
Engineering Design of the European DEMO HCPB Breeding Blanket Breeder Zone Mockup

 , , ,
, , ,
Abstract
:1. Introduction
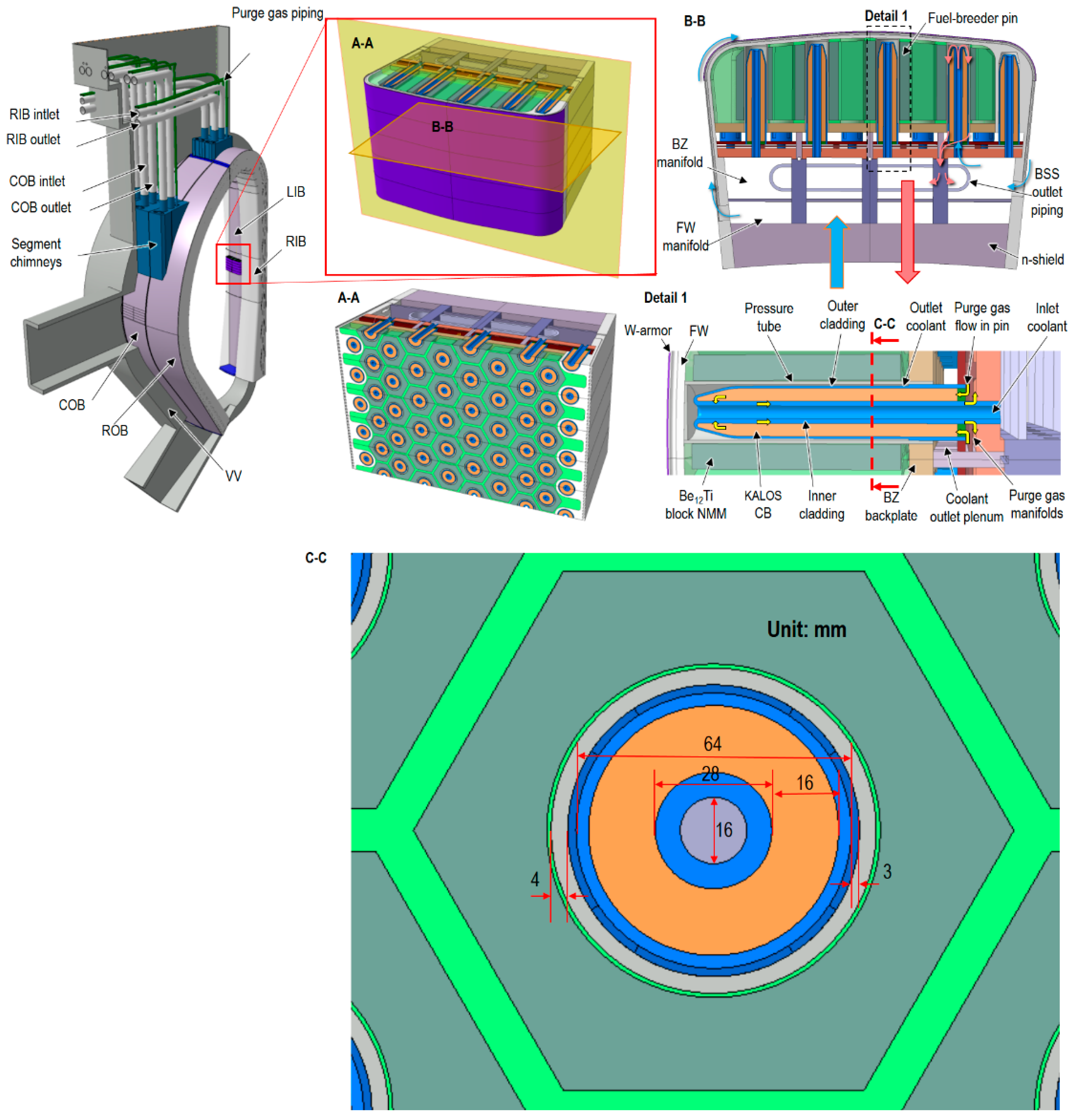
2. Design of the Mockup
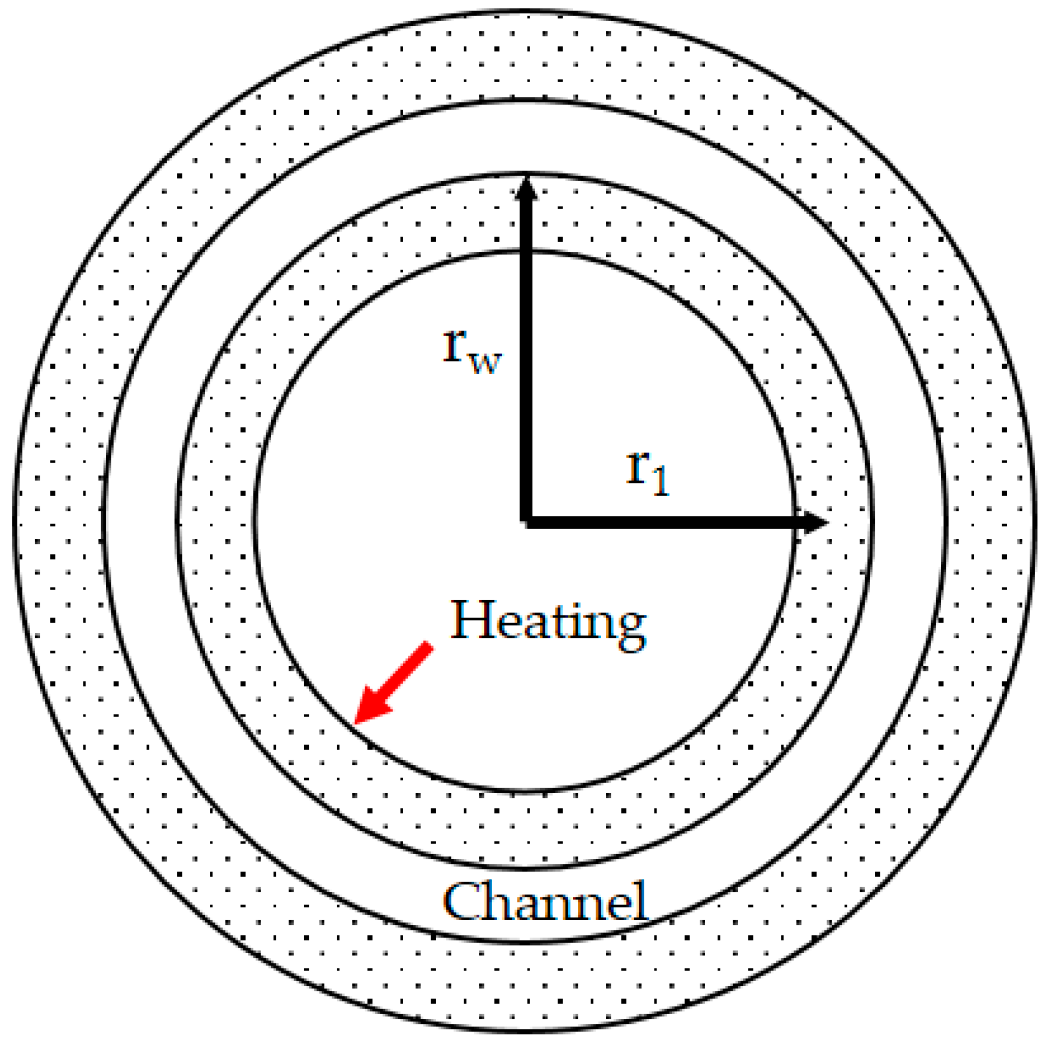
2.1. Basic Considerations to Obtain Average Nusselt Number
2.2. Upscaling
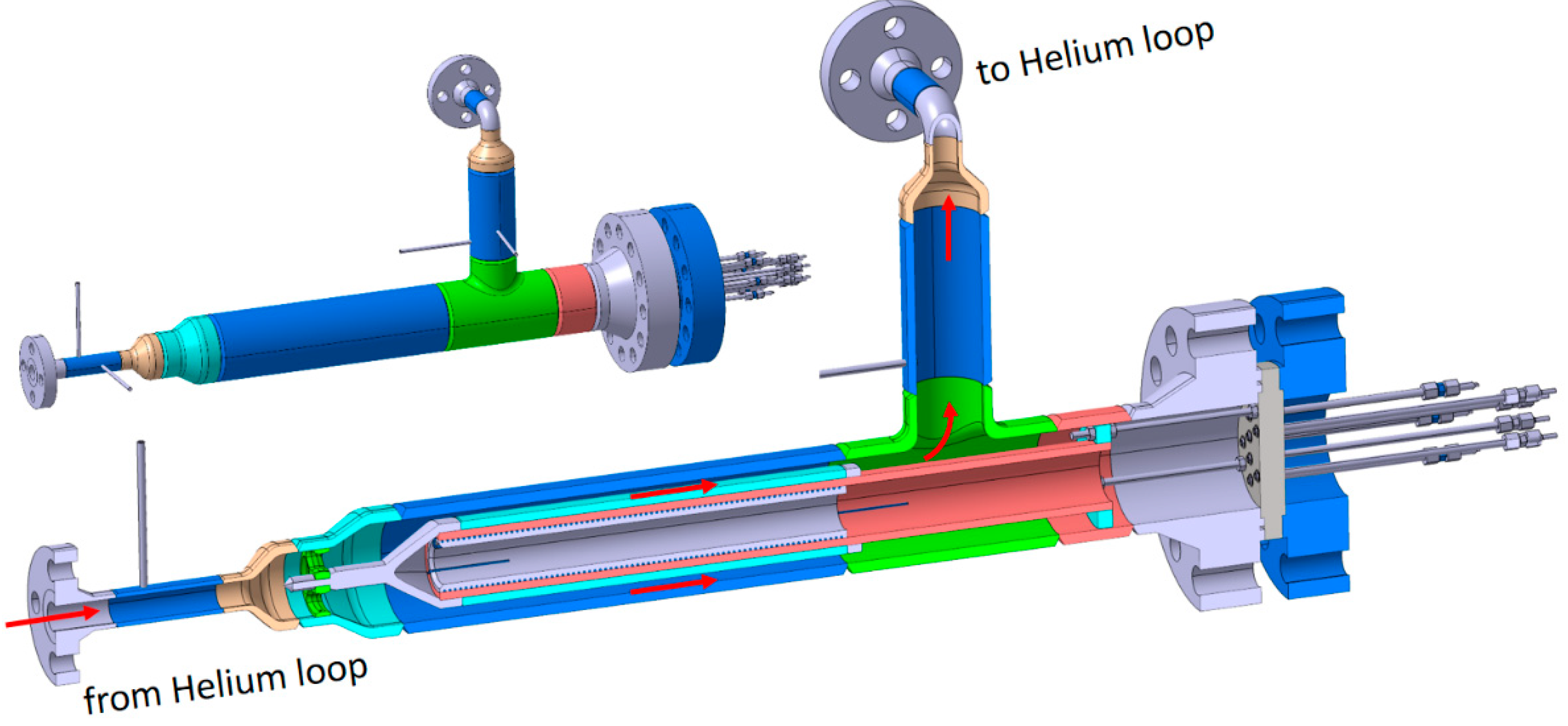
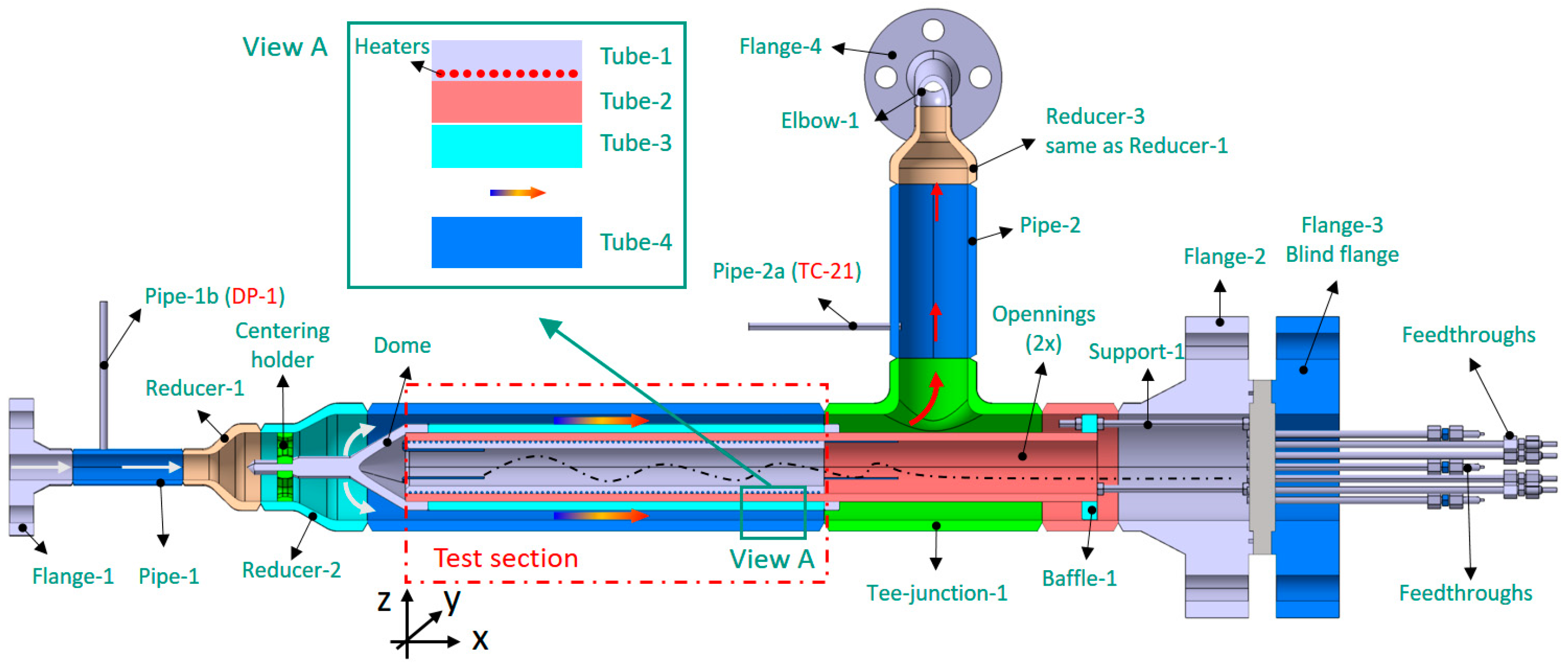
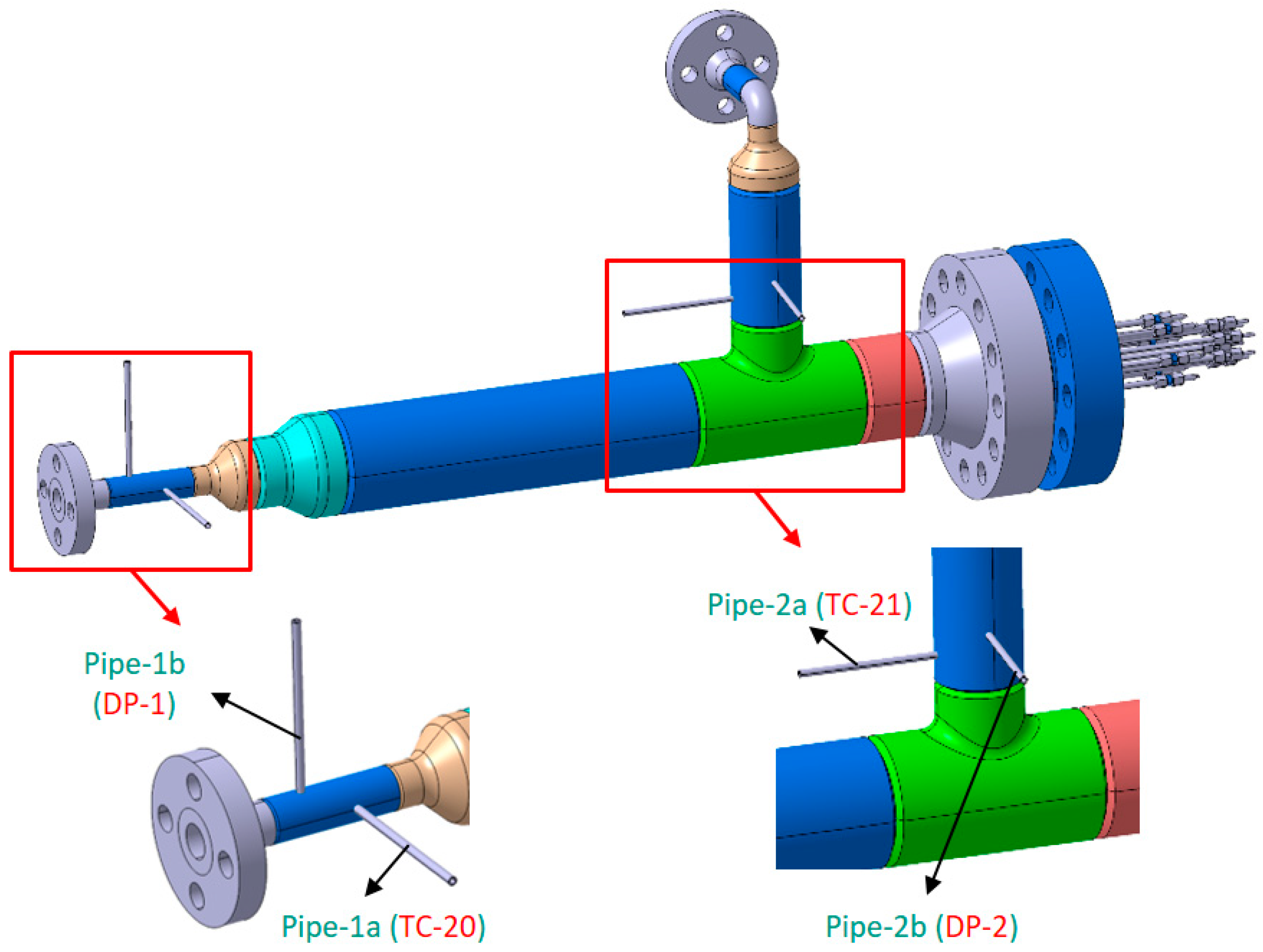
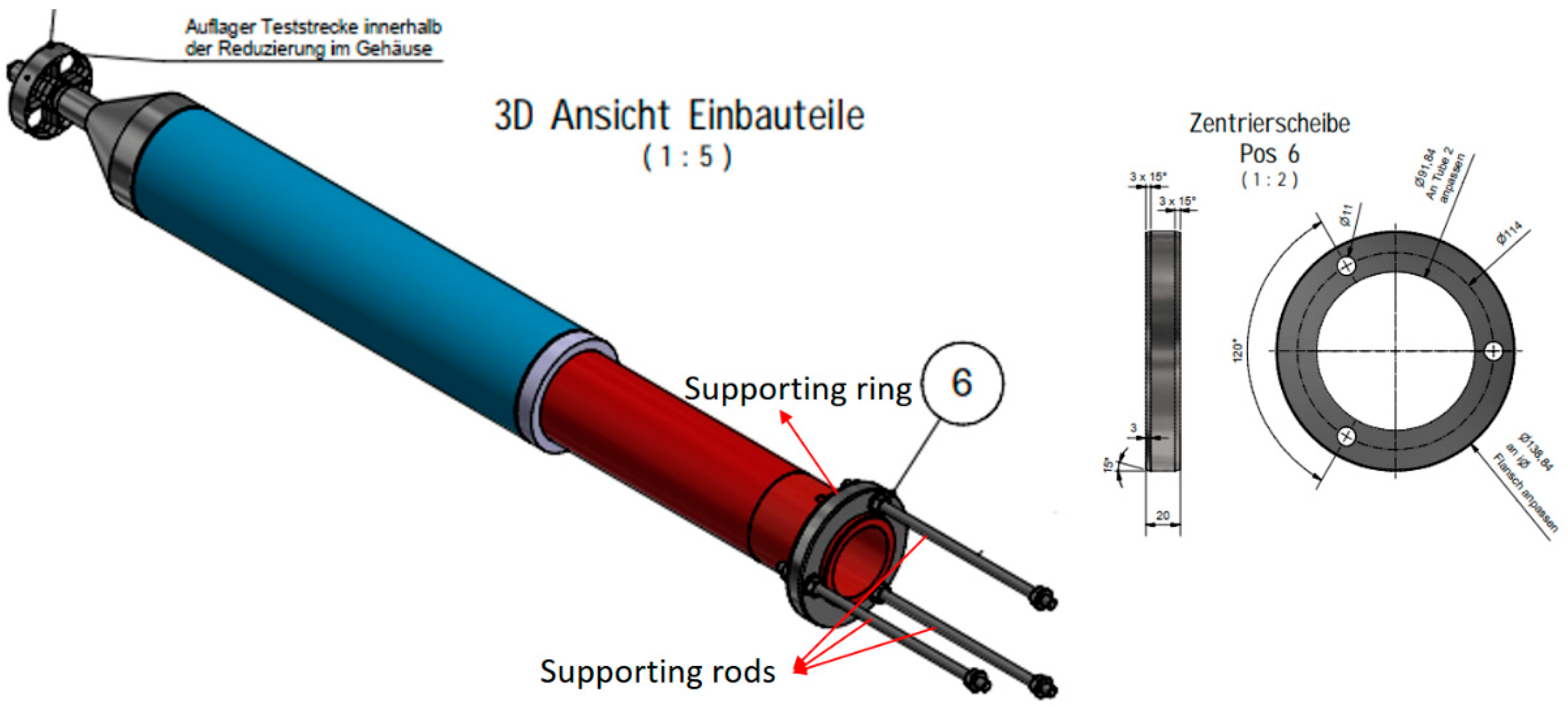
2.3. Design Description
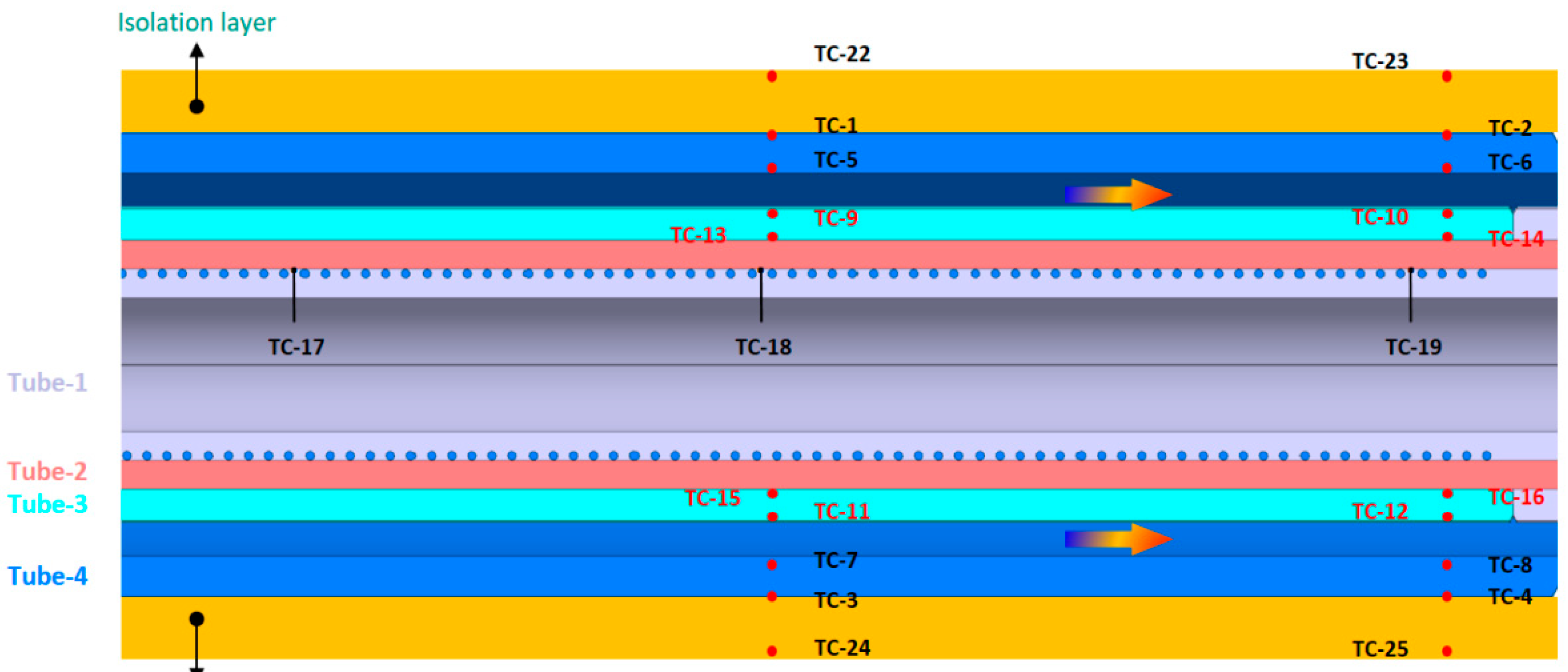
3. Measurement of the Mockup
4. Test Matrix
5. Categorization of the Mockup following the European Union Pressure Equipment Directive
6. Performance Analysis
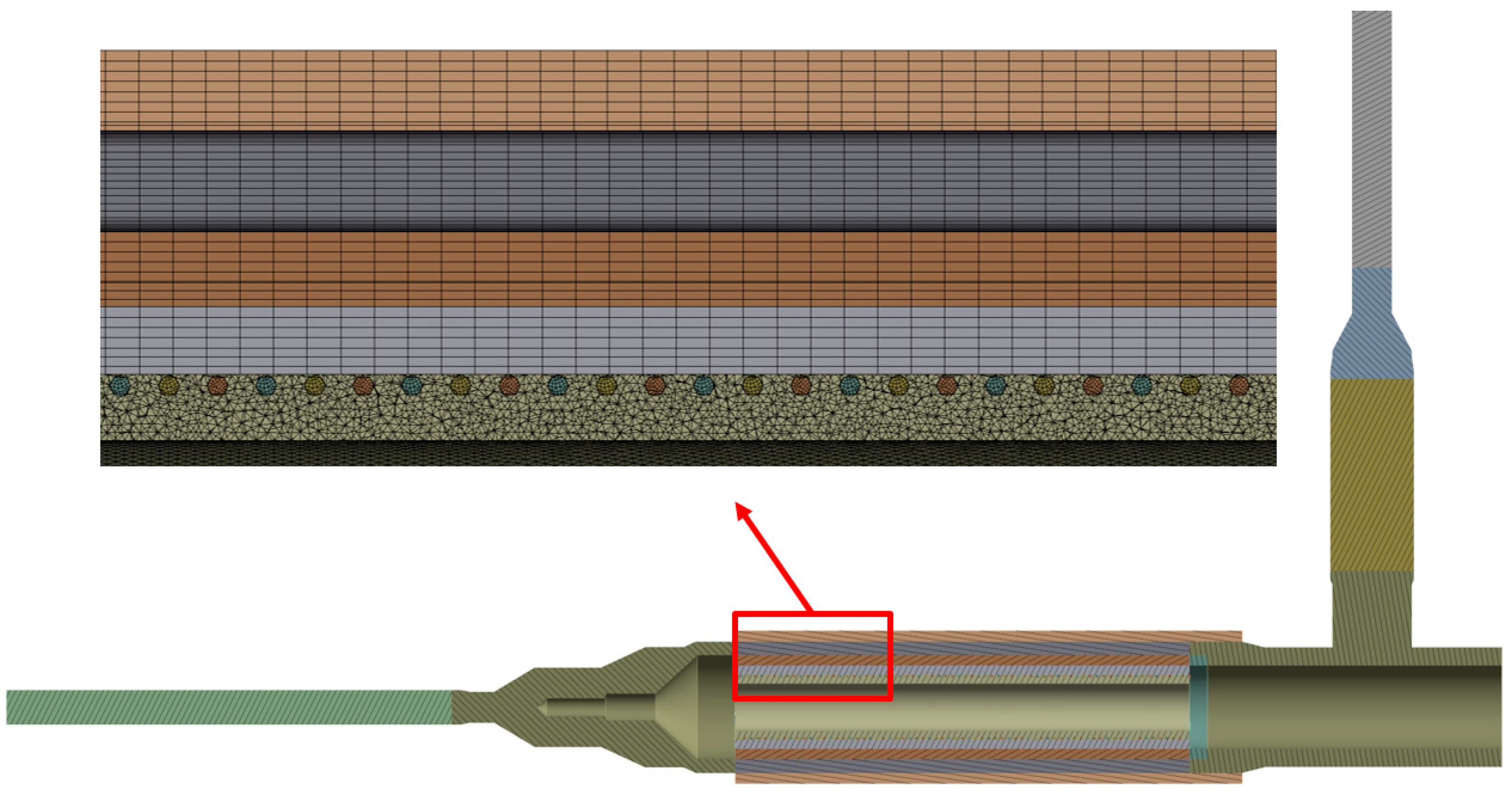
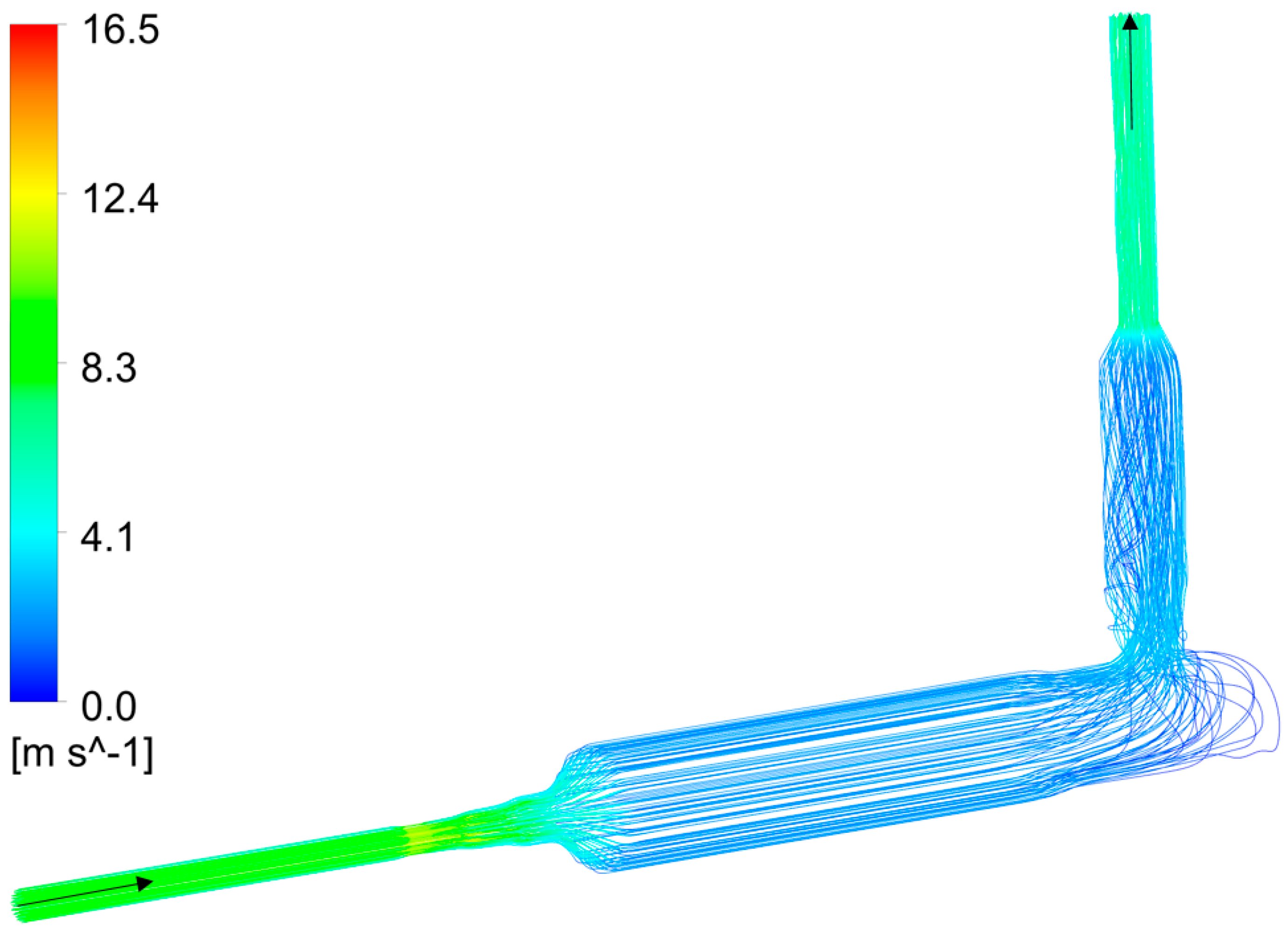
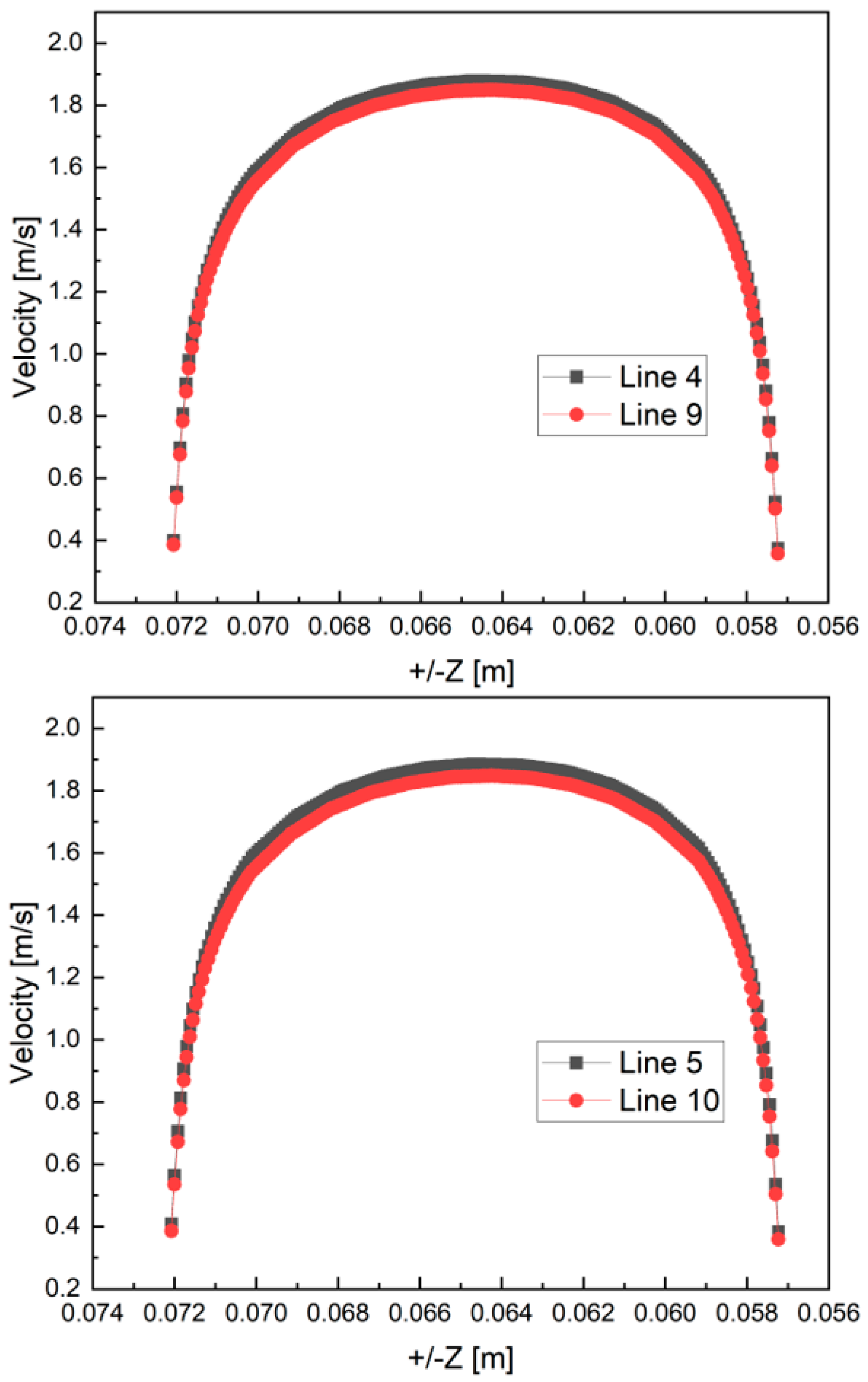
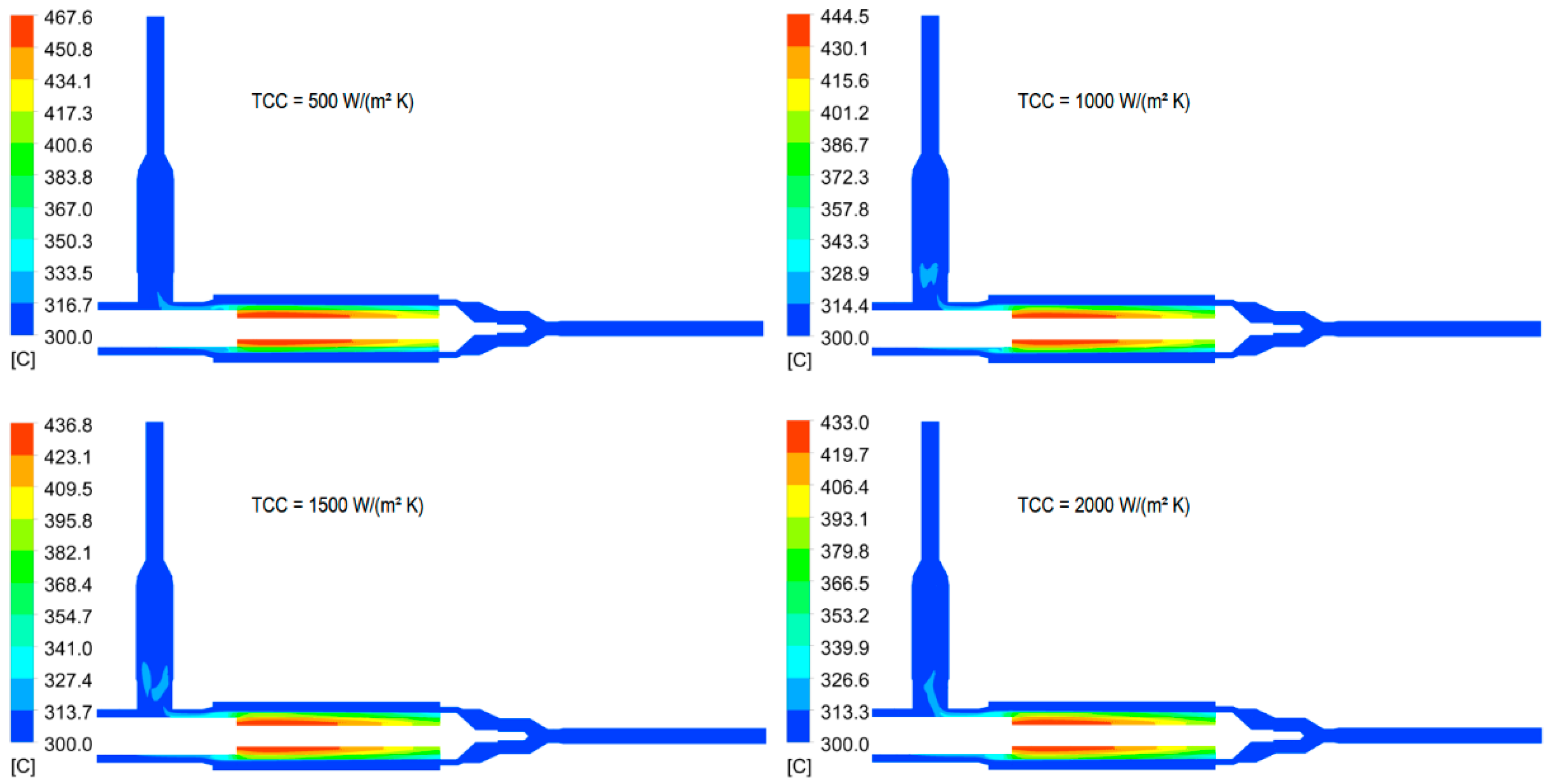
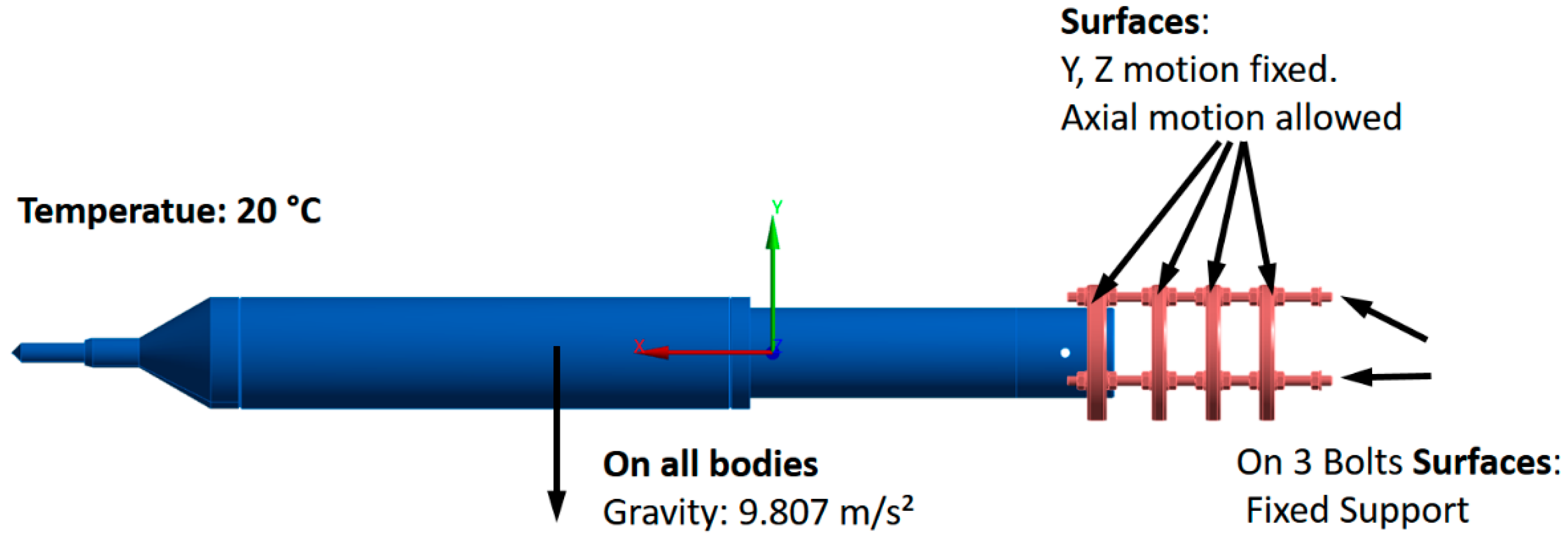
6.1. Thermofluid-Dynamic Analysis
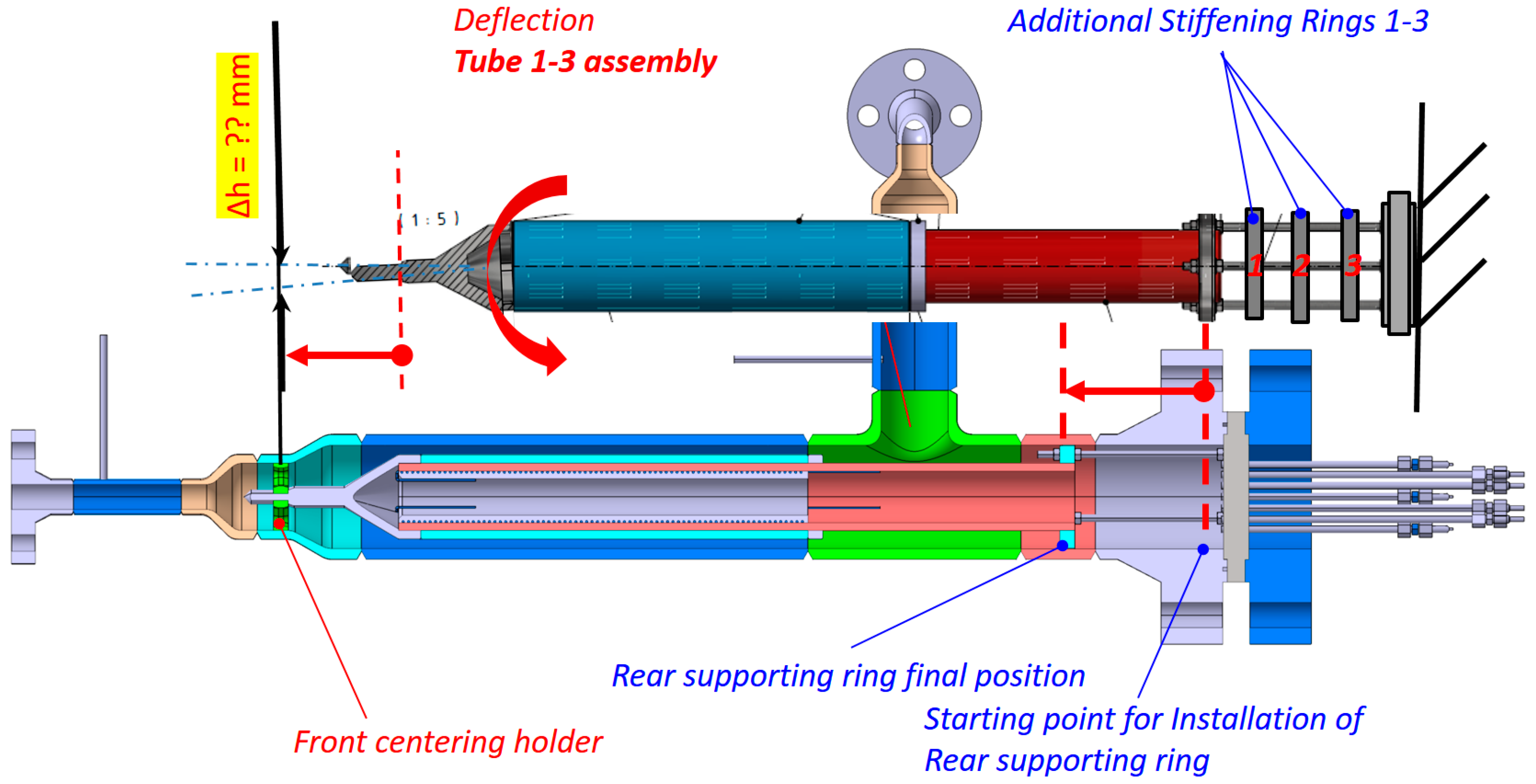
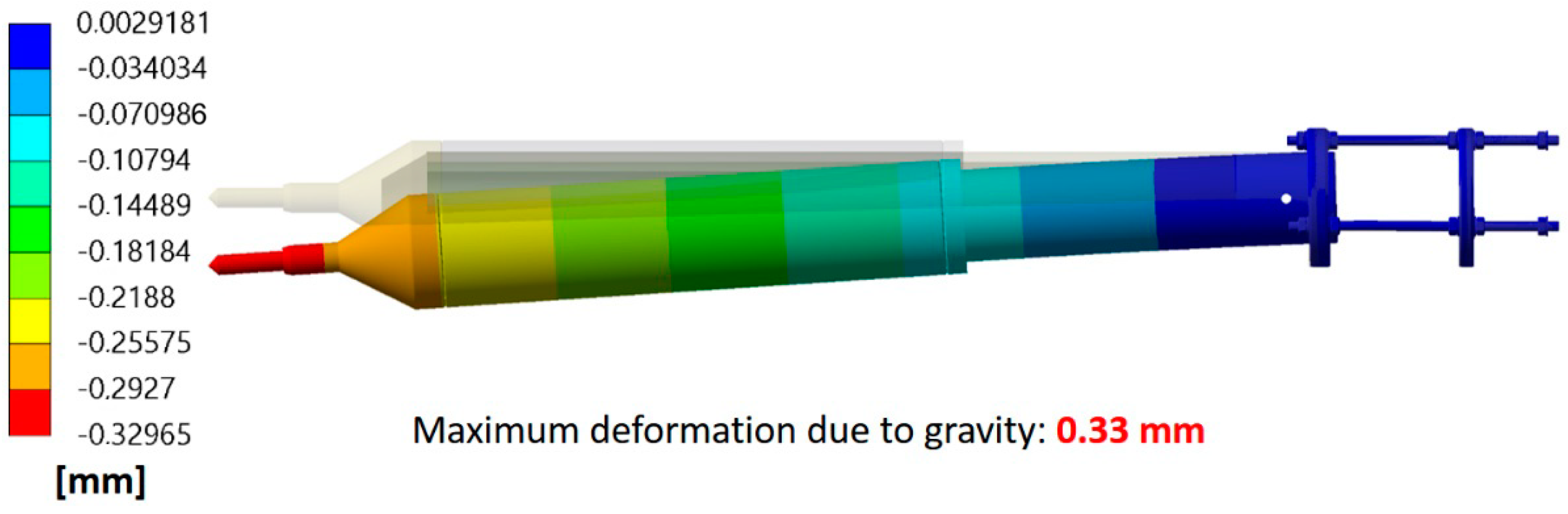
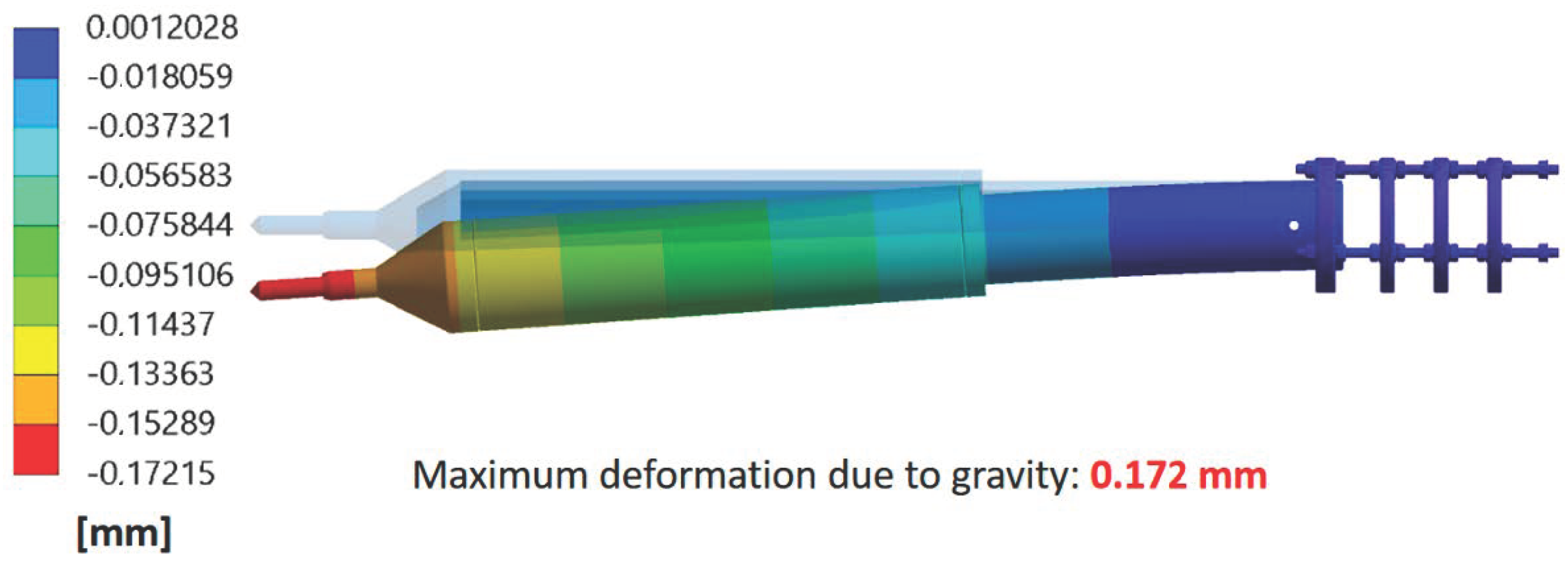
6.2. Determining the Number of Stiffening Rings
7. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hernández, F.A.; Pereslavtsev, P.; Zhou, G.; Kang, Q.; D’Amico, S.; Neuberger, H.; Boccaccini, L.V.; Kiss, B.; Nádasi, G.; Maqueda, L.; et al. Consolidated design of the HCPB Breeding Blanket for the pre-Conceptual Design Phase of the EU DEMO and harmonization with the ITER HCPB TBM program. Fusion Eng. Des. 2020, 157, 111614. [Google Scholar] [CrossRef]
- Arena, P.; Del Nevo, A.; Moro, F.; Noce, S.; Mozzillo, R.; Imbriani, V.; Giannetti, F.; Edemetti, F.; Froio, A.; Savoldi, L.; et al. The DEMO Water-Cooled Lead–Lithium Breeding Blanket: Design Status at the End of the Pre-Conceptual Design Phase. Appl. Sci. 2021, 11, 11592. [Google Scholar] [CrossRef]
- Federici, G.; Boccaccini, L.; Cismondi, F.; Gasparotto, M.; Poitevin, Y.; Ricapito, I. An overview of the EU breeding blanket design strategy as an integral part of the DEMO design effort. Fusion Eng. Des. 2019, 141, 30–42. [Google Scholar] [CrossRef]
- Pereslavtsev, P.; Hernández, F.A.; Zhou, G.; Lu, L.; Wegmann, C.; Fischer, U. Nuclear analyses of solid breeder blanket options for DEMO: Status, challenges and outlook. Fusion Eng. Des. 2019, 146, 563–567. [Google Scholar] [CrossRef]
- Zhou, G.; Kang, Q.; Hernández, F.A.; D’Amico, S.; Kiss, B. Thermal hydraulics activities for consolidating HCPB breeding blanket of the European DEMO. Nucl. Fusion 2020, 60, 096008. [Google Scholar] [CrossRef]
- Hernández, F.A.; Pereslavtsev, P.; Zhou, G.; Kiss, B.; Kang, Q.; Neuberger, H.; Chakin, V.; Gaisin, R.; Vladimirov, P.; Boccaccini, L.V.; et al. Advancements in the Helium-Cooled Pebble Bed Breeding Blanket for the EU DEMO: Holistic Design Approach and Lessons Learned. Fusion Sci. Technol. 2019, 75, 352–364. [Google Scholar] [CrossRef]
- Ilić, M.; Messemer, G.; Zinn, K.; Meyder, R.; Kecskes, S.; Kiss, B. Experimental and numerical investigations of heat transfer in the first wall of Helium-Cooled-Pebble-Bed Test Blanket Module—Part 2: Presentation of results. Fusion Eng. Des. 2015, 90, 37–46. [Google Scholar] [CrossRef]
- Ilić, M.; Schlindwein, G.; Meyder, R.; Kuhn, T.; Albrecht, O.; Zinn, K. Experimental investigations of flow distribution in coolant system of Helium-Cooled-Pebble-Bed Test Blanket Module. Fusion Eng. Des. 2016, 103, 53–68. [Google Scholar] [CrossRef]
- Ruck, S.; Köhler, S.; Schlindwein, G.; Arbeiter, F. Heat transfer and pressure drop measurements in channels roughened by variously shaped ribs on one wall. Exp. Heat Transf. 2017, 31, 334–354. [Google Scholar] [CrossRef]
- Hernández, F.; Kolb, M.; Annabattula, R.; Weth, A.V. Construction of PREMUX and preliminary experimental results, as preparation for the HCPB breeder unit mock-up testing. Fusion Eng. Des. 2014, 89, 1257–1262. [Google Scholar] [CrossRef] [Green Version]
- Zeile, C.; Abou-Sena, A.; Boccaccini, L.; Ghidersa, B.; Kang, Q.; Kunze, A.; Lamberti, L.; Maione, I.; Rey, J.; von der Weth, A. Conceptual design of a First Wall mock-up experiment in preparation for the qualification of breeding blanket technologies in the Helium Loop Karlsruhe (HELOKA) facility. Fusion Eng. Des. 2016, 109–111, 1335–1339. [Google Scholar] [CrossRef]
- Ghidersa, B.-E.; Gonfiotti, B.; Kunze, A.; Di Marcello, V.; Ionescu-Bujor, M.; Jin, X.Z.; Stieglitz, R. Experimental Investigation of a Helium-Cooled Breeding Blanket First Wall under LOFA Conditions and Pre-Test and Post-Test Numerical Analysis. Appl. Sci. 2021, 11, 12010. [Google Scholar] [CrossRef]
- Zhou, G.; Ghidersa, B.-E.; Hernández, F.A.; Kang, Q.; Neuberger, H. Design of Two Experimental Mock-Ups as Proof-of-Concept and Validation Test Rigs for the Enhanced EU DEMO HCPB Blanket. Fusion Sci. Technol. 2019, 75, 1016–1023. [Google Scholar] [CrossRef]
- Hernández, F.; Pereslavtsev, P.; Kang, Q.; Norajitra, P.; Kiss, B.; Nádasi, G.; Bitz, O. A new HCPB breeding blanket for the EU DEMO: Evolution, rationale and preliminary performances. Fusion Eng. Des. 2017, 124, 882–886. [Google Scholar] [CrossRef]
- Ghidersa, B.-E.; Ionescu-Bujor, M.; Janeschitz, G. Helium Loop Karlsruhe (HELOKA): A valuable tool for testing and qualifying ITER components and their He cooling circuits. Fusion Eng. Des. 2006, 81, 1471–1476. [Google Scholar] [CrossRef]
- Bankston, C.; McEligot, D. Turbulent and laminar heat transfer to gases with varying properties in the entry region of circular ducts. Int. J. Heat Mass Transf. 1970, 13, 319–344. [Google Scholar] [CrossRef]
- Shah, R.K.; Bhatti, M. Assessment of Correlations for Single-Phase Heat Exchangers. In Proceedings of the NATO Advanced Study Institute on Thermal-Hydraulic Fundamentals and Design of Two-Phase Flow Heat Exchangers, Povoa de Varzim, Portugal, 6–17 July 1987. [Google Scholar]
- Spagnuolo, G.A.; Boccaccini, L.V.; Bongiovì, G.; Cismondi, F.; Maione, I.A. Development of load specifications for the design of the breeding blanket system. Fusion Eng. Des. 2020, 157, 111657. [Google Scholar] [CrossRef] [Green Version]
- EN 13480-3:2017-12; Metallic Industrial Piping—Part 3: Design and Calculation. CEN: Brussels, Belgium, 2017.
- EN 13445-3:2014; Unfired Pressure Vessels—Part 3: Design. CEN: Brussels, Belgium, 2014.
- FEST. Lauterbach Verfahrenstechnik GmbH, Software und Engineering im Apparatebau und Anlagenbau. Available online: https://lv-soft.net/ (accessed on 18 July 2018).
- National Institute of Standards and Technology (NIST), Fluid Properties of Helium. Available online: https://webbook.nist.gov/cgi/cbook.cgi?Name=helium&Units=SI&cTG=on (accessed on 2 September 2019).




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| q+ | Heat Flux in HCPB [W/m2] | Heat Flux in Mockup [W/m2] |
|---|---|---|
| 0.0002 | 3.25 × 104 | 3976 |
| 0.0003 | 5.94 × 104 | 5971 |
| 0.0004 | 6.69 × 104 | 7970 |
| 0.0005 | 9.25 × 104 | 9972 |
| 0.0006 | 1.03 × 105 | 11,979 |
| Tube No. | Inner Diameter [mm] | Outer Diameter [mm] |
|---|---|---|
| Tube-1 | 51.84 | 71.84 |
| Tube-2 | 71.84 | 91.84 |
| Tube-3 | 91.84 | 114.3 |
| Tube-4 | 144.3 | 168.3 |
| Roughness Set | Rz [µm] | Surface Treatment |
|---|---|---|
| Set 1 | ca. 10 | Normally manufactured, no surface treatment |
| Set 2 | ca. 500 | Thread profile |
| Set 3 | ca. 1200 | Thread profile |
| Set 4 | ca. 125 | Laser-structuring-made incremental vaporizing-like surface |
| Set 5 | ca. 250 | Laser-structuring-made incremental vaporizing-like surface |
| Set 6 | ca. 500 | Laser-structuring-made incremental vaporizing-like surface |
| Set 7 | ca. 1200 | Laser-structuring-made incremental vaporizing-like surface |
| Rz | Re | Roughness Re |
|---|---|---|
| 10 | 4000 | 0.093 |
| 6000 | 0.133 | |
| 8000 | 0.172 | |
| 10,000 | 0.210 | |
| 125 | 4000 | 1.213 |
| 6000 | 1.762 | |
| 8000 | 2.299 | |
| 10,000 | 2.829 | |
| 250 | 4000 | 2.528 |
| 6000 | 3.705 | |
| 8000 | 4.868 | |
| 10,000 | 6.024 | |
| 500 | 4000 | 5.409 |
| 6000 | 8.013 | |
| 8000 | 10.601 | |
| 10,000 | 13.183 | |
| 1200 | 4000 | 14.818 |
| 6000 | 22.197 | |
| 8000 | 29.563 | |
| 10,000 | 36.923 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, G.; Rey, J.; Hernández, F.A.; Abou-Sena, A.; Lux, M.; Arbeiter, F.; Schlindwein, G.; Schwab, F. Engineering Design of the European DEMO HCPB Breeding Blanket Breeder Zone Mockup. Appl. Sci. 2023, 13, 2081. https://doi.org/10.3390/app13042081
Zhou G, Rey J, Hernández FA, Abou-Sena A, Lux M, Arbeiter F, Schlindwein G, Schwab F. Engineering Design of the European DEMO HCPB Breeding Blanket Breeder Zone Mockup. Applied Sciences. 2023; 13(4):2081. https://doi.org/10.3390/app13042081
Chicago/Turabian StyleZhou, Guangming, Joerg Rey, Francisco A. Hernández, Ali Abou-Sena, Martin Lux, Frederik Arbeiter, Georg Schlindwein, and Florian Schwab. 2023. "Engineering Design of the European DEMO HCPB Breeding Blanket Breeder Zone Mockup" Applied Sciences 13, no. 4: 2081. https://doi.org/10.3390/app13042081
APA StyleZhou, G., Rey, J., Hernández, F. A., Abou-Sena, A., Lux, M., Arbeiter, F., Schlindwein, G., & Schwab, F. (2023). Engineering Design of the European DEMO HCPB Breeding Blanket Breeder Zone Mockup. Applied Sciences, 13(4), 2081. https://doi.org/10.3390/app13042081