3.1. Residual Stress
This process of welding aluminum alloys enables the production of aircraft structures while reducing labor consumption, costs, and weight, while maintaining comparable or higher strength parameters compared to conventional joining methods. However, it introduces tensile stresses in the joint. Tensile stresses improve dislocation mobility and, as a result, reduce hardness [
34,
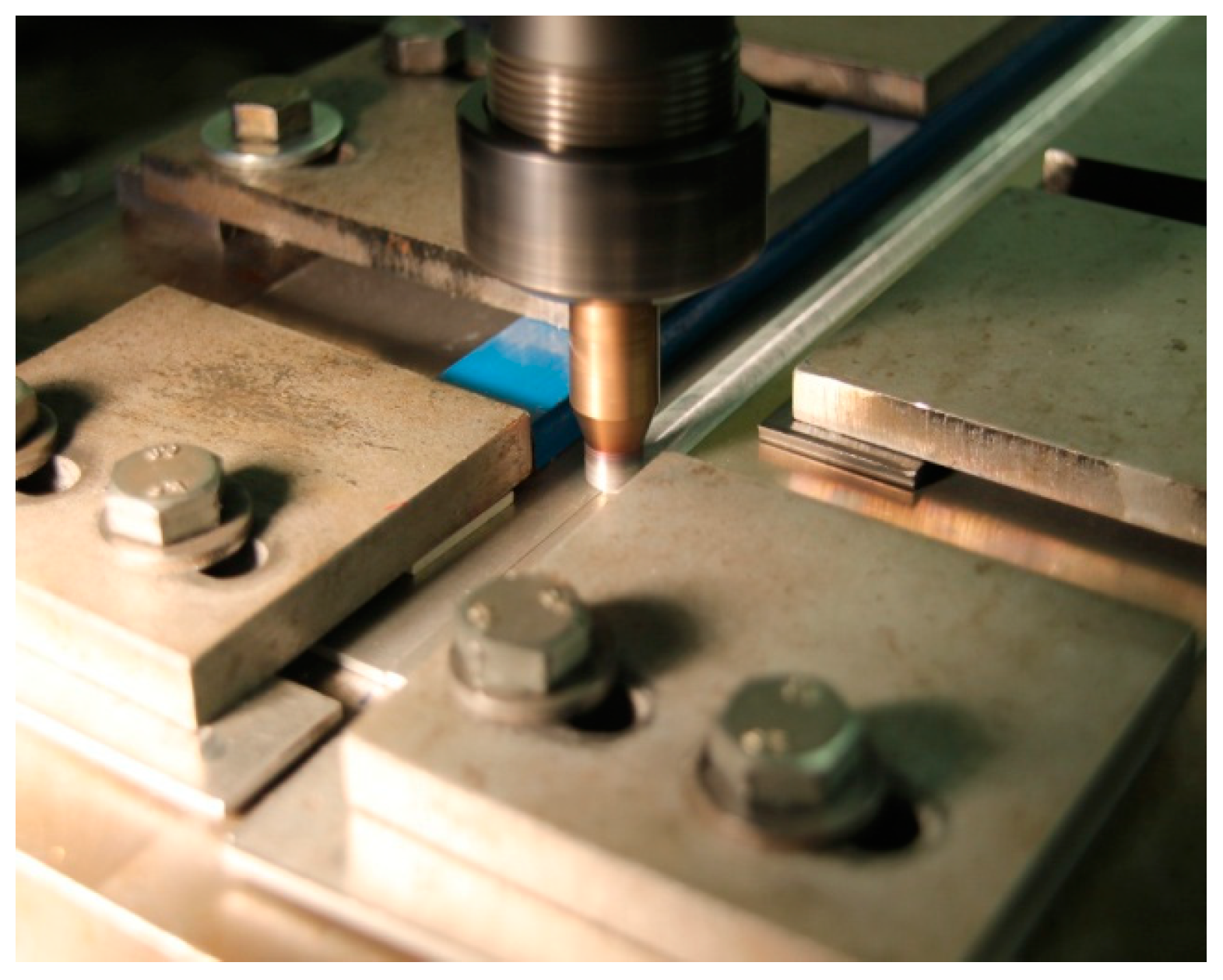
35]. Plastic deformation occurring in the surface layer of the weld under the influence of the burnishing tool with a diamond tip can be considered a process of generating new dislocations and their displacement. Dislocationgeneration occurs when a certain level of stress is reached. Since the deeper, non-deformed layers do not change, compressive stresses arise in the surface layer of the joint, increasing the joint’s fatigue strength.
Figure 3 and
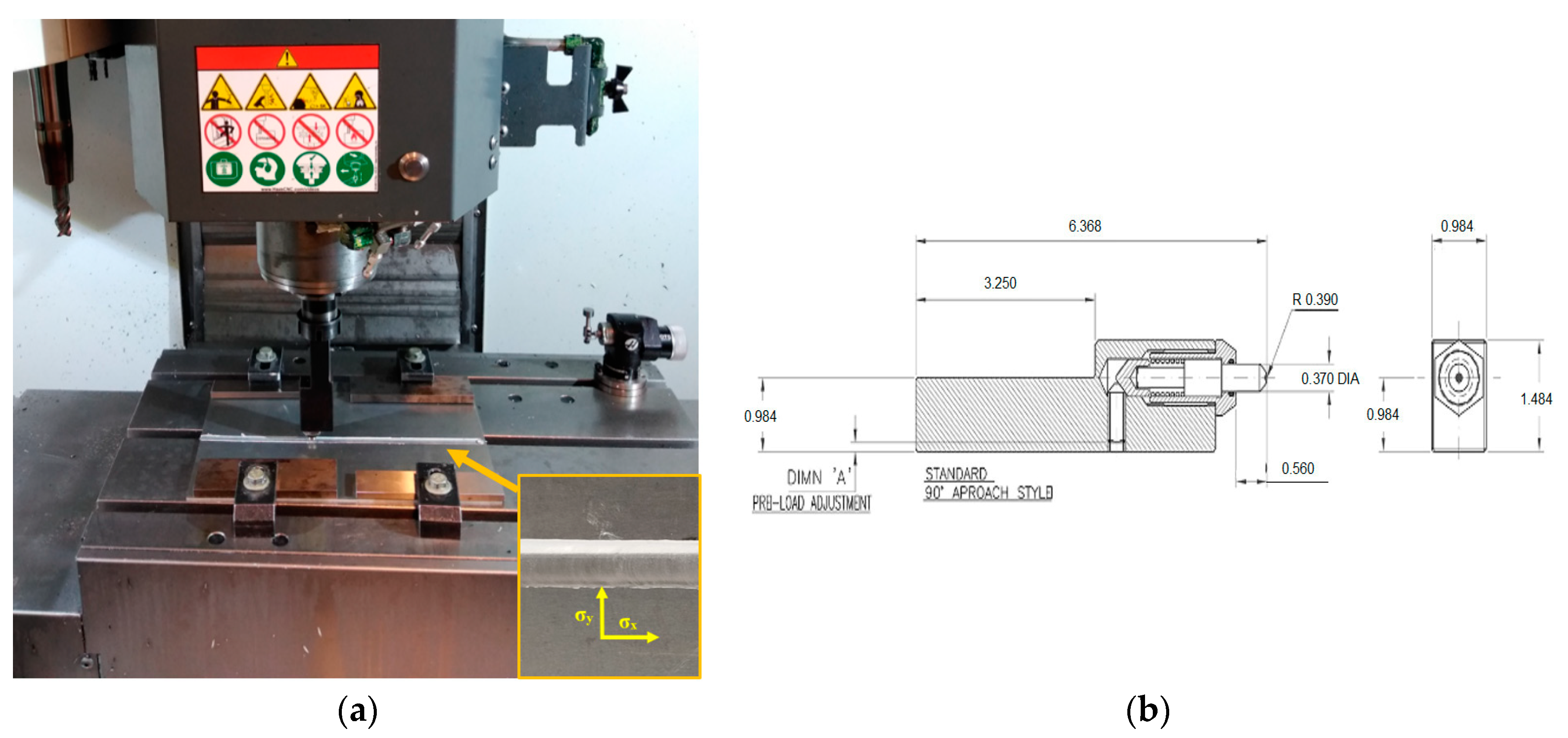
Table 4 present the results of measurements of residual stresses of butt joints subjected to slide burnishing with a diamond tool. The analysis of the test results shows that, regardless of the adopted setting parameters of the process, slide burnishing introduces compressive stresses both in the direction transverse
to the weld axis and along the weld axis (
direction). In the x-axis direction, the largest increase in compressive stresses from
to
was recorded for experimental run no. 4 (
and
). In turn, in the direction of the y-axis, as a result of applying a force of
and a feed rate of
(experimental run no. 7), compressive stresses of
were introduced. It should be noted that before the burnishing treatment in the considered direction, only small compressive stresses of
.
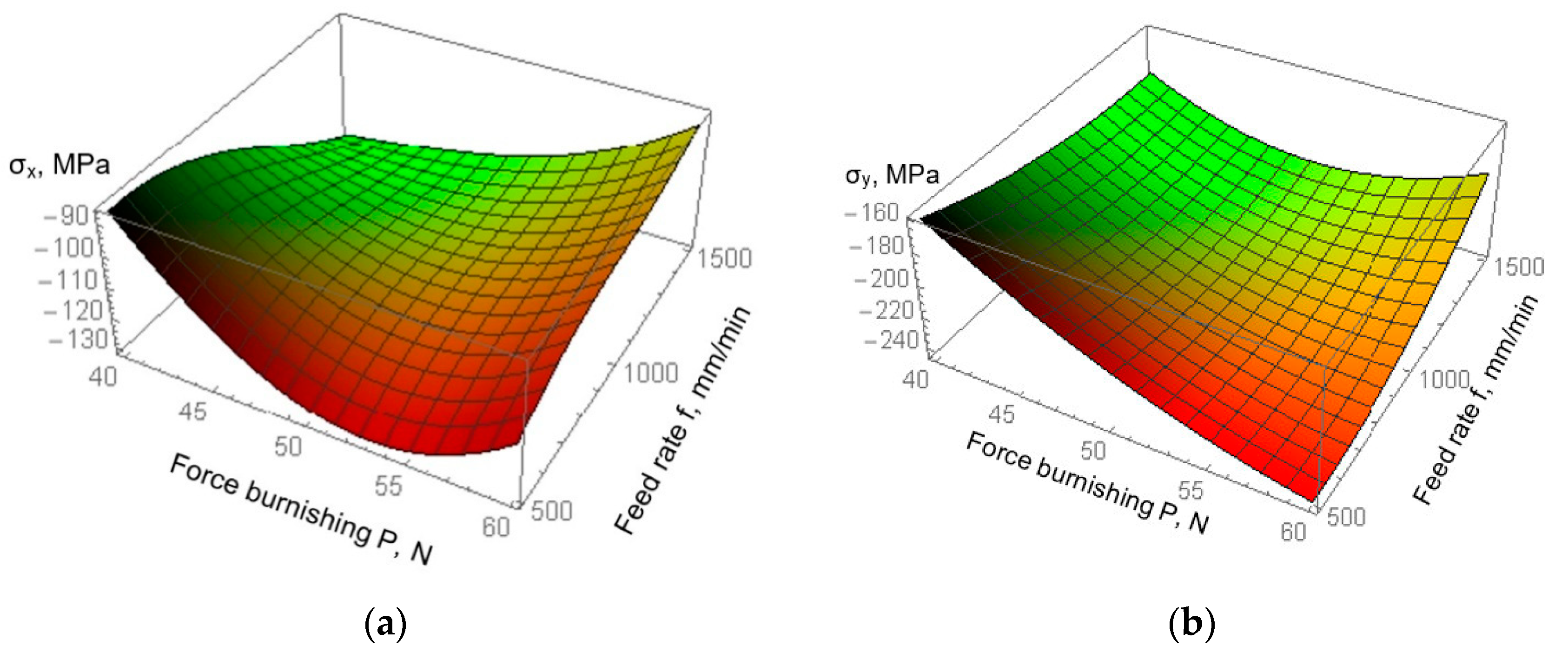
For stresses in the transverse direction, at feed rates of
and
, an increase in contact force causes an initial increase in compressive stress by 51.16% at a feed rate of
and 13.75% at a feed rate of
, and next decrease in compressive stress (
Figure 4a). In the case of a
, the highest value of compressive stresses was recorded at a burnishing force of
. In this case, a further increase in the burnishing force causes only a decrease in the stress value. In the case of stresses in the longitudinal direction, the opposite trend can be observed. At the feed rate of
and
, the increase in the tool clamping force causes an increase in the value of compressive stresses. In the case of the feed rate of
, as a result of changing the force from
to
, the compressive stress increased by 53.16% (to
), while at the feed rate of
by 26.59% to the value of
). At the feed rate
, the increase in force from
to
initially results in an increase in the compressive stress value by 20.10% to
, and then with the increase in force, a decrease in the stress value by 13.38% (
Figure 4b).
Table 5 presents the results of the significance analysis (ANOVA test—
p-value) of the impact
and
on
and
The results show that is statistically significant (p = 0.047) for .
Based on the ANOVA analysis of variance, an adequate stress value regression model was developed at the significance level
in the transverse direction
(5) (
Figure 5a):
and in the longitudinal direction
(6) (
Figure 5b):
Table 6 presents the R
2 (coefficient of determination) value and significance analysis (
p-value) for individual structural elements of regression models for
and
. The R
2 value shows the high accuracy of the models. Moreover, the results indicate that not all structural elements of the model are statistically significant. However, attempts to omit them in the model resulted in a decrease in the quality of the model—a decrease in the value of R
2.
3.2. Surface Roughness
Table 7 presents the results of surface roughness for the specimen after FSW (base variant) and after SDB according to PS/DC 3
2 plan. Selected roughness parameters such as Height parameters, Spatial parameters, Hybrid parameters, Feature parameters, and Functional parameters were analyzed.
The base surface was characterized by a relatively high value of the height parameters of the surface. The average arithmetical mean height of the surface Sa was 6.46 µm (
Figure 6a). The largest maximum height of the surface Sz was 42.5 µm, which consisted of the maximum height of peaks Sp = 18.8 µm and the maximum height of valleys Sv = 23.7 µm. The surface was also characterized by a slight skewness (Ssk =
0.592), and a negative value of this coefficient indicates a surface with plateau hills.
The kurtosis of height distribution Sku, defined as a measure of the probability density of the height of the surface roughness, was 2.32. This parameter is most often a measure of the number of sharp and high peaks or sharp and deep valleys (e.g., scratches or surface scratches). For a perfectly random surface, the Sku parameter takes a value of 3. Values lower than 3 indicate less steep areas of the surface. As a result of the SDB, a clear reduction in the height parameters of the surface was obtained. The parameter Sa was in the range of 0.333–1.7 µm, and the parameter Szwas in the range of 5.86–36.1 µm. A similar reduction of parameters was also obtained in the case of Sp, Sv, and the feature parameters such as S10z, S5p, and S5v. It is worth noting that particularly high values of Sa and Sz parameters were expressed in specimens 2 and 3, burnished with the lowest value of the burnishing force P = 40 N. The analysis of the geometric surface structure showed that burnished surfaces with a force of P = 40 N contained numerous surface defects as a result of the burnishing process.
The increase in the value of the burnishing force to
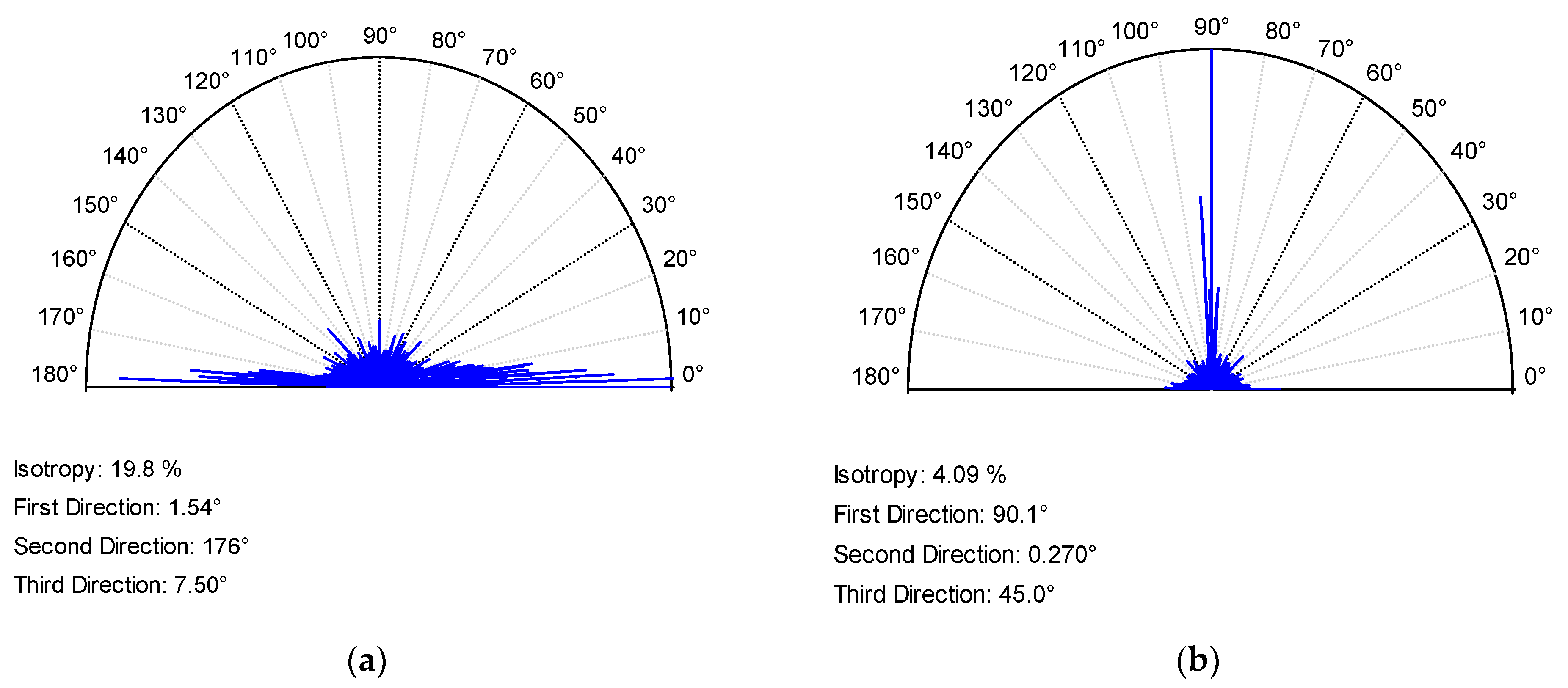
P = 60 N resulted in the elimination of this unfavorable phenomenon. The scatter of Ssk and Sku parameters of the burnished surfaces was quite large and ranged from −0.813 (experimental run no. 1) to 1.07 (experimental run no. 4) for Ssk. For Sku, it ranged from 2.59 (experimental run no. 7) to 11.7 (experimental run no. 8). The unfavorable impact of the lowest burnishing force value is also evidenced by the fact that individual values of the spatial parameter Str (texture aspect ratio of the surface) were obtained. This parameter expresses the relationship between the shortest and longest decay of the correlation function and takes values in the range of 0–1. Values close to 1 indicate that the GSS has a high level of isotropy, and values close to 0 characterize anisotropic surfaces (
Figure 7). The sliding burnishing process is usually characterized by anisotropicity of the obtained surfaces, which was confirmed in the case of specimens 6–9. On the other hand, the Str value for specimens 1–5 places them in the range of mixed textures or, as in the case of specimen 3, close to random surfaces.
The Sal auto-correlation length is the shortest segment over which the normalized auto-correlation function decreases to a value τ which is greater than or equal to zero and less than 1. Large values of the spatial parameter Sal mean that the surface is dominated by low-frequency components, while a small value of Sal is the reverse case. For the base surface, the parameter Sal was 0.021 mm and was clearly lower than in the case of specimens 1–6 (0.2–0.25) and slightly lower than in the case of specimens with the highest feed value 7–9 (0.07–0.08). The developed interfacial area ratio Sdr is defined as the ratio of the increment of the boundary area in the area of definition to the size of the area of definition. This parameter is used as a measure of surface complexity, especially when comparing surface conditions between treatments. In the case of a real flat surface, Sdr = 0, and parameter values less than 1% are characteristic of smoothness finishing treatments, such as honing, lapping, polishing, etc. Burnishing treatment allowed us to obtain Sdr parameter values below 1%, i.e., typical for smoothness treatments. Moreover, values below 0.1% were obtained for specimens for which the force burnishing was and .
Another hybrid parameter—the root mean square gradient of the surface Sdq is calculated as the root mean square slope of all points in the defined area. The Sdq of a completely flat surface is 0. This parameter can be, for example, used to evaluate surfaces in sealing applications and to differentiate surfaces with a similar value to the Sa parameter. In the case of the base surface, the value of the Sdq parameter was 0.64, with Sdq = 0.2 for burnished surfaces. The lowest values of the Sdq parameter, similarly to Str, were obtained for specimens for which the force burnishing was and . Lower values of the Sdq parameter in the case of burnished surfaces indicate a more smooth surface.
The bearing area curve (BAC) (Abbott–Firestone curve (AFC)) is a kind of description of the differentiation of surface properties changing with its depth (
Figure 8). The curve is divided into parts related to summits, cores, and valleys, thanks to which it is possible to calculate the reduced summit height Spk, the height of the core Sk, the reduced valley depth Svk and two values of the material contribution Smr1 (upper bearing area) and Smr2 (lower bearning area). Large Spk values characterize a surface consisting mostly of high summits providing a small initial contact area and, thus, high contact stress values when the surfaces are in contact. Sk can be used as a measure of the effective roughness depth after the initial running-in period. The Svk parameter, on the other hand, is a measure of the fluid-holding capacity of the sliding surfaces. Surfaces that require good lubrication should have high Svk values. Spk was lower than Svk in all analyzed cases, including the base specimen. Such a value of peaks leads to minimization of the lapping allowance provided for in operation and may indicate better tribological properties of the surface. On the other hand, increasing the Spk value leads to a decrease in the actual contact area, which may limit the impact of adhesive interactions.
Additional data on fluid retention in microgroove valleys at the interface of mating surfaces, valuable for constructors, can be obtained on the basis of vectorization of the microgroove network. The characteristic networks of microgrooves for the base and burnished surfaces are shown in
Figure 9. The TalyMap 6.0 software allows us to determine three important parameters: the maximum and average depth of the grooves and their density. The maximum depth of grooves for the base surface, which is 31.5 μm, is significantly greater than for burnished surfaces (2.84–6.21 μm). In turn, the density of the grooves after the burnishing process was relatively similar to the density of the grooves after the treatment of the base specimen (212–284 cm/cm
2). The surface structure can also be assessed on the basis of the vector distribution of microgrooves. In the case of the burnished surface (experimental run no.9), these observations only confirm the earlier observations regarding the anisotropic structure.
The density of peaks Spd is a parameter included in the group of features. It expresses the number of elevations per unit area. The Spd parameter determines the density of bumps on the tested surface. In the case of the base surface, the value of the Spd parameter was 45.9 1/mm2. The burnishing process reduced this parameter. Only in experimental run no. 7, it increased slightly to Spd = 52.2 1/mm2. In other cases, it ranged from 1.93 to 30.7 1/mm2.
The arithmetic mean peak curvature Spc is another parameter from the group of features. A smaller value of the parameter indicates that the tops of the surface are characterized by rounded shapes, while higher values indicate their “sharp” character. Depending on the value of the Spc parameter, various types of surface deformation may occur, such as elastic, elastic-plastic, and plastic. For the base specimen, the Spc parameter reached a value of 59.3 1/mm. This parameter increased for specimens where the burnishing force was P = 40 N. In other cases, the peaks of the burnished surfaces had a more rounded shape than the base specimen. The lowest value of the parameter Spc = 28.5 1/mm was obtained for experimental run no. 7, which was also characterized by the highest density of vertices.
Based on the obtained test results, it can be concluded that the smallest value of the burnishing force , although it contributes to the reduction of height parameters compared to the base specimen, at the same time causes a number of surface damages in the form of furrows, scratches, and build-up. The situation is much better in the case of the other two force values, i.e., and . The reduction of the height of irregularities is then clear and stable (Sa in the range of 0.333 μm–0.666 μm). However, it can be noticed that the maximum smoothing of the surface was obtained in variants 6 and 9 (0.333 μm and 0.359 μm), i.e., corresponding to the force of and and the highest feed rate . It seems that the use of input parameters at the mentioned levels will ensure obtaining optimal GSS results.
Due to the fact that there is a high statistical correlation between some roughness parameters, only the parameters carrying the most information about the process were adopted for the analysis of optimization of burnishing process parameters. In the case of height parameters between the parameters Sa, Sz, Sv, Sp, and Sq, the Pearson correlation coefficient ranges from to ; therefore, the coefficient Sa and Sku, correlated with Sa to the degree of , were selected for further analysis. The spatial parameters Str and Sal, correlated with each other in the degree of , were omitted in the further analysis due to the high value of Pearson’s correlation () with the parameter Sa. Due to the fact that the hybrid parameters Sdr and Sdq are correlated with each other to the degree of and that the parameter Sdr is correlated with the parameter Sa to the degree of , they were also omitted from further analysis. To optimize the parameters of the burnishing process, apart from the Sa and Sku parameters, the Spc feature parameter correlated to a degree of with the Sa parameter was selected.
Table 8 presents the results of the significance analysis (ANOVA test—
p-value) of the impact
and
on the
, and
parameters.
The results show that is statistically significant (p = 0.0172) for
At the significance level
, the regression function was estimated for the presented parameters (
Figure 10):
Table 9 presents the R
2 value and significance analysis (
p-value) for individual structural elements of regression models for
, and
parameters. The R
2 value shows the high accuracy of the models. As in the previous analyzes, the results indicate that not all structural elements of the model are statistically significant. However, attempts to omit them in the model resulted in a decrease in the quality of the model—a decrease in the value of R
2.
3.4. Multi-Objective Optimization
Obtaining high reliability of joints made by the FSW method requires the selection of optimal parameters of the slide diamond burnishing. Proper selection of parameters should ensure the possibility of introducing high compressive stresses on the joint surface, hardening of the joint, and reduction of surface roughness to remove fatigue micro-notches that may reduce the fatigue strength of the joint. This selection must guarantee, apart from the required parameters of the surface layer, also high stability and efficiency of the process. This requires multi-criteria optimization and finding a compromise solution that meets the presented conditions.
The following notations were adopted for the presented multi-criteria problem:
—a set of feasible solutions—the range of the SDB process parameters.
x = (x1, x2, …, xm) —an acceptable solution.
fi:E→R—i-th objective function (i = 1, 2,…, k).
(x) = (f1(x), f2(x), …, f7(x)—objective function of a multi-criteria problem.
The problem of the multi-criteria optimization of the selection of the slide diamond burnishing process parameters can be written in the form (11):
In addition, the analysis took into account the process execution time t, which was determined as the quotient of the path traveled by the tool and the feed rate. For the feed rate of f = 500 mm/min, the specimen processing time was 2 min, while for the feed rate of f = 1500 mm/min 0.66 min.
A one-criteria problem written as (12) (in
Table 11 was presented results):
is the
i-th partial issue, while the vector
in which the
i-th objective functionachieves the extremum is the
i-th partial solution. Vector (13)
is a vector called the ideal (utopian) solution in the evaluation space, whereas:
is the solution to the ideal problem.
The set of efficient solutions usually contains many solutions. Therefore, the purpose of the presented problem was to select one solution from the set of effective solutions, called a compromise solution (compromise-optimal). For this purpose, issues (13) were reduced to a single-criterion form, with a scalarizing function
in the form of (15):
The scalarization of the issue was carried out using the evaluation weighting method. The weight values
individual
criteria were adopted (meeting the condition
), and then the optimal solution of the problem was determined (16):
Creating the function
is possible only when all objective functions are expressed in the same units and scales of values. Since, in the considered case, the objective functions were expressed in different scales of values, they were transformed into a dimensionless form taking values from the range [0, 1] for
. After the unitarisation, an optimal solution to the problem is determined according to
The optimal solution of function (17) is an effective solution to the multi-criteria problem. The form of the solution depends on the adopted weight value
. If it is assumed that all parameters have the same meaning (
), the objective function achieves the minimum value for the feed rate
and the burnishing force
(
Figure 13a). This makes it possible to obtain surface roughness parameters:
µm,
µm, and
with the stress value in the surface layer
and
and microhardness
. The parameters determined in this way also guarantee thehighest efficiency of the burnishing process (burnishing time
). If it is assumed for the calculations that the value of compressive stresses in the surface layer has the greatest impact on the fatigue strength of the joints (
), a compromise solution can be obtained at the feed rate
and the burnishing force
(
Figure 13b). Burnishing of joints with these parameters allows us to obtain the level of compressive stresses in the surface layer
and
. A higher value of compressive stresses is associated with the deterioration of the roughness parameters
µm and
with more rounded surface tops (
), slightly higher microhardness of the surface layer of the joint (
) and significantly increased the time consuming of the burnishing process (
).




 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}