
Application of Pulsed Laser-TIG Hybrid Heat Source in Root Welding of Thick Plate Titanium Alloys

Abstract
:1. Introduction
2. Experimental Procedures
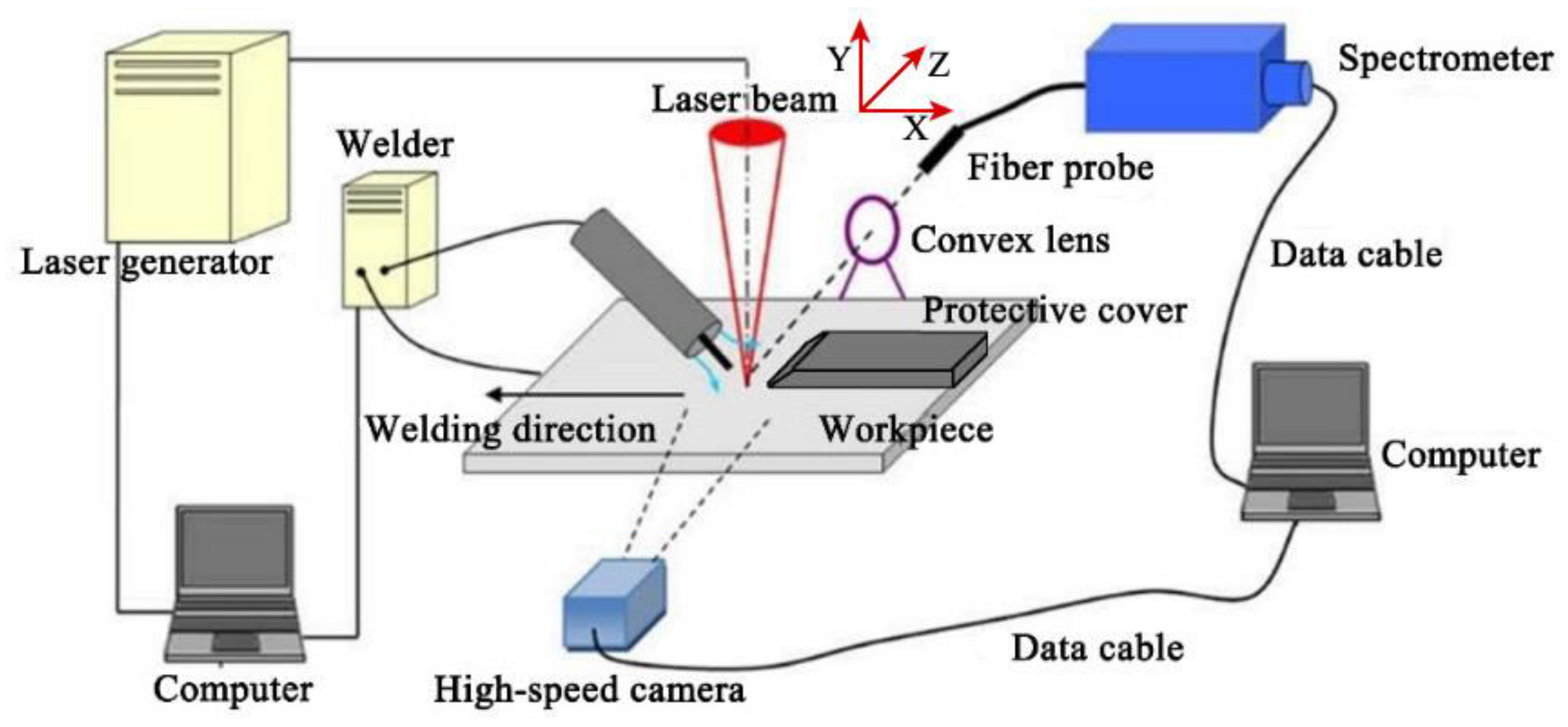
2.1. Equipment Setup
2.2. Materials and Welding Conditions
3. Results and Discussion
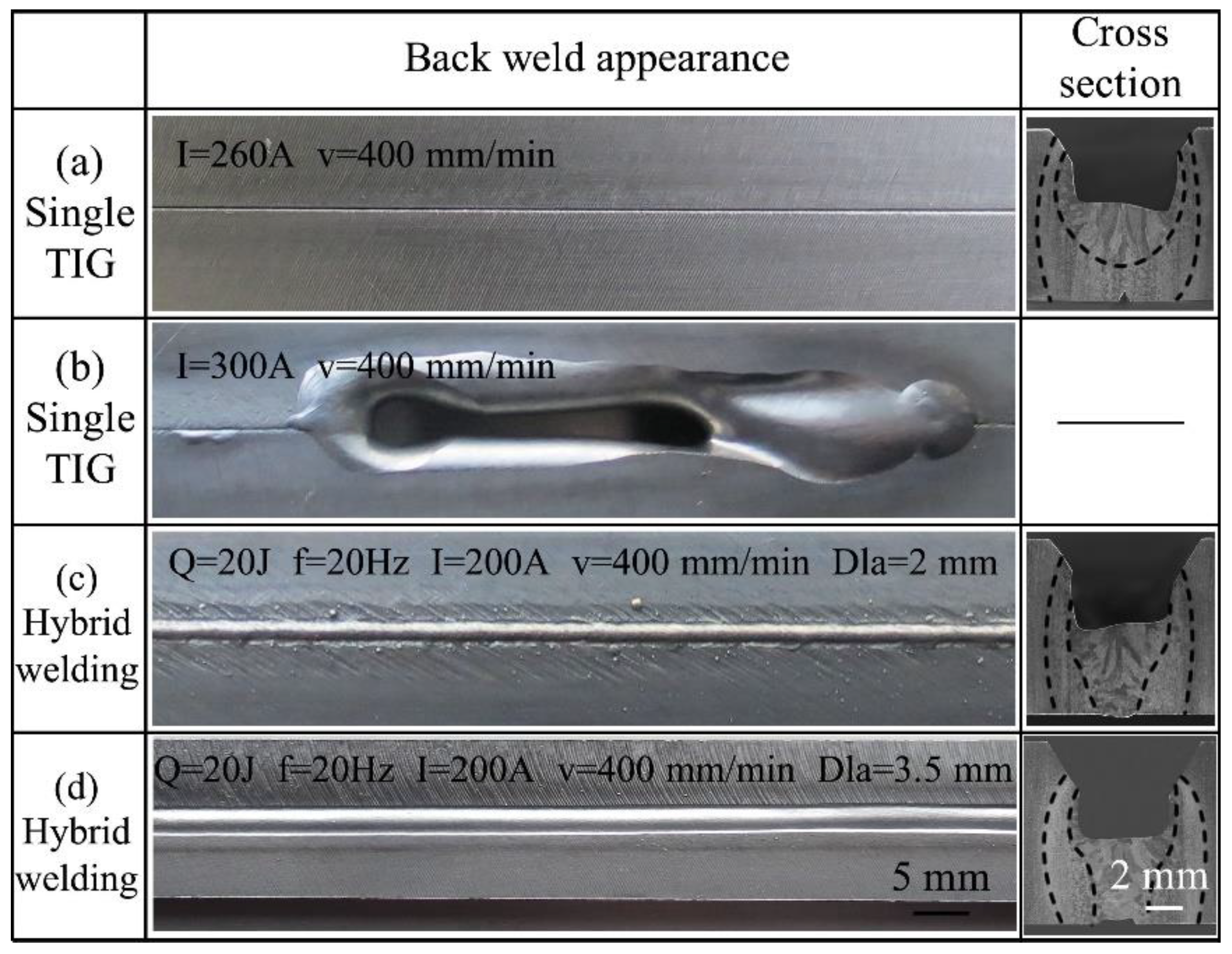
3.1. Back Appearance and Cross Section of Weld Bead
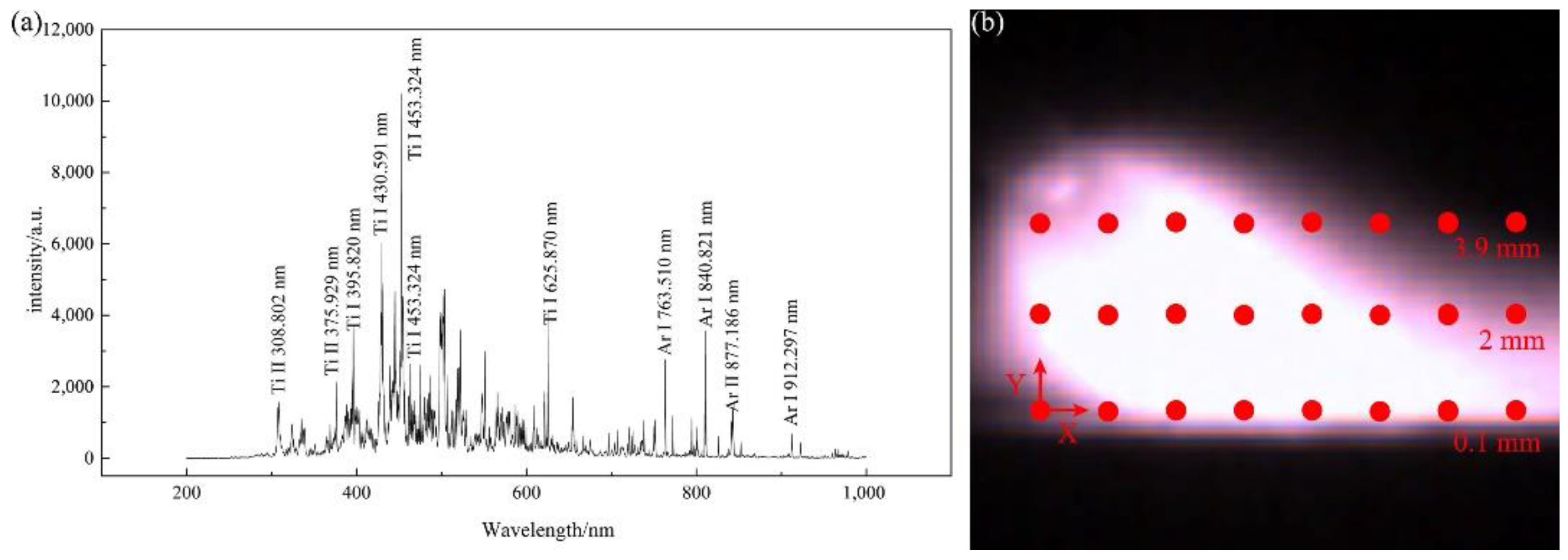
3.2. Arc Behaviors Observation
4. Discussion
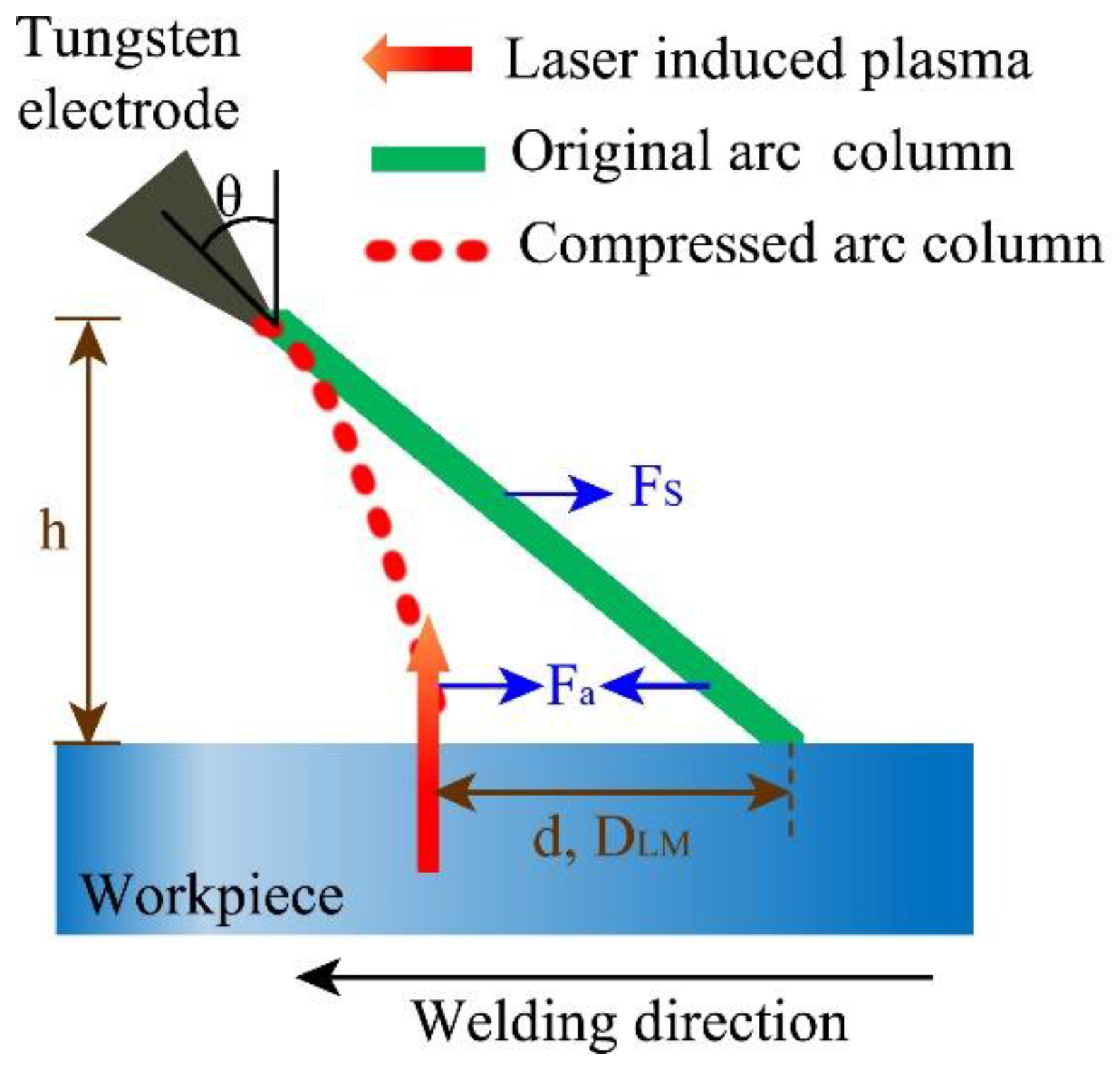
4.1. Arc Deflection
4.2. Analysis of Forces on Back Molten Pool
4.3. The Effect of Pulsed Laser in Welding Process
5. Conclusions
Acknowledgment
Author Contributions
Conflicts of Interest
References
- Fu, J.; Gong, L.; Zhang, Y.; Wu, Q.; Shi, X.; Chang, J.; Lu, J. Microstructure and Mechanical Properties of Ti-6Al-4V Fabricated by Vertical Wire Feeding with Axisymmetric Multi-Laser Source. Appl. Sci. 2017, 7, 227. [Google Scholar] [CrossRef]
- Karpagaraj, A.; Siva, S.N.; Sankaranarayanasamy, K. Some studies on mechanical properties and microstructural characterization of automated TIG welding of thin commercially pure titanium sheets. Mater. Sci. Eng. A 2015, 640, 180–189. [Google Scholar] [CrossRef]
- Cui, L.; He, D.Y.; Guo, F.; Li, X.Y.; Jiang, J.M. Effect of fiber laser-MIG hybrid process parameters on weld bead shape and tensile properties of commercially pure titanium. Mater. Manuf. Process. 2010, 25, 1309–1316. [Google Scholar]
- Saresh, N.; Pillai, M.G.; Mathew, J. Investigations into the effects of electron beam welding on thick Ti–6Al–4V titanium alloy. J. Mater. Process. Technol. 2007, 192–193, 83–88. [Google Scholar] [CrossRef]
- Li, X.; Wu, C.; Li, W. Study on progress of welding science and technology in China. J. Mech. Eng. 2012, 6, 19–31. [Google Scholar] [CrossRef]
- Yamane, S.; Yamamoto, H.; Ishihara, T.; Kubota, T.; Eguchi, K.; Oshima, K. Adaptive control of back bead in V groove welding without backing plate. Sci. Technol. Weld. Join. 2004, 9, 138–148. [Google Scholar] [CrossRef]
- Schneider, A.; Gumenyuk, A.; Lammers, M.; Malletschek, A.; Rethmeier, M. Laser Beam Welding of Thick Titanium Sheets in the Field of Marine Technology. Phys. Procedia 2014, 56, 582–590. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, K.; Hu, X.; Lei, Z.; Ni, L. Study on laser welding of a Ti-22Al-25Nb alloy: Microstructural evolution and high temperature brittle behavior. J. Alloys Compd. 2016, 681, 175–185. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Gasalino, G.; Mortello, M.; Angelastro, A.; Ludovico, A.D. Microstructural charateristics and mechanical properties of Ti6Al4V alloy fiber laser welds. Procedia CIRP 2015, 33, 428–433. [Google Scholar] [CrossRef]
- Chen, M.; Xu, J.; Xin, L.; Zhao, Z.; Wu, F.; Ma, S.; Zhang, Y. Effect of keyhole characteristics on porosity formation during pulsed laser-GTA hybrid welding of AZ31B magnesium alloy. Opt. Lasers Eng. 2017, 93, 139–145. [Google Scholar] [CrossRef]
- Brandizzi, M.; Satriano, A.A.; Sorgente, D.; Tricarico, L. Laser–arc hybrid welding of Ti6Al4V titanium alloy: Mechanical characterization of joints and gap tolerance. Weld. Int. 2013, 27, 113–120. [Google Scholar] [CrossRef]
- Liu, L.; Li, C.; Shi, J. Analysis of energy utilisation efficiency in laser-GTA hybrid welding process. Sci. Technol. Weld. Join. 2014, 19, 541–546. [Google Scholar] [CrossRef]
- Lee, C.M.; Woo, W.S.; Baek, J.T.; Kim, E.J. Laser and arc manufacturing processes: A review. Int. J. Precis. Eng. Manuf. 2016, 17, 973–985. [Google Scholar] [CrossRef]
- Turichin, G.; Tsibulsky, I.; Somonov, V.; Kuznetsov, M.; Akhmetov, A. Laser-TIG Welding of Titanium Alloys. IOP Conf. Ser. Mater. Sci. Eng. 2016, 142, 012009. [Google Scholar] [CrossRef]
- Zhang, K.Z.; Lei, Z.L.; Chen, Y.B.; Liu, M.; Liu, Y. Microstructure characteristics and mechanical properties of laser-TIG hybrid welded dissimilar joints of Ti-22Al-27Nb and TA15. Opt. Laser Technol. 2015, 73, 139–145. [Google Scholar] [CrossRef]
- Liu, L.M.; Hao, X.F.; Du, X. Microstructure characteristics and mechanical properties of Laser-TIG hybrid welding joint of TA15 titanium alloy. Mater. Res. Innov. 2008, 12, 114–118. [Google Scholar] [CrossRef]
- Cao, Y.M. Study on Laser-TIG Arc Hybrid Welding Process of Medium Titanium Aloy Plate. Master’s Thesis, Dalian University of Technology, Dalian, China, June 2011. [Google Scholar]
- Chen, M.H.; Li, C.B.; Liu, L.M. Coupling discharge between keyhole plasma and arc plasma in laser-arc welding of Mg alloy. IEEE Trans. Plasma Sci. 2014, 42, 1400–1406. [Google Scholar] [CrossRef]
- Chen, M.; Xu, J.; Xin, L.; Zhao, Z.; Wu, F. Comparative study on interactions between laser and arc plasma during laser-GTA welding and laser-GMA welding. Opt. Lasers Eng. 2016, 85, 1–8. [Google Scholar] [CrossRef]
- Gu, X.; Li, H.; Yang, L.; Gao, Y. Coupling mechanism of laser and arcs of laser-twin-arc hybrid welding and its effect on welding process. Opt. Laser Technol. 2013, 48, 246–253. [Google Scholar] [CrossRef]
- Ueyama, T.; Ohnawa, T.; Tanaka, M.; Nakata, K. Occurrence of arc interaction in tandem pulsed gas metal arc welding. Sci. Technol. Weld. Join. 2007, 12, 523–529. [Google Scholar] [CrossRef]
- Chen, M.H.; Liu, L.M. Study on Attraction of Laser to Arc Plasma in Laser-TIG Hybrid Welding on Magnesium Alloy. IEEE Trans. Plasma Sci. 2011, 39, 1104–1109. [Google Scholar] [CrossRef]
- Lei, Y.P.; Murakawa, H.; Shi, Y.W.; Li, X.Y. Numerical analysis of the competitive influence of Marangoni flow and evaporation on heat surface temperature and molten pool shape in laser surface remelting. Comput. Mater. Sci. 2001, 21, 276–290. [Google Scholar] [CrossRef]
- Wang, J.; Wu, D.; Liao, P.; Tian, C.Y.; Li, M.Q.; Feng, J.C. Metal transfer and arc behaviour of novel consumable and non-consumable electrode indirect arc droplet welding. Sci. Technol. Weld. Join. 2013, 18, 261–270. [Google Scholar] [CrossRef]
- Gao, H.; Wu, L.; Dong, H. Numerical Simulation of Electromagnetic Force in Double-Sided Arc Welding Process. J. Mater. Sci. Technol. 2003, 19, 223–224. [Google Scholar]
- Miao, Y.; Xu, X.; Wu, B.; Li, X.; Han, D. Effects of bypass current on the stability of weld pool during double sided arc welding. J. Mater. Process. Technol. 2014, 214, 1590–1596. [Google Scholar] [CrossRef]
- Lu, Y.; Chen, S.; Shi, Y.; Li, X.; Chen, J.; Kvidahl, L.; Zhang, Y.M. Double-electrode arc welding process: Principle, variants, control and developments. J. Manuf. Process. 2014, 16, 93–108. [Google Scholar] [CrossRef]
- Li, T.Q.; Wu, C.S.; Chen, J. Transient variation of arc heat flux and pressure distribution on keyhole wall in PAW. Weld. World. 2016, 60, 363–371. [Google Scholar] [CrossRef]
- Chen, S.; Yan, Z.; Jiang, F.; Lu, Z. The pressure distribution of hollow cathode centered negative pressure arc. J. Manuf. Process. 2016, 23, 21–28. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | V | Fe | C | N | O | Ti |
|---|---|---|---|---|---|---|---|
| Wt.% | 5.50~6.75 | 3.50~4.50 | 0.30 | 0.08 | 0.05 | 0.20 | residual |
| Parameters | Value of Single TIG | Laser-TIG Hybrid Welding | |
|---|---|---|---|
| Value Laser | Value TIG | ||
| Power source type | DC | Pulse | DC |
| Electrode type | W-2% ThO2 | - | W-2% ThO2 |
| Diameter of electrode, (mm) | 3.2 | - | 3.2 |
| Angle of electrode (θ), ° | 45 | 90 | 45 |
| Welding current (I), A | 260, 300 | - | 200 |
| Laser pulse energy (Q), J | - | 20 | - |
| Laser pulse frequency (f), Hz | - | 20 | - |
| Dla, (mm) | - | 2, 3.5 | |
| Shielding gas type | Pure Ar | - | Pure Ar |
| Gas flow rate (q), L/min | 15 | - | 15 |
| Arc length (l), mm | 4 | - | 4 |
| Welding speed (v), mm/min | 400 | 400 | 400 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, J.; Zhou, Y.; Liu, L. Application of Pulsed Laser-TIG Hybrid Heat Source in Root Welding of Thick Plate Titanium Alloys. Appl. Sci. 2017, 7, 527. https://doi.org/10.3390/app7050527
Shi J, Zhou Y, Liu L. Application of Pulsed Laser-TIG Hybrid Heat Source in Root Welding of Thick Plate Titanium Alloys. Applied Sciences. 2017; 7(5):527. https://doi.org/10.3390/app7050527
Chicago/Turabian StyleShi, Jipeng, Yanbin Zhou, and Liming Liu. 2017. "Application of Pulsed Laser-TIG Hybrid Heat Source in Root Welding of Thick Plate Titanium Alloys" Applied Sciences 7, no. 5: 527. https://doi.org/10.3390/app7050527
APA StyleShi, J., Zhou, Y., & Liu, L. (2017). Application of Pulsed Laser-TIG Hybrid Heat Source in Root Welding of Thick Plate Titanium Alloys. Applied Sciences, 7(5), 527. https://doi.org/10.3390/app7050527