović, Ivana Ramljak, and Duška Ćurić. 2023. "Influence of Cryogenic Grinding on the Nutritional and Antinutritional Components of Rapeseed Cake" Applied Sciences 13, no. 10: 5841. https://doi.org/10.3390/app13105841
APA StyleKraljić, K., Škevin, D., Čukelj Mustač, N., Benković, M., Drakula, S., Balbino, S., Mandura Jarić, A., Mamilović, K., Ramljak, I., & Ćurić, D. (2023). Influence of Cryogenic Grinding on the Nutritional and Antinutritional Components of Rapeseed Cake. Applied Sciences, 13(10), 5841. https://doi.org/10.3390/app13105841