
Gloss Level, Type of Paper and Colour of HDF Boards Finished with the Energy-Saving Acrylic Paint System




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Surface Varnish Finishing Process
2.3. Gloss Measurement
2.4. Colour Measurement
2.5. Processing Data
3. Results
3.1. Initial Statistical Analysis
3.2. Colour Coordinates
3.3. Gloss Level
4. Conclusions
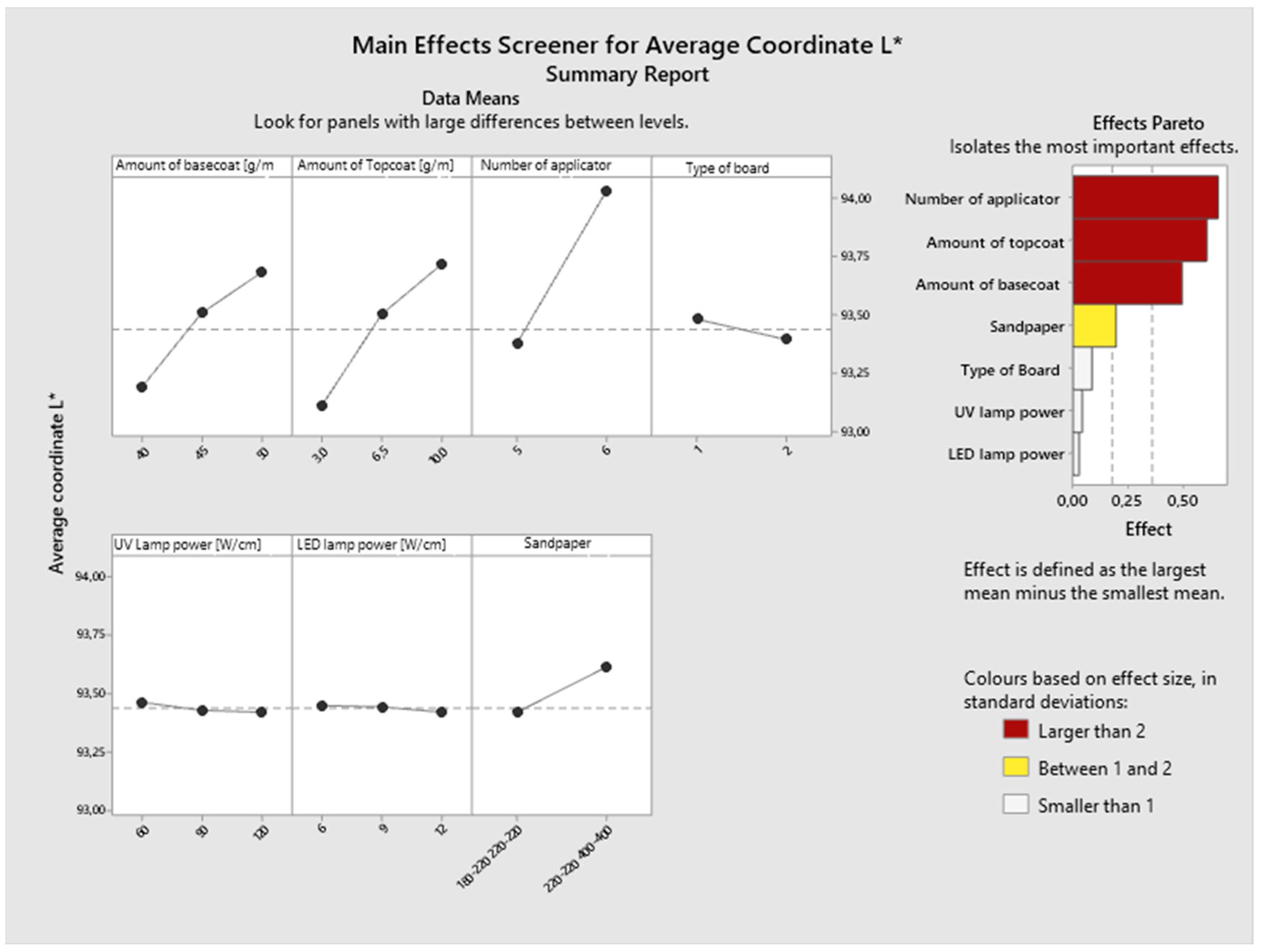
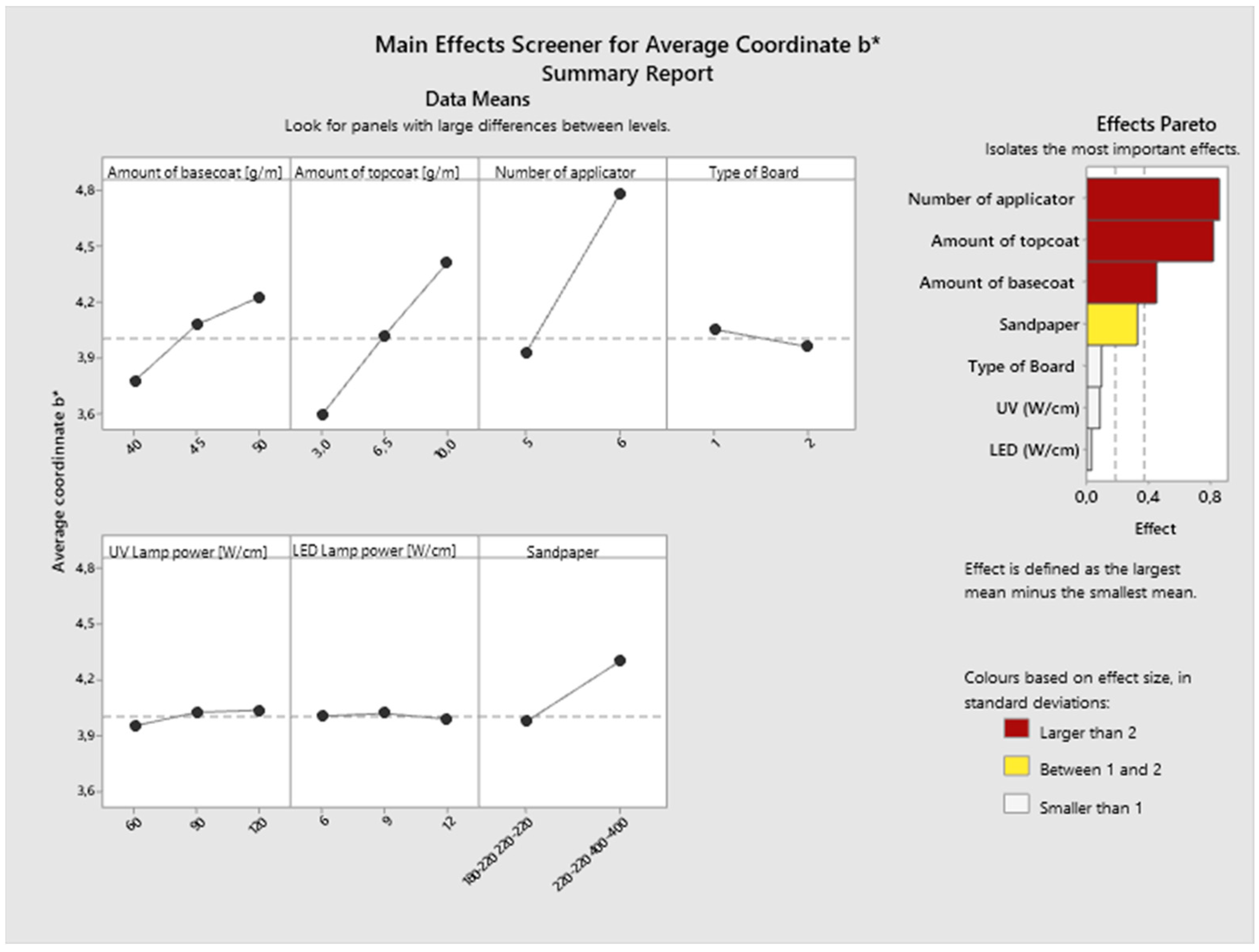
- The number of varnish overlays used and the amount of the applied topcoat and basecoat had the greatest impact on colour coordinates L* and b*. Higher coordinates were obtained as the number of overlays and the number of varnishes increased. The interactions between the spread rates of varnish and the mercury lamp power were statistically significant. Increasing the lamp power contributed to the increase in colour coordinates.
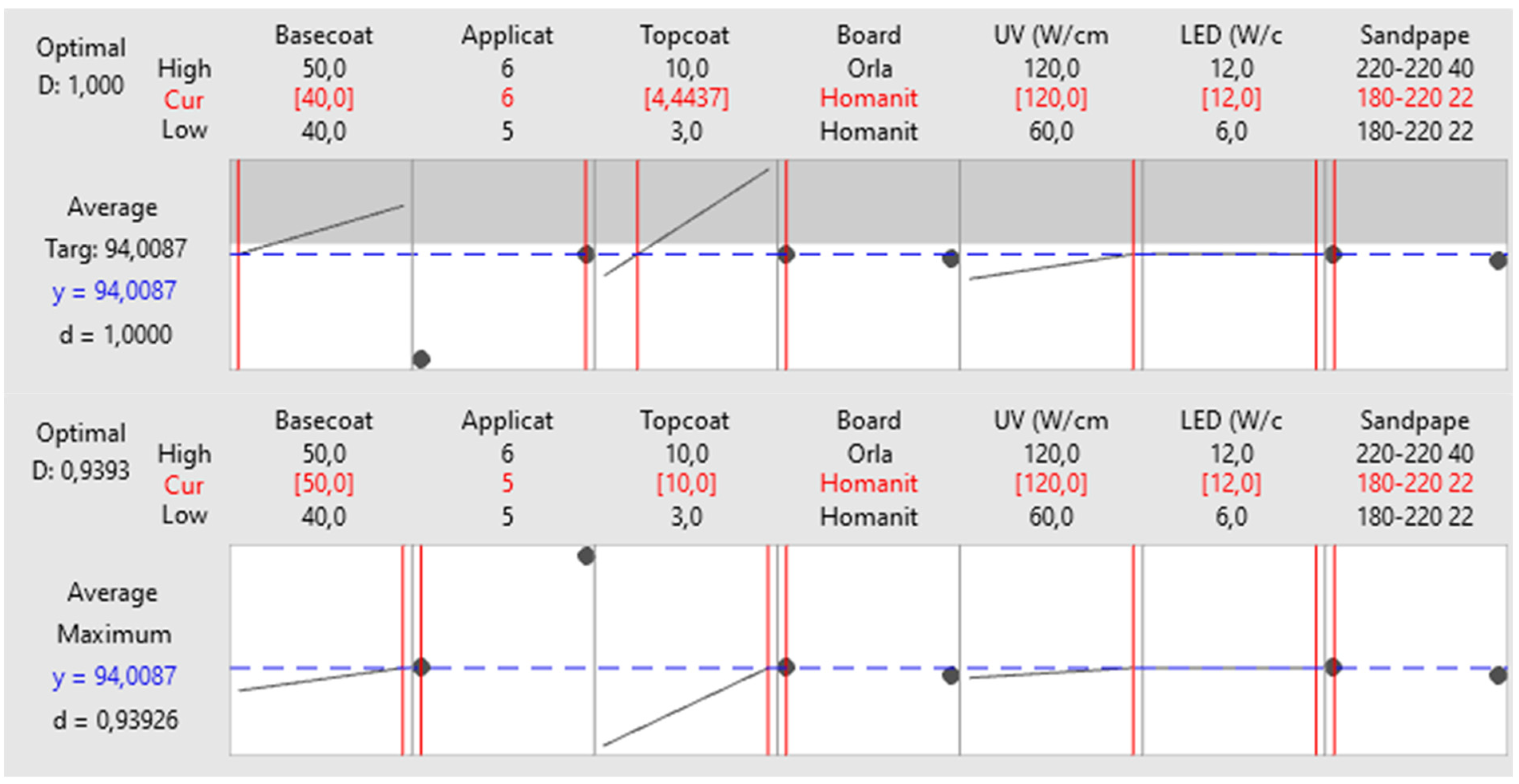
- It was estimated that to obtain the highest possible parameter L* = 94., the number of overlays could be increased from 5 to 6, while reducing the amount of the applied basecoat by 10 g/m2 (from 50 g/m2 to 40 g/m2).
- The statistically significant factors affecting the coatings’ gloss were the spread rate of the applied topcoat, the abrasive used, the number of coats used and the mercury lamp power used in the process. An increase in gloss occurred with an increase in the spread rate of the applied topcoat, the number of coats and the abrasive grit size. The mercury lamps were also part of a significant interaction with the amount of the topcoat. The gloss increased as the lamps’ power and the spread rate of the topcoat increased.
- LED lamp power did not affect the coatings’ optical parameters. A high share of LED lamps in the painting line ensures a higher process stability. Moreover, it can be stated that LED lamps still do not affect the coatings’ optical parameters, despite the passage of time and the power reduction, which may be a good prognosis for the extension of LED lamp life. It can also represent a large amount of savings due to the high price of LED modules.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- The Business Research Company. Paints and Coatings Global Market Report 2023. 2023. Available online: https://www.thebusinessresearchcompany.com/report/paints-and-coatings-global-market-report (accessed on 2 November 2023).
- Kelly, P. European Market Overview 2019. In Proceedings of the RadTech 2020 Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- ReportLinker. Global Industrial Coatings Market Size, Share & Trends Analysis Report by Product, Technology, End Use, Region, and Segment Forecasts, 2021–2028. 2021. Available online: https://www.marketsandmarkets.com/Market-Reports/industrial-coatings-market-746.html (accessed on 2 November 2023).
- Raport. Nowy raport przewiduje wzrost na globalnym rynku powłok przemysłowych [New report predicts growth in global industrial coatings market]. Lakiernictwo Przemysłowe 2022, 1, 135. Available online: https://www.lakiernictwo.net/dzial/142-aktualnosci-i-przeglad-rynku/artykuly/nowy-raport-przewiduje-wzrost-na-globalnym-rynku-p,4819 (accessed on 2 November 2023).
- Jabłoński, M.; Świetliczny, M.; Ružińska, E. Polimery Syntetyczne i Materiały Malarsko-Lakiernicze w Myślach Drzewnym [Synthetic Polymers and Paint and Varnish Materials in the Woodworking Industry]; Wydawnictwo SGGW: Warsaw, Poland, 2009. [Google Scholar]
- Marasinghe, L.; Croutxé-Barghorn, C.; Allonas, X.; Criqui, A. Effect of reactive monomers on polymer structure and abrasion resistance of UV cured thin films. Prog. Org. Coat. 2018, 118, 22–29. [Google Scholar] [CrossRef]
- Weber, E. North American UV+EB Market Overview. In Proceedings of the RadTech 2020 Conference, Orlando, FL, USA, 8–11 March 2020; Available online: www.radtech.org (accessed on 2 November 2023).
- Cano, M.; Núñez-Lozano, R.; Lumbreras, R.; González-Rodríguez, V.; Delgado-García, A.; Jiménez-Hoyuela, J.M.; de la Cueva-Méndez, G. Partial PEGylation of superparamagnetic iron oxide nanoparticles thinly coated with amine-silane as a source of ultrastable tunable nanosystems for biomedical applications. Nanoscale 2017, 9, 812–822. [Google Scholar] [CrossRef]
- Jung, S.J.; Lee, S.J.; Cho, W.J.; Ha, C. Synthesis and properties of UV-curable waterborne unsaturated polyester for wood coating. J. Appl. Polym. Sci. 1998, 69, 695–708. [Google Scholar] [CrossRef]
- Heuer, A.M.; Reinartz, R.; Skotarczak, A.; Presenter, M.N.; Lin, B. Novel approaches to improve scratch and abrasion resistance in UV coatings. In Proceedings of the RadTech 2020 Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Curatolo, B. UV technology for the protection of surfaces. UV+ EB Technol. 2015, 2, 22–29. [Google Scholar]
- Li, Y.; Shao, H.; Lv, P.; Tang, C.; He, Z.; Zhou, Y.; Shuai, M.; Mei, J.; Lau, W.M. Fast preparation of mechanically stable superhydrophobic surface by UV cross-linking of coating onto an oxygen-inhibited layer of substrate. Chem. Eng. J. 2018, 338, 440–449. [Google Scholar] [CrossRef]
- Guo, X.; Li, R.; Teng, Y.; Cao, P.; Wang, X.A.; Ji, F. Effects of surface treatment on the properties of UV coating. Wood Res. 2015, 60, 629–638. [Google Scholar]
- Lustig, C.; Chakrapani, S. UV curable coatings-options for challenging substrates. In Proceedings of the RadTech 2020 Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Wnuk, R. Wodne materiały utwardzające promieniowaniem UV-przyszłość w lakierowanie drewna. Uszlachetnianie Powierzchni Drzewnych cz. II. 2011, pp. 16–18. Available online: https://woodchem.pl/uszlachetnianie-powierzchni-drewna/ (accessed on 2 November 2023).
- Heathcote, J. Update on Mercury Regulation for UV Curing Lamps. In Proceedings of the RadTech 2020 Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Borysiuk, P.; Derda, M.; Auriga, R.; Boruszewski, P.; Monder, S. 1. Comparison of Selected Properties of Varnish Coatings Curing with the Use of UV and UV-LED Approach; Annals of Warsaw University of Life Sciences—SGGW Forestry and Wood Technology: Warsaw, Poland, 2015; ISSN 1898-5912. [Google Scholar]
- Studer, K.; Decker, C.; Beck, E.; Schwalm, R. Overcoming oxygen inhibition in UV-curing of acrylate coatings by carbon dioxide inerting, Part I. Prog. Org. Coat. 2003, 48, 92–100. [Google Scholar] [CrossRef]
- Taki, K.; Yamada, R. Comparison of the degree of shrinkage under air and nitrogen atmospheres by laser displacement sensor. J. Photopolym. Sci. Technol. 2018, 31, 497–501. [Google Scholar] [CrossRef]
- Park, J.W.; Sim, K.B.; Shim, G.S.; Back, J.H.; Baek, D.; Kim, H.J.; Shin, S. Depth profile of thin coating through surface and interfacial cutting analysis of UV curing system. Mater. Des. 2019, 178, 107855. [Google Scholar] [CrossRef]
- Wang, T.; Shaw, J. Physical Properties of UV Curable Composites. In Proceedings of the RadTech 2020 Conference, Orlando, FL, USA, 8–11 March 2020; Available online: www.allnex.com (accessed on 2 November 2023).
- Rudnicki, A. Lakiery utwardzane promieniami UV-wiele zalet [UV-cured varnishes—Many advantages]. Lakiernictwo Przemysłowe. Uszlachetnianie Powierzchni Drzewnych cz. III. 2011, pp. 16–17. Available online: https://woodchem.pl/uszlachetnianie-powierzchni-drewna/ (accessed on 2 November 2023).
- Kien, W.; Osajda, M.; Boratyński, P. Linie lakiernicze z utwardzaniem naskórka promieniami UV-dobierz temperaturę urządzenia [Paint lines with UV surface curing—Adjust the device temperature]. Lakiernictwo Przemysłowe. Uszlachetnianie Powierzchni Drzewnych cz. V. 2013, pp. 40–47. Available online: https://woodchem.pl/uszlachetnianie-powierzchni-drewna/ (accessed on 2 November 2023).
- Wnuk, R.; Utwardzanie powłoki lakierniczych przy użyciu LED. Utwardzanie powłoki lakierniczych przy użyciu LED. Oszczędne i „pożerające” mniej energii” [LED paint curing. Economical and consuming less energy]. Lakiernictwo Przemysłowe. Uszlachetnianie Powierzchni Drzewnych cz. V. 2013, pp. 34–35. Available online: https://woodchem.pl/uszlachetnianie-powierzchni-drewna/ (accessed on 2 November 2023).
- Wang, X.; Feng, Y.; Zhang, L.; Protsak, I.; Jamali, R.; Shu, Y.; Pal, P.; Wang, Z.; Yang, J.; Zhang, D. Fast-cured UV-LED polymer materials filled with high mineral contents as wear-resistant, antibacterial coatings. Chem. Eng. J. 2020, 382, 122927. [Google Scholar] [CrossRef]
- Heathcote, J. Update on Mercury Regulation for UV Curing Lamps. GEW (EC). 6 March 2023. Available online: https://www.pffc-online.com/news/17269-update-on-mercury-regulation-for-uv-curing-lamps (accessed on 1 May 2023).
- European Commission. RoHS 2 FAQ. 2012. Available online: http://ec.europa.eu/enterprise/policies/single-market-goods/documents/blue-guide/ (accessed on 2 November 2023).
- European Commission. Fact Sheet Questions and Answers: EU Mercury Policy and the Ratification of the Minamata Convention; European Commission: Brussels, Belgium, 2017. [Google Scholar]
- United Nations Environment Programme. Minamata Convention on Mercury Text and Annexes. 2019. Available online: www.mercuryconvention.org (accessed on 2 November 2023).
- Minamata Convention on Mercury. Strengthening the Specific International Programme to Support Capacity-Building and Technical Assistance of the Minamata Convention on Mercury: Enhancing the Effective Functioning of the Programme. 2021. Available online: https://minamataconvention.org/en/implementation/specific-international-programme (accessed on 2nd November 2023).
- Beutler, P. 4. Mercury-Vapor Lamp or LED? Karlsruhe. 2022. Available online: http://assets.thermofisher.com/TFS-Assets/MSD/Product-Information/mercury-vapor-lamp-led-en-p072.pdf (accessed on 30 April 2023).
- Kiyoi, E. 3. Keep It Cool to Keep It Clean Advantages of UV LEDs When Coating Heat-Sensitive Types of Wood. 2013. Available online: www.european-coatings.com (accessed on 2 November 2023).
- Kiyoi, E. 5. The State of UV-LED Curing: An Investigation of Chemistry and Applications Characteristics of UV-LED Lamps. 2013. Available online: https://radtech.org (accessed on 2 November 2023).
- Bekas, J. Skuteczniej utwardzają, a nie podgrzewają. Gaz. Przemysłu Drzewnego 2015, 9, 45. [Google Scholar]
- Dawidowicz, A.L.; Nowakowski, P.; Dybowski, M.P.; Typek, R. Some physicochemical properties of polyacrylate varnish layers cured by classical and LED (395 nm) UV sources. Food Packag. Shelf Life 2020, 24, 100497. [Google Scholar] [CrossRef]
- Europen Coatings. Radiation curing by LED technology for industrial wood flooring coatings. Focus Powder Coat. 2023, 2023, 6. [Google Scholar] [CrossRef]
- Goodrich, J.E. Acrylated Amine Oligomers to Enhance Cure with UV LED Sources. In Proceedings of the RadTech 2020 Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Schmitz, C.; Poplata, T.; Feilen, A.; Strehmel, B. Radiation crosslinking of pigmented coating material by UV LEDs enabling depth curing and preventing oxygen inhibition. Prog. Org. Coat. 2020, 144, 105663. [Google Scholar] [CrossRef]
- Ivarsson, D. The Impact of Different Intensities on the Performance of Led Cured Coatings. Available online: https://www.pcimag.com (accessed on 2 November 2023).
- Gharagozloo, M.; Dombkowski, T.; Leonhardt, D.; Xu, D.; Macairan, J.; Skinner, B. IIoT Enabled Smart UV Systems. In Proceedings of the RadTech 2020 Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Ivarsson, D.; Bilinsky, H. Curing matt finishes into UV curable wood coatings by direct contactless microfabrication. In Proceedings of the RadTech 2020 Conference, Orlando, FL, USA, 8–11 March 2020. [Google Scholar]
- Salca, E.A.; Krystofiak, T.; Lis, B.; Hiziroglu, S. Glossiness evaluation of coated wood surfaces as function of varnish type and exposure to different conditions. Coatings 2021, 11, 558. [Google Scholar] [CrossRef]
- Salca, E.A.; Krystofiak, T.; Lis, B.; Mazela, B.; Proszyk, S. Some coating properties of black alder wood as a function of varnish type and applications method. Bioresources 2016, 11, 7580–7594. [Google Scholar] [CrossRef]
- Jančovičová, V.; Kindernay, J.; Jakubíková, Z.; Mrlláková, I. Influence of photoinitiator and curing conditions on polymerization kinetics and gloss of UV-cured coatings. Chem. Pap. 2007, 61, 383–390. [Google Scholar] [CrossRef]
- Gürleyen, L. Effects of artificial weathering on the colour, gloss, adhesion, and pendulum hardness of UV system parquet varnish applied to doussie (Afzelia africana) wood. Bioresources 2021, 16, 1616–1627. [Google Scholar] [CrossRef]
- Okamura, H.; Niizeki, S.; Ochi, T.; Matsumoto, A. UV curable formulations for UV-C LED. J. Photopolym. Sci. Technol. 2016, 29, 99–104. [Google Scholar] [CrossRef]
- ISO 2813; Paints and Varnishes—Determination of Specular Gloss of Non-Metallic Paint Films at 20 Degrees, 60 Degrees and 85 Degrees. International Organization for Standardization: Geneva, Switzerland, 1994.
- DIN 67530; Reflectometer as a Means for Gloss Assessment of Plane Surfaces of Paint Coatings and Plastics. European Standards: Brussels, Belgium, 1982.
- ISO 7724; Paints and Varnishes. Colourimetry. Part 2: Colour Measurement. International Organization for Standardization: Geneva, Switzerland, 1984.
- Hill, B.; Roger, T.; Vorhagen, F.W. Comparative Analysis of the Quantization of Colour Spaces on the Basis of the CIELAB Colour-Difference Formula. ACM Trans. Graph. 1997, 16, 109–154. [Google Scholar] [CrossRef]
- Wijekularathna, S.M.; Manage, D.K.; Scariano, A.B.W. Power analysis of several normality tests: A Monte Carlo simulation study. Commun. Stat. Simul. Comput. 2020, 51, 757–773. [Google Scholar] [CrossRef]
- Landry, V.; Blanchet, P.; Boivin, G.; Bouffard, J.F.; Vlad, M. UV-LED curing efficiency of wood coatings. Coatings 2015, 5, 1019–1033. [Google Scholar] [CrossRef]
- Evans, P.D.; Cullis, I. Effect of sanding and coating with UV-cured finishes on the surface roughness, dimensional stability and fire resistance of oriented strandboard. Holz als Roh-und Werkstoff 2008, 66, 191–199. [Google Scholar] [CrossRef]
- Akkuş, M.; Akbulut, T.; Candan, Z. Application of electrostatic powder coating on wood composite panels using a cooling method. Part 1: Investigation of water intake, abrasion, scratch resistance, and adhesion strength. BioResources 2019, 14, 9557–9574. [Google Scholar] [CrossRef]
- Henke, M.; Lis, B.; Krystofiak, T. Gloss Level of HDF Finished with Different Numbers of Layers and Hardened with UV Hg-Ga Lamps of Selected Power. Coatings 2022, 12, 533. [Google Scholar] [CrossRef]
- Lis, B.; Krystofiak, T.; Proszyk, S. Studies of the resistance upon some factors of UV acrylic lacquer coatings on MDF boards. Part II. Mechanical factors. Ann. Warsaw Univ. Life Sci. SGGW For. Wood Technol. 2010, 71, 454–457. [Google Scholar]
- Bekhta, P.; Lis, B.; Krystofiak, T.; Bekhta, N. Surface Roughness of Varnished Wood Pre-Treated Using Sanding and Thermal Compression. Forests 2022, 13, 777. [Google Scholar] [CrossRef]
- Qi, L.; Chantler, M.J.; Siebert, P.; Dong, J. The joint effect of mesoscale and microscale roughness on perceived gloss. Vis. Res. 2015, 115, 209–217. [Google Scholar] [CrossRef] [PubMed]
- Honson, V.; Huynh-Thu, Q.; Arnison, M.; Monaghan, D.; Isherwood, Z.J.; Kim, J. Effects of Shape, Roughness and Gloss on the Perceived Reflectance of Coloured Surfaces. Front. Psychol. 2020, 11, 485. [Google Scholar] [CrossRef] [PubMed]
- de Moura, L.F.; Brito, J.O.; Nolasco, A.M.; Uliana, L.R. Evaluation of coating performance and colour stability on thermally rectified Eucalyptus grandis and Pinus caribaea var. Hondurensis woods. Wood Res. 2013, 58, 231–242. [Google Scholar]
- Sinn, G.; Ginkl, M.; Reiterer, A.E.T.; Stanzl-Tschegg, S. Changes in the surface properties of wood due to sanding. Holzforschung 2004, 58, 246–251. [Google Scholar] [CrossRef]
- Zeren, S.; Huguenard, S. UV-curable powder coatings: Formulation of thick white finish for MDF. Surf. Coat. Int. Part B Coat. Trans. 2004, 87, 71–148. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Board Marking | |
|---|---|---|
| A | B | |
| Density [kg/m3] acc. to DIN EN 323:1993 | 850 | 830 |
| Modulus of elasticity [MPa] acc. to the DIN EN 310:1993 standard | 4300 | 4500 |
| Moisture content [%] | 7 | 7 |
| Swelling resistance [%] acc. to the DIN EN 317:1999 standard | 45 | 45 |
| Parameter | Heavy Putty | Basecoat | Topcoat |
|---|---|---|---|
| Density [g/cm3] | 1.63 ± 0.15 | 1.73 | 1.30 ± 0.15 |
| Solids content [%] acc. to the PN-EN ISO 3251:2019 standard | 95.3 ± 0.5 | 98.3 ± 0.5 | 97.8 ± 0.5 |
| Viscosity [mPa·s] (Brookfield, Thermosel 35 °C, 20 rpm, spindle 27) | 7700 | 400 | 1475 |
| Type of Varnish Product—UV Acrylic | Amount of Applied Varnish [g/m2] | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| heavy putty | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 | 50 |
| basecoat | 40 | 45 | 50 | 40 | 45 | 50 | 40 | 45 | 50 |
| topcoat | 3 | 3 | 3 | 6.5 | 6.5 | 6.5 | 10 | 10 | 10 |
| One-Way ANOVA Response | Source | DF The Total Degrees of Freedom | Adj SS Adjusted Sums of Squares | Adj MS Adjusted Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|---|
| G. | UV LED lamp power W/cm | 2 | 0.55 | 0.2756 | 0.01 | 0.991 |
| UV mercury lamp power W/cm | 2 | 216.7 | 108.36 | 3.90 | 0.022 | |
| Amount of topcoat | 2 | 3426 | 1712.96 | 152.20 | 0.000 | |
| Amount of basecoat | 2 | 75.06 | 3753 | 1.32 | 0.271 | |
| Number of applicators | 1 | 504.0 | 504.04 | 19.25 | 0.000 | |
| Type of board | 1 | 9.69 | 9.689 | 0.34 | 0.562 | |
| Sandpaper | 1 | 646.6 | 646.63 | 25.41 | 0.000 | |
| L* | UV LED lamp power W/cm | 2 | 0.0292 | 0.01459 | 0.05 | 0.947 |
| UV mercury lamp power W/cm | 2 | 0.0677 | 0.03385 | 0.13 | 0.881 | |
| Amount of topcoat | 2 | 13.57 | 6.7839 | 34.50 | 0.000 | |
| Amount of basecoat | 2 | 7.974 | 3.9872 | 17.68 | 0.000 | |
| Number of applicators | 1 | 7.053 | 7.0528 | 30.79 | 0.000 | |
| Type of board | 1 | 0.3694 | 0.3694 | 1.40 | 0.238 | |
| Sandpaper | 1 | 0.6204 | 0.6204 | 2.37 | 0.125 | |
| b* | UV LED lamp power W/cm | 2 | 0.0299 | 0.01497 | 0.04 | 0.963 |
| UV mercury lamp power W/cm | 2 | 0.2822 | 0.1411 | 0.36 | 0.701 | |
| Amount of topcoat | 2 | 24.40 | 12.2012 | 44.88 | 0.000 | |
| Amount of basecoat | 2 | 6.835 | 3.4175 | 9.43 | 0.000 | |
| Number of applicators | 1 | 12.09 | 12.0884 | 36.23 | 0.000 | |
| Type of board | 1 | 0.4319 | 0.4319 | 1.10 | 0.296 | |
| Sandpaper | 1 | 1.759 | 1.7587 | 4.55 | 0.034 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Henke, M.; Krystofiak, T.; Salca, E.A.; Lis, B. Gloss Level, Type of Paper and Colour of HDF Boards Finished with the Energy-Saving Acrylic Paint System. Appl. Sci. 2024, 14, 394. https://doi.org/10.3390/app14010394
Henke M, Krystofiak T, Salca EA, Lis B. Gloss Level, Type of Paper and Colour of HDF Boards Finished with the Energy-Saving Acrylic Paint System. Applied Sciences. 2024; 14(1):394. https://doi.org/10.3390/app14010394
Chicago/Turabian StyleHenke, Milena, Tomasz Krystofiak, Emilia Adela Salca, and Barbara Lis. 2024. "Gloss Level, Type of Paper and Colour of HDF Boards Finished with the Energy-Saving Acrylic Paint System" Applied Sciences 14, no. 1: 394. https://doi.org/10.3390/app14010394
APA StyleHenke, M., Krystofiak, T., Salca, E. A., & Lis, B. (2024). Gloss Level, Type of Paper and Colour of HDF Boards Finished with the Energy-Saving Acrylic Paint System. Applied Sciences, 14(1), 394. https://doi.org/10.3390/app14010394