Measurement of Static Stiffness after Motion on a Three-Axis CNC Milling Table




Abstract
:1. Introduction
2. Proposed Measurement Schemes
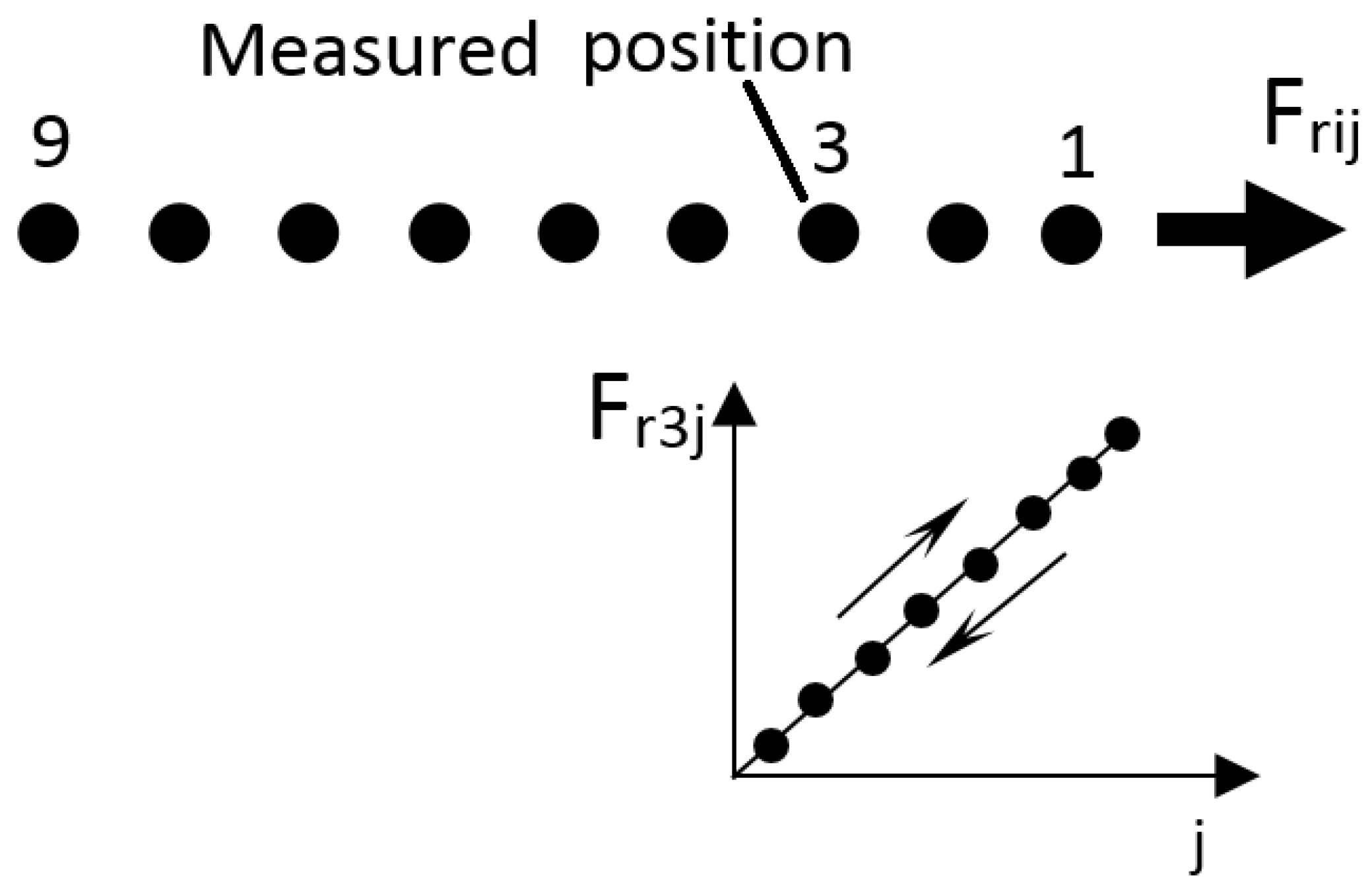
2.1. First Experiment (Scenario)—Static Stiffness Measured by the Classic Method
- Application of the first load to one position (Fr11)
- Measurement of displacements
- Gradual load addition (Fr12, Fr13, …)
- Measurement of displacements
- Gradual load removal
- Measurement of static stiffness
- Repeating previous steps at the given position
- Sliding to a new position
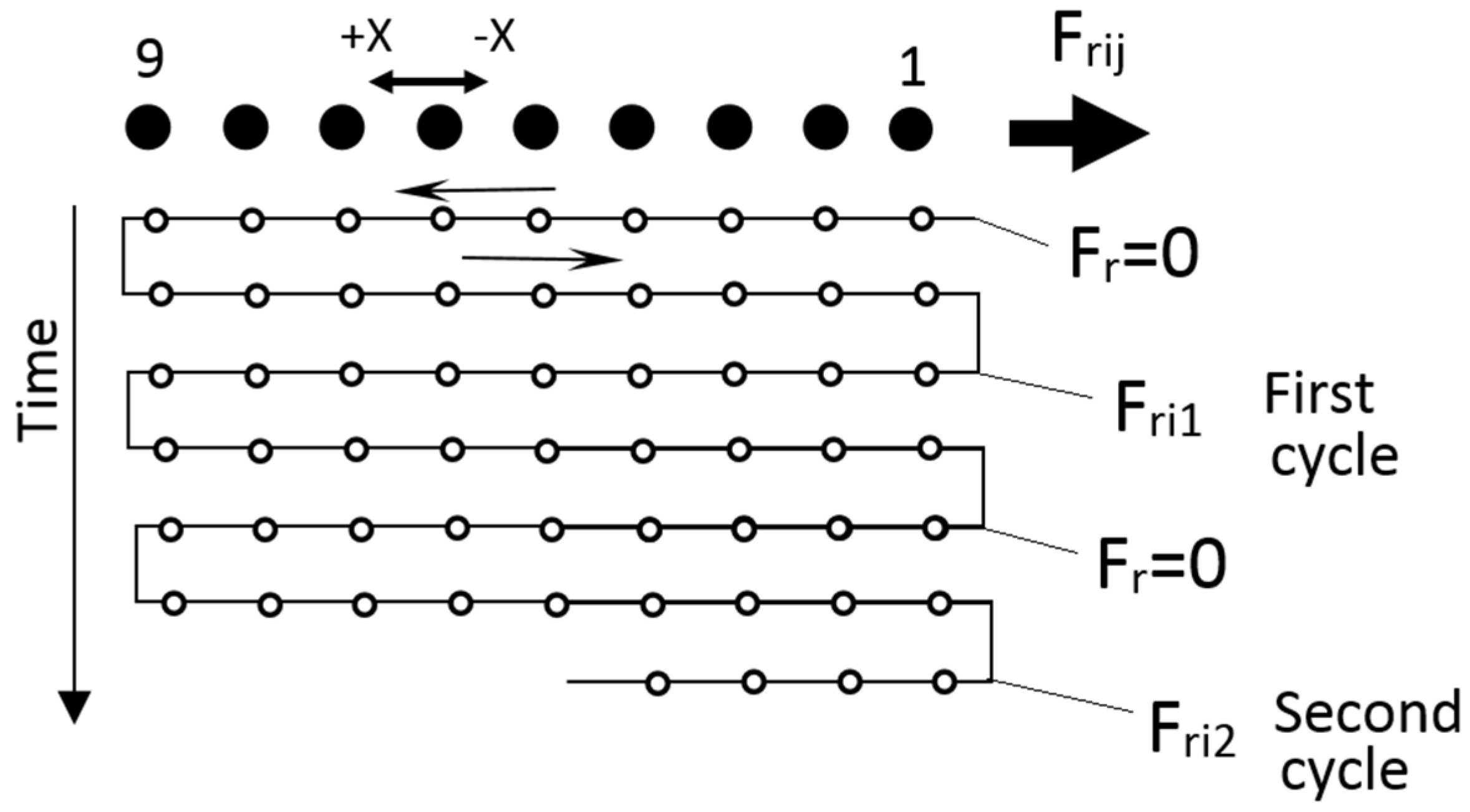
2.2. Second Experiment (Scenario)—Modified Static Stiffness Measurement across All Positions
- Running of one cycle over all positions load-free (Fr = 0)
- SSaS stiffness measurement
- Running of one cycle over all positions with the application of load (Fri1)
- SSaS stiffness measurement
- Repeating of previous steps under increased load (Fri2, Fri3, …)
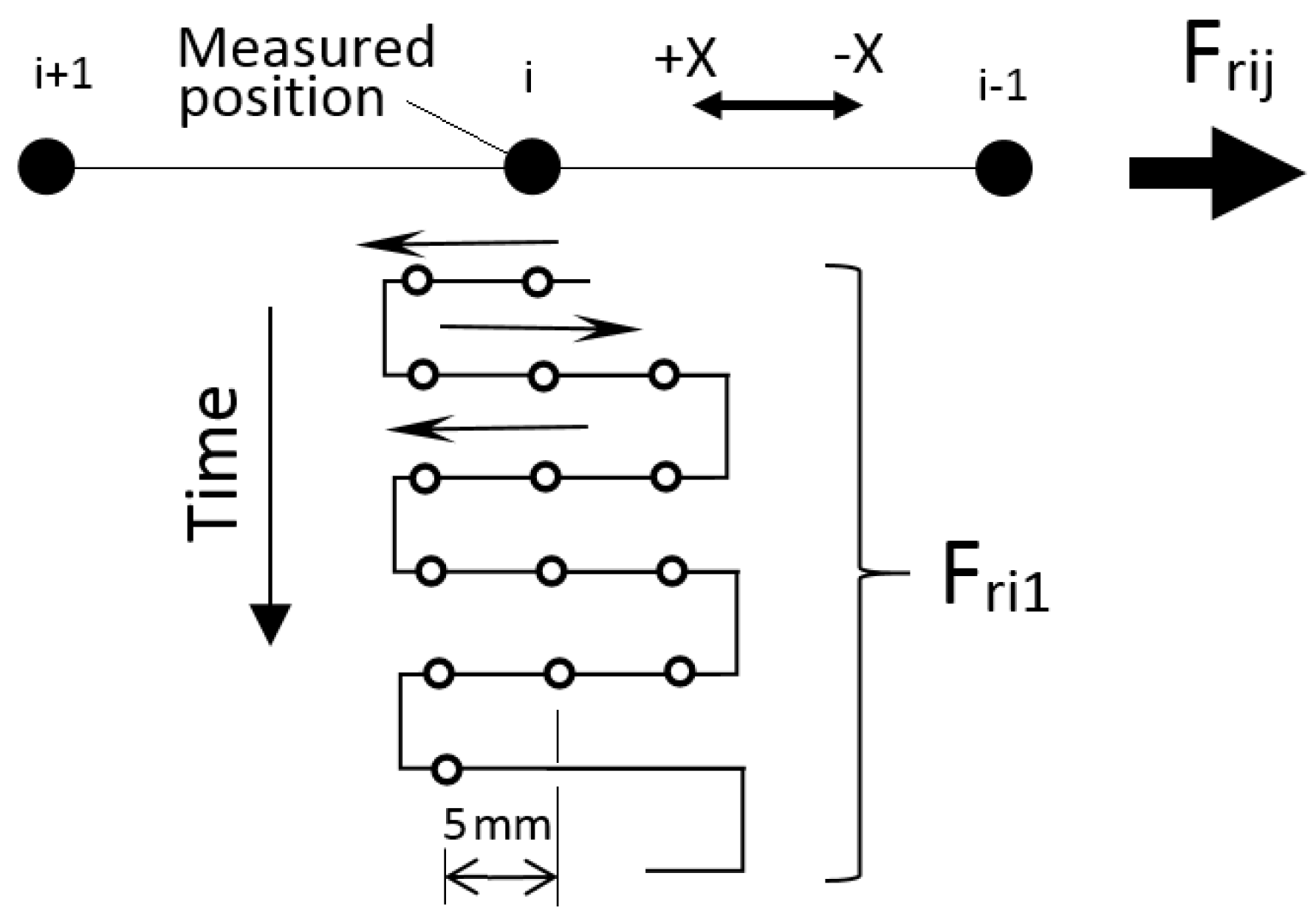
2.3. Third Experiment (Scenario)—Measurement by Repeated Application of Load to the Table Position with Small Back Slidings
- Forward and backward motion around one position with application of the first load (Fri1)
- SSaS stiffness measurement
- Repeating of the first step with gradual load addition around the position (Fri2, Fri3, …)
- SSaS stiffness measurement
- Sliding to a new position and repeating the procedure
3. Experimental Comparison of Static Stiffness Measurement Methods
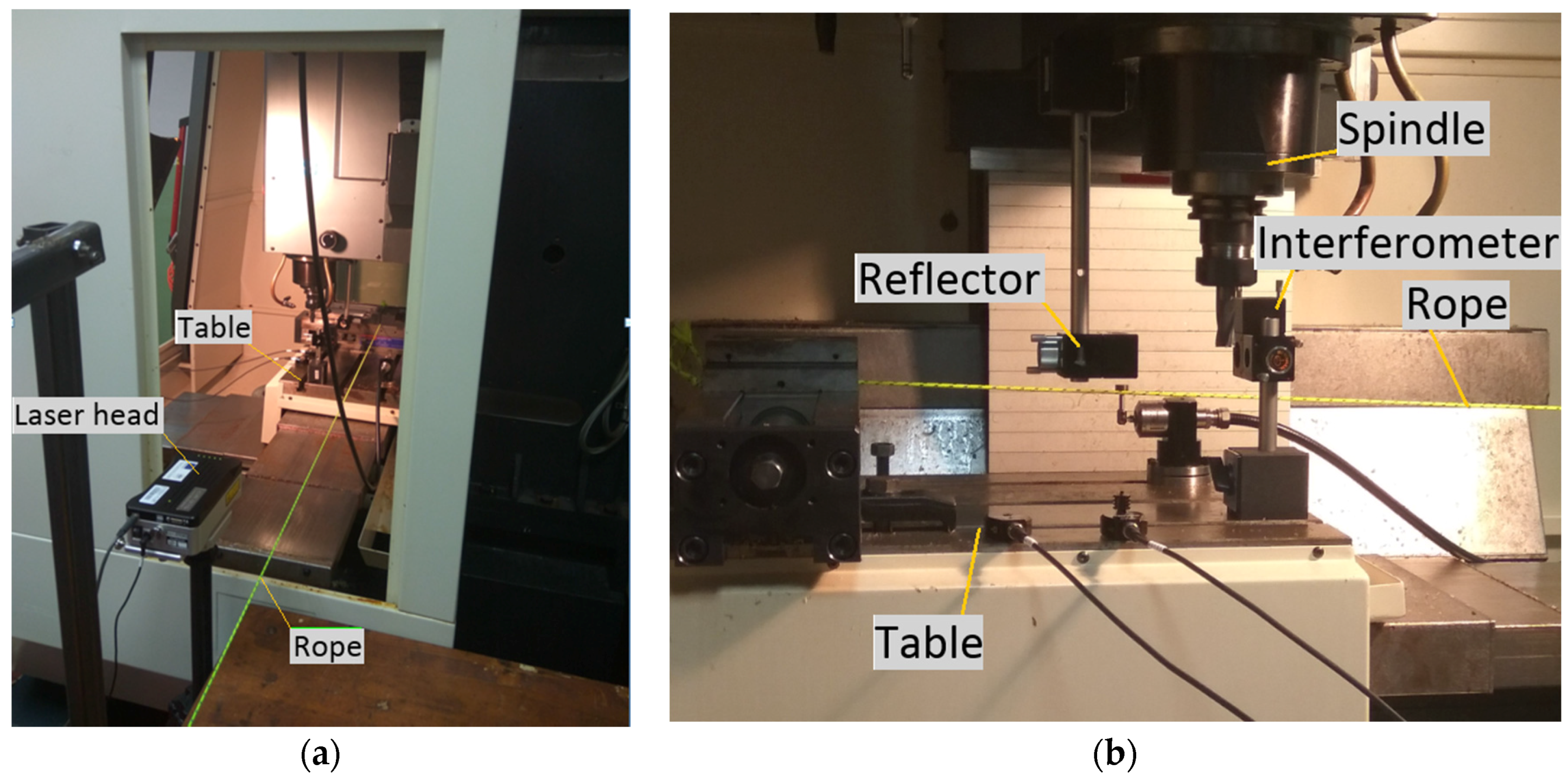
3.1. Materials and Methods
- –
- Machine Weight: 3600 kg,
- –
- Max. load capacity of the table: 300 kg,
- –
- Max. Spindle Speed: 6000 r/min,
- –
- Spindle Motor Power: 7.5 kW,
- –
- Working Room: Movement (x/y/z): 600/400/510 mm
- –
- Year of manufacture: 2003
- –
- Declared accuracy: ±0.005 mm
- –
- Control: Fagor (Mondragón, Spain), model 8055
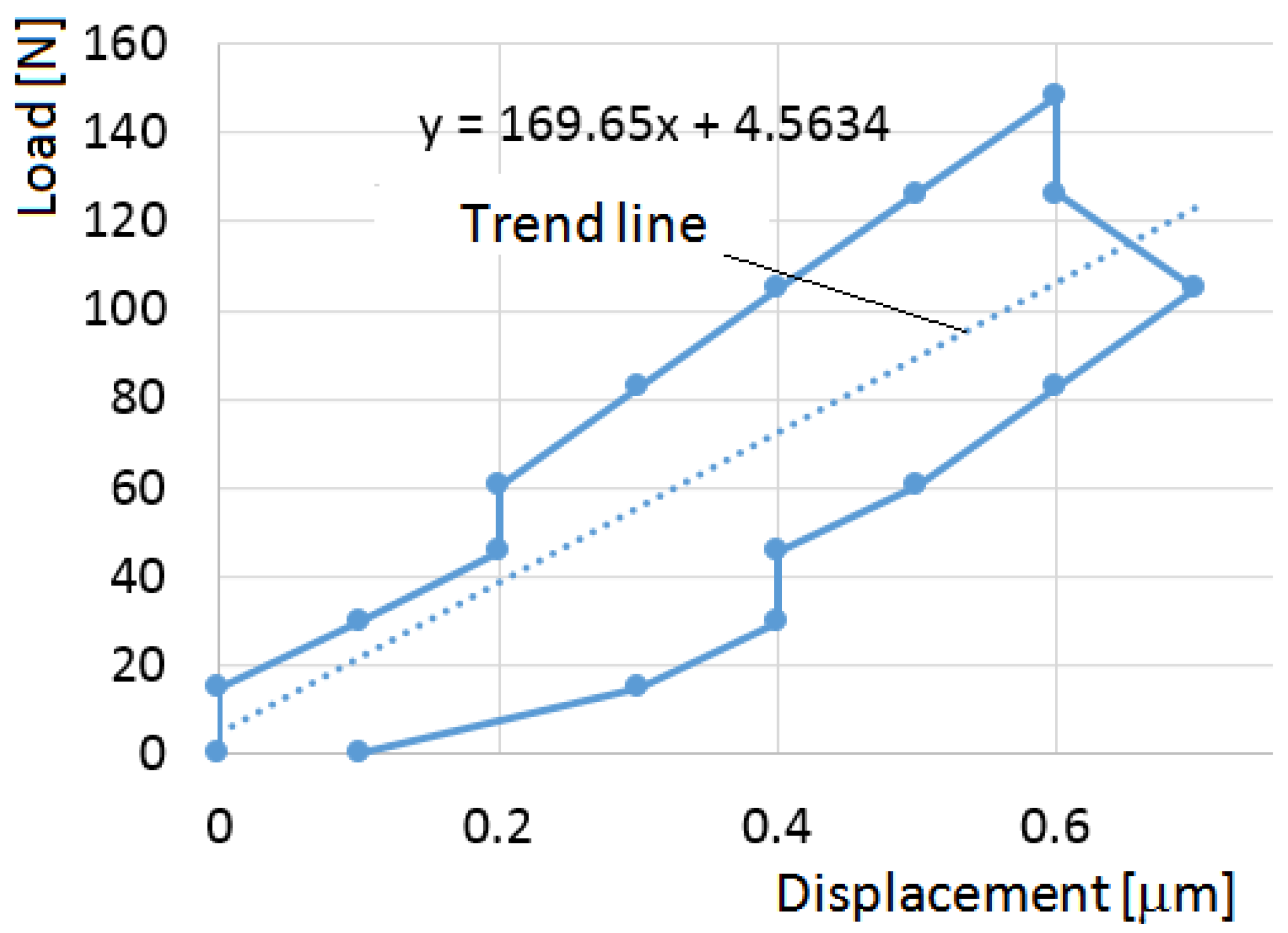
3.2. First Experiment (Measurement)—Static Stiffness by Classic Method
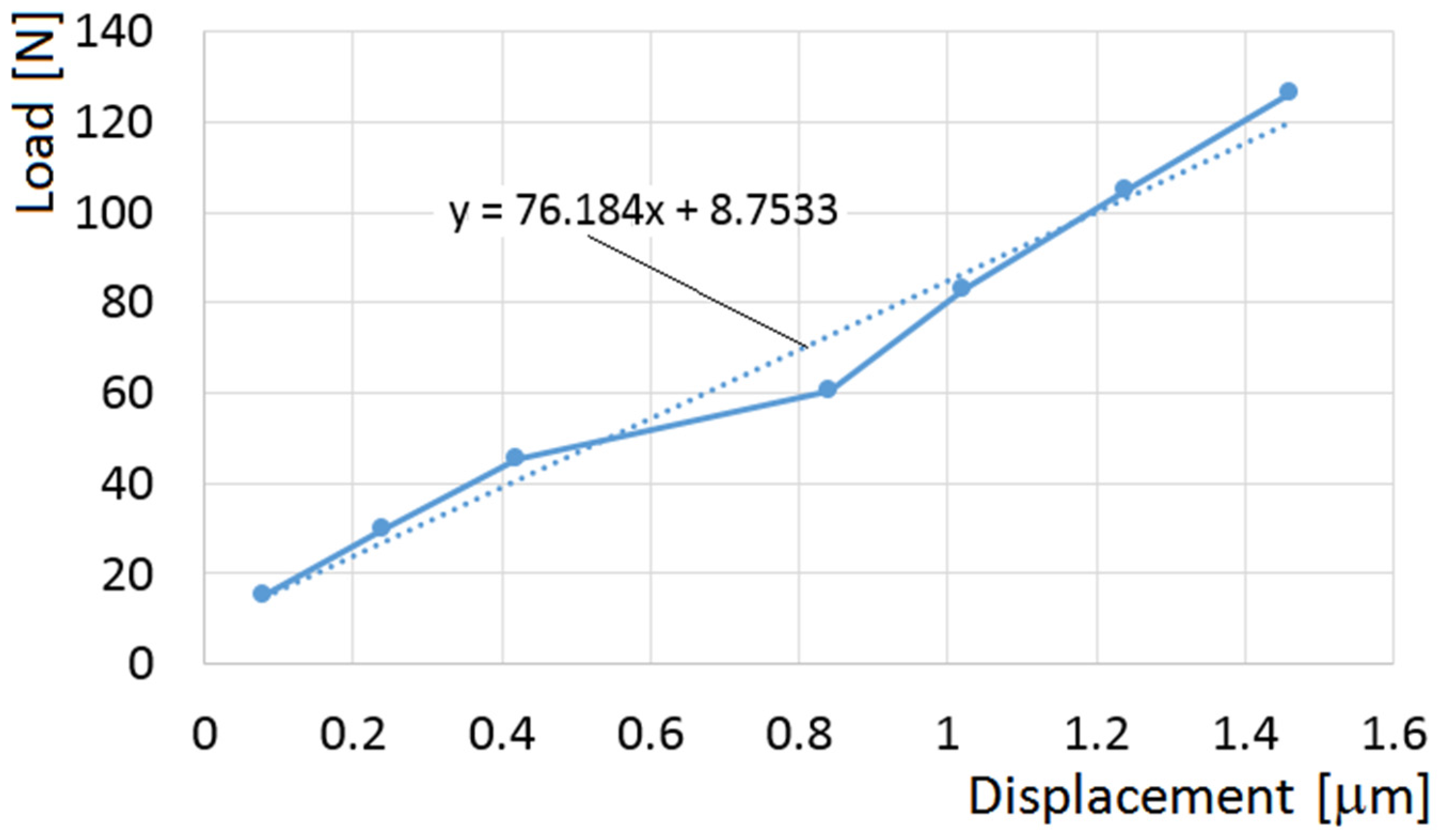
3.3. Second Experiment (Measurement)—Modified Static Stiffness Measurement across All Positions
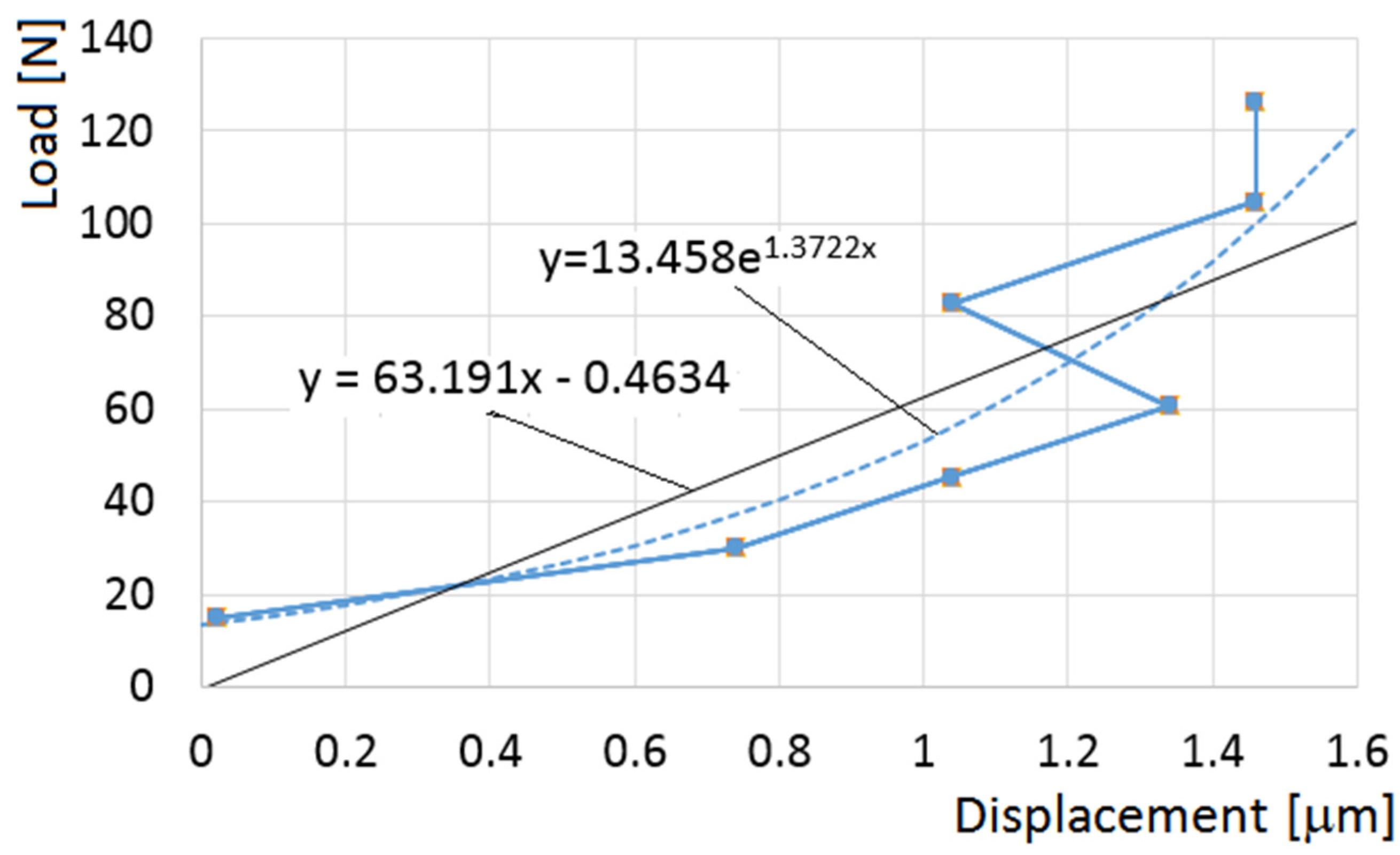
3.4. Third Experiment (Measurement)—Modified Static Stiffness Measurement of a Stand-Alone Position
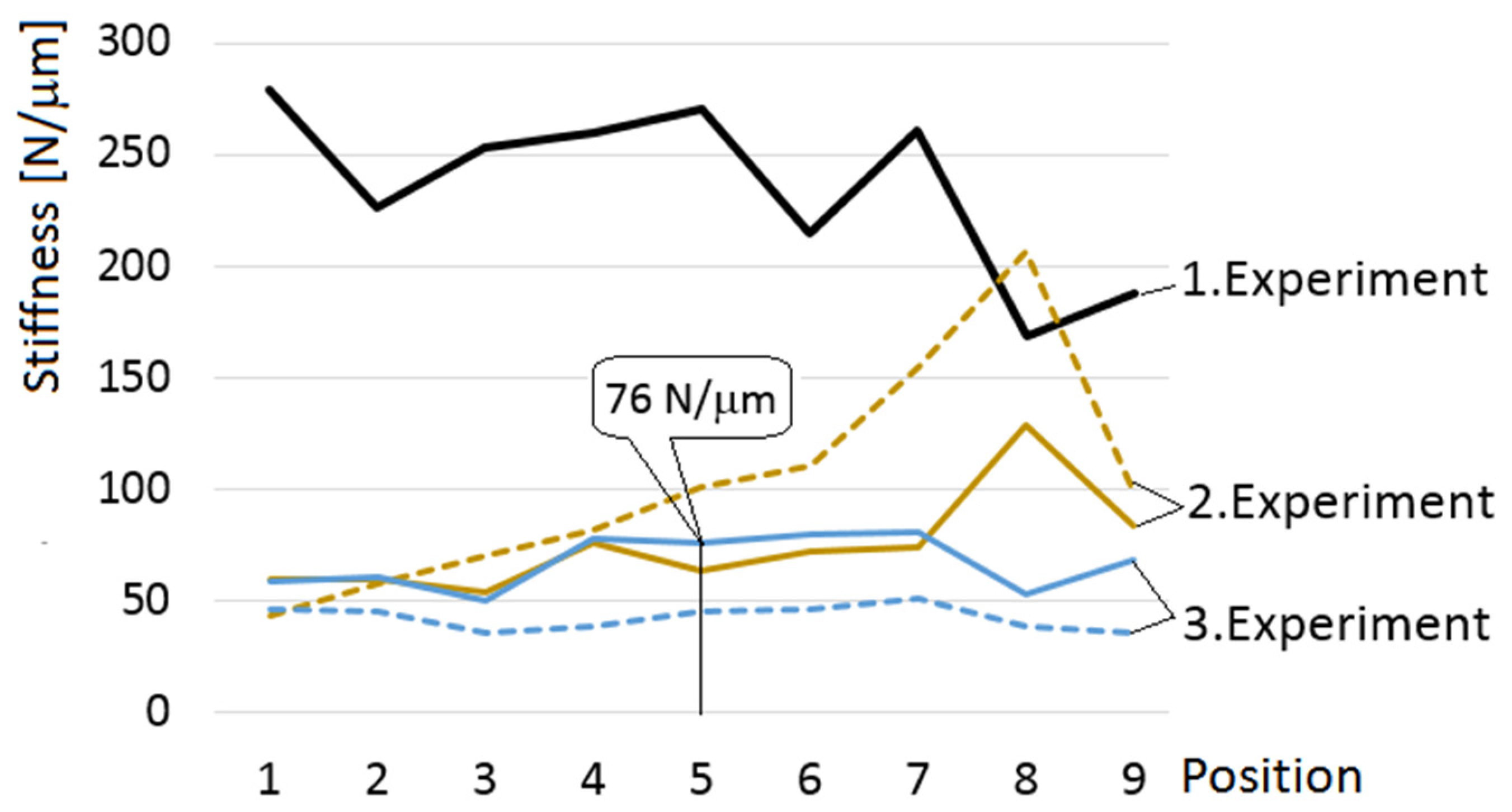
3.5. Comparison of Experiments
3.6. Control Measurements of Experiments 1 and 3 under Steady Load in the Opposite Direction
4. Model of Positioning Experiments
5. Discussion
5.1. Proposed Design Concepts of High-Precision Machines
- (a)
- All instances of load application during machining should be only in one direction (described in Section 5.1.1).
- (b)
- Preload should be applied only where higher demands are placed on the production accuracy (described in Section 5.1.2).
5.1.1. A One-Sided Preload in Machine Guide
5.1.2. Preload Control Where Higher Demands Are Placed on Production Precision
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Šooš, L. Dynamic Analysis Spindel-Bearings System (SBS) of the Headstock Machine Tools. In 14th Conference on Applied Mathematics, Proceedings of the APLIMAT 2015—14th Conference on Applied Mathematics, Bratislava, Slovakia, 3–5 February 2015; Slovak University of Technology in Bratislava: Bratislava, Slovakia, 2015. [Google Scholar]
- Chen, X.B.; Geddam, A.; Yuan, Z.J. Accuracy improvement of three-axis CNC machining centers by quasi-static error compensation. J. Manuf. Syst. 1997, 16, 323–336. [Google Scholar] [CrossRef]
- Lin, M.T.; Wu, S.K. Modeling and improvement of dynamic contour errors for five-axis machine tools under synchronous measuring paths. Int. J. Mach. Tools Manuf. 2013, 72, 58–72. [Google Scholar] [CrossRef]
- Panda, A.; Duplák, J.; Vasilko, K. Comprehensive Identification of Durability for Selected Cutting Tool Applied on the Base of Taylor Dependence. In ICMST 2013, Proceedings of the 2nd International Conference on Materials Science and Technology, Hong Kong, China, 11–12 April 2013; Advanced Materials Research: Hong Kong, China, 2013. [Google Scholar]
- Baron, P.; Kočiško, M.; Dobránsky, J.; Pollák, M.; Telišková, M. Research and application of methods of technical diagnostics for the verification of the design node. Measurement 2016, 96, 245–253. [Google Scholar] [CrossRef]
- Baron, P.; Kočiško, M.; Blaško, L.; Szentivanyi, P. Verification of the operating condition of stationary industrial gearbox through analysis of dynamic signal, measured on the pinion bearing housing. Measurement 2017, 96, 24–33. [Google Scholar] [CrossRef]
- De Marchi, J.A. Modeling of Dynamic Friction, Impact Backlash and Elastic Compliance Nonlinearities in Machine Tools, with Applications to Asymmetric Viscous and Kinetic Friction Identification. Ph.D. Thesis, Rensselear Polytechnic Institute, New York, NY, USA, December 1998. [Google Scholar]
- Mayr, J.; Jedrzejewski, J.; Uhlmann, E.; Donmez, M.A.; Mayr, J.; Jedrzejewski, J.; Uhlmann, E.; Donmez, M.A.; Brecher, C.; Wurz, T.; et al. Thermal issues in machine tools. CIRP Ann. Manuf. Technol. 2012, 61, 771–791. [Google Scholar] [CrossRef]
- Brecher, C.; Wissmann, A. Modelling of Thermal Behaviour of a Milling Machine due to Spindle Load. In Proceedings of the 12th CIRP Conference on Modelling of Machining Operations 2009, Donostia-San Sebastián, Spain, 7–8 May 2009; Arrazola, P.J., Ed.; Mondragon University: Arrasate-Mondragón, Spain, 2009. [Google Scholar]
- Wang, Y.; Zhang, G.; Moon, K.S.; Sutherland, J.W. Compensation for the thermal error of a multi-axis machining center. J. Mater. Process. Technol. 1998, 75, 45–53. [Google Scholar] [CrossRef]
- Donmez, M.A.; Hahn, M.H.; Soons, J.A. A Novel Cooling System to Reduce Thermally-Induced Errors of Machine Tools. CIRP Ann. Manuf. Technol. 2007, 56, 521–524. [Google Scholar] [CrossRef]
- Gebhardt, M.; Mayr, J.; Furrer, N.; Widmer, T.; Weikert, S.; Knapp, W. High precision grey-box model for compensation of thermal errors on five-axis machines. CIRP Ann. Manuf. Technol. 2014, 63, 509–512. [Google Scholar] [CrossRef]
- Mayr, J.; Ess, M.; Weikert, S.; Wegener, K. Comparing Different Cooling Concepts for Ball Screw Systems. In Proceedings of the 25th Annual Meeting of the American Society for Precision Engineering, Atlanta, United States, 31 October–4 November 2010; Institute of Machine Tools and Manufacturing and Swiss Federal Institute of Technology: Zurich, Switzerland, 2010. [Google Scholar]
- Šooš, Ľ.; Križan, P.; Matúš, M.; Beniak, J. New design of the headstock—Generator for creating folded rotary motion. Int. J. Mech. 2015, 9, 246–251. [Google Scholar]
- Huang, D.T.-Y.; Lee, J.-J. On obtaining machine tool stiffness by CAE techniques. Int. J. Mach. Tools Manuf. 2001, 41, 1149–1163. [Google Scholar] [CrossRef]
- Altintas, Y.; Brecher, C.; Weck, M.; Witt, S. Virtual machine tool. CIRP Ann. 2005, 54, 115–138. [Google Scholar] [CrossRef]
- Archenti, A.; Nicolescu, M. A top-down equivalent stiffness approach for prediction of deviation sources in machine tool joints. CIRP Ann. Manuf. Technol. 2017, 66, 487–490. [Google Scholar] [CrossRef]
- Archenti, A.; Nicolescu, C.M.; Hjelm, S.; Johansson, S. Loaded double ball bar for capability testing of NC machine tools. Mech. Syst. Signal Process. 2010. [Google Scholar]
- Archenti, A. Model-Based Investigation of Machining Systems Characteristics: Static and Dynamic Stability Analysis. Licentiate Thesis, Royal Institute of Technology, Stockholm, Sweden, 15 December 2008. [Google Scholar]
- Hufenbach, W.; Adam, F.; Pohl, M.; Spitzer, S.; Weck, D. Conception and Manufacturing of a Lightweight Leaf Spring with Adjustable Spring Rate. In Proceedings of the 18th International Conference on Composites Materials, Jeju, Korea, 21–26 August 2011; Technische Universität: Dresden, Germany, 2011. [Google Scholar]
- Behrens, B.A.; Bouguecha, A.; Krimm, R.; Matthias, T.; Salfeld, V. Characterization of Horizontal Loads in the Production of Asymmetrical Parts. In Key Engineering Materials, Proceedings of the 14th International Conference on Sheet Metal, Leuven, Belgium, 18–20 April 2011; Trans Tech Publications: Zurich, Switzerland, 2011. [Google Scholar]
- Lee, R.M.; Chen, T.C. Adaptive Control of Active Magnetic Bearing against Milling Dynamics. Appl. Sci. 2016, 6. [Google Scholar] [CrossRef]
- Huang, T.; Chen, Z.; Zhang, H.T.; Ding, H. Active Control of an Active Magnetic Bearings Supported Spindle for Chatter Suppression in Milling Process. J. Dyn. Syst. Meas. Control-Trans. ASME 2015, 137, 111003. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, X.; Hong, J.; Yan, K.; Wang, S. Investigation of multiple spindle characteristics under non-uniform bearing preload. Adv. Mech. Eng. 2016, 8, 1–12. [Google Scholar] [CrossRef]
- Takabi, J.; Khonsari, M.M. On the thermally-induced failure of rolling element bearings. Tribol. Int. 2016, 94, 661–674. [Google Scholar] [CrossRef]
- Mundim, R.B.; Borille, A.V. An approach for reducing undesired vibrations in milling of low rigidity structures. Int. J. Adv. Manuf. Technol. 2017, 88, 971–983. [Google Scholar] [CrossRef]
- Božek, P.; Lozkin, A.; Gorbushin, A. Geometrical Method for Increasing Precision of Machine Building Parts. In Procedia Engineering, Proceedings of the International Conference on Manufacturing Engineering and Materials, Nový Smokovec, Slovakia, 6–10 June 2016; Hloch, S., Krolczyk, G., Eds.; Elsevier Ltd.: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Ratchev, S.; Liu, S.; Huang, W.; Becker, A.A. Milling error prediction and compensation in machining of low-rigidity parts. Int. J. Mach. Tools Manuf. 2004, 44, 1629–1641. [Google Scholar] [CrossRef]
- Ratchev, S.; Govender, E.; Nikov, S.; Phuah, K.; Tsiklos, G. Force and deflection modelling in milling of low-rigidity complex parts. J. Mater. Process. Technol. 2003, 143, 796–801. [Google Scholar] [CrossRef]
- Ratchev, S.; Govender, E.; Nikov, S. Towards deflection prediction and compensation in machining of low-rigidity parts. Proc. Inst. Mech. Eng. Part B-J. Eng. Manuf. 2002, 216, 129–134. [Google Scholar] [CrossRef]
- Nikitin, Y.; Turygin, Y.; Sosnovich, E.; Bozek, P. Trends in Control of NC Machines. In Procedia Engineering, Proceedings of the International Conference on Manufacturing Engineering and Materials, Nový Smokovec, Slovakia, 6–10 June 2016; Hloch, S., Krolczyk, G., Eds.; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Svendsen, C.; Thomsen, J.; Nielsen, S.E. Dynamic Transfer Stiffness of Suspension Springs and Discharge Tubes in Hermetic Reciprocating Compressors. In Proceedings of the International Compressor Engineering Conference, Flensburg, Germany, 12–15 July 2010; Purdue University: Flensburg, Germany, 2010. [Google Scholar]
- Holland, C.; Kinsey, J.E.; Deboo, J.C.; Burrell, K.H.; Luce, T.C.; Smith, S.P.; Petty, C.C.; White, A.E.; Rhodes, T.L.; Schmitz, L.; et al. Validation studies of gyrofluid and gyrokinetic predictions of transport and turbulence stiffness using the DIII-D tokamak. Nucl. Fusion 2013, 53, 083027. [Google Scholar] [CrossRef]
- ISO 230-2. In Machine Tools—Test Code for Machine Tools—Part 2: Determination of Accuracy and Repeatability of Positioning of Numerically Controlled Axes, 4th ed.; ISO: Geneva, Switzerland, 2014; p. 43.
- Qin, Y.; Zhao, Y.; Li, Y.; Zhao, Y.; Wang, P. A novel dynamometer for monitoring milling process. Int. J. Adv. Manuf. Technol. 2017, 92, 2535–2543. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Order j | Force [N] |
|---|---|
| 1 | 15.01 |
| 2 | 29.98 |
| 3 | 45.48 |
| 4 | 60.62 |
| 5 | 82.93 |
| 6 | 104.78 |
| 7 | 126.26 |
| 8 | 148.42 |
| 9 | 173.70 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stejskal, T.; Svetlík, J.; Dovica, M.; Demeč, P.; Kráľ, J. Measurement of Static Stiffness after Motion on a Three-Axis CNC Milling Table. Appl. Sci. 2018, 8, 15. https://doi.org/10.3390/app8010015
Stejskal T, Svetlík J, Dovica M, Demeč P, Kráľ J. Measurement of Static Stiffness after Motion on a Three-Axis CNC Milling Table. Applied Sciences. 2018; 8(1):15. https://doi.org/10.3390/app8010015
Chicago/Turabian StyleStejskal, Tomáš, Jozef Svetlík, Miroslav Dovica, Peter Demeč, and Ján Kráľ. 2018. "Measurement of Static Stiffness after Motion on a Three-Axis CNC Milling Table" Applied Sciences 8, no. 1: 15. https://doi.org/10.3390/app8010015
APA StyleStejskal, T., Svetlík, J., Dovica, M., Demeč, P., & Kráľ, J. (2018). Measurement of Static Stiffness after Motion on a Three-Axis CNC Milling Table. Applied Sciences, 8(1), 15. https://doi.org/10.3390/app8010015