1. Introduction
Steel production occupies a leading position in the metallurgical sector worldwide [
1,
2,
3,
4,
5]. The rapid growth of steel production on a global scale over the past 20–30 years has attracted the attention of experts to the increasingly harmful environmental impact of ferrous metallurgy enterprises [
6,
7,
8], including the generation of hard-to-recycle human-made waste [
9,
10,
11,
12].
Researchers and manufacturers are engaged in the recycling of metallurgical waste in accordance with waste management laws adopted in their countries [
5,
6,
13,
14]. In Russia, the development of domestic technology and organization of iron-containing waste recycling into a product with 100% metallization and Fe content > 96% comprises an important R&D direction in the field of ferrous metallurgy, recommended for implementation in the period up to 2030 [
15].
Despite the growing cost of the storage of this raw material at landfills and slag fields, the multi-million-ton dumps from the ferrous metallurgy production activity (oily scale, gas-cleaning dust, sludge, slag) are continuously increasing [
16,
17,
18]. Such hard-to-enrich and low-grade materials include electric arc furnace dust, which can be not only an iron-containing raw material for iron and steel production but allows for extracting zinc into a commercial product since the dust contains zinc compounds in sufficient quantities [
19,
20,
21]. The growing global demand for steel and zinc makes scale processing and EAFD a very urgent problem. In this regard, developing technologies for processing EAFD to extract valuable components (in particular, Fe and Zn) while obtaining commercial products is relevant [
12,
18,
22,
23,
24,
25].
This study is aimed at developing a technology for processing electric arc furnace dust into granulated cast iron and a zinc-containing product.
2. Research Objective
In Russia, more than 70 million tons of steel are produced annually, of which 22 million tons are in the electrothermal process. The main enterprises manufacturing steel electrothermally are vertically integrated companies with a total share of about 90% in Russian steel production: EvrazHolding LLC, Severstal PJSC, Magnitogorsk Iron and Steel Works PJSC, Novolipetsk Iron and Steel Works PJSC, Mechel PJSC, MC Metalloinvest LLC, United Metallurgical Company JSC, and Pipe Metallurgical Company PJSC [
26].
Arc furnace enterprises generate about 650 thousand tons of technogenic dust per year, which is not currently processed but almost completely dumped. Such dust contains zinc within 2–20%; in some types of dust, the zinc content is up to 30–35%. This technogenic raw material also contains a significant amount of iron oxides (30–60%) and up to 20% of oxides of other elements (silicon, calcium, magnesium).
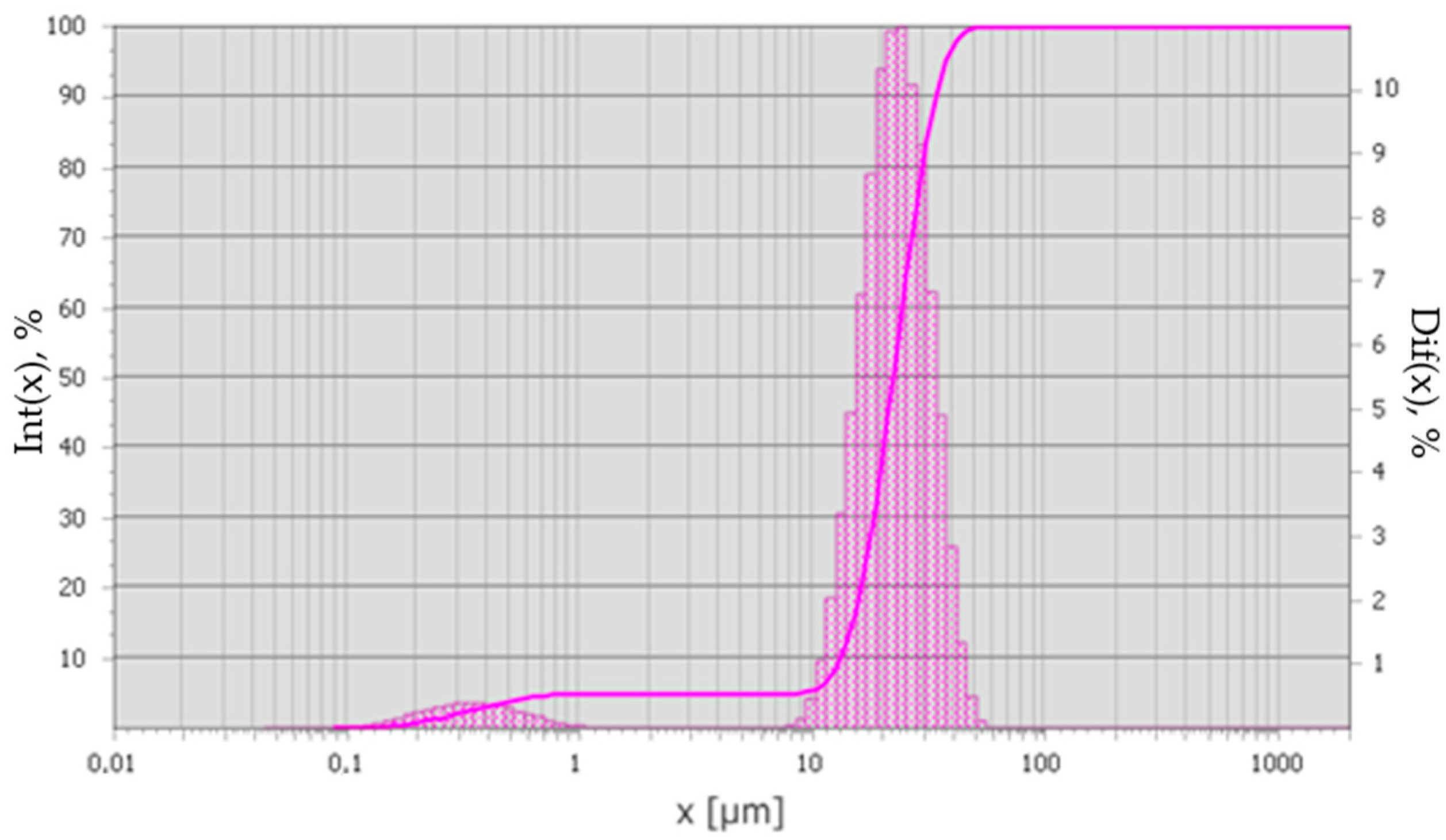
The study object was the iron–zinc-containing dust from the EAF of PJSC Magnitogorsk Iron and Steel Works (Magnitogorsk, Chelyabinsk region). It was studied using laser diffraction, electron probe microanalysis (EPMA), X-ray phase and fluorescence (XRF) analysis techniques, and scanning electron microscopy (SEM).
According to the study, EAFD is a red-brown powder with a particle size of <0.06 mm, determined on a laser particle size analyzer Analysette 22 NanoTecPlus (Fritsch, Idar-Oberstein, Germany); see
Figure 1,
Table 1.
Chemical analysis of the samples was performed on an X-ray wavelength-dispersive spectrometer S8 TIGER (Bruker, Billerica, MA, USA); the results are given in
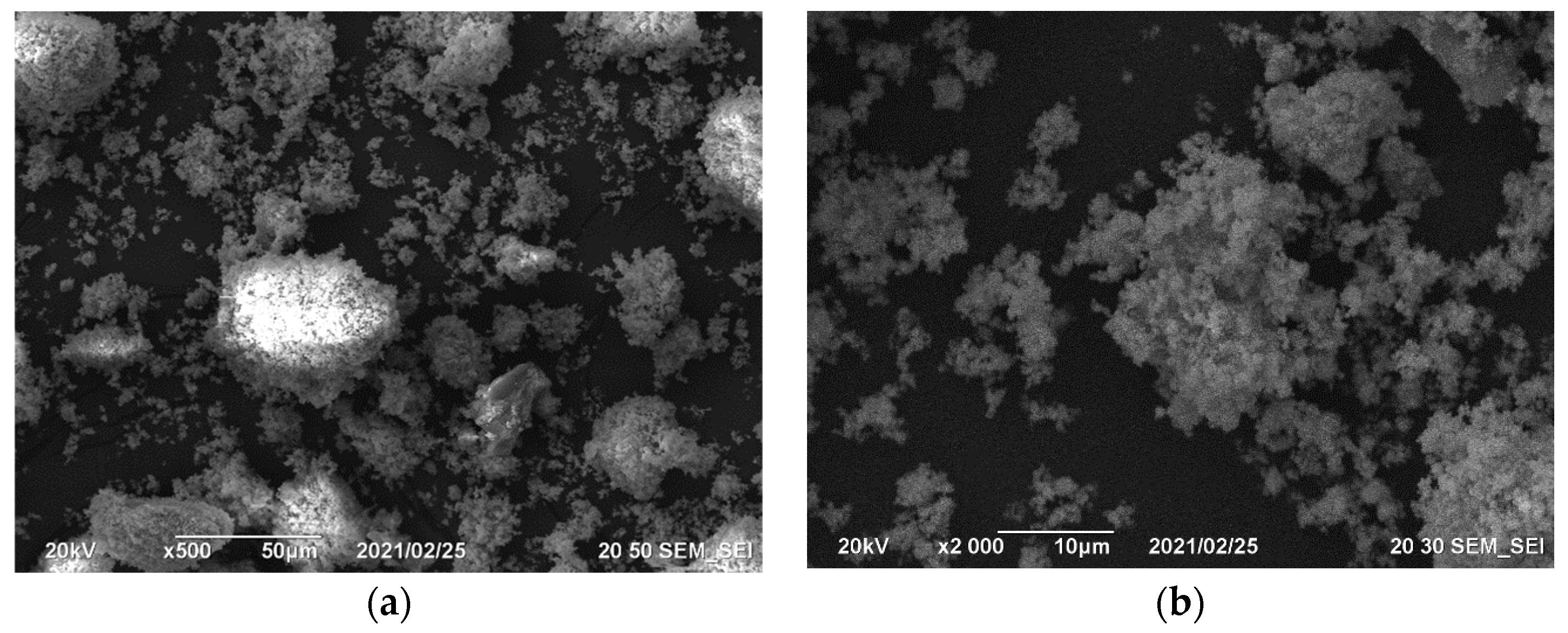
Table 2. Dust samples were also studied by scanning electron microscopy (SEM) on an X-ray diffractometer XRD-7000 (Shimadzu, Kyoto, Japan),
Figure 2.
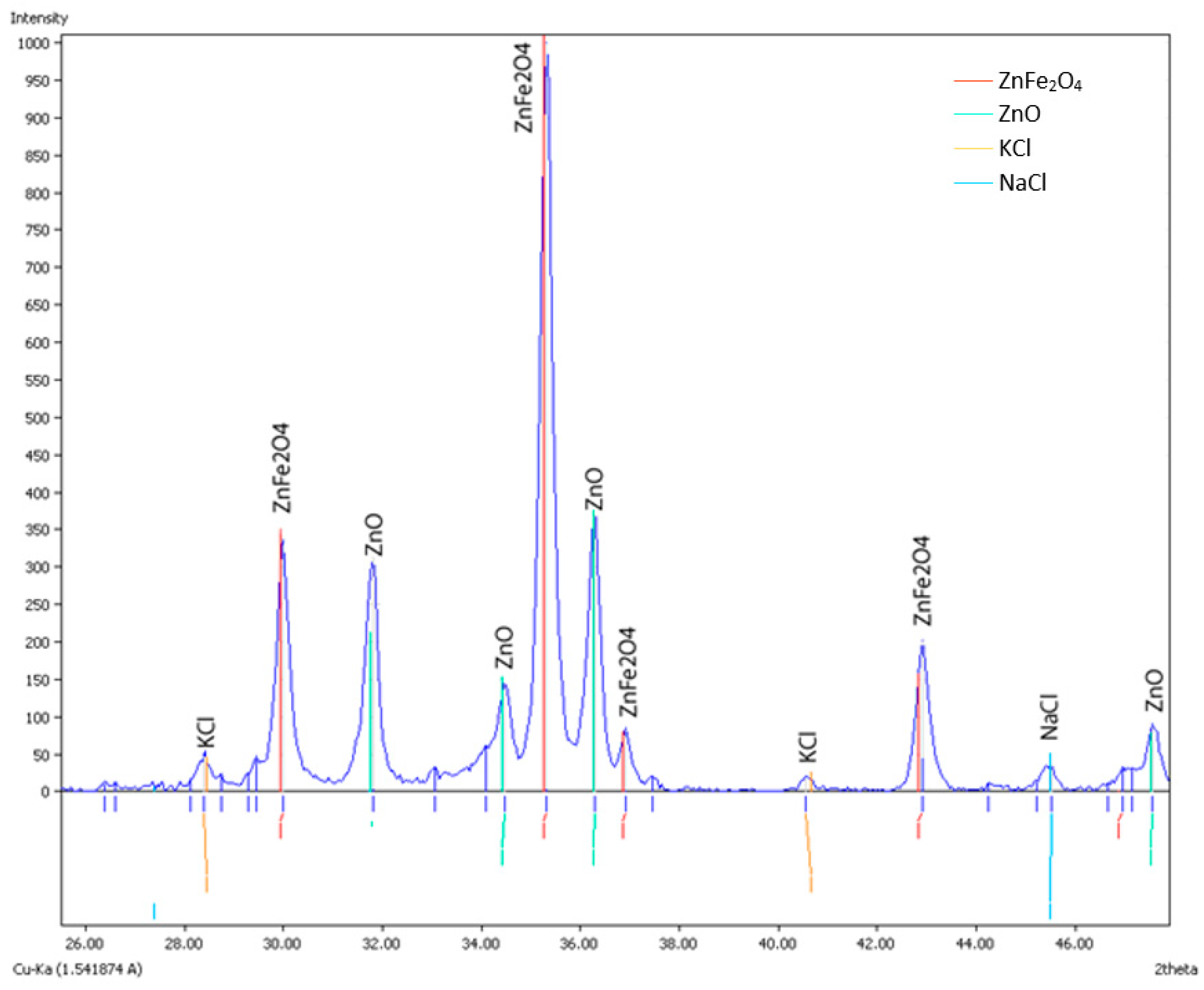
The iron distribution throughout iron-containing phases in EAFD samples was studied by X-ray phase analysis on a DRON-3.0 diffractometer (JSC Scientific production enterprise “Burevestnik”, Saint Petersburg, Russia). It has been established that the dust contains valuable components in the form of ZnFe
2O
4 and ZnO (
Figure 3) [
27].
3. Theoretical Background for the Pyrometallurgical Processing of EAFD
The pyrometallurgical processing of EAFD involves the reduction of iron and zinc in a charge from their oxygen-containing forms with active reagents (C and CO) to obtain granulated pig iron and a zinc-containing product [
28].
The reduction of metal oxides with carbon monoxide is based on the reversible reaction:
Reaction (1) proceeds to the right when the Gibbs energy decreases during the transition from the initial state to equilibrium.
The diagram of the temperature dependence of the equilibrium concentrations of CO mixed with CO
2 for the reduction of metal oxides with carbon monoxide shows that a gas containing CO ≥ 50% at 600 °C is a reducing agent for FeO and an oxidizing one for ZnO, i.e., an excess of carbon is required to initiate reducing ZnO:
Increasing the temperature shifts the CO formation equilibrium towards an increase in the CO content in the gas mixture, according to Le Chatelier’s principle, since this reaction proceeds with heat absorption.
Zinc oxide is reduced by carbon monoxide according to the reaction:
Zinc starts reducing from its oxide at ~1000 °C. The Zn reduction rate is a function of carbon dioxide deoxidation where CO is continuously regenerated.
Based on Baikov’s principle of the sequence of transformations, iron reduces from oxides gradually from higher oxides to lower ones according to the scheme: Fe2O3→Fe3O4→FeO→Fe.
CO acts as a reducing agent during metallization in a rotary hearth furnace:
Along with the aforementioned reactions, metallic iron is carburized in the system, leading to the formation of iron carbide [
29]:
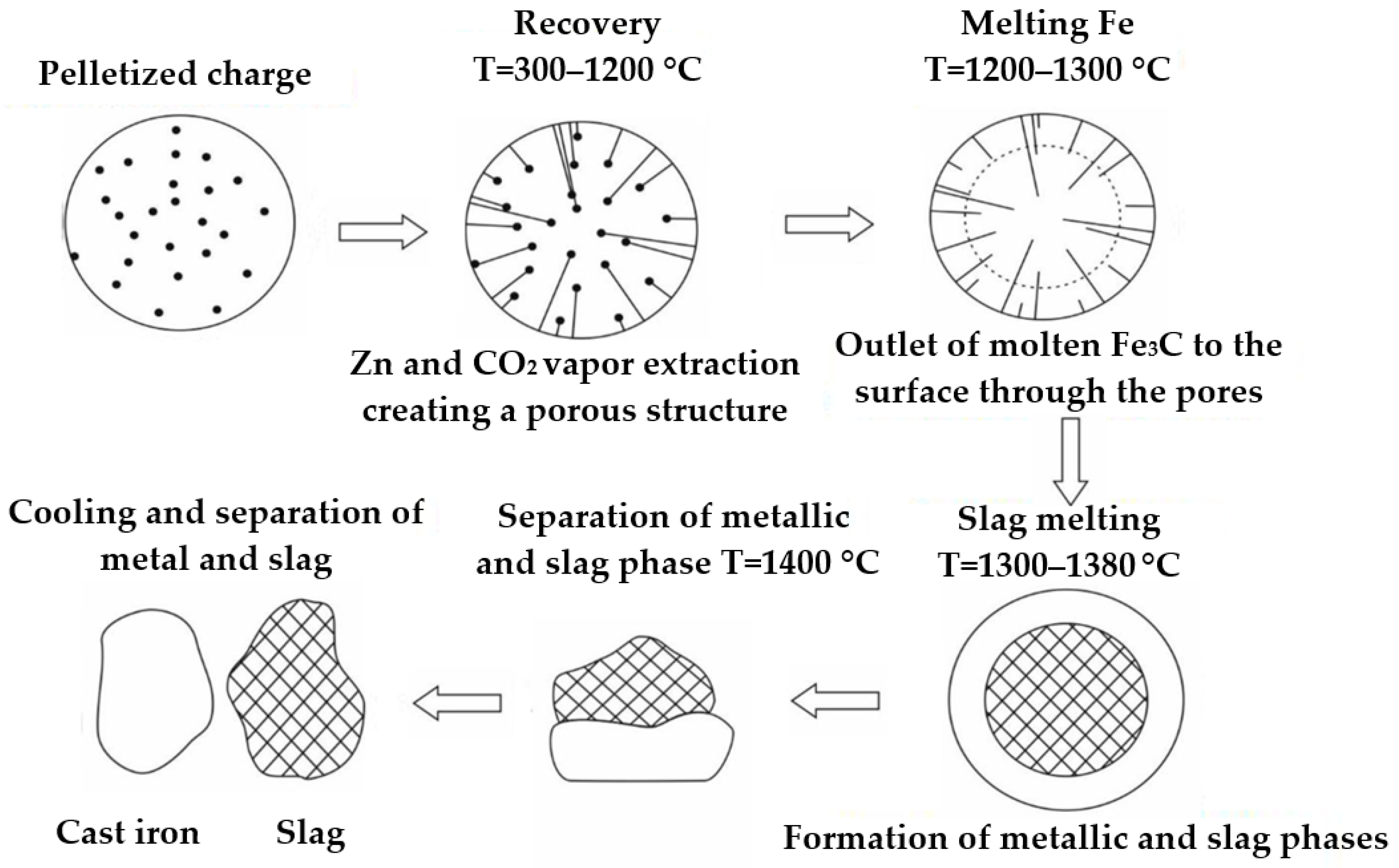
Carburized iron has a lower melting point compared to pure iron. Thus, if pure iron has a melting point of 1539 °C, then with a carbon content of 2 and 4%, this temperature decreases to 1380 and 1170 °C, respectively. Melting transforms carburized iron into a liquid state, and due to cohesive forces, small particles combine into larger ones, forming drops of molten iron. The cohesion of reduced iron proceeds under conditions when the slag-forming components of the charge are in a solid state due to their refractoriness.
The resulting slag melting temperature should be within 1300–1380 °C. The slag composition is defined based on the CaO-MgO-SiO
2 system [
30]; in this temperature range, melting occurs in the pseudo-wollastonite region.
In the molten state, metal and slag are immiscible liquids that separate into independent phases due to the difference in densities and have an interface with different surface energies (interfacial tension). Upon cooling, the melt crystallizes while forming pig iron and slag. In general, the granulated pig iron production stages are shown in
Figure 4.
EAFD contains 25.8% iron; however, to obtain granulated pig iron, the iron content in the raw material should be at least 50% (according to preliminary laboratory studies). Therefore, a raw material with a high iron content should be added to EAFD to obtain an iron–zinc-containing feedstock meeting this requirement. Another technogenic material, an oily scale from Magnitogorsk Iron and Steel Works PJSC, was chosen as such raw material for additional charging. Oily scale is an iron oxidation product, mainly formed in rolling and pipe-rolling industries during the heat treatment of metal. The scale’s chemical composition mainly depends on the heat treatment conditions and the chemical composition of the metal, and its amount (film thickness) depends on the heat treatment conditions [
31]. The studied scale contains about 13% of oil, which should be removed to use this scale as an iron-containing charge component. The scale is de-oiled by calcination, and according to the results of structural and spectral analyzes, after removing the oil, the scale contains 73.39% Fe
2O
3 and 15.73% FeO (
Table 3), which corresponds to a total iron content of 63.64%.
Raw material with the following specifications should be used as a carbonaceous reducing agent: low ash and sulfur contents and high reducing ability. As such a raw material, we chose hard coal of the long-flame little nut (DOM) brand;
Table 4 shows the chemical composition of this coal on a dry basis.
The amount of carbonaceous reducing agent in the charge was calculated according to the reduction of iron and zinc from their oxides with an up to 10% excess from the stoichiometric point.
The required amount of hard coal with a C content of 63.99% will be:
The SiO
2 and CaO sources used as slag-generating components are quartz sand [
32] and lime [
33]; see
Table 5.
Hard coal of the long-flame little nut brand is recommended for use as a carbonaceous reducing agent. The number of fluxes (SiO2, CaO) added to the charge was calculated considering the presence of these components in iron–zinc-containing raw materials and reducing agent to generate slag with a melting point of 1300–1380 °C (based on the aforementioned system CaO-MgO-SiO2).
Thus, calculations showed the content of components in the charge as follows, in %: EAFD—17.44; scale—51.33; DOM coal—20.61; quartz sand—4.71; lime—5.91.
4. Experimental EAFD Processing
The pelletized charge was used for melting in laboratory experiments. The mill scale was de-oiled in a muffle furnace in a nitrogen environment without access to oxygen, thereby avoiding the ignition of the organic fraction. The test charge components were carefully homogenized in a porcelain mortar; water was then added to the resulting homogeneous mix to form a paste-like mass, and spherical granules 10–25 mm in diameter were manually formed. Carboxyl methylcellulose was used as a binder.
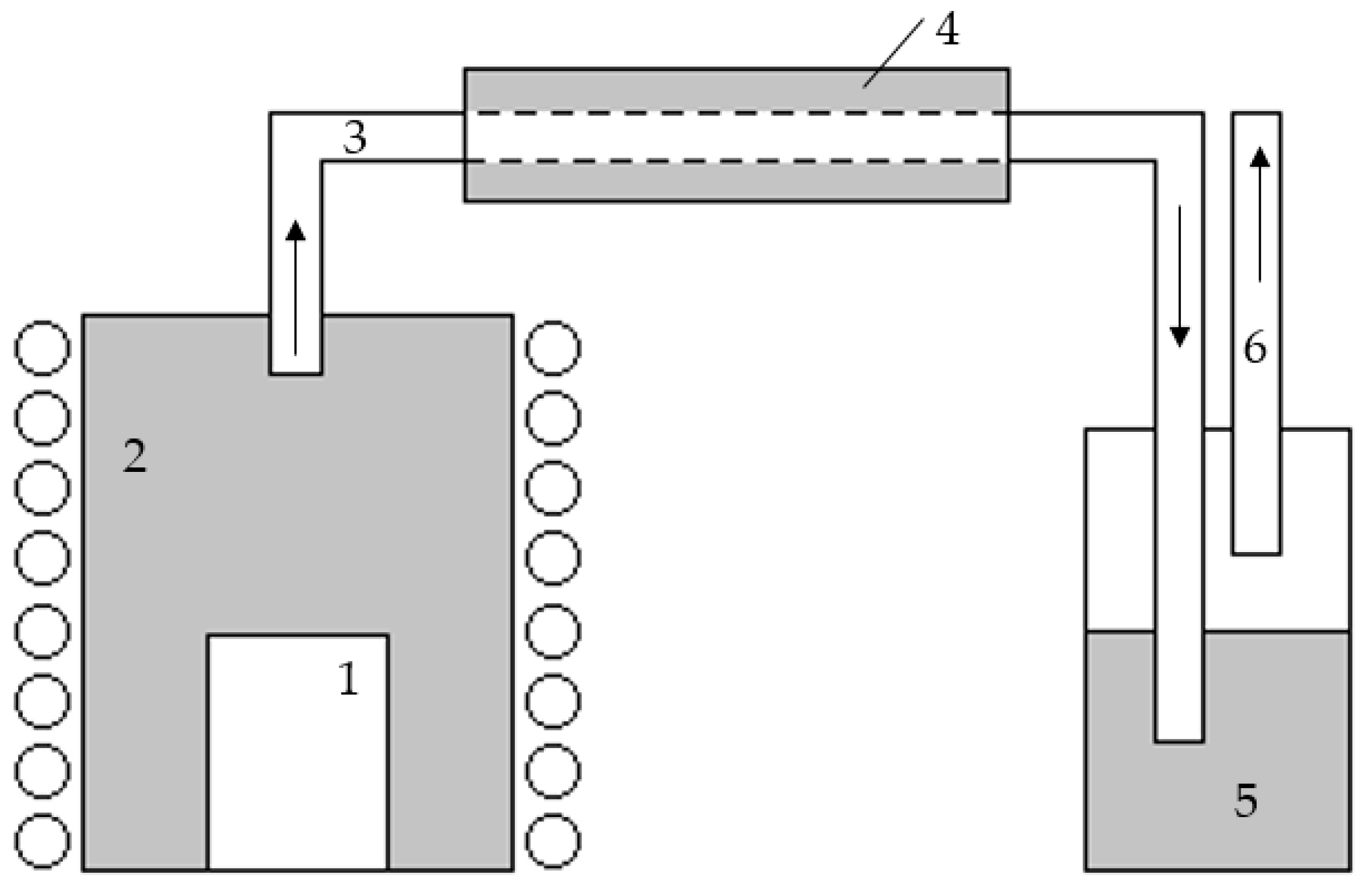
Wet granules were dried for 30 min at 200 °C in an EKPS 10 laboratory muffle electric furnace (SKTB, Smolensk, Russia). The pelletized charge underwent reduction melting on a laboratory unit based on a high-temperature LHT 08/17 furnace (Nabertherm, Lilienthal, Germany) equipped with a water-cooled gas flue with the forced removal of gaseous products; see
Figure 5.
The sublimation products formed in the reduction melting were captured using a dust collecting system. Gaseous melting products were discharged through a pipe from the upper part of the furnace’s working chamber by induced draft. The sublimed products entered the water-cooled gas flue, where the gas stream cooling, condensation, and partial precipitation of sublimates took place. Dust residues were captured by passing the dust-gas flow through a water filter (a flask with water).
To reproduce the reduction conditions in an industrial rotary hearth furnace, the experiments were performed in the following sequence:
20–30 g of hard coal with a particle size of 3.0–4.0 mm was placed in a ~55 mL corundum crucible;
The prepared pelletized charge was placed on the bedding in the crucible;
A water-cooled refrigeration chamber with the forced removal of gaseous reaction products was mounted at the furnace’s off-gas outlet;
The crucible with bedding and the pelletized charge was placed in a furnace heated to 1150 °C;
The charge was reduction melted for 30 min according to the temperature regime defined in the theoretical study;
The crucible with melting products was removed from the furnace and cooled to room temperature; the melting products were then externally examined and weighed;
The sublime trap was cleaned, and the trapped and condensed products were weighed.
Based on the data obtained on the separation nature, mass, and chemical composition of the charge melting products (granulated pig iron and slag), it was concluded that the charge composition and the chosen melting temperature regime are expedient.
In the laboratory furnace, the charge underwent reduction melting in a way, reproducing a similar process in a rotary hearth furnace. A series of experiments allowed for determining the optimal temperature regime for melting the charge in a laboratory furnace, which ensured the sequential flow of all physicochemical interactions occurring in the granulated pig iron production: feeding the charge at 1150 °C, raising the furnace temperature to 1350 °C at a rate of 15 °C/min, increasing the furnace temperature to 1425 °C at a rate of 11 °C/min, and decreasing the furnace temperature to 1150 °C at a rate of 30 °C/min.
The captured gaseous reduction melting products was removed through a pipe from the upper part of the furnace’s working chamber by induced draft. The sublimed products entered the water-cooled gas flue, where the gas stream cooling, condensation, and partial precipitation of sublimates took place. Dust residues were captured by passing the dust-gas flow through a water filter in the form of a flask with water.
The reduction melting of the pelletized charge formed slag granulated pig iron. Shock cooling of this product in water leads to the instantaneous crystallization of iron particles and their separation from the slag. The granulated pig iron particles obtained (
Figure 6) were 10–15 mm in size and had magnetic properties. The extraction of iron into pig iron was 92–96%.
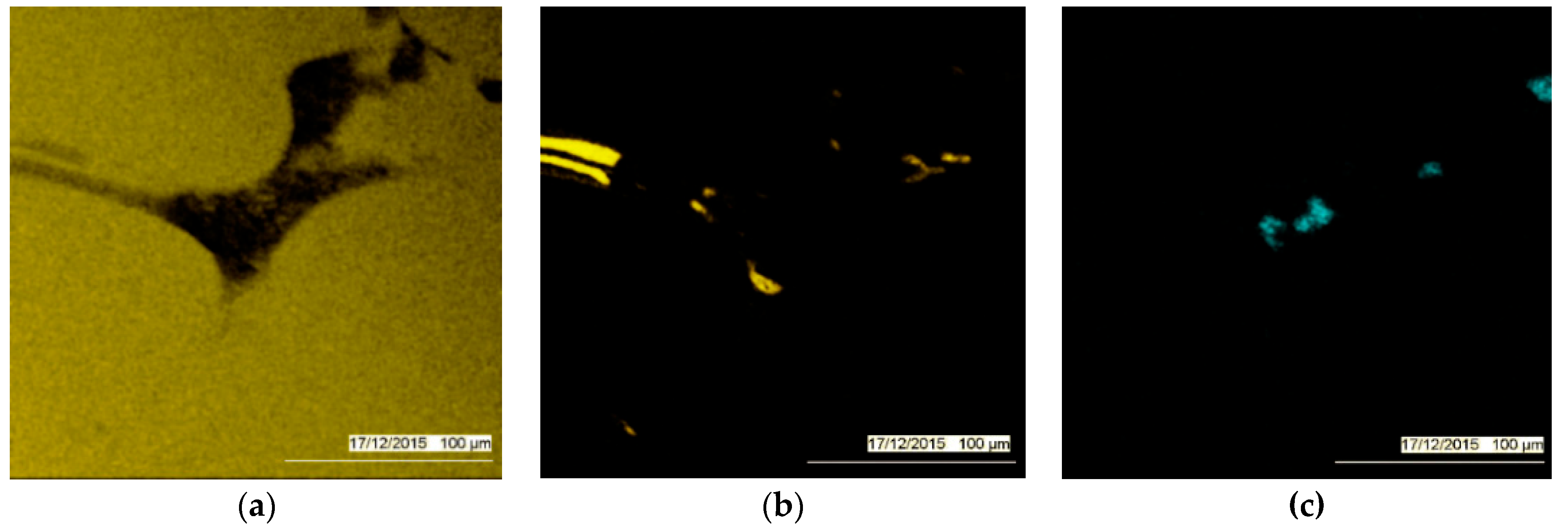
Three samples were taken to define the chemical composition of the pig iron produced. The chemical analysis of inclusions was performed by electron probe microanalysis (EPMA) using an X-ray wave spectrometer and a KEVEX energy-dispersive spectrometer. The study results are given in
Table 6.
Figure 7 shows the distribution of the selected elements in the characteristic X-rays.
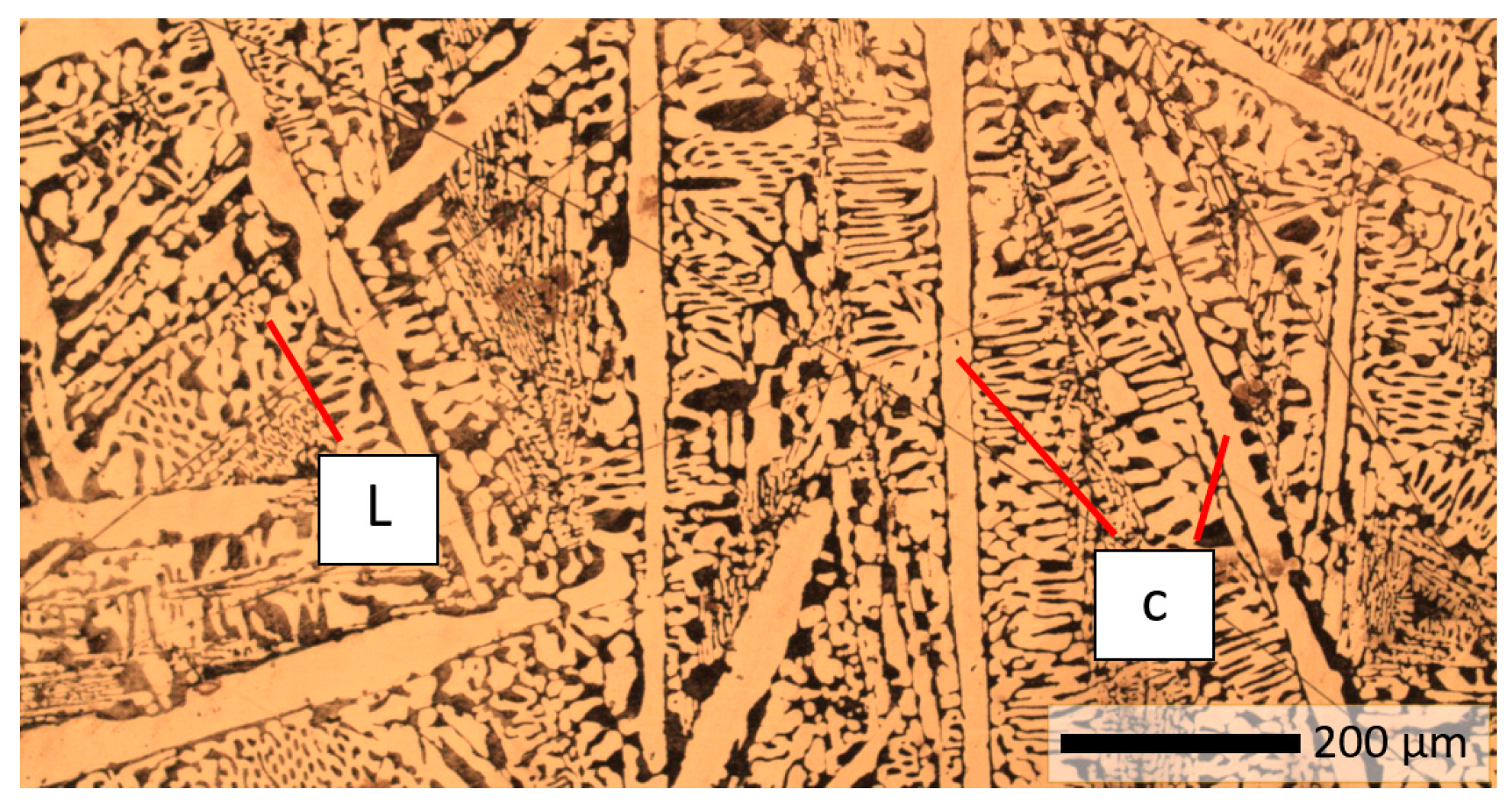
A metallographic study was performed to determine the microstructure of the obtained pig iron samples. The studied thin sections (after etching with a 3–5% nitric acid solution) were analyzed using an Olympus GX-51 electron microscope (Olympus, Tokyo, Japan). It has been established obtaining the hyper eutectic white pig iron, the structure of which is represented by perlite ledeburite and primary cementite (
Figure 8).
Zinc sublimates caught in different deposition areas of the dust collecting system were mixed to obtain an average product sample, the chemical composition of which was defined by XRF. According to the data obtained, the major compound in the sample is ZnO with a content of 68.8 wt%; the presence of chlorine and fluorine was also recorded with a content of, respectively, 5.32 and 1.31 wt%. Calcination at 1000 °C for 90 min was proposed to remove halogens. The chemical composition of ZnO after calcination (
Figure 9) is given in
Table 7, which allows for concluding that the resulting product is suitable for further use. The obtained zinc-containing powder consists of 80% of particles with a size of 20–30 μm.
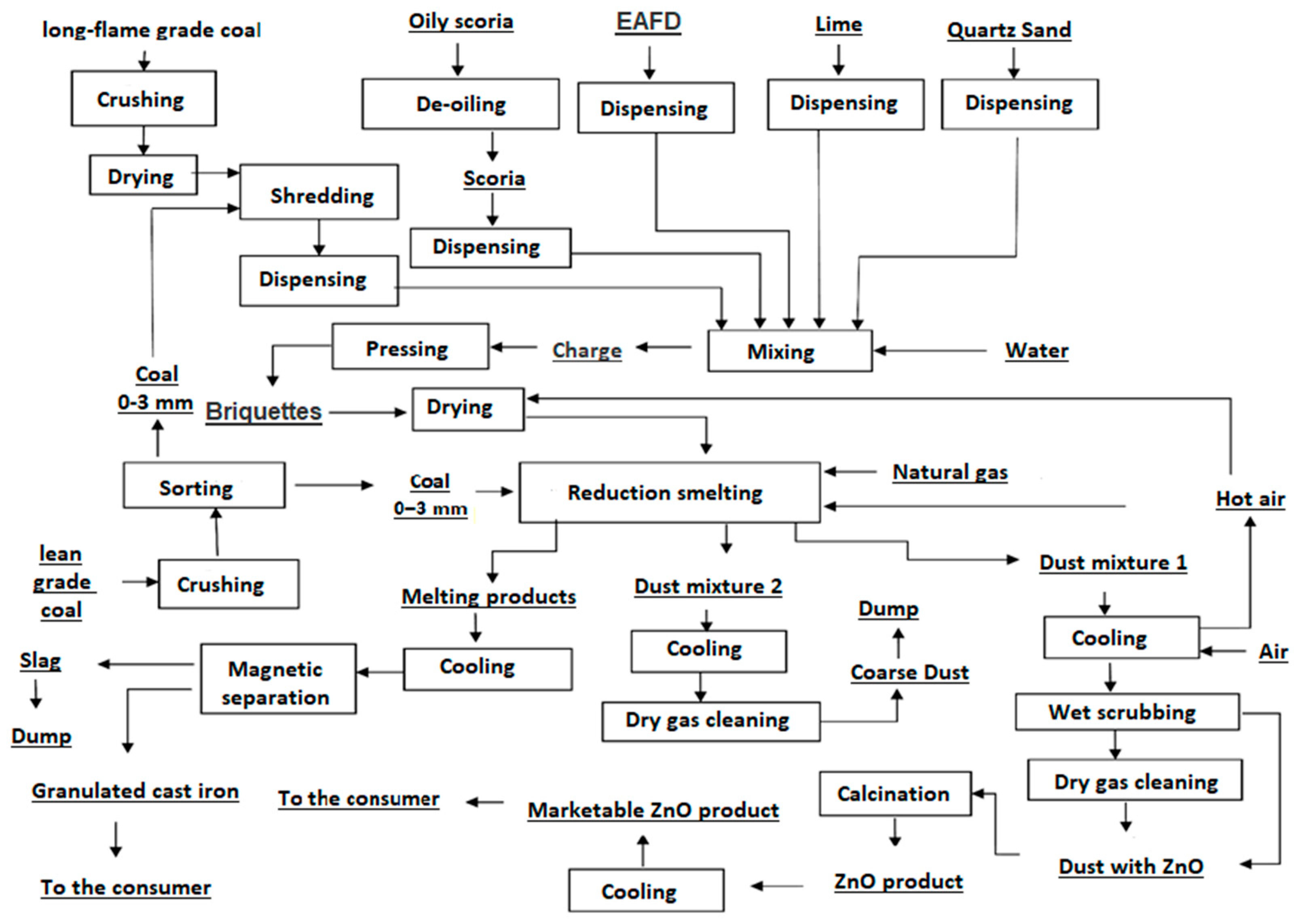
A process flowsheet for the EAFD processing (
Figure 10) has been developed and proposed based on the laboratory study results. The basic unit in this technology is a rotary hearth furnace.
The proposed technology of EAFD processing consists of the recovery of iron and zinc from their oxygen-containing forms by active carbon-containing materials in a rotary-hearth furnace [
27,
28]. The briquettes charge includes oxide scale, EAFD, long-flame little nut (DOM) coal, lime, and molding sand. Reduction smelting of the charge leads to the formation of zinc fumes, which are captured during the purification of the exhaust furnace gases. The general scheme of EAFD processing includes the following stages: reception and preparation of raw materials; obtaining briquettes with minimum moisture content (2%); obtaining granulated pig iron and zinc-containing fumes during reduction smelting; purification of zinc oxide fumes for obtaining a commercial product.
5. Conclusions
Technology has been developed for the pyrometallurgical processing of electric arc furnace dust of Magnitogorsk Iron and Steel Works PJSC with the production of granulated pig iron and a zinc-containing product. The content of the melting charge components was calculated in % as follows: EAFD—17.44; scale—51.33; long-flame little nut—20.61; quartz sand—4.71; lime—5.91.
The experimental study was performed on a laboratory unit based on a high-temperature LHT 08/17 furnace. The experiments allowed for defining the optimal temperature regime for reduction melting (feeding the charge at 1150 °C, raising the furnace temperature to 1350 °C at a rate of 15 °C/min, increasing the furnace temperature to 1425 °C at a rate of 11 °C/min, and decreasing the furnace temperature to 1150 °C at a rate of 30 °C/min).
The total extraction of iron and zinc into marketable products was 94 and 91%, respectively. As a result of laboratory tests, pig iron samples with granule sizes of 10–15 mm were obtained, containing in wt%: Fe—95.27; C—4.4; Si—0.11; S—0.07; Ni—0.06; Cu—009. The obtained granulated pig iron is recommended for use instead of metal scrap for steel production in electric furnaces. After calcination of the zinc oxide for 90 min at 1000 °C, the target compound content increased to 90.21 wt%, and the chlorine content decreased to 0.03 wt% (no fluorine was detected in the calcined samples). This ZnO grade meets customer requirements for manufacturing metallic zinc or paint and rubber products, etc.
The proposed technology will allow for using the obtained granulated pig iron as a substitute for scrap metal in the electric arc furnace steel production, which is in line with the Russian ferrous metallurgy development strategy for 2014–2022 and up to 2030.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}