Residual Stress in Laser Welding of TC4 Titanium Alloy Based on Ultrasonic laser Technology




Abstract
:1. Introduction
2. Theoretical Basis
3. Experimental Process
3.1. Preparation of Experimental Specimens
3.2. Ultrasonic laser for Measurement of Residual Stress in Laser Welding
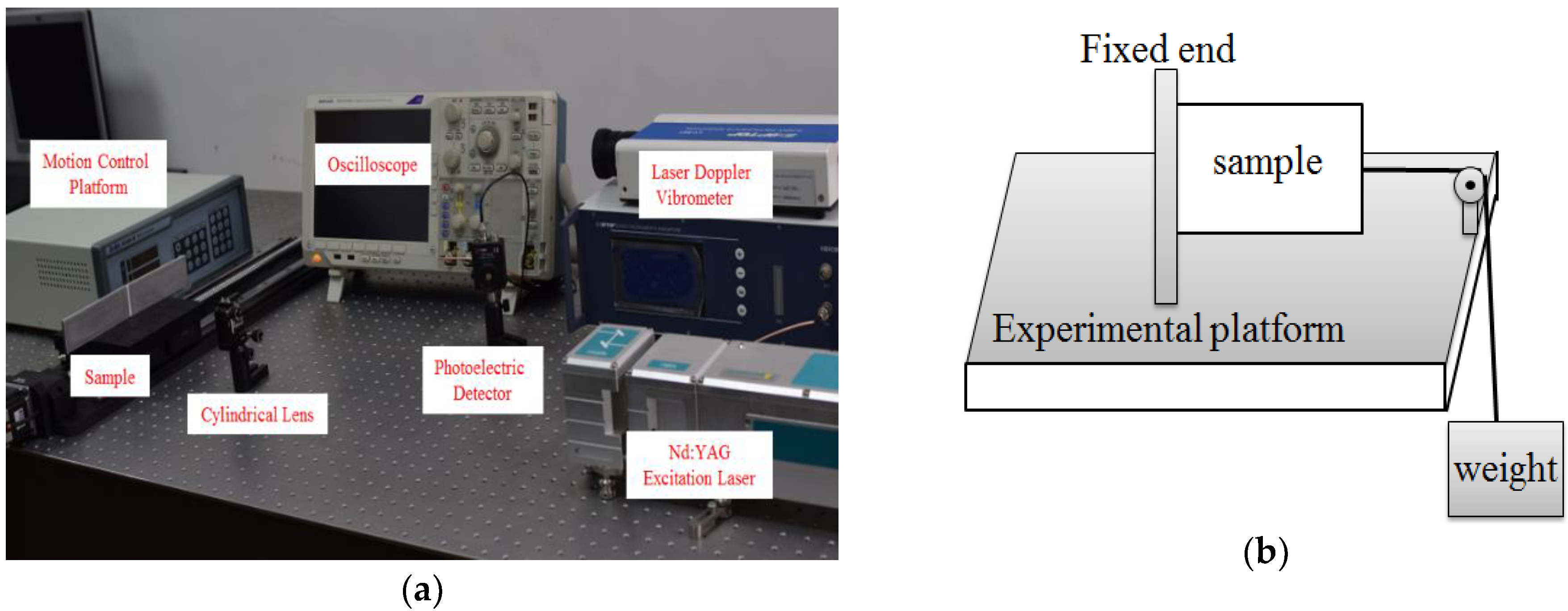
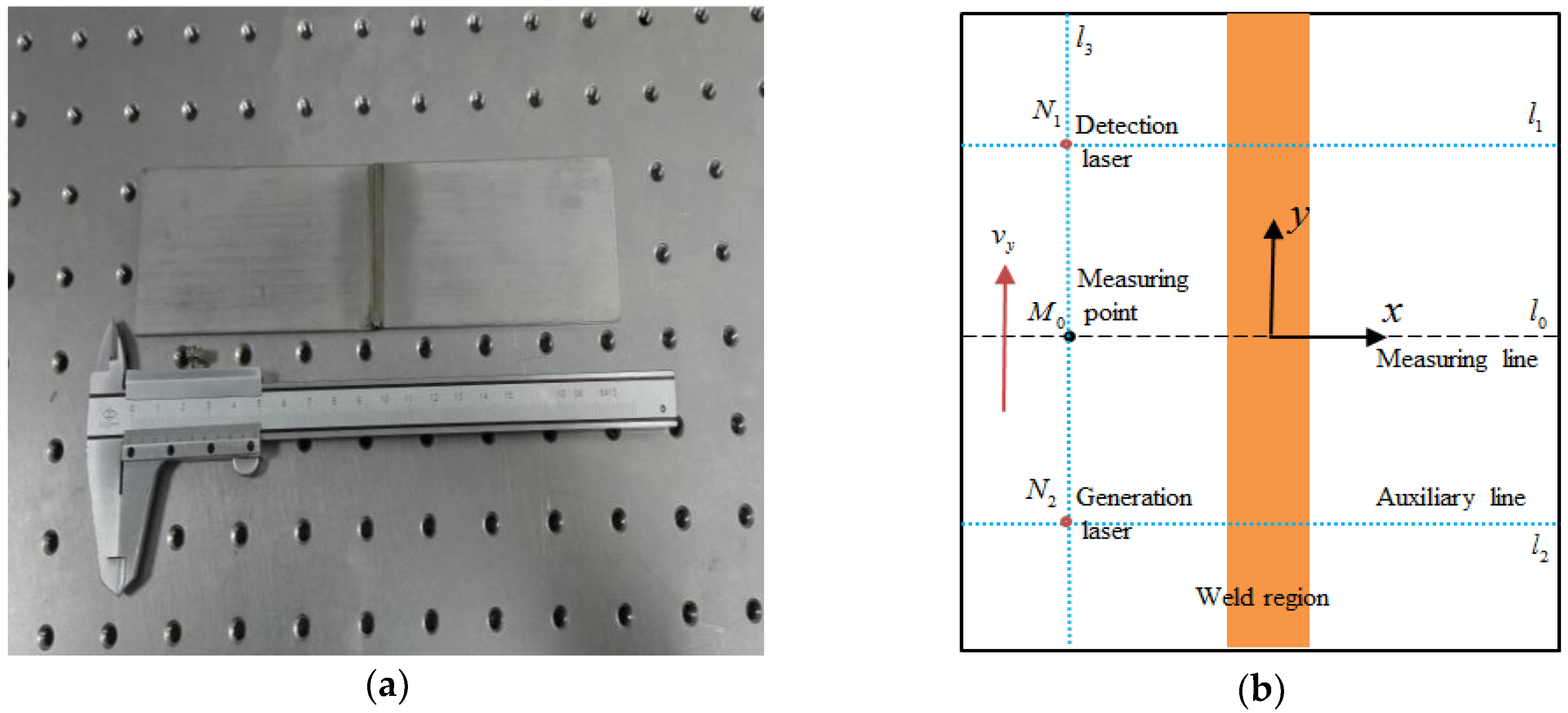
3.2.1. Experimental Device
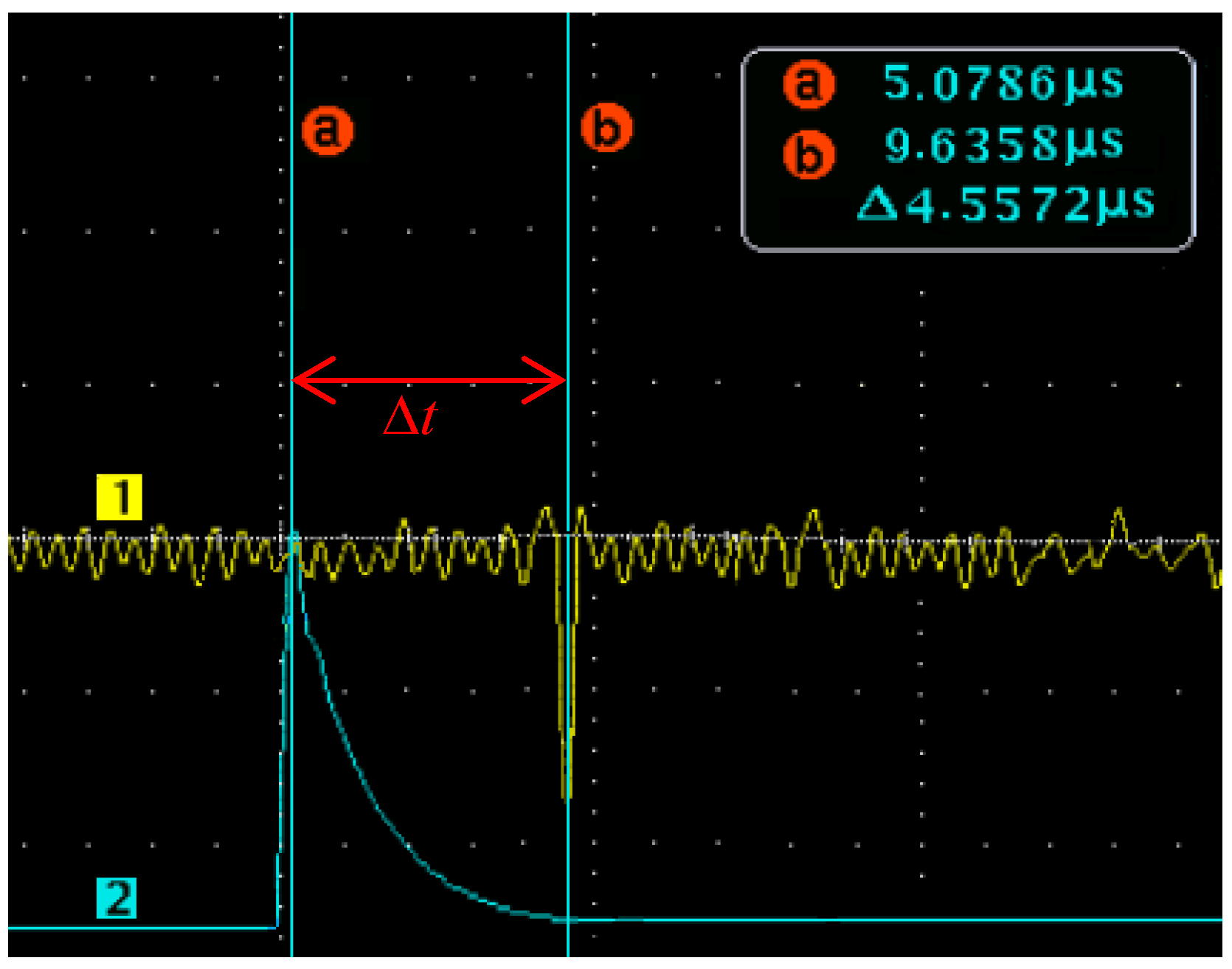
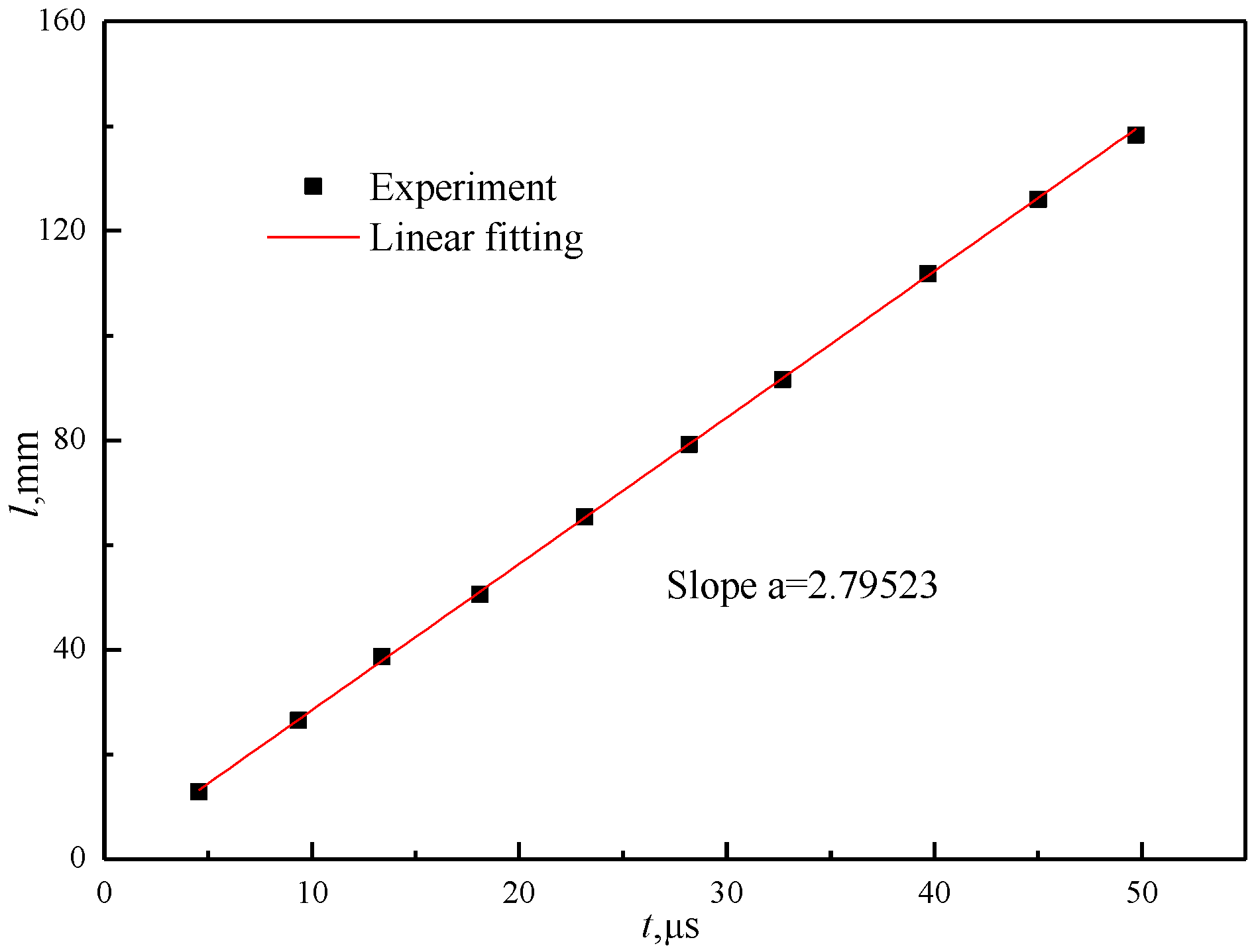
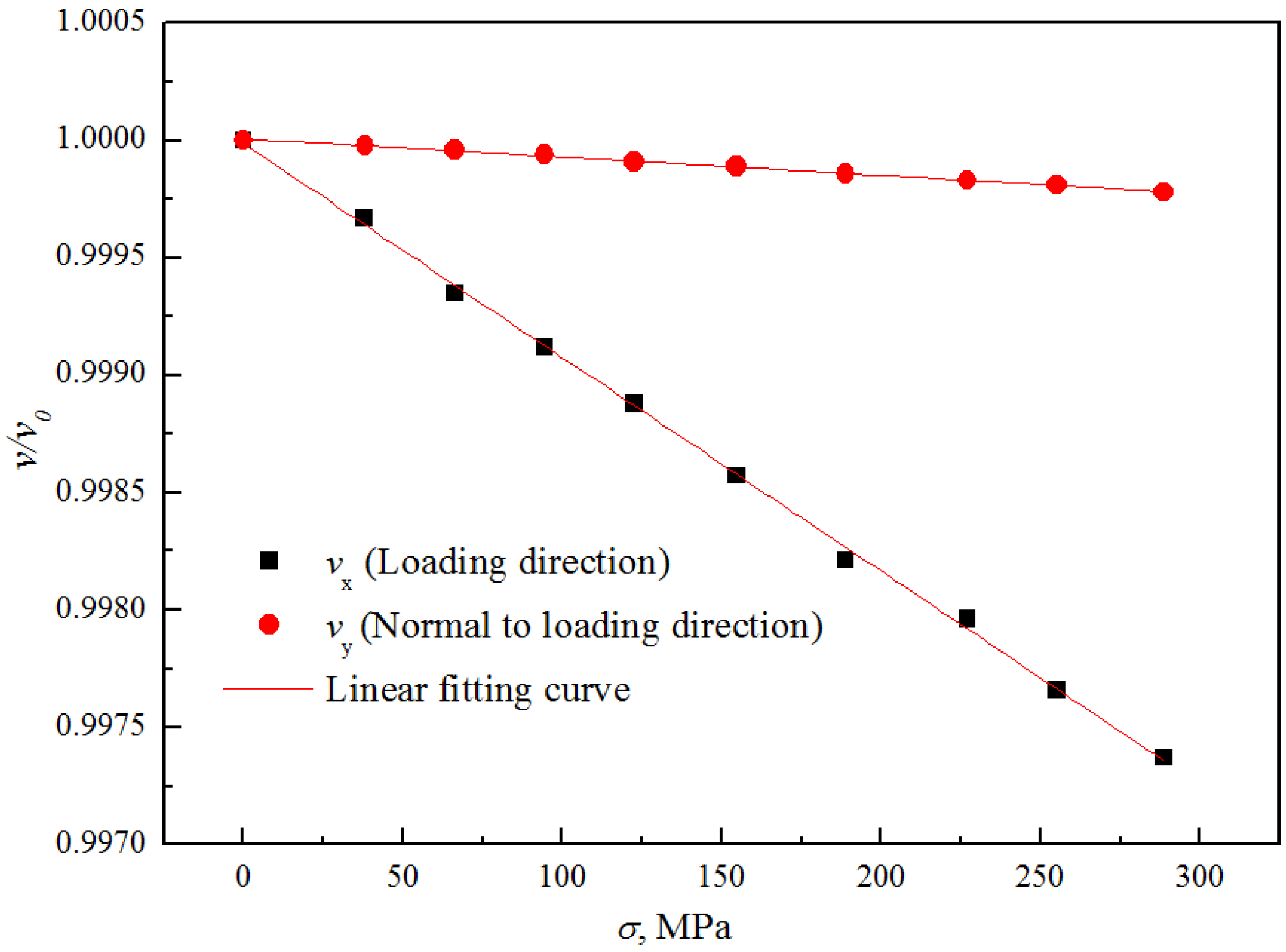
3.2.2. Determination of Acoustoelastic Coefficients
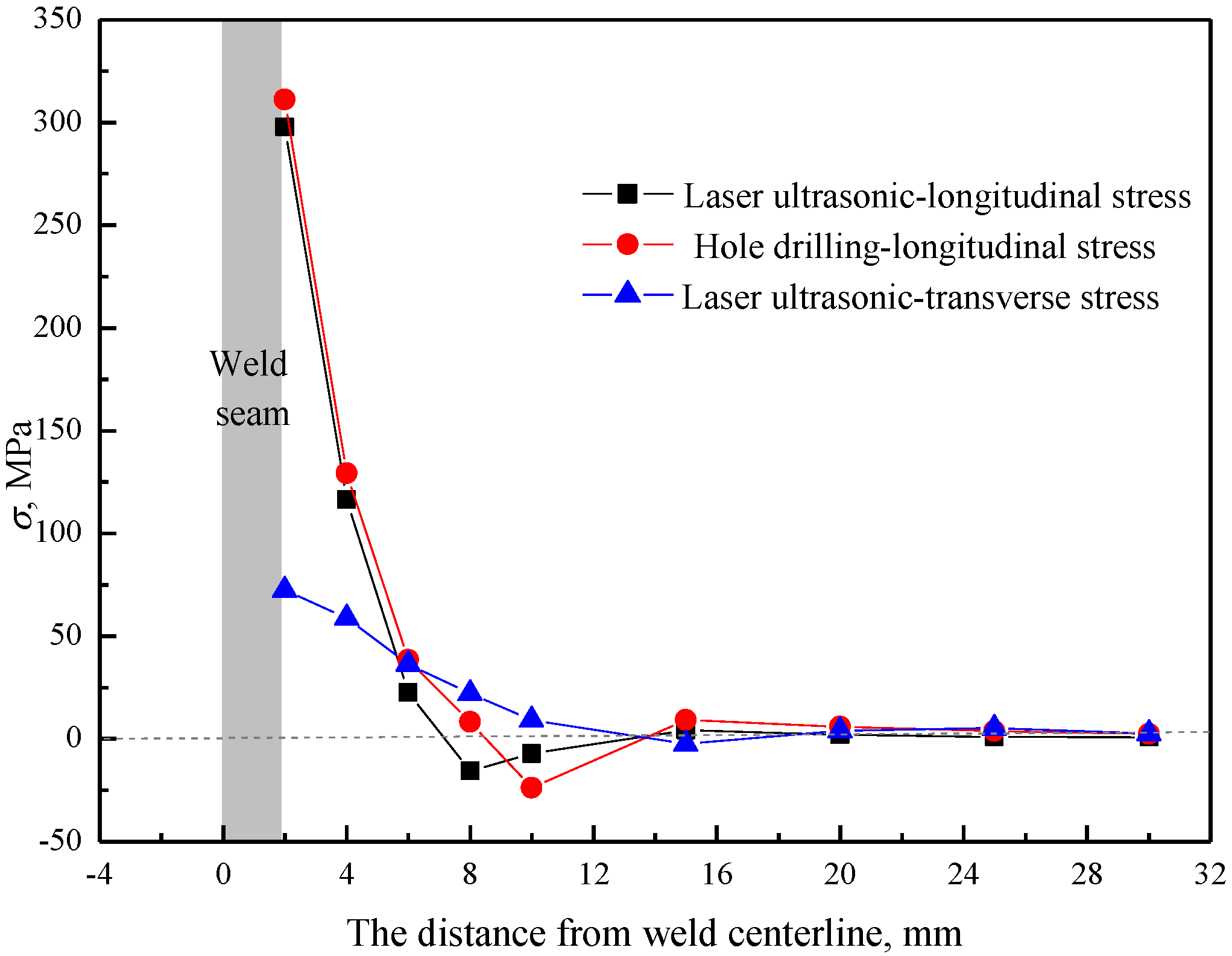
3.2.3. Measurement of Residual Stress
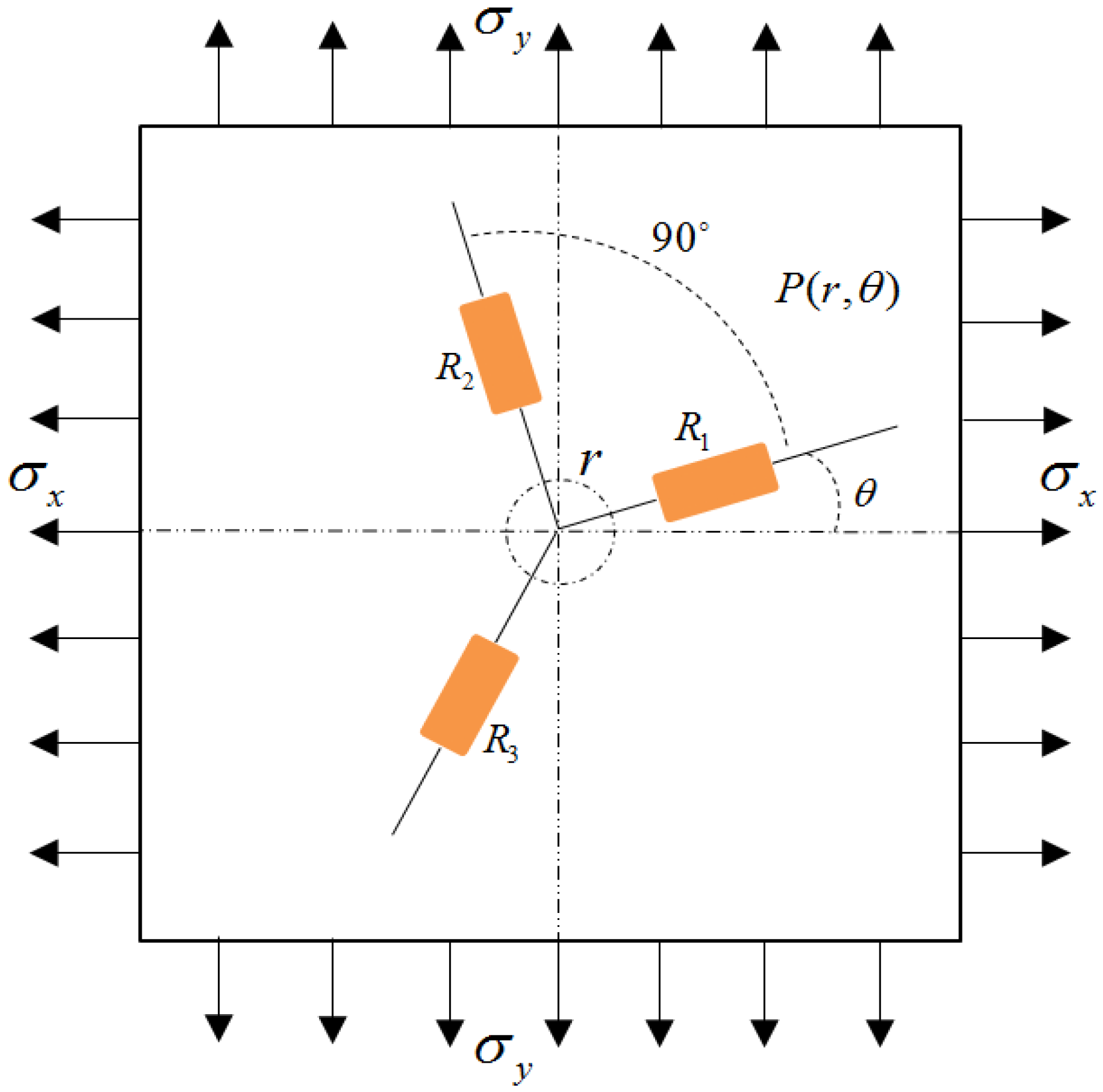
3.3. Hole-Drilling for Measurement of Residual Stress
4. Results and Discussion
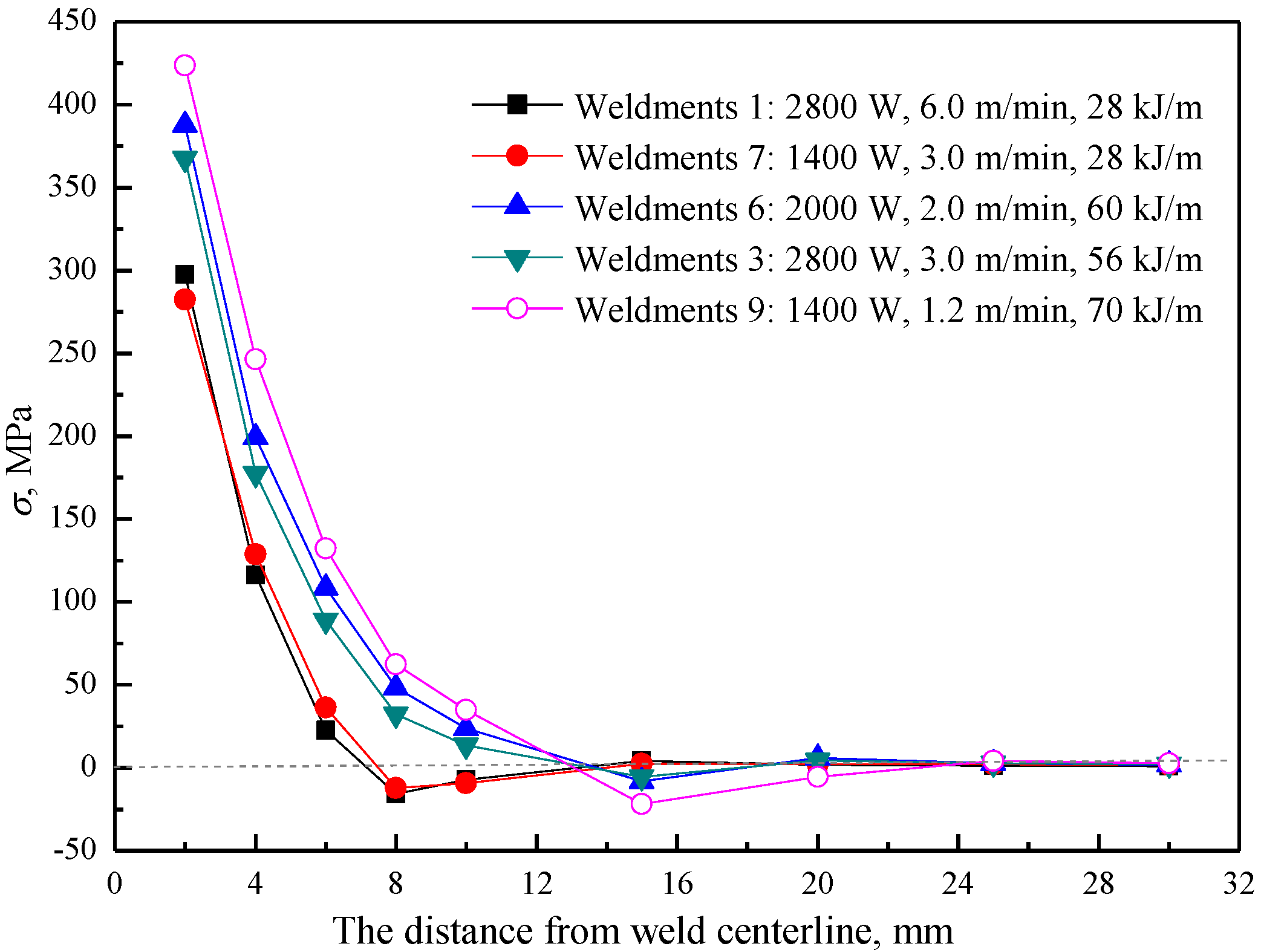
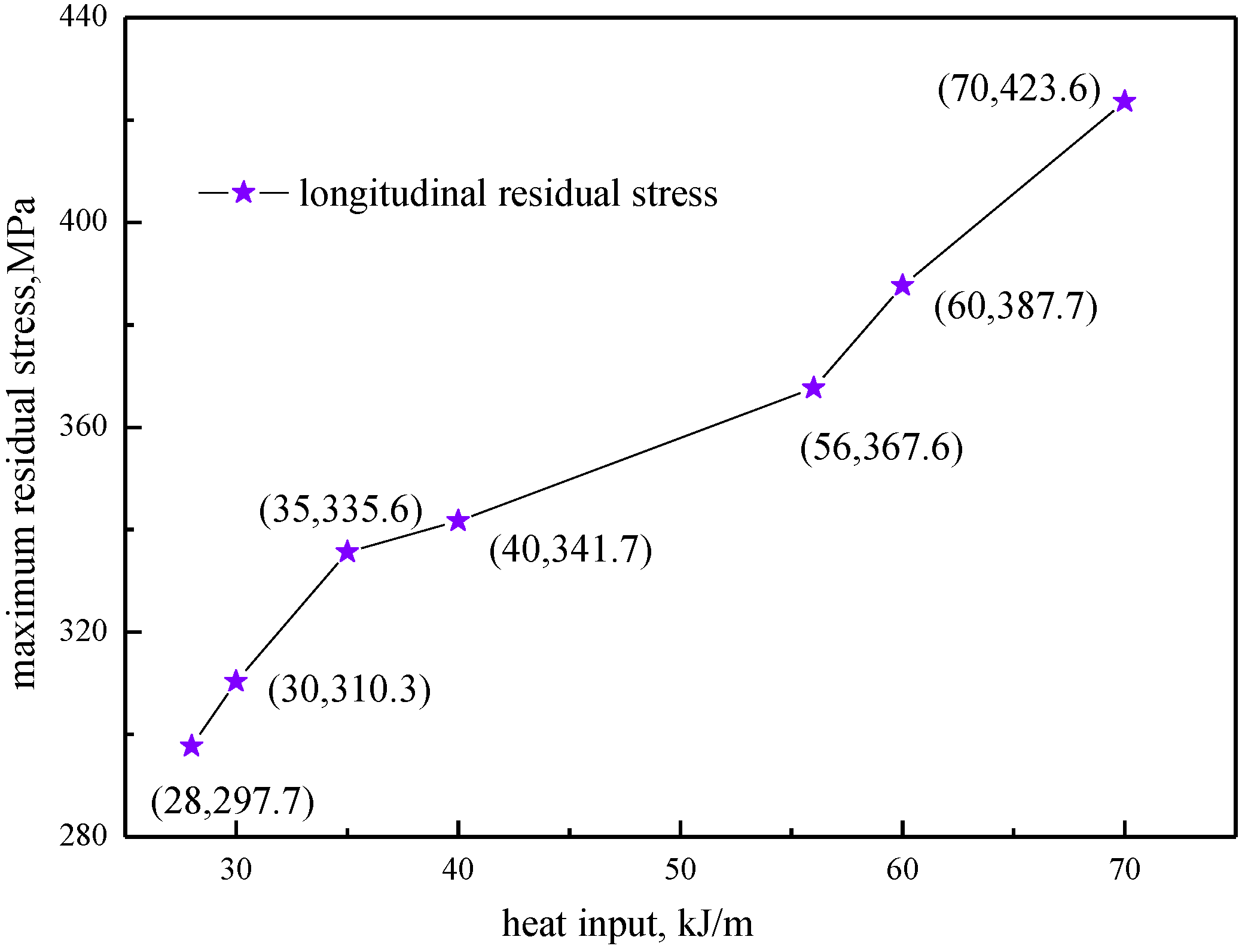
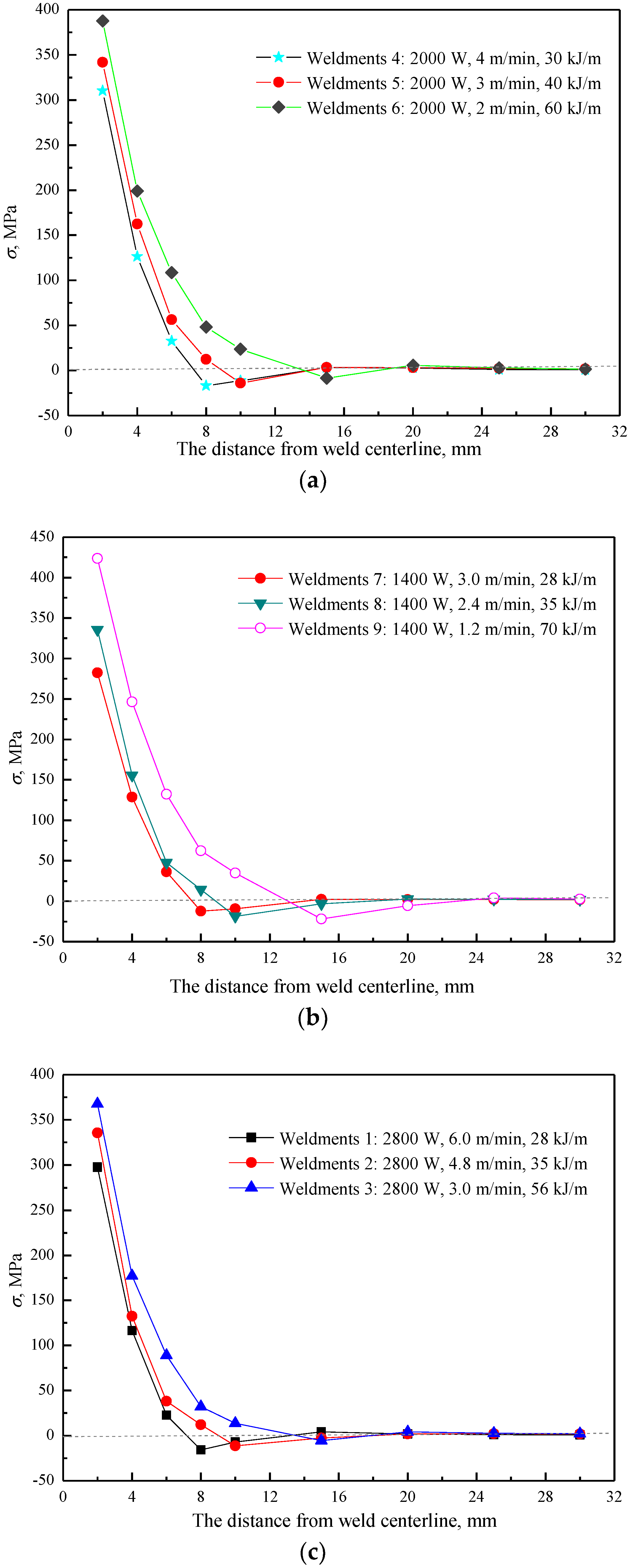
4.1. Effects of Heat Input on Residual Stress
4.2. Effects of Welding Speed on Residual Stress
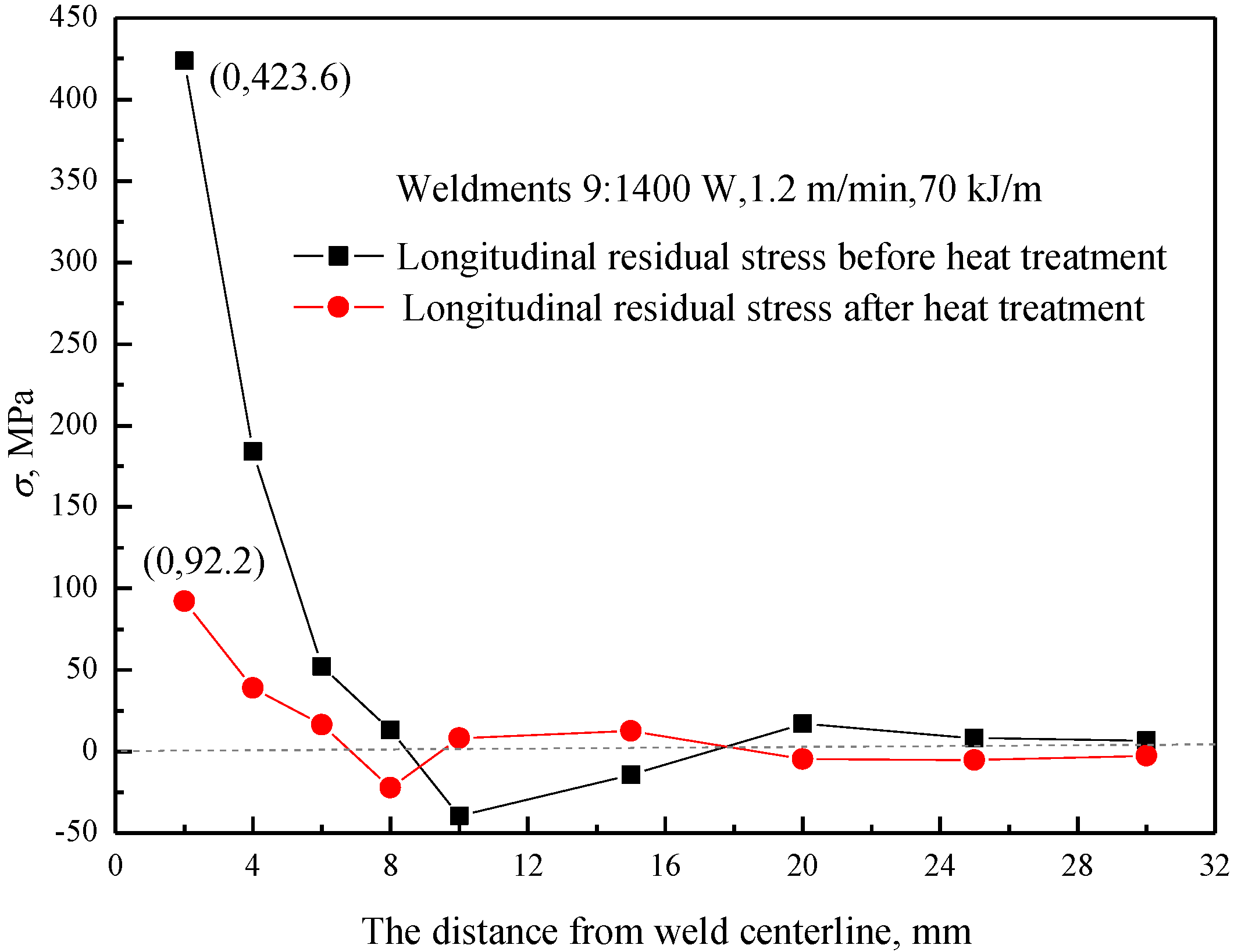
4.3. Effects of Heat Treatment on Residual Stress
5. Conclusions
Author Contributions
Funding
Acknowledgment
Conflicts of Interest
References
- Ancona, A.; Sibillano, T.; Lugara, P.M.; Gonnella, G.; Pascazio, G. An analysis of the shielding gas flow from a coaxial conical nozzle during high power CO2 laser welding. J. Phys. D Appl. Phys. 2006, 39, 563–574. [Google Scholar] [CrossRef]
- Akman, E.; Demir, A.; Canel, T.; Sınmazc, T. Laser welding of Ti6Al4V titanium alloys. J. Mater. Process. Technol. 2009, 209, 3705–3713. [Google Scholar] [CrossRef]
- Gao, X.L.; Zhang, L.J.; Liu, J.; Zhang, J.X. A comparative study of pulsed Nd:YAG laser welding and TIG welding of thin Ti6Al4V titanium alloy plate. Mater. Sci. Eng. A 2013, 559, 14–21. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Fomichev, V.; Fomin, F.; Riekehr, S. Effect of Nd:YAG laser beam welding on weld morphology and mechanical properties of Ti–6Al–4V butt joints and T-joints. Opt. Lasers Eng. 2016, 86, 172–180. [Google Scholar] [CrossRef]
- Lim, C.; Nin, J.; Guilemany, J.M. Evaluation of residual stresses of thermal barrier coatings with HVOF thermally sprayed bond coats using the modified layer removal method. Surf. Coat. Technol. 2006, 200, 5963–5972. [Google Scholar] [CrossRef]
- Baldi, A. Residual stress measurement using hole drilling and integrated digital image correlation techniques. Exp. Mech. 2014, 54, 379–391. [Google Scholar] [CrossRef]
- Koester, L.W.; Taheri, H.; Bigelow, T.A.; Collins, P.C.; Bond, L.J. Nondestructive testing for metal parts fabricated using powder-based additive manufacturing. Mater. Eval. 2018, 76, 514–524. [Google Scholar]
- Dixon, S.; Burrows, S.E.; Dutton, B.; Fan, Y. Detection of cracks in metal sheets using pulsed laser generated ultrasound and EMAT detection. Ultrasonics 2011, 51, 7–16. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lowe, M.J.S.; Alleyne, D.N.; Cawley, P. Defect detection in pipes using guided waves. Ultrasonics 1998, 36, 147–154. [Google Scholar] [CrossRef]
- Duquennoy, M.; Ouaflouh, M.; Qian, M.L.; Jenot, F.; Ourak, M. Ultrasonic characterization of residual stresses in steel rods using a laser line source and piezoelectric transducers. NDT&E Int. 2001, 34, 355–362. [Google Scholar]
- Ruiz, A.M.; Nagy, P.B. Diffraction correction for precision surface acoustic wave velocity measurements. J. Acoust. Soc. Am. 2002, 112, 835–842. [Google Scholar] [CrossRef] [PubMed]
- Bescond, C.; Monchalin, J.P.; Gilbert, A.; Talbot, R.; Ochiai, M. Determination of residual stresses using laser-generated surface skimming longitudinal waves. Proc. SPIE 2005, 5767, 175–186. [Google Scholar]
- Doxbeck, M.; Hussain, M.A.; Frankel, J. Use of laser generated creeping longitudinal waves to determine residual stresses. IEEE Ultrason. Symp. 2000, 73, 725–728. [Google Scholar]
- Moreau, A.; Man, C.S. Laser-ultrasonic measurements of residual stresses in a 7075-T651 aluminum sample surface-treated with low plasticity burnishing. Proc. SPIE 2006, 820, 1434. [Google Scholar]
- Dong, L.M.; Li, J.; Ni, C.Y.; Shen, Z.H.; Ni, X.W. Evaluation of residual stresses using laser-generated SAWs on surface of laser-welding plates. Int. J. Thermophys. 2013, 34, 1066–1079. [Google Scholar] [CrossRef]
- Karabutov, A.; Devichensky, A.; Ivochkin, A. Laser ultrasonic diagnostics of residual stress. Ultrasonics 2008, 48, 631–635. [Google Scholar] [CrossRef] [PubMed]
- Sanderson, R.M.; Shen, Y.C. Measurement of residual stress using laser-generated ultrasound. Int. J. Press. Vessel. Pip. 2010, 87, 762–765. [Google Scholar] [CrossRef]
- Fernandes, F.A.O.; Oliveira, D.F.; Pereira, A.B. Optimal parameters for laser welding of advanced high-strength steels used in the automotive industry. Procedia Manuf. 2017, 13, 219–226. [Google Scholar] [CrossRef]
- Xue, X.; Pereira, A.B.; Amorim, J.; Liao, J. Effects of pulsed Nd:YAG laser welding parameters on penetration and microstructure characterization of a DP1000 steel butt joint. Metals 2017, 7, 292. [Google Scholar] [CrossRef]
- Li, S.; Xu, W.; Su, F.; Deng, H.; Deng, Z. Influence of CO2 shielding gas on high power fiber laser welding performance. Metals 2018, 8, 449. [Google Scholar] [CrossRef]
- Popescu, A.C.; Delval, C.; Leparoux, M. Control of porosity and spatter in laser welding of thick AlMg5 parts using high-speed imaging and optical microscopy. Metals 2017, 11, 452. [Google Scholar] [CrossRef]
- Lee, H.K.; Han, H.S.; Son, K.J.; Hong, S.B. Optimization of Nd:YAG laser welding parameters for sealing small titanium tube ends. Mater. Sci. Eng. A 2006, 415, 149–155. [Google Scholar] [CrossRef]
- Crecraft, D.L. The measurement of applied and residual stress in metals using ultrasonic waves. J. Sound Vib. 1967, 5, 173–192. [Google Scholar] [CrossRef]
- Truell, R.; Chick, B.; Elbaum, C. Ultrasonic Methods in Solid State Physics; Academic Press: New York, NY, USA, 1969. [Google Scholar]
- Egle, D.M.; Bray, D.E. Measurement of acoustoelastic and third-order elastic constant for rail steel. J. Acoust. Soc. Am. 1979, 37, 41–55. [Google Scholar]
- Jassby, K.M.; Aharoni, A.; Cohen, N. Determining surface residual stress in isotropic solids by combined ultrasonic velocity measurements. Ultrasonics 1985, 23, 79–85. [Google Scholar]
- Duqennoy, M.; Ouaftouh, M.; Ourak, M. Determination of stresses in aluminum alloy using optical detection of Rayleigh waves. Ultrasonics 1999, 37, 365–372. [Google Scholar] [CrossRef]
- Hirao, M.; Fukuoka, H.; Hori, K. Acoustoelastic effect of Rayleigh surface wave in isotropic material. J. Appl. Mech. 1981, 48, 119–124. [Google Scholar] [CrossRef]
- Hayes, M.; Rivlin, R.S. Surface waves in deformed elastic materials. Arch. Ration. Mech. Anal. 1961, 8, 359–380. [Google Scholar] [CrossRef]
- Pao, Y.H.; Sachse, W.; Fukuoka, H. Acoustoelasticity and Ultrasonic Measurememt of Residual Stress, in Physical Acoustics: Principles and Methods; Academic Press: New York, NY, USA, 1984; pp. 61–143. [Google Scholar]
- Husson, D. A perturbation theory for the acoustoelastic effect of surface waves. J. Appl. Phys. 1985, 57, 1562–1568. [Google Scholar] [CrossRef]
- Dunstan, D.J.; Bosher, S.H.B.; Downes, J.R. Effective thermodynamic elastic constants under finite deformation. Appl. Phys. Lett. 2002, 80, 2672. [Google Scholar] [CrossRef]
- Zhan, Y.; Liu, C.S.; Zhang, F.P.; Qiu, Z.G. Experimental study and finite element analysis based on equivalent load method for laser ultrasonic measurement of elastic constants. Ultrasonics 2016, 69, 243–247. [Google Scholar] [CrossRef] [PubMed]
- Auld, B.A. Acoustic Fields and Waves in Solids; Wiley Interscience: New York, NY, USA, 1973; Volume 1. [Google Scholar]
- Ya, M.; Marquette, P.; Belahcene, F.; Lu, J. Residual stresses in laser welded aluminium plate by use of ultrasonic and optical methods. Mater. Sci. Eng. A 2004, 382, 257–264. [Google Scholar] [CrossRef]
- Dai, F.L.; Shen, G.L.; Xie, H.M. Experimental Mechanics; Tsinghua University Press: Beijing, China, 2010. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | V | Fe | Si | C | O | N | H | Ti |
|---|---|---|---|---|---|---|---|---|---|
| TC4 | 5.5–6.8 | 3.5–4.5 | 0.3 | 0.15 | 0.1 | 0.2 | 0.05 | 0.015 | Balance |
| Weld No. | Welding Power (W) | Welding Speed | Heat Input |
|---|---|---|---|
| 1 | 2800 | 6.0 | 28 |
| 2 | 2800 | 4.8 | 35 |
| 3 | 2800 | 3.0 | 56 |
| 4 | 2000 | 4.0 | 30 |
| 5 | 2000 | 3.0 | 40 |
| 6 | 2000 | 2.0 | 60 |
| 7 | 1400 | 3.0 | 28 |
| 8 | 1400 | 2.4 | 35 |
| 9 | 1400 | 1.2 | 70 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhan, Y.; Zhang, E.; Ge, Y.; Liu, C. Residual Stress in Laser Welding of TC4 Titanium Alloy Based on Ultrasonic laser Technology. Appl. Sci. 2018, 8, 1997. https://doi.org/10.3390/app8101997
Zhan Y, Zhang E, Ge Y, Liu C. Residual Stress in Laser Welding of TC4 Titanium Alloy Based on Ultrasonic laser Technology. Applied Sciences. 2018; 8(10):1997. https://doi.org/10.3390/app8101997
Chicago/Turabian StyleZhan, Yu, Enda Zhang, Yiming Ge, and Changsheng Liu. 2018. "Residual Stress in Laser Welding of TC4 Titanium Alloy Based on Ultrasonic laser Technology" Applied Sciences 8, no. 10: 1997. https://doi.org/10.3390/app8101997
APA StyleZhan, Y., Zhang, E., Ge, Y., & Liu, C. (2018). Residual Stress in Laser Welding of TC4 Titanium Alloy Based on Ultrasonic laser Technology. Applied Sciences, 8(10), 1997. https://doi.org/10.3390/app8101997