
An Artificial Intelligence Approach for Improving Maintenance to Supervise Machine Failures and Support Their Repair

 ,
,  ,
, 

Abstract
:Featured Application
Abstract
1. Introduction
2. Review of Current Maintenance Strategies
3. Materials and Methods
- Integrated technological process, based on production lines, when the failure of one element causes downtime of the entire technical facility;
- Short turnaround time of a production order (1–5 h), where a breakdown time of more than 2 h requires rescheduling of the production process;
- Large distances between technical facilities (up to 1000 m), which significantly increase the UR response time and in many cases delay effective fault diagnosis;
- Complexity of the technical facilities, requiring complex logistical operations related to: spare parts, maintenance operations and outsourcing;
- Provision of UR support for a multi-shift production cycle.
- Historical analysis of failures, in order to classify types of failures, their causes and maintenance activities were taken;
- Possibility of using AI to detect the causes of failures and identify the necessary maintenance actions on the basis of historical data;
- Design of an autonomous monitoring system for the technical facility that enables the automation of diagnostic processes in combination with AI.
3.1. Process Description
- Notification in the computer system by the operator: location of the failure (department, line, segment, e.g., WP1, LP01 101, gluing machine 1 LP01), type of failure (e.g., adjustment), category (e.g., urgent), type (mechanical), description of the notification (e.g., failure of the crawler die);
- Report is displayed on a monitor in the UR workshop (if mechanical, in the mechanics’ workshop, if electrical, in the electricians’ workshop, if other, in both) -> for urgent malfunctions additionally a “rooster” is switched on;
- Technician approaches the breakdown station and performs the diagnosis (often there are mistakes in the notification, i.e., not a mechanical breakdown but an electrical breakdown—in such a case, technicians are exchanged, which takes a lot of time);
- Repair is carried out, i.e., in-house or service is called, or they wait for parts, etc.;
- Once the fault has been rectified, the technician enters the repair information into the system.
- Inferring the type of failure i.e., indicating that it is a mechanical failure;
- Inference of possible actions to be taken—the technician with the most experience will be delegated.
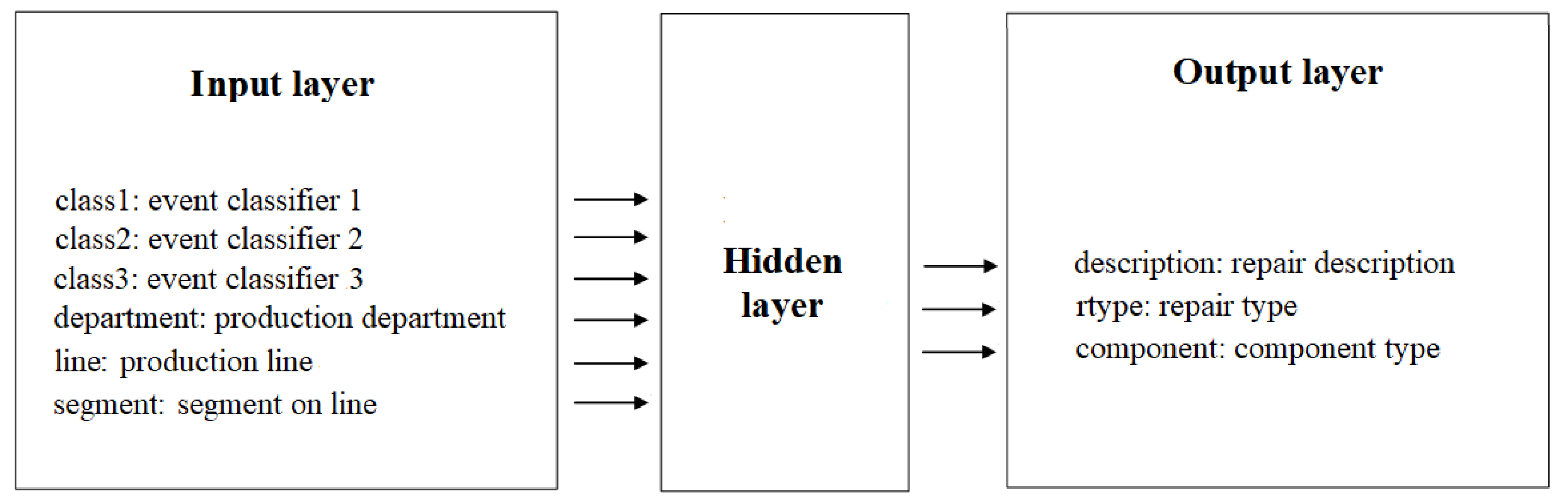
3.2. Dataset Description
- Six inputs:
- Event classifier 1 (class1), e.g., categories: packaging, bonding, sealing, etc.;
- Event classifier 2 (class2), e.g., categories: controller, belt, head, blade, etc.;
- Event classifier 3 (class3), e.g., categories: failure, damage, adjustment, etc.;
- Production department (department), e.g., categories: WP1, WP2, WP3;
- Production line (line), e.g., categories: LP01, LP02, LP03, etc.;
- Segment online (segment), e.g., categories: mill, gluemachine1, segment1;
- Three output data:
- Repair description (description), e.g., categories: replacement, adjustment, both of them or external service;
- Repair type (rtype), with repair type to determine where the repair can be routed, e.g., categories: electrical, mechanical, electrical and mechanical, etc.;
- Component (component), e.g., categories: belt, rollers, nozzle, etc.
- class1: 12 neurons;
- class2: 24 neurons;
- class3: 5 neurons;
- department: 4 neurons;
- line: 17 neurons;
- segment: 18 neurons.
- description: 5 neurons;
- rtype: 5 neurons;
- component: 55 neurons.
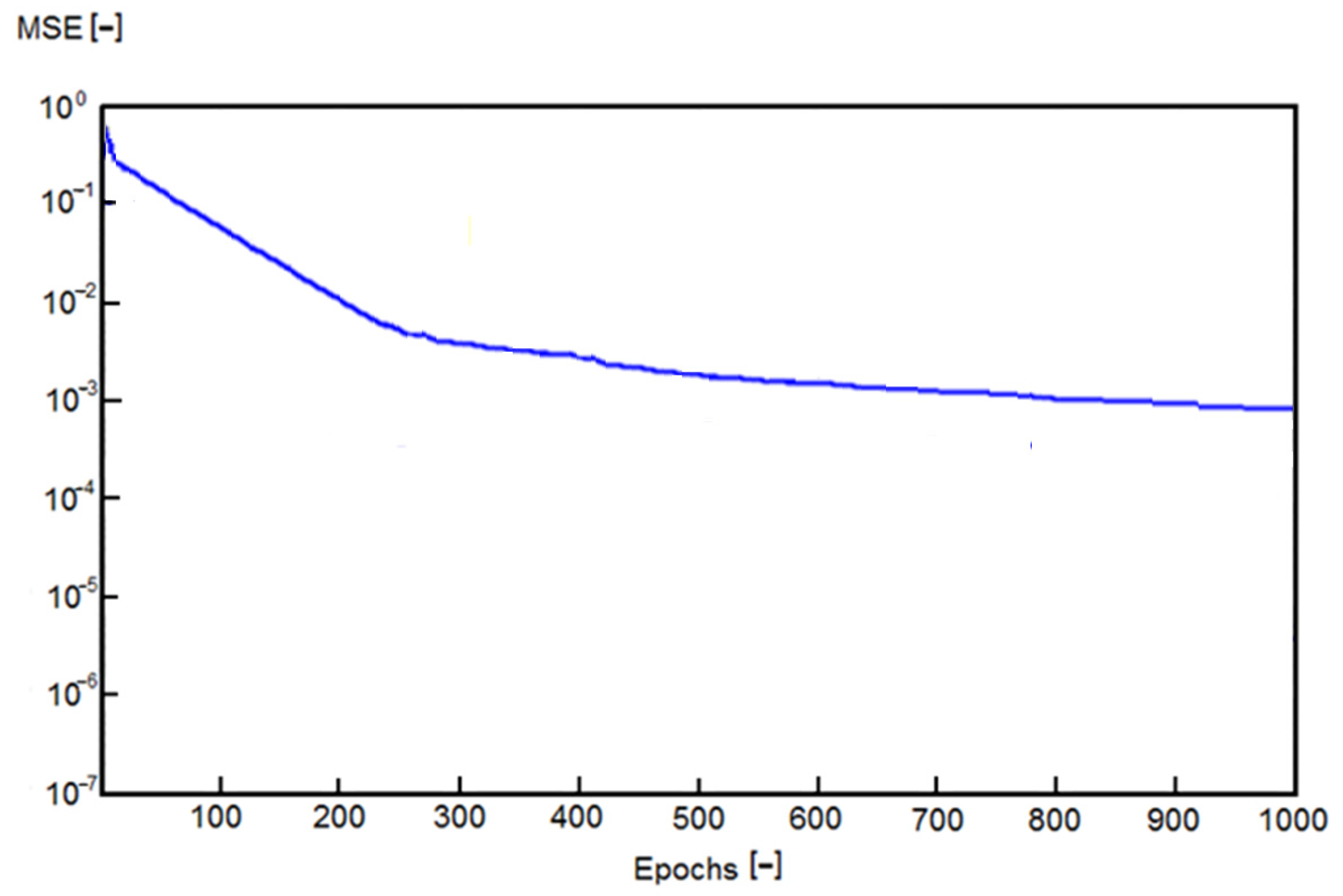
3.3. Computational Analysis
4. Results
5. Development Action Plan
- Selection of key technical objects to enable project implementation;
- Using the obtained AI results to perform a cause-and-effect analysis of failures for the selected technical objects;
- Identification of key sub-components (segments) of the technical facilities providing the greatest effectiveness in identifying the most common and/or costly causes of failure;
- Selection and feasibility of implementing the most effective techniques and equipment for monitoring (signal analysis) of selected areas based on the developed criticality analysis;
- Development of schemes and algorithms to deal with the prediction strategy thus developed and development of key indicators (e.g., response time to an emergency event, mean time between subsequent failures);
- Preparation and implementation of a schedule of maintenance and preventive actions related to the new strategy;
- Adaptation of the in-service CMMS system to the new maintenance strategy and visualization of key parameters and indicators for selected technical facilities.
6. Discussion
6.1. Limitations of the Own Studies
6.2. Directions for Further Research
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Majdouline, I.; Dellagi, S.; Mifdal, L.; Kibbou, E.M.; Moufki, A. Integrated production-maintenance strategy considering quality constraints in dry machining. Int. J. Prod. Res. 2022, 60, 2850–2864. [Google Scholar] [CrossRef]
- Vrignat, P.; Kratz, F.; Avila, M. Sustainable manufacturing, maintenance policies, prognostics and health management: A literature review. Reliab. Eng. Syst. Saf. 2022, 218, 108140. [Google Scholar] [CrossRef]
- Naqvi, S.M.R.; Ghufran, M.; Meraghni, S.; Varnier, C.; Nicod, J.M.; Zerhouni, N. Human knowledge centered maintenance decision support in digital twin environment. J. Manuf. Syst. 2022, 65, 528–537. [Google Scholar] [CrossRef]
- Jasiulewicz-Kaczmarek, M.; Legutko, S.; Kluk, P. Maintenance 4.0 technologies—New opportunities for sustainability—Driven maintenance. MPER 2020, 11, 74–87. [Google Scholar]
- Roda, I.; Macchi, M. Maintenance concepts evolution: A comparative review towards advanced maintenance conceptualization. Comput. Ind. 2021, 133, 103531. [Google Scholar] [CrossRef]
- Werbińska-Wojciechowska, S.; Winiarska, K. Maintenance Performance in the Age of Industry 4.0: A Bibliometric Performance Analysis and a Systematic Literature Review. Sensors 2023, 23, 1409. [Google Scholar]
- Antosz, K.; Jasiulewicz-Kaczmarek, M.; Paśko, Ł.; Zhang, C.; Wang, S. Application of machine learning and rough set theory in lean maintenance decision support system development. Eksploat. Maint. Reliab. 2021, 23, 695–708. [Google Scholar] [CrossRef]
- Fasuludeen Kunju, F.K.; Naveed, N.; Anwar, M.N.; UlHaq, M.I. Production and maintenance in industries: Impact of industry 4.0. Ind. Robot Int. J. Robot. Res. Appl. 2022, 49, 461–475. [Google Scholar] [CrossRef]
- Zonta, T.; da Costa, C.A.; da Rosa Righi, R.; de Lima, M.J.; da Trindade, E.S.; Li, G.P. Predictive maintenance in the Industry 4.0: A systematic literature review. Comput. Ind. Eng. 2020, 150, 106889. [Google Scholar] [CrossRef]
- Cardoso, D.; Ferreira, L. Application of Predictive Maintenance Concepts Using Artificial Intelligence Tools. Appl. Sci. 2021, 11, 18. [Google Scholar] [CrossRef]
- Calabrese, F.; Regattieri, A.; Bortolini, M.; Galizia, F.G. Data-Driven Fault Detection and Diagnosis: Challenges and Opportunities in Real-World Scenarios. Appl. Sci. 2022, 12, 9212. [Google Scholar] [CrossRef]
- Chen, C.; Wang, C.; Lu, N.; Jiang, B.; Xing, Y. A data-driven predictive maintenance strategy based on accurate failure prognostics. Eksploat. Maint. Reliab. 2021, 23, 387–394. [Google Scholar] [CrossRef]
- Antunes Rodrigues, J.; TorresFarinha, J.; Mendes, M.; Mateus, R.; Marques Cardoso, A. Short and long forecast to implement—Predictive maintenance in a pulp industry. Eksploat. I Niezawodn. Maint. Reliab. 2022, 24, 33–41. [Google Scholar] [CrossRef]
- Silvestri, L.; Forcina, A.; Introna, V.; Santolamazza, A.; Cesarotti, V. Maintenance transformation through Industry 4.0 technologies: A systematic literature review. Comput Ind. 2020, 123, 103335. [Google Scholar] [CrossRef]
- El Kihel, Y.; El Kihel, A.; Bouyahrouzi, E.M. Contribution of Maintenance 4.0 in Sustainable Development with an IndustrialCase Study. Sustainability 2022, 14, 11090. [Google Scholar] [CrossRef]
- James, A.T.; Kumar, G.; Khan, A.Q.; Asjad, M. Maintenance 4.0: Implementation challenges and its analysis. Int. J. Qual. Reliab. Manag. 2022. ahead-of-print. [Google Scholar] [CrossRef]
- Nallusamy, S.; Kumar, V.; Yadav, V.; Kumar Prasad, U.; Suman, S.K. Implementation of total productive maintenance to enhance the overall equipment effectiveness in medium scale industries. Int. J. Mech. Prod. Eng. 2018, 8, 1027–1038. [Google Scholar]
- Passath, T.; Mertens, K. Decision making in lean smart maintenance: Criticality analysis as a support tool. IFAC-Pap. 2019, 52, 364–369. [Google Scholar] [CrossRef]
- Patidar, L.; Soni, V.K.; Soni, P.K. Maintenance strategies and their combine impact on manufacturing performance. Int. J. Mech. Prod. Eng. Res. Dev. 2017, 7, 13–22. [Google Scholar]
- Theissler, A.; Pérez-Velázquez, J.; Kettelgerdes, M.; Elger, G. Predictive maintenance enabled by machine learning: Use cases and challenges in the automotive industry. Reliab. Eng. Syst. 2021, 215, 107864. [Google Scholar] [CrossRef]
- Xia, L.; Zheng, P.; Li, X.; Gao, R.X.; Wang, L. Toward cognitive predictive maintenance: A survey of graph-based approaches. J. Manuf. Syst. 2022, 64, 107–120. [Google Scholar] [CrossRef]
- Sakib, N.; Wuest, T. Challenges and Opportunities of Condition-Based Predictive Maintenance: An Overview. Cirp Proc. 2018, 78, 267–272. [Google Scholar] [CrossRef]
- Wen, Y.; Rahman, M.F.; Xu, H.; Tseng, T.L.B. Latest advances and trends in predictive maintenance from a data-driven machine prediction perspective. Measurement 2022, 187, 110276. [Google Scholar] [CrossRef]
- Basri, E.I.; Razak, I.H.A.; Ab-Samat, H.; Kamaruddin, S. Preventive maintenance (PM) planning: A review. J. Qual. Maint. Eng. 2017, 23, 114–143. [Google Scholar] [CrossRef]
- Esteban, A.; Zafra, A.; Ventura, S. Data mining in predictive maintenance systems: A taxonomy and systematic review. Wiley Interdiscip. Rev. Data Min. Knowl. Discov. 2022, 12, e1471. [Google Scholar] [CrossRef]
- Ayvaz, S.; Alpay, K. Predictive maintenance system for production lines in manufacturing: A machine learning approach using IoT data in real-time. Expert Syst. Appl. 2021, 173, 114598. [Google Scholar] [CrossRef]
- Zhang, W.; Yang, D.; Wang, H. Data-driven methods for predictive maintenance of industrial equipment: A survey. IEEE Syst. J. 2019, 13, 2213–2227. [Google Scholar] [CrossRef]
- Kim, D.; Lee, S.; Kim, D. An Applicable Predictive Maintenance Framework for the Absence of Run-to-Failure Data. Appl. Sci. 2021, 11, 5180. [Google Scholar] [CrossRef]
- Serradilla, O.; Zugasti, E.; Ramirez de Okariz, J.; Rodriguez, J.; Zurutuza, U. Methodology for data-driven predictive maintenance models design, development and implementation on manufacturing guided by domain knowledge. Int. J. Comput. Integr. Manuf. 2022, 35, 1310–1334. [Google Scholar] [CrossRef]
- Jimenez, J.J.; Schwartz, S.; Vingerhoeds, R.; Grabot, B.; Salaün, M. Towards multi-model approaches to predictive maintenance: A systematic literature survey on diagnostics and prognostics. J. Manuf. Syst. 2020, 56, 539–557. [Google Scholar] [CrossRef]
- Sullivan, G.P.; Pugh, R.; Melendez, A.P.; Hunt, W.D. Operations & Maintenance Best Practices: A Guide to Achieving Operational Efficiency; Pacific Northwest National Laboratory: Richland, WA, USA, 2010. [Google Scholar] [CrossRef] [Green Version]
- Yadav, G.; Luthra, S.; Huisingh, D.; Mangla, S.K.; Narkhede, B.E.; Liu, Y. Development of a lean manufacturing framework to enhance its adoption within manufacturing companies in developing economies. J. Clean. Prod. 2020, 245, 118726. [Google Scholar] [CrossRef]
- Scope, C.; Vogel, M.; Guenther, E. Greener, cheaper, or more sustainable: Reviewing sustainability assessments of maintenance strategies of concrete structures. Sustain. Prod. Consum. 2021, 26, 838–858. [Google Scholar] [CrossRef]
- Karuppiah, K.; Sankaranarayanan, B.; Ali, S.M. On sustainable predictive maintenance: Exploration of key barriers using an integrated approach. Sustain. Prod. Consum. 2021, 27, 1537–1553. [Google Scholar] [CrossRef]
- Nacchia, M.; Fruggiero, F.; Lambiase, A.; Bruton, K. A Systematic Mapping of the Advancing Use of Machine Learning Techniques for Predictive Maintenance in the Manufacturing Sector. Appl. Sci. 2021, 11, 2546. [Google Scholar] [CrossRef]
- Zhang, M.; Amaitik, N.; Wang, Z.; Xu, Y.; Maisuradze, A.; Peschl, M.; Tzovaras, D. Predictive Maintenance for Remanufacturing Based on Hybrid-Driven Remaining Useful Life Prediction. Appl. Sci. 2022, 12, 3218. [Google Scholar] [CrossRef]
- Abidi, M.H.; Mohammed, M.K.; Alkhalefah, H. Predictive Maintenance Planning for Industry 4.0 Using Machine Learning for Sustainable Manufacturing. Sustainability. 2022, 14, 3387. [Google Scholar] [CrossRef]
- Asuquo, M.P.; Wang, J.; Zhang, L.; Phylip-Jones, G. Application of a multiple attribute group decision making (MAGDM) model for selecting appropriate maintenance strategy for marine and offshore machinery operations. Ocean Eng. 2019, 179, 246–260. [Google Scholar] [CrossRef]
- Pessl, E.; Sorko, S.R.; Mayer, B. Roadmap Industry 4.0–implementation guideline for enterprises. Int J Sci Technol Soc. 2017, 5, 6, 193–202. [Google Scholar] [CrossRef]
- Ghobakhloo, M. The future of manufacturing industry: A strategic roadmap toward Industry 4.0. J. Manuf. Technol. Manage. 2018, 29, 6, 910–36. [Google Scholar] [CrossRef] [Green Version]
- Katona, A.; Panfilov, P.; Katalinic, B. Building predictive maintenance framework for smart environment application systems. In Proceedings of the 29th DAAAM International Symposium, Zadar, Croatia, 24–27 October 2018; pp. 460–470. [Google Scholar]
- Hoffmann, M.A.; Lasch, R. Road map for a Success fulI implementation of a Predictive Maintenance Strategy. Smart Sustain. Supply Chain Logist.–Trends Chall. Methods Best Pract. 2020, 1, 423–439. [Google Scholar]
- Singh, S.; Fana, I.S.; Shehab, E. Exploring the transition from preventive maintenance to predictive maintenance within ERPsystems by utilizing digital twins. In Transdisciplinary Engineering for Resilience: Responding to System Disruptions, Proceedings of the 28th ISTE International Conference on Transdisciplinary Engineering, Virtual, 5–9 July 2021; IOS Press: Amsterdam, The Netherlands, 2021; Volume16, p. 171. [Google Scholar]
- Alexopoulos, K.; Hribrenik, K.; Surico, M.; Nikolakis, N.; Al-Najjar, B.; Keraron, Y.; Duarte, M.; Zalonis, A.; Makris, S. 2021 Predictive Maintenance Technologies for Production Systems: A Roadmap to Development and Implementation. Available online: https://foresee-cluster.eu/wp-content/uploads/2021/07/ForeSee-roadmap-to-the-predictive-maintenance-technologies-for-production-systems-v1.0-final.pdf (accessed on 10 March 2023).
- Kammerer, K.; Pryss, R.; Hoppenstedt, B.; Sommer, K.; Reichert, M. Process-Driven and Flow-Based Processing of Industrial Sensor Data. Sensors 2020, 20, 5245. [Google Scholar] [CrossRef] [PubMed]
- Kozma, D.; Varga, P.; Larrinaga, F. System of Systems Lifecycle Management—A New Concept Based on Process Engineering Methodologies. Appl. Sci. 2021, 11, 3386. [Google Scholar] [CrossRef]
- Çınar, Z.M.; AbdussalamNuhu, A.; Zeeshan, Q.; Korhan, O.; Asmael, M.; Safaei, B. Machine Learning in Predictive Maintenance towards Sustainable Smart Manufacturing in Industry 4.0. Sustainability 2020, 12, 8211. [Google Scholar] [CrossRef]
- Rao, B.N. The Role of Artificial Intelligence (AI) in Condition Monitoring and Diagnostic Engineering Management (COMADEM): A Literature Survey. Am. J. Artif. Intell. 2021, 5, 1, 17–37; [Google Scholar]
- Hinojosa-Palafox, E.A.; Rodríguez-Elías, O.M.; Hoyo-Montaño, J.A.; Pacheco-Ramírez, J.H.; Nieto-Jalil, J.M. An Analytics Environment Architecture for Industrial Cyber-Physical Systems Big Data Solutions. Sensors 2021, 21, 4282. [Google Scholar] [CrossRef] [PubMed]
- Achouch, M.; Dimitrova, M.; Dhouib, R.; Ibrahim, H.; Adda, M.; Sattarpanah Karganroudi, S.; Ziane, K.; Aminzadeh, A. Predictive Maintenance and Fault Monitoring Enabled by Machine Learning: Experimental Analysis of a TA-48 Multistage Centrifugal Plant Compressor. Appl. Sci. 2023, 13, 1790. [Google Scholar] [CrossRef]
- Carvalho, T.P.; Soares, F.A.; Vita, R.; Francisco, R.D.P.; Basto, J.P.; Alcalá, S.G. A systematic literature review of machine learning methods applied to predictive maintenance. ComputInd Eng. 2019, 137, 106024. [Google Scholar] [CrossRef]
- Kobbacy, K.A.; Murthy, D.P.; Kobbacy, K.A. Artificial intelligence in maintenance. In Complex System Maintenance Handbook; Springer: London, UK, 2008; pp. 209–231. [Google Scholar]
- Daniyan, I.; Mpofu, K.; Muvunzi, R.; Uchegbu, I.D. Implementation of Artificial intelligence for maintenance operation in the rail industry. Procedia CIRP, 2022, 109, 449–453; [Google Scholar] [CrossRef]
- Keleko, A.T.; Kamsu-Foguem, B.; Ngouna, R.H.; Tongne, A. Artificial intelligence and real-time predictive maintenance in industry 4.0: A bibliometric analysis. AI Ethics 2022, 2, 553–577. [Google Scholar] [CrossRef]
- Rojek, I.; Mikołajewski, D.; Macko, M.; Szczepański, Z.; Dostatni, E. Optimization of Extrusion-Based 3D Printing Process Using Neural Networks for Sustainable Development. Materials 2021, 14, 2737. [Google Scholar] [CrossRef]
- Rojek, I.; Macko, M.; Mikołajewski, D.; Saga, M.; Burczynski, T. Modern methods in the field of machine modelling and simulation as a research and practical issue related to Industry 4.0. Bull. Pol. Acad. Sci. Tech. Sci. 2021, 69, e13671. [Google Scholar] [CrossRef]
- Rojek, I.; Mikolajewski, D.; Kotlarz, P.; Macko, M.; Kopowski, J. Intelligent system supporting technological process planning for machining and 3D printing. Bull. Pol. Acad. Sci. Tech. Sci 2021, 69, e136722. [Google Scholar] [CrossRef]
- Safarian, S.; Saryazdi, S.M.E.; Unnthorsson, R.; Richter, C. Modeling of Hydrogen Production by Applying Biomass Gasification: Artificial Neural Network Modeling Approach. Fermentation 2021, 2, 71. [Google Scholar] [CrossRef]
- Sobri, M.Z.A.; Redhwan, A.; Ameen, F.; Lim, J.-W.; Liew, C.S.; Mong, G.R.; Daud, H.; Sokkalingam, R.; Ho, C.-D.; Usman, A.; et al. A Review Unveiling Various Machine Learning Algorithms Adopted for Biohydrogen Productions from Microalgae. Fermentation 2023, 3, 243. [Google Scholar] [CrossRef]
- Brouwer, R.K. A feed-forward network for input that is both categorical and quantitative. Neural Net. 2002, 15, 881–890. [Google Scholar] [CrossRef]
- Cha, G.W.; Moon, H.J.; Kim, J.-C. A hybrid machine-learning model for predicting the waste generation rate of building demolition Project. J.Clean.Prod. 2022, 375, 134096. [Google Scholar] [CrossRef]
- Nunes, C.; Nunes, R.; Pires, E.J.S.; Barroso, J.; Reis, A. A Machine Learning Tool to Monitor and Forecast Results from Testing Products in End-of-Line Systems. Appl. Sci. 2023, 13, 2263. [Google Scholar] [CrossRef]
- Han, J.; Liu, T.; Ma, J.; Zhou, Y.; Zeng, X.; Xu, Y. Anomaly Detection and Early Warning Model for Latency in Private 5G Networks. Appl. Sci. 2022, 12, 12472. [Google Scholar] [CrossRef]
- Quatrini, E.; Costantino, F.; Li, X.; Mba, D. Fault Detection, Diagnosis, and Prognosis of a Process Operating under Time-Varying Conditions. Appl. Sci. 2022, 12, 4737. [Google Scholar] [CrossRef]
- Wahid, A.; Breslin, J.G.; Intizar, M.A. Prediction of Machine Failure in Industry 4.0: A Hybrid CNN-LSTM Framework. Appl. Sci. 2022, 12, 4221. [Google Scholar] [CrossRef]
- Chelmiah, E.T.; McLoone, V.I.; Kavanagh, D.F. Remaining Useful Life Estimation of Rotating Machines through Supervised Learning with Non-Linear Approaches. Appl. Sci. 2022, 12, 4136. [Google Scholar] [CrossRef]
- Walther, S.; Fuerst, A. Reduced Data Volumes through Hybrid Machine Learning Compared to Conventional Machine Learning Demonstrated on Bearing Fault Classification. Appl. Sci. 2022, 12, 2287. [Google Scholar] [CrossRef]
- Chang, R.-I.; Lee, C.-Y.; Hung, Y.-H. Cloud-Based Analytics Module for Predictive Maintenance of the Textile Manufacturing Process. Appl. Sci. 2021, 11, 9945. [Google Scholar] [CrossRef]
- Hung, Y.-H. Improved Ensemble-Learning Algorithm for Predictive Maintenance in the Manufacturing Process. Appl. Sci. 2021, 11, 6832. [Google Scholar] [CrossRef]
- Hafez, M.M.; Fernández Vilas, A.; Redondo, R.P.D.; Pazó, H.O. Classification of Retail Products: From Probabilistic Ranking to Neural Networks. Appl. Sci. 2021, 11, 4117. [Google Scholar] [CrossRef]
- Li, Z.; Fei, F.; Zhang, G. Edge-to-Cloud IIoT for Condition Monitoring in Manufacturing Systems with Ubiquitous Smart Sensors. Sensors 2022, 22, 5901. [Google Scholar] [CrossRef]
- Leonardi, L.; Lettieri, G.; Perazzo, P.; Saponara, S. On the Hardware–Software Integration in Cryptographic Accelerators for Industrial IoT. Appl. Sci. 2022, 12, 9948. [Google Scholar] [CrossRef]
- Frankó, A.; Hollósi, G.; Ficzere, D.; Varga, P. Applied Machine Learning for IIoT and Smart Production—Methods to Improve Production Quality, Safety and Sustainability. Sensors 2022, 22, 9148. [Google Scholar] [CrossRef]
- Mugarza, I.; Flores, J.L.; Montero, J.L. Security Issues and Software Updates Management in the Industrial Internet of Things (IIoT) Era. Sensors 2020, 20, 7160. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| ANN Structure | Activation Function in the Hidden Layer | Activation Function in the Output Layer |
|---|---|---|
| MLP 6-10-3 | Sigmoid | Sigmoid |
| MLP 6-11-3 | Sigmoid | Sigmoid |
| MLP 6-12-3 | Sigmoid | Sigmoid |
| MLP 6-14-3 | Sigmoid | Sigmoid |
| MLP 6-16-3 | Sigmoid | Sigmoid |
| Network Name | Accuracy (Learning) [%] | Accuracy (Testing) [%] |
|---|---|---|
| MLP 6-10-3 | 85.02 | 86.72 |
| MLP 6-11-3 | 86.23 | 88.01 |
| MLP 6-12-3 | 86.89 | 87.83 |
| MLP 6-14-3 | 86.13 | 87.32 |
| MLP 6-16-3 | 85.11 | 86.89 |
| Network Name | (R)MSE |
|---|---|
| MLP 6-10-3 | 0.02 |
| MLP 6-11-3 | 0.01 |
| MLP 6-12-3 | 0.001 |
| MLP 6-14-3 | 0.01 |
| MLP 6-16-3 | 0.02 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rojek, I.; Jasiulewicz-Kaczmarek, M.; Piechowski, M.; Mikołajewski, D. An Artificial Intelligence Approach for Improving Maintenance to Supervise Machine Failures and Support Their Repair. Appl. Sci. 2023, 13, 4971. https://doi.org/10.3390/app13084971
Rojek I, Jasiulewicz-Kaczmarek M, Piechowski M, Mikołajewski D. An Artificial Intelligence Approach for Improving Maintenance to Supervise Machine Failures and Support Their Repair. Applied Sciences. 2023; 13(8):4971. https://doi.org/10.3390/app13084971
Chicago/Turabian StyleRojek, Izabela, Małgorzata Jasiulewicz-Kaczmarek, Mariusz Piechowski, and Dariusz Mikołajewski. 2023. "An Artificial Intelligence Approach for Improving Maintenance to Supervise Machine Failures and Support Their Repair" Applied Sciences 13, no. 8: 4971. https://doi.org/10.3390/app13084971
APA StyleRojek, I., Jasiulewicz-Kaczmarek, M., Piechowski, M., & Mikołajewski, D. (2023). An Artificial Intelligence Approach for Improving Maintenance to Supervise Machine Failures and Support Their Repair. Applied Sciences, 13(8), 4971. https://doi.org/10.3390/app13084971