Effects of Temperature and Time of Isothermal Holding on Retained Austenite Stability in Medium-Mn Steels



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. X-ray Results
3.2. Hardness Changes
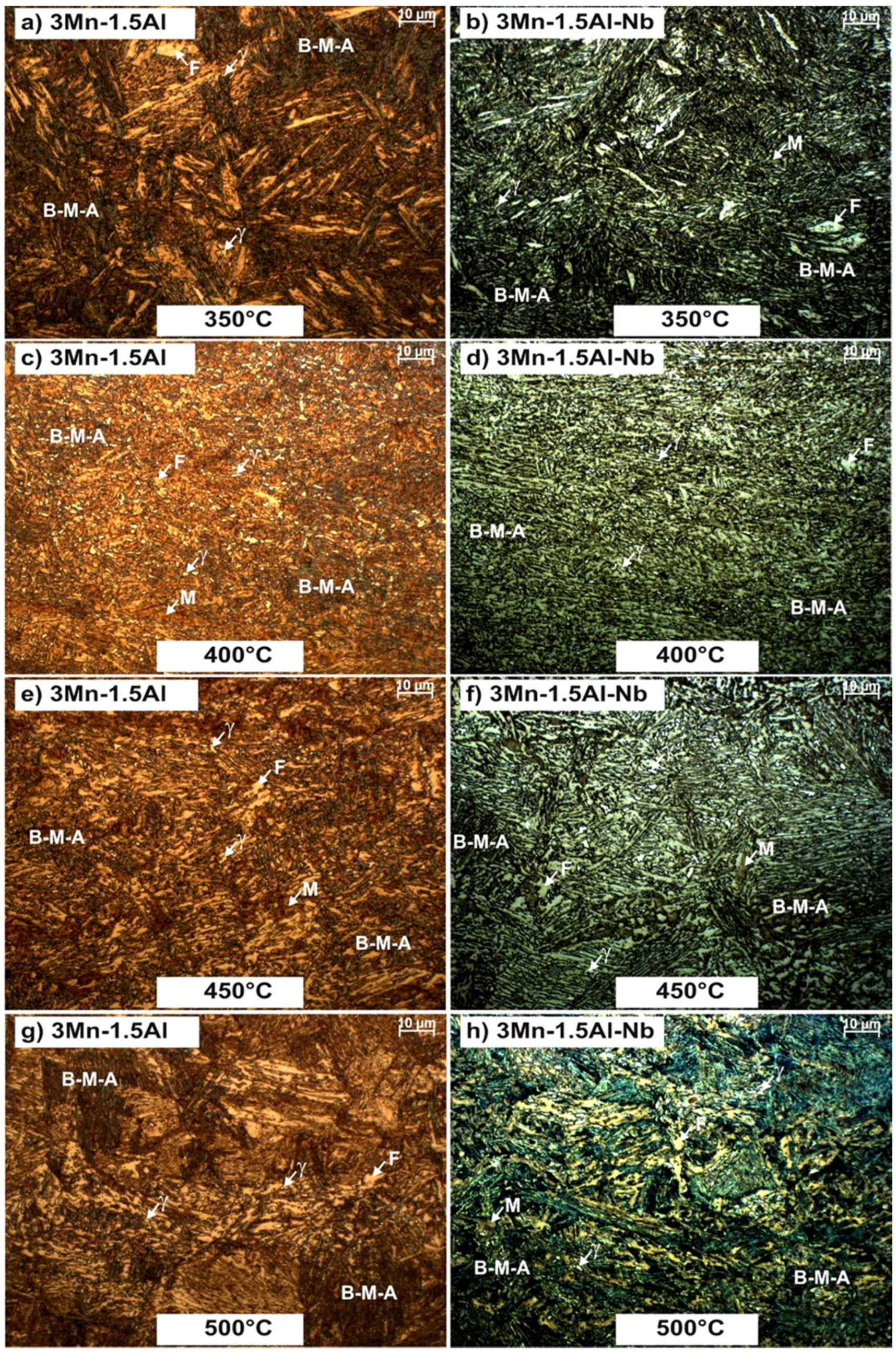
3.3. Microstructure Changes
4. Conclusions
- The optimal time and temperature of isothermal holding for all the steels were 400 °C and 300 s, respectively. Under these conditions, 16–18% of γ phase was obtained for the 3Mn type steels, whereas 10–13% of retained austenite was detected in 5Mn type steels. The amount of retained austenite was similar for the steels with and without Nb microaddition;
- as the concentration of Mn increases, the amount of retained austenite decreases due to the smaller C enrichment of this phase. For 3Mn type steels, the carbon content in retained austenite was 0.9–1.4%, and it was up to 1.3% for 5Mn type steels. The carbon content in retained austenite was slightly lower in the steels with Nb microaddition;
- at 350 °C, the highest C enrichment of the retained austenite was obtained. Increasing the bainitic transformation temperature to 450 °C and extending the time over 300 s initiated the austenite decomposition and reduced the C content in this phase;
- in steels containing 3% Mn, isothermally held at 400 °C, mostly blocky-type retained austenite occurred, whereas at 350 °C the RA was located as layers between bainitic ferrite laths. As the temperature rose, the thickness of the γ phase layers increased and the blocky grains partially underwent martensitic transformation, forming M–A islands.
Author Contributions
Funding
Conflicts of Interest
References
- Kyeong-Won, K.; Kyung-Il, K.; Chang-Hoon, L.; Jun-Yun, K.; Tae-Ho, L.; Kyung-Mox, C.; Kyu Hwan, O. Control of retained austenite morphology through double bainitic transformation. Mater. Sci. Eng. A 2016, 673, 557–561. [Google Scholar]
- Grajcar, A.; Radwanski, K. Microstructural comparison of the thermomechanically treated and cold deformed Nb-microalloyed TRIP steel. Mater. Tehnol. 2014, 48, 679–683. [Google Scholar]
- Radwanski, K. Application of FEG-SEM and EBSD methods for the analysis of the restoration processes occurring during continuous annealing of dual-phase steel strips. Steel Res. Int. 2015, 86, 1379–1390. [Google Scholar] [CrossRef]
- Marcisz, J.; Garbarz, B.; Burian, W.; Adamczyk, M.; Wisniewski, A. New generation maraging steel and high-carbon bainitic steel for armours. In Proceedings of the 26th International Symposium on Ballistics, Miami, FL, USA, 12–16 September 2011; pp. 1595–1606. [Google Scholar]
- Grajcar, A.; Skrzypczyk, P.; Wozniak, D. Thermomechanically rolled medium-Mn steels containing retained austenite. Arch. Metall. Mater. 2014, 59, 1691–1697. [Google Scholar] [CrossRef]
- Sugimoto, K.; Yu, B.; Mukai, Y.; Ikeda, S. Microstructure and formability of aluminium bearing TRIP-aided steels with annealed martensite matrix. ISIJ Int. 2005, 45, 1194–1200. [Google Scholar] [CrossRef]
- Girault, E.; Mertens, A.; Jacques, P.; Hubaert, Y.; Verlinden, B.; Van Humbeeck, J. Comparison of the effect of silicon and aluminium on the tensile behavior of multiphase TRIP-assisted steels. Scr. Mater. 2001, 44, 885–892. [Google Scholar] [CrossRef]
- Grajcar, A.; Krzton, H. Effect of isothermal holding temperature on retained austenite fraction in medium- carbon Nb/Ti-microalloyed TRIP steel. J. Achiev. Mater. Manuf. Eng. 2011, 49, 391–399. [Google Scholar]
- Sun, B.; Fazeli, F.; Scott, C.; Guo, B.; Aranas, C., Jr.; Chu, X.; Jahazi, M.; Yue, S. Microstructural characteristics and tensile behavior of medium manganese steels with different manganese additions. Mater. Sci. Eng. A 2018, 729, 496–507. [Google Scholar] [CrossRef]
- Aydin, H.; Jung, I.H.; Essadiqi, E.; Yue, S. Twinning and Tripping in 10% Mn steels. Mater. Sci. Eng. A 2014, 591, 90–96. [Google Scholar] [CrossRef]
- Grajcar, A. Thermodynamic analysis of precipitation processes in Nb-Ti-microalloyed Si-Al TRIP steel. J. Therm. Anal. Calorim. 2014, 118, 1011–1020. [Google Scholar] [CrossRef]
- Wang, C.; Ding, H.; Tang, Z.Y.; Zhang, J. Effect of isothermal bainitic processing on microstructures and mechanical properties of novel Mo and Nb microalloyed TRIP steel. Ironmak. Steelmak. 2015, 42, 9–16. [Google Scholar] [CrossRef]
- Varshney, A.; Sangal, S.; Kundu, S.; Mondal, K. Super strong and highly ductile low alloy multiphase steels consisting of bainite, ferrite and retained austenite. Mater. Des. 2016, 95, 75–88. [Google Scholar] [CrossRef]
- Mohamadizadeh, A.; Zarei-Hanzaki, A.; Mehtones, S.; Porter, D.; Moallemi, M. Effect of intercritical thermomechanical processing on austenite retention and mechanical properties in a multiphase TRIP-assisted steel. Metall. Mater. Trans. A 2016, 47A, 436–449. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Jimenez, J.A.; Lopez-Ezquerra, B.; Rementeria, R.; Morales-Rivas, L.; Kuntz, M.; Caballero, F.G. Analyzing the scale of the bainitic ferrite plates by XRD, SEM and TEM. Mater. Charact. 2016, 122, 83–89. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Acceleration of low-temperature bainite. ISIJ Int. 2003, 43, 1821–1825. [Google Scholar] [CrossRef]
- Krizan, D.; De Cooman, B.C. Analysis of the strain-induced martensitic transformation of retained austenite in cold rolled micro-alloyed TRIP steel. Steel Res. Int. 2008, 79, 513–522. [Google Scholar] [CrossRef]
- Opiela, M. Thermomechanical treatment of Ti-Nb-V-B micro-alloyed steel forgings. Mater. Tehnol. 2014, 48, 587–591. [Google Scholar]
- Kurc-Lisiecka, A.; Piwnik, J.; Lisiecki, A. Laser welding of new grade of advanced high strength steel strenx 1100 MC. Arch. Metall. Mater. 2017, 62, 1651–1657. [Google Scholar] [CrossRef]
- Gorka, J. Welding thermal cycle-triggered precipitation processes in steel S700MC subjected to the thermo-mechanical control processing. Arch. Metall. Mater. 2017, 62, 321–326. [Google Scholar] [CrossRef] [Green Version]
- Lun, N.; Saha, D.C.; Macwan, A.; Pan, H.; Wang, L.; Goodwin, F.; Zhou, Y. Microstructure and mechanical properties of fibre laser welded medium manganese TRIP steel. Mater. Des. 2017, 131, 450–459. [Google Scholar] [CrossRef]
- Gnaupel-Herolda, T.; Creuziger, A. Diffraction study of the retained austenite content in TRIP steels. Mater. Sci. Eng. A 2011, 528, 3594–3600. [Google Scholar] [CrossRef]
- ASTM E975—3: Standard Practice for X-ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation; ASTM International: West Conshohocken, PA, USA, 2013.
- Jatczak, C.F.; Larson, J.A.; Shin, S.W. Retained Austenite and Its Measurements by X-ray Diffraction; SAE Special Publication 453; SAE Technical Paper: Warrendale, PA, USA, 1980. [Google Scholar]
- Xu, P.G.; Tomota, Y.; Arakaki, Y.; Harjo, S.; Sueyoshi, H. Evaluation of austenite volume fraction in TRIP steel sheets using neutron diffraction. Mater. Charact. 2017, 127, 104–110. [Google Scholar] [CrossRef]
- Feng, Z.; Hou, Q.; Zheng, Y.; Ren, W.; Ge, J.Y.; Li, T.; Cheng, C.; Lu, W.; Cao, S.; Zhang, J.; et al. Method of artificial intelligence algorithm to improve the automation level of Rietveld refinement. Comput. Mater. Sci. 2019, 156, 310–314. [Google Scholar] [CrossRef]
- Ramkumar, T.; Selvakumar, M.; Vasanthsankar, R.; Sathishkumar, A.S.; Narayanasamy, P.; Girija, G. Rietveld refinement of powder X-ray diffraction, microstructural and mechanical studies of magnesium matrix composites processed by high energy ball milling. J. Magnes. Alloys 2018, in press. [Google Scholar] [CrossRef]
- Koo, M.; Xu, P.; Tomota, Y.; Suzuki, H. Bainitic transformation behavior studied by simultaneous neutron diffraction and dilatometric measurement. Scr. Mater. 2009, 61, 797–800. [Google Scholar] [CrossRef]
- Voothaluru, R.; Bedekar, V.; Xie, Q.; Stoica, D.A.; Hyde, R.S.; An, K. In-situ neutron diffraction and crystal plasticity finite element modeling to study the kinematic stability of retained austenite in bearing steels. Mater. Sci. Eng. A 2018, 711, 579–587. [Google Scholar] [CrossRef] [Green Version]
- Zrnik, J.; Muransky, O.; Lukas, P.; Novy, Z.; Sittner, P.; Hornak, P. Retained austenite stability investigation in TRIP steel using neutron diffraction. Mater. Sci. Eng. A 2006, 437, 114–119. [Google Scholar] [CrossRef]
- Dyson, D.J. Effect of alloying additions on the lattice parameter of austenite. J. Iron Steel Inst. 1970, 5, 469–474. [Google Scholar]
- Sugimoto, K.; Muramatsu, T.; Hashimoto, S.; Makai, Y. Formability of Nb bearing ultra-high-strength TRIP-aided sheet steels. J. Mater. Process. Technol. 2006, 177, 390–395. [Google Scholar] [CrossRef]
- Fu, B.; Yang, W.Y.; Li, L.F.; Sun, Z.Q. Effect of bainitic transformation temperature on the mechanical behavior of cold-rolled TRIP steels studied with in-situ high-energy X-ray diffraction. Mater. Sci. Eng. A 2014, 603, 134–140. [Google Scholar] [CrossRef]
- Kammouni, A.; Saikaly, W.; Dumont, M.; Marteau, C.; Bano, X.; Chari, A. Effect of the bainitic transformation temperature on retained austenite fraction and stability in Ti microalloyed TRIP steels. Mater. Sci. Eng. A 2009, 518, 89–96. [Google Scholar] [CrossRef]
- Zajac, S.; Schwinn, V.; Tacke, K.H. Characterization and quantification of complex bainitic microstructures in high and ultra-high strength linepipe steels. Mater. Sci. Forum 2005, 500–501, 387–394. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Type | C% | Mn% | Al% | Si% | Mo% | Nb% | S% | P% | N% |
|---|---|---|---|---|---|---|---|---|---|
| 3Mn | 0.17 | 3.3 | 1.7 | 0.22 | 0.23 | - | 0.014 | 0.010 | 0.0043 |
| 3MnNb | 0.17 | 3.1 | 1.6 | 0.22 | 0.22 | 0.04 | 0.005 | 0.008 | 0.0046 |
| 5Mn | 0.16 | 4.7 | 1.6 | 0.20 | 0.20 | - | 0.004 | 0.008 | 0.0039 |
| 5MnNb | 0.17 | 5.0 | 1.5 | 0.21 | 0.20 | 0.03 | 0.005 | 0.008 | 0.0054 |
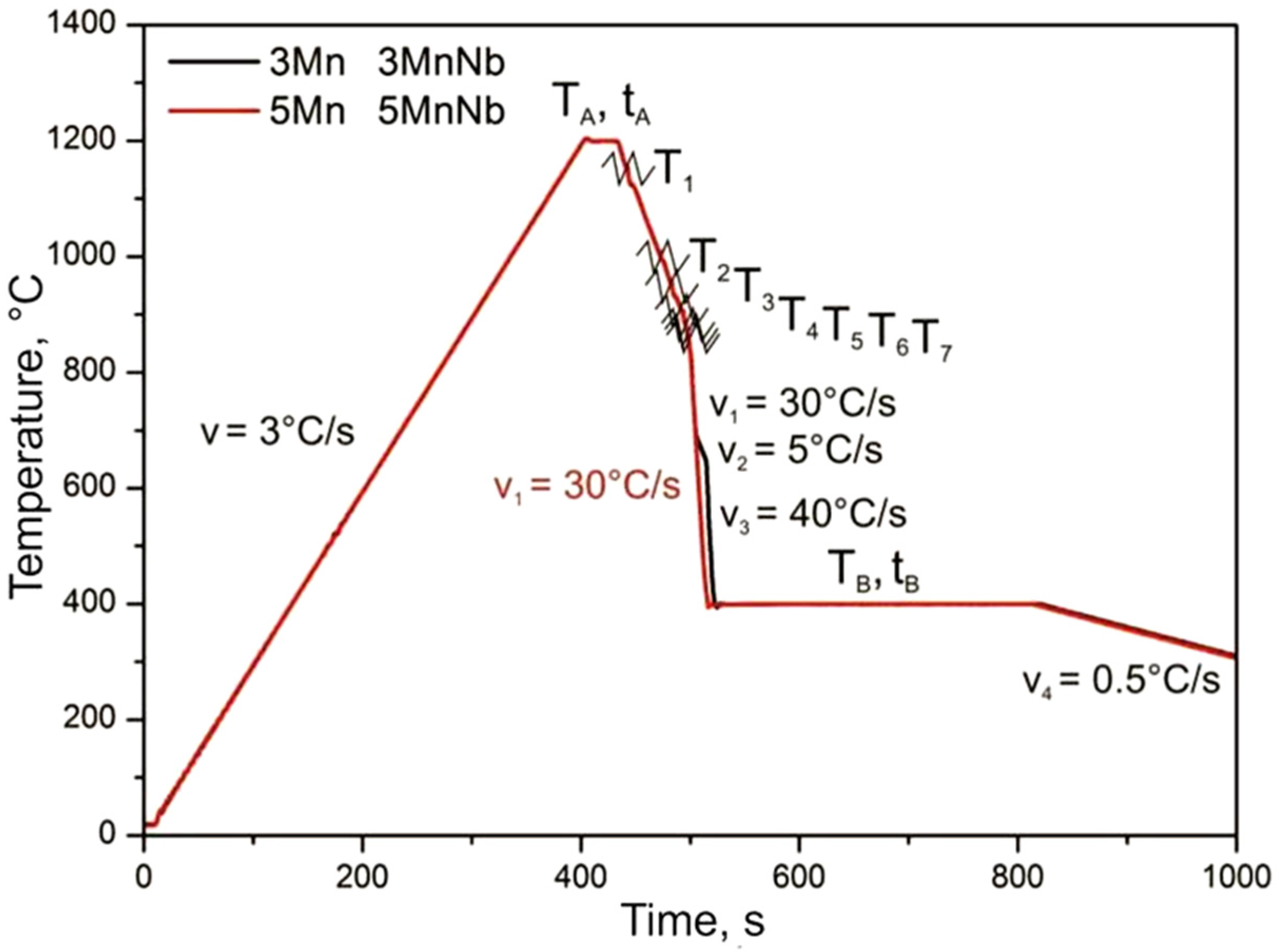
| Operation Number | Temperature Range, °C | Cooling Rate, °C/s | Duration of Isothermal Holding, s |
|---|---|---|---|
| 1 | 850→700 | 30 | - |
| 2 | 700→650 | 5 | - |
| 3 | 650→TB | 40 | - |
| 4 | 350 400 450 475 500 | - | 300 300 60, 300, 600, 1800 300 300 |
| 5 | TB→RT | 0.5 | - |
| Steel Type | Thermomechanical Treatment Conditions | Fraction of Retained Austenite, % | Carbon Content In Retained Austenite, wt. % | Steel Type | Thermomechanical Treatment Conditions | Fraction of Retained Austenite, % | Carbon Content in Retained Austenite, wt. % |
|---|---|---|---|---|---|---|---|
| 3Mn | 850-700-10s-650-450-60s | 10.4 | 1.26 | 3MnNb | 850-700-10s-650-450-60s | 11.5 | 1.18 |
| 850-700-10s-650-450-300s | 13.3 | 1.23 | 850-700-10s-650-450-300s | 15.9 | 1.21 | ||
| 850-700-10s-650-450-600s | 13.2 | 1.09 | 850-700-10s-650-450-600s | 12.4 | 1.08 | ||
| 850-700-10s-650-450-1800s | 4.7 | 1.03 | 850-700-10s-650-450-1800s | 7.8 | 0.91 | ||
| 850-700-10s-650-350-300s | 9.4 | 1.34 | 850-700-10s-650-350-300s | 9.3 | 1.39 | ||
| 850-700-10s-650-400-300s | 16.8 | 1.35 | 850-700-10s-650-400-300s | 17.7 | 1.26 | ||
| 850-700-10s-650-500-300s | 11.1 | 1.14 | 850-700-10s-650-500-300s | 9.8 | 1.07 | ||
| 5Mn | 850-450-60s | 7.8 | 1.08 | 5MnNb | 850-450-60s | 7.1 | 0.99 |
| 850-450-300s | 10.9 | 1.19 | 850-450-300s | 11.0 | 1.17 | ||
| 850-450-600s | 8.1 | 1.14 | 850-450-600s | 8.0 | 1.12 | ||
| 850-450-1800s | 7.0 | 1.09 | 850-450-1800s | 6.8 | 1.07 | ||
| 850-400-300s | 9.8 | 1.27 | 850-400-300s | 13.4 | 1.32 | ||
| 850-350-300s | 9.5 | 1.28 | 850-350-300s | 12.2 | 1.24 | ||
| 850-500-300s | 8.2 | 1.06 | 850-500-300s | 9.5 | 0.99 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grajcar, A.; Skrzypczyk, P.; Kozłowska, A. Effects of Temperature and Time of Isothermal Holding on Retained Austenite Stability in Medium-Mn Steels. Appl. Sci. 2018, 8, 2156. https://doi.org/10.3390/app8112156
Grajcar A, Skrzypczyk P, Kozłowska A. Effects of Temperature and Time of Isothermal Holding on Retained Austenite Stability in Medium-Mn Steels. Applied Sciences. 2018; 8(11):2156. https://doi.org/10.3390/app8112156
Chicago/Turabian StyleGrajcar, Adam, Paweł Skrzypczyk, and Aleksandra Kozłowska. 2018. "Effects of Temperature and Time of Isothermal Holding on Retained Austenite Stability in Medium-Mn Steels" Applied Sciences 8, no. 11: 2156. https://doi.org/10.3390/app8112156
APA StyleGrajcar, A., Skrzypczyk, P., & Kozłowska, A. (2018). Effects of Temperature and Time of Isothermal Holding on Retained Austenite Stability in Medium-Mn Steels. Applied Sciences, 8(11), 2156. https://doi.org/10.3390/app8112156