
Assessment of Changes in the Abrasiveness of Solid Particles in Hydraulic Mixtures Pumped with ESPs

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
- −
- Loose proppant after hydraulic fracturing;
- −
- Particles of reservoir rocks;
- −
- Corrosion products of downhole equipment;
- −
- Solid particles from well-kill solutions;
- −
- −
- For pumps in the normal version—C = 1 g/m3;
- −
- For pumps in the wear-resistant version—C = 3 g/m3.
- −
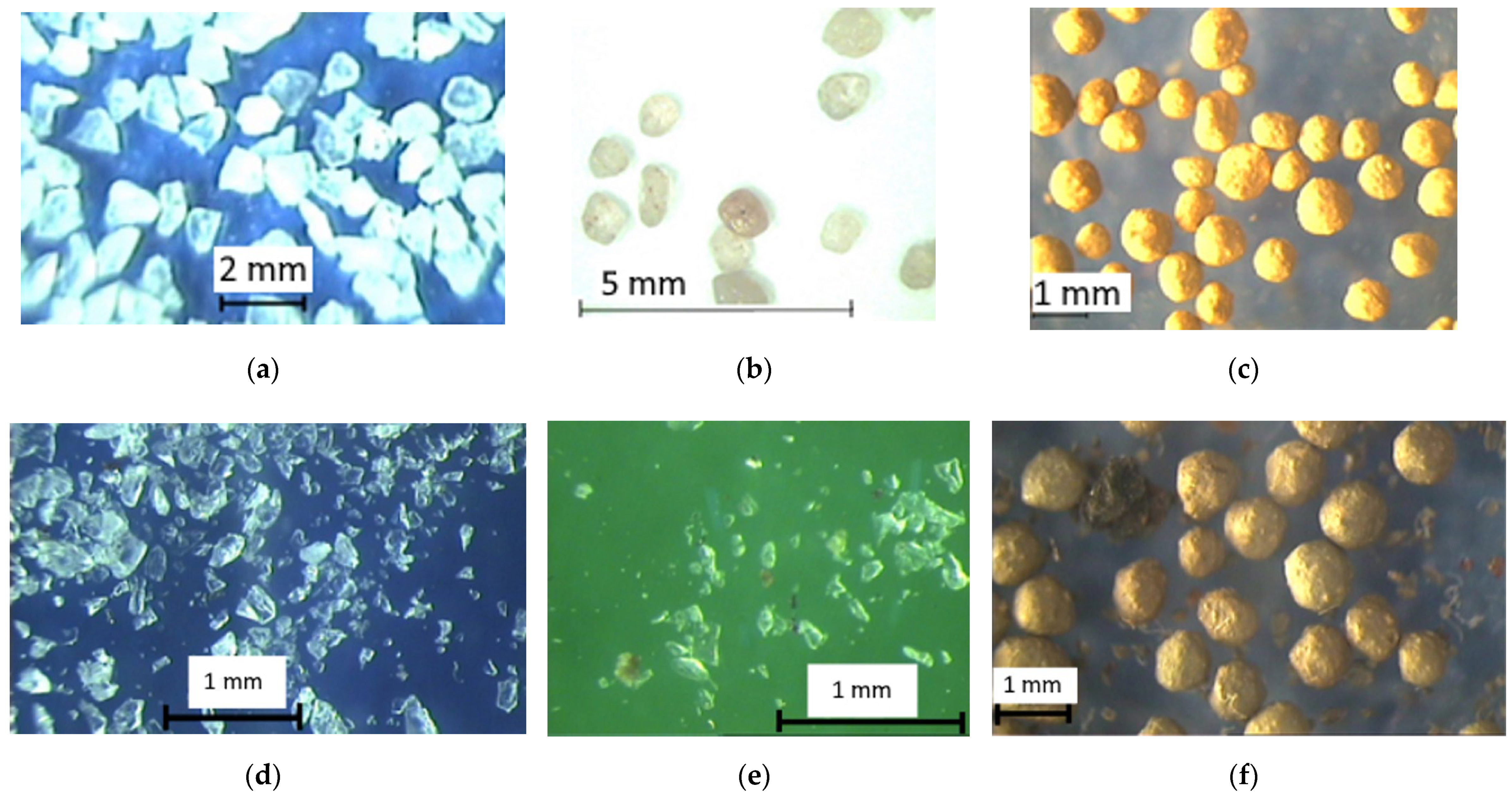
- Quartz sand of artificial origin, obtained during grinding of dimension pieces of quartz in crushers; average particle diameter, Di = 1.1 mm (Figure 5a);
- −
- River sand of two fractions, with average particle diameters of Di = 0.26 mm and Di = 0.58 mm (Figure 5b);
- −
- Proppant with an average particle diameter of Di = 0.88 mm (Figure 5c).
3. Results
4. Discussion
- -
- Insertion of wear-resistant rings in interstage seals;
- -
- Application of hard coatings on the surfaces of guide vanes and impellers;
- -
- Use of stages with enlarged cross-sections of flow channels and protective ribs on the upper disk of the guide apparatus in the cavity under the impeller;
- -
- Use of stages with holes in the upper disk of the guide apparatus to remove abrasive particles from the cavity under the impeller.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Urazakov, K.R.; Timashev, E.O.; Molchanova, V.A.; Volkov, M.G. Reference Book for Oil Production; Aster Plus: Perm, Russia, 2020; p. 600. [Google Scholar]
- Isaev, A.A.; Aliev, M.M.O.; Drozdov, A.N.; Gorbyleva, Y.A.; Nurgalieva, K.S. Improving the efficiency of curved wells’ operation by means of progressive cavity pumps. Energies 2022, 15, 4259. [Google Scholar] [CrossRef]
- Lykova, N.A.; Shavaleyeva, A.V.; Shishlyannikov, D.I. Equipment for the protection of electric submersible pump units against scaling and corrosion. Min. Equip. Electromech. 2017, 7, 18–22. [Google Scholar]
- Shishlyannikov, D.I.; Shavaleyeva, A.V.; Kulakov, S.V.; Korotkov, Y.G. Improving the efficiency of water treatment in the oil fields through the use of filters produced by «Novomet-Perm» JSC. Oilfield Eng. 2018, 12, 68–73. [Google Scholar] [CrossRef]
- Wilson, B.L. Effects of abrasives on electrical submersible pumps. SPE Drill. Eng. 1990, 5, 171–175. [Google Scholar] [CrossRef]
- Ovchinnikov, N.P.; Portnyagina, V.V.; Dambuev, B.I. Specifying the technical state limit value of the pump pulp without disassembling. J. Min. Inst. 2020, 241, 53–57. [Google Scholar] [CrossRef]
- Ostrovskiy, V.G.; Perel’man, M.O.; Peshcherenko, S.N. Mechanism of hydro-abrasive wear of oil pumps’ stages. Drill. Oil 2012, 10, 36–38. [Google Scholar]
- Sun, Z.; Yu, J.; Tang, F. The influence of bulb position on hydraulic performance of submersible tubular pump device. J. Mar. Sci. Eng. 2021, 9, 831. [Google Scholar] [CrossRef]
- Sidorkin, D.I.; Kupavykh, K.S. Justification on choosing screw pumping units as energy efficient artificial lift technology. Energy 2021, 64, 143–151. [Google Scholar] [CrossRef]
- Rogachev, M.K.; Aleksandrov, A.N. Justification of a comprehensive technology for preventing the formation of asphalt-resin-paraffin deposits during the production of highlyparaffinic oil by electric submersible pumps from multiformation deposits. J. Min. Inst. 2021, 250, 596–605. [Google Scholar] [CrossRef]
- Skrebnev, V.I.; Serjan, S.L.; Kalugina, E.V. Research of resistance to water-jet wear of plastic and steel pipes. Assessment of the main parameters that affect the wear rate of hydraulic transport systems. Plasticheskie Massy 2020, 9–10, 40–44. [Google Scholar] [CrossRef]
- Koteleva, N.; Valnev, V.; Frenkel, I. Investigation of the effectiveness of an augmented reality and a dynamic simulation system collaboration in oil pump maintenance. Appl. Sci. 2022, 12, 350. [Google Scholar] [CrossRef]
- Deshmukh, D.; Siddique, M.H.; Samad, A. Surface roughness effect on performance of an electric submersible pump. Am. Soc. Mech. Eng. 2017, 1, 134225. [Google Scholar] [CrossRef]
- Atroshchenko, V.A.; Alexandrov, V.I. Increasing the efficiency of the transport pipelines of the stowing complex with the application of a polyurethane coating. Min. Inf. Analyt. Bull. 2022, 10, 25–38. [Google Scholar] [CrossRef]
- Ostrovskiy, V.G.; Peshcherenko, S.N. Bench modeling of corrosion-abrasive destruction of oil pump guide apparatus. Sci. Res. Innov. 2010, 4, 86–88. [Google Scholar]
- Ostrovsky, V.G.; Zverev, V.Y. Stand for testing stages of electric-centrifugal oilfield pumps. News High. Inst. Min. J. 2017, 7, 102–106. [Google Scholar] [CrossRef]
- Zhivotovsky, L.S.; Smoilovskaya, L.A. Technical Mechanics of Hydraulic Mixtures and Soil Pumps; Mashinostroenie: Moscow, Russia, 1986; p. 224. [Google Scholar]
- Ostrovskiy, V.G.; Peshcherenko, S.N. Effect of leakage on the performance and reliability of oil pumps. Sci. Res. Innov. 2011, 5, 171–176. [Google Scholar]
- Bai, C.; Zheng, D.; Hure, R.; Saleh, R.; Carvajal, N.; Morrison, G. The impact of journal bearing wear on an electric submersible pump in two-phase and three-phase flow. J. Tribol. 2019, 141, 051702. [Google Scholar] [CrossRef]
- Patil, A.; Kasprzyk, M.; Delgado, A.; Morrison, G. Effect of leakage flow path wear on axial thrust in downhole electrical submersible pump unit. J. Fluids Eng. 2020, 142, 051202. [Google Scholar] [CrossRef]
- Yang, P.; Chen, J.; Zhang, H.; Li, S. A fault identification method for electric submersible pumps based on DAE-SVM. Shock. Vib. 2022, 2022, 5868630. [Google Scholar] [CrossRef]
- Yakovlev, A.L.; Savenok, O.V. Analysis of the effectiveness of the equipment used and the possible causes of failure in intensification of oil production in the fields of the Krasnodar territory. Min. Inf. Analyt. Bull. 2016, 5, 149–163. [Google Scholar]
- Ovchinnikov, N.P. Mechanized complex of mine water purification from large mechanical impurities. IOP Conf. Ser. Earth Environ. Sci. 2021, 839, 042039. [Google Scholar] [CrossRef]
- Smirnov, N.I. Wear features of high-speed submersible pumps for oil production. Neftyanoe Khozyaystvo—Oil Indust. 2021, 1, 62–65. [Google Scholar] [CrossRef]
- Bolobov, V.I.; Plaschinsky, V.A. Influence of impact duration on fracture efficiency in rocks and on plastic deformation of metals. Min. Inf. Analyt. Bull. 2022, 3, 78–96. [Google Scholar] [CrossRef]
- Lavrenko, S.A.; Klushnik, I.D.; Iarmolenko, V.A. Test results for hydraulic drives of sucker-rod pumping units. ARPN J. Eng. App. Sci. 2019, 16, 2881–2885. [Google Scholar]
- Lykova, N.A. Protection of ESP against clogging: A complex analysis. Eng. Pract. 2016, 4, 44–50. [Google Scholar]
- Fecarotta, O.; Martino, R.; Morani, M.C. Wastewater pump control under mechanical wear. Water 2019, 11, 1210. [Google Scholar] [CrossRef]
- Maksarov, V.V.; Keksin, A.I.; Filipenko, I.A. Influence of magnetic-abrasive processing on roughness of flat products made of amts grade aluminum alloy. Tsvetnye Met. 2022, 7, 82–87. [Google Scholar] [CrossRef]
- Adams, D.L. Parameters to analyze when determining abrasive wear in an electrical submersible pump system. In SPE Bergen One Day Seminar; OnePetro: Bergen, Norway, 2015; pp. 496–502. [Google Scholar] [CrossRef]
- Bolobov, V.I.; Akhmerov, E.V.; Rakitin, I.V. Influence of rock type on regularities of excavator bucket tooth crown wear. Min. Inf. Analyt. Bull. 2022, 6, 189–204. [Google Scholar] [CrossRef]
- Drozdov, A.N.; Verbitsky, V.S.; Igrevsky, L.V.; Dengaev, A.V.; Nikolaev, D.A.; Goridko, K.A. Method of rating serial submersible pumping equipment based on bench test results. Neftyanoe Khozyaystvo—Oil Indust. 2021, 6, 84–88. [Google Scholar] [CrossRef]
- Atroshchenko, V.A.; Avksentiev, S.Y.; Makharatkin, P.N.; Trufanova, I.S. Experimental hydrotransportation unit for testing material resistance of pipelines and parts of dredging pumps to hydro-abrasive wear. Obogashchenie Rud 2021, 3, 39–45. [Google Scholar] [CrossRef]
- de Bonilla, S.G.D.; Chen, H.-Y. Analytical and numerical studies of sand erosion in electrical submersible pump (ESP) systems. In Proceedings of the Unconventional Resources Technology Conference, Denver, CO, USA, 22–24 July 2019; p. 5455. [Google Scholar] [CrossRef]
- Ovchinnikov, N.P. One of the ways to increase the durability of the sectional pump balancing ring. J. Min. Inst. 2020, 248, 312–318. [Google Scholar] [CrossRef]
- Ponticelli, G.S.; Tagliaferri, F.; Venettacci, S.; Horn, M.; Giannini, O.; Guarino, S. Re-engineering of an impeller for submersible electric pump to be produced by selective laser melting. Appl. Sci. 2021, 11, 7375. [Google Scholar] [CrossRef]
- Kou, B.; Li, Z.; Zhang, Z.; Li, R. Friction and wear properties of hydraulic components with ceramic/steel-to-steel pairs. J. Mech. Sci. Tech. 2021, 35, 3375–3388. [Google Scholar] [CrossRef]
- Vasilyeva, M.A. Substantiation of parametric and standard series magnetic peristaltic pumping units. Min. Inf. Analyt. Bull. 2022, 12, 70–86. [Google Scholar] [CrossRef]
- Xiao, J.J.; Lastra, R.A.; Roth, B.A.; Aramco, S.; Lee, W. Material overview for electrical submersible pumps: Part I—Metallic and ceramic materials. SPE Prod. Operat. 2020, 35, 1–8. [Google Scholar] [CrossRef]
- Ostrovsky, V.G.; Pescherenko, M.P.; Pescherenko, S.N. Multistage Submersible Centrifugal Pump Stage. Patent RU 2454657, 2012. [Google Scholar]
- Lykova, N.A. Equipment for ESP operation in conditions of intensive overflow of mechanical impurities. Eng. Pract. 2017, 3, 58–62. [Google Scholar]
- Leon, J.L.V.; Hill, C.R. Extended-life ESP reliably accommodates wide, abrasive production range in remote brownfield. World Oil 2021, 242, 23–27. [Google Scholar]
- Nikolaichuk, L.; Sinkov, L.; Malisheva, A. Analysis of the problems and development prospects of the oil refining industry of Russia. J. Bus. Retail Manag. Res. 2017, 11, 177–183. [Google Scholar] [CrossRef]
- Shishlyannikov, D.I.; Shavaleeva, A.V.; Korotkov, Y.G.; Perelman, M.O.; Poshvin, E.V. Slotted Filter. Patent RU 2709580, 18 December 2019. [Google Scholar]
- Shishlyannikov, D.I.; Shavaleeva, A.V.; Korotkov, Y.G.; Perelman, M.O.; Poshvin, E.V. Slotted Filter. Patent RU 2715774, 3 March 2020. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage Number | Name of Research Stage | Contents of the Research Stage |
|---|---|---|
| 1 | Setting the Research Goal | Evaluation of changes in abrasiveness of solids in hydraulic mixtures pumped with ESPs. |
| 2 | Setting the Research Problem |
|
| 3 | Research Execution; Data Collection and Processing | Evaluation of the initial parameters of the model mechanical impurities: average diameter, abrasiveness index, coefficient of roundness and coefficient of sphericity; preparation of a model hydroabrasive mixture; filling the hydraulic system of the bench; sampling of mechanical impurities after their passing through 20, 40, 60 and 80 working stages of the bench pumping section; filtration of mechanical impurities; drying of impurities; and analysis of the obtained data. |
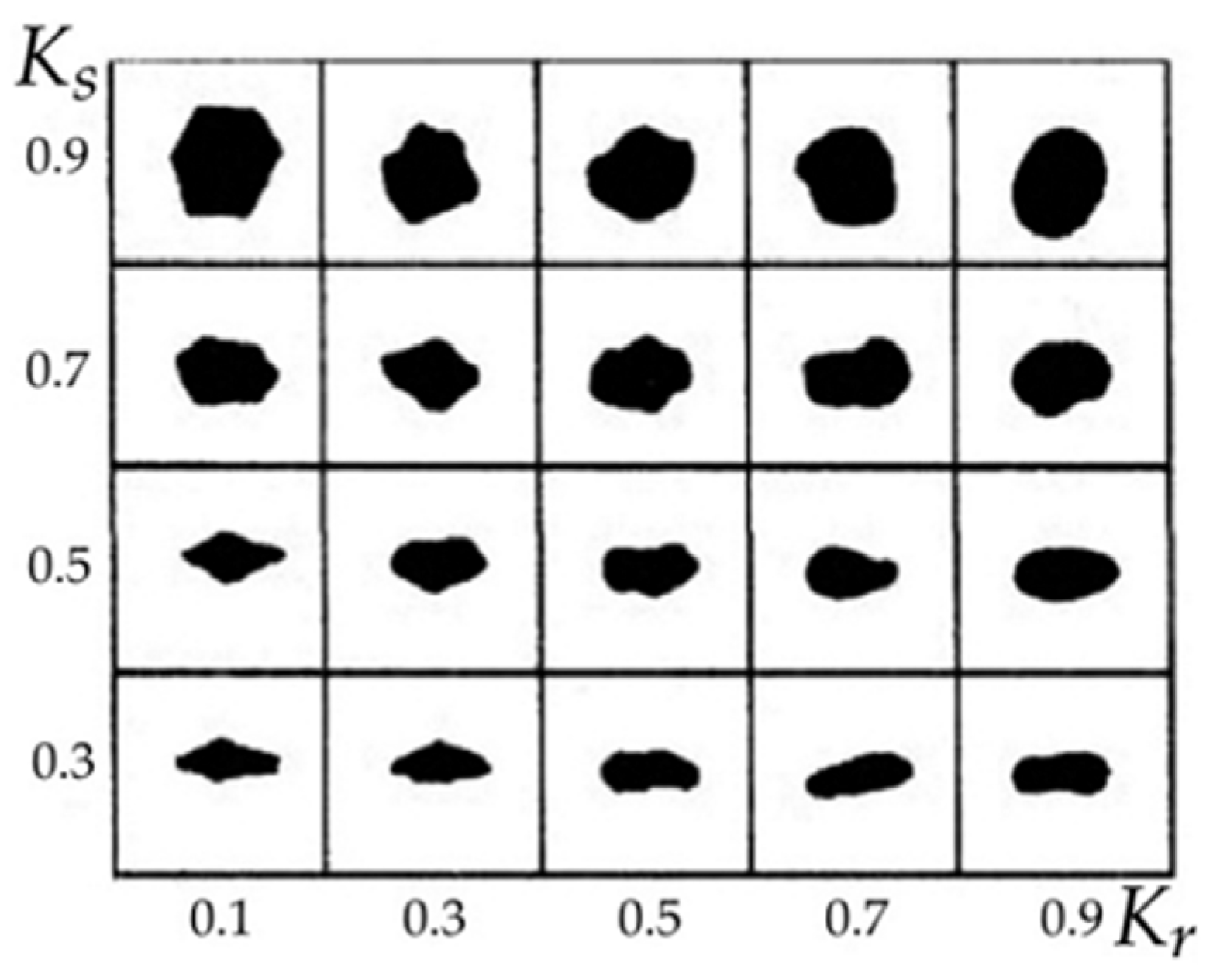
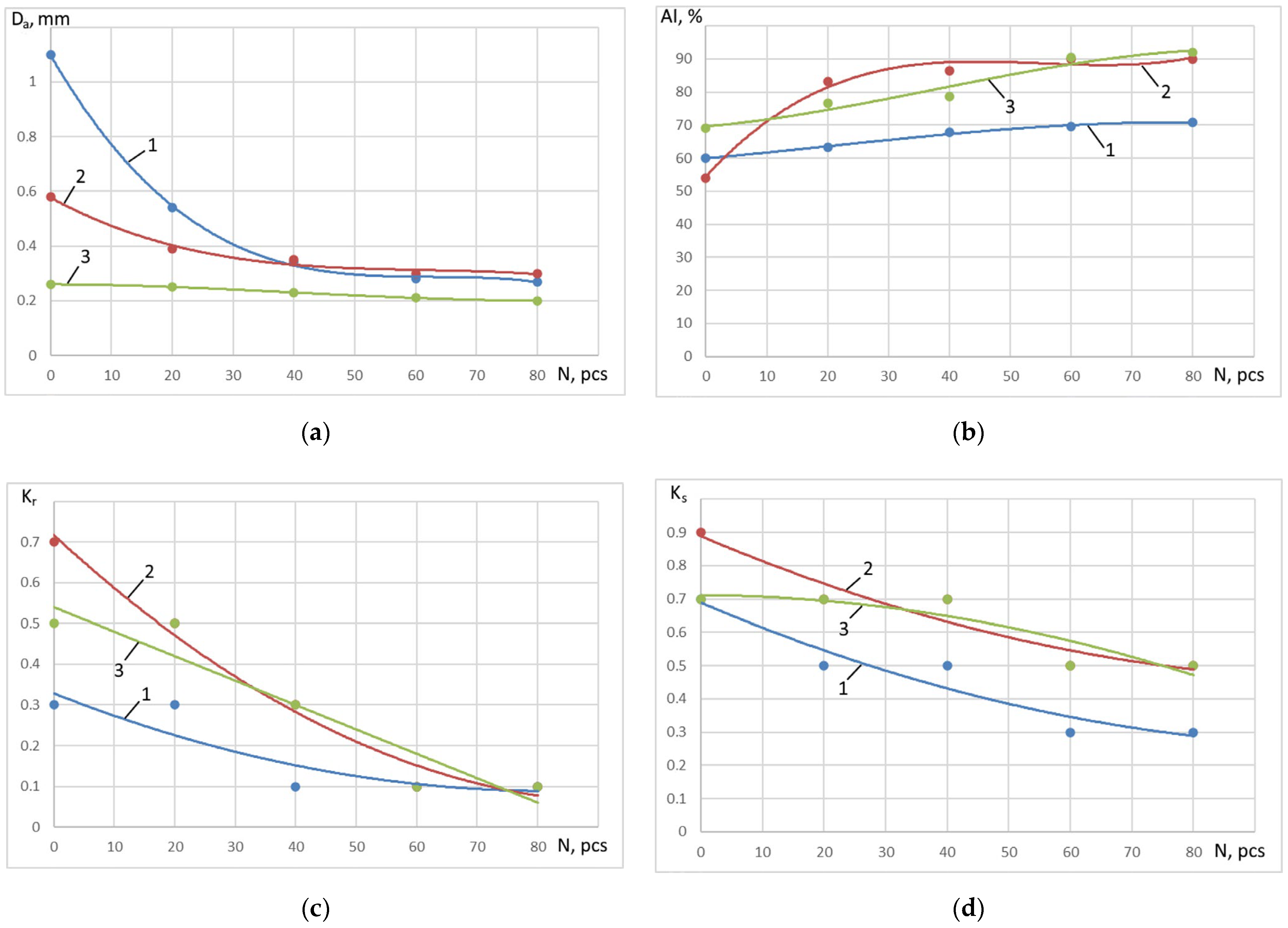
| 4 | Research Results | Construction of dependencies: changes in the average diameter of mechanical impurities from the number of working stages, Df; changes in the index of abrasiveness of mechanical impurities on the number of working stages, AI; changes in the coefficient of roundness of particles of mechanical impurities from the number of working stages, Kr; and changes in the coefficient of sphericity of particles of mechanical impurities from the number of working stages, KS. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shishlyannikov, D.; Zvonarev, I.; Rybin, A.; Zverev, V.; Ivanchenko, A. Assessment of Changes in the Abrasiveness of Solid Particles in Hydraulic Mixtures Pumped with ESPs. Appl. Sci. 2023, 13, 1885. https://doi.org/10.3390/app13031885
Shishlyannikov D, Zvonarev I, Rybin A, Zverev V, Ivanchenko A. Assessment of Changes in the Abrasiveness of Solid Particles in Hydraulic Mixtures Pumped with ESPs. Applied Sciences. 2023; 13(3):1885. https://doi.org/10.3390/app13031885
Chicago/Turabian StyleShishlyannikov, Dmitriy, Ivan Zvonarev, Alexander Rybin, Valeriy Zverev, and Anna Ivanchenko. 2023. "Assessment of Changes in the Abrasiveness of Solid Particles in Hydraulic Mixtures Pumped with ESPs" Applied Sciences 13, no. 3: 1885. https://doi.org/10.3390/app13031885
APA StyleShishlyannikov, D., Zvonarev, I., Rybin, A., Zverev, V., & Ivanchenko, A. (2023). Assessment of Changes in the Abrasiveness of Solid Particles in Hydraulic Mixtures Pumped with ESPs. Applied Sciences, 13(3), 1885. https://doi.org/10.3390/app13031885