3.1. Microscale Structural Properties
Figure 1b shows an SEM image of the multilayer vicinity of the cross-sectional sample. Because of differences in the electrical resistance of each layer, distinctive monocrystalline silicon, Ge
xSi
1−x, Ge
0.2Si
0.8 and epoxy resin layers were observed. A narrow black strip of ~1 μm thickness is the adhesive layer of epoxy resin that adheres the two multilayer wafers. The region with uniform and relatively deeper greyscale, at the left of the image and far from the adhesive layer, is the C-Si substrate. From the C-Si substrate to the wafer edge (~3.6 μm thickness), the grayscale becomes brighter gradually, which is the graded and relaxed buffer layers. The C-Si/Ge
xSi
1−x interface is clear and straight, but that of the Ge
xSi
1−x/Ge
0.2Si
0.8 interface is barely distinguishable visible in this SEM image. The strained-silicon layer (~10 nm thick) is not recognized in the SEM image, because of the resolution limitation of the SEM system.
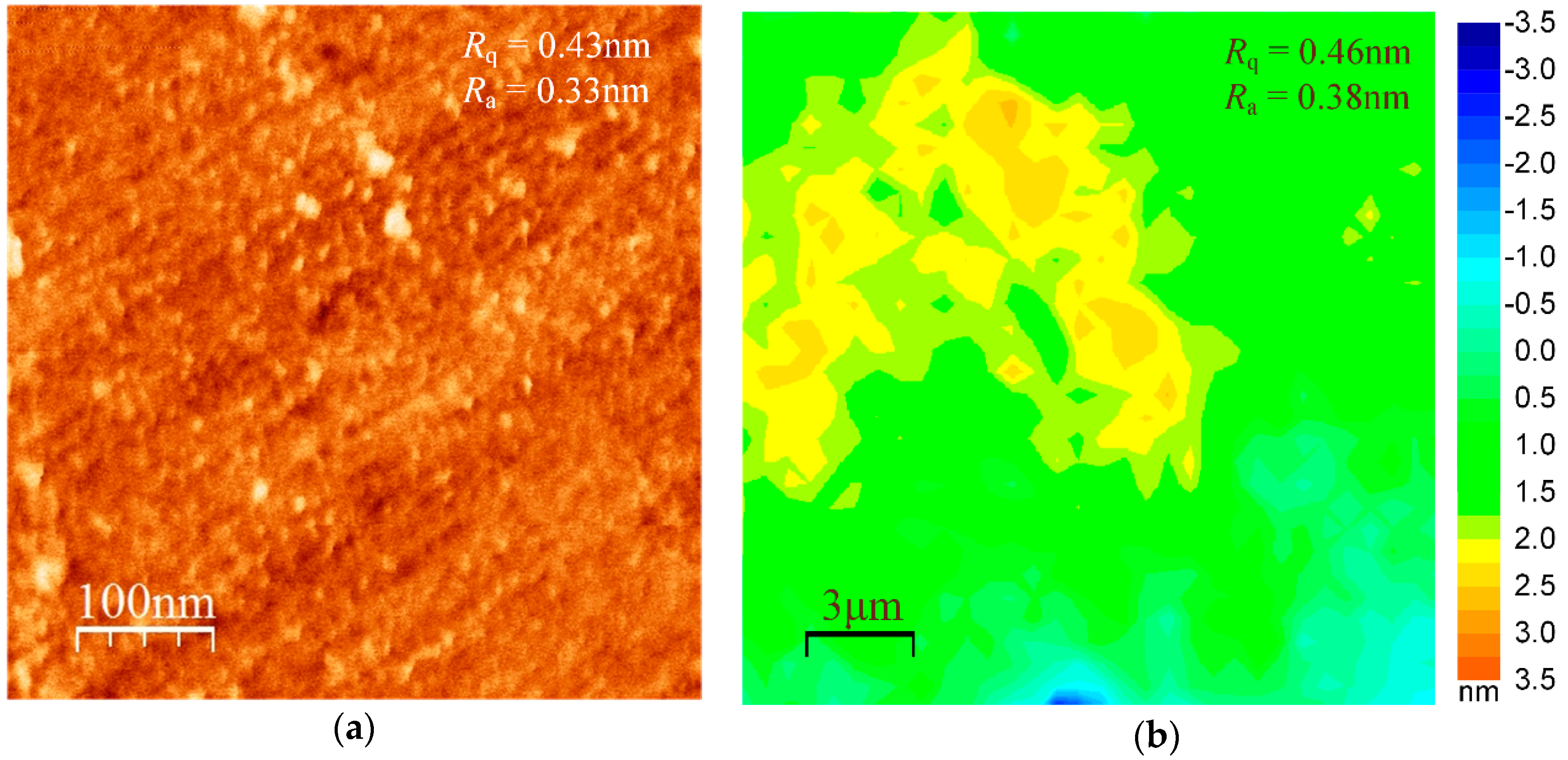
The SEM image also shows that there is no visible fluctuation on the surface of the sample cross-section. The cross-sectional surface roughness was measured by using an atomic-force microscope (AFM, Dimension Icon, Bruker, Billerica, Massachusetts, USA) and a white-light interferometer (WLI, NewView 8300, Zygo, Middlefield, Connecticut, USA).
Figure 2a gives the height data of a random 500 nm × 500 nm area on the cross-sectional surface detected by AFM. The root-mean-square deviation of the height data (Rq) is 0.43 nm, and the arithmetical mean deviation of the height data (R
a) is 0.33 nm.
Figure 2b gives the height data of a random 21 μm × 21 μm area on the cross-sectional surface detected by using a white-light interferometer with a spatial resolution of 0.34 μm in the
X/
Y direction and 0.01 nm in the
Z direction (root-mean-square repeatability). R
q and R
a are essential surface-roughness parameters. The experimental results showed that the surface roughness of the sample cross-section was less than 0.5 nm, regardless of the nano- or microscale area.
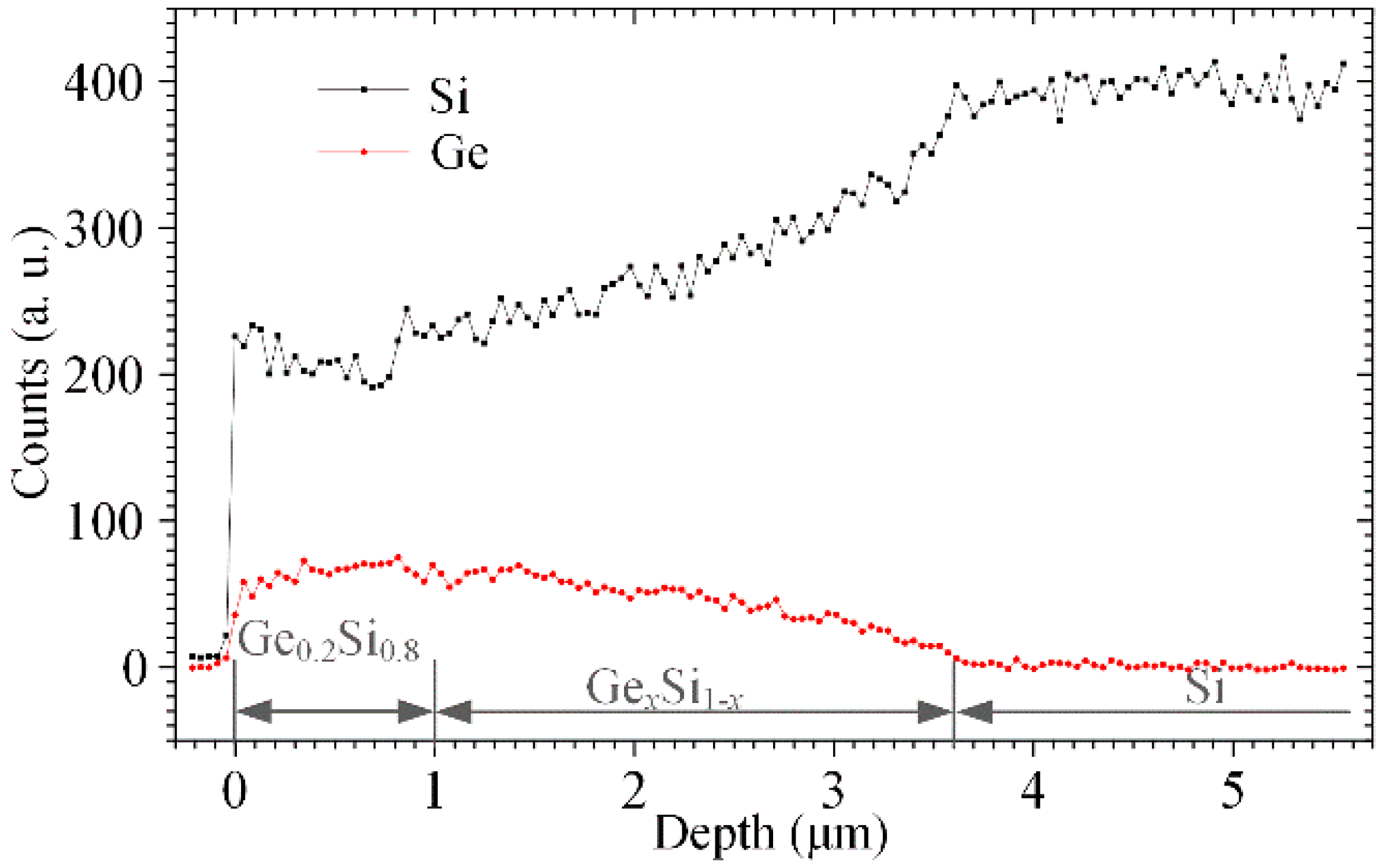
The elemental distribution along the depth direction of the sample cross-section is shown in
Figure 3 as determined by EDS (Oxford Instruments, Oxford, UK) with a 42-nm step length. When the EDS sampling point on the cross-section surface approaches the wafer edge, the elemental silicon content exhibits an approximately linear decrease and that of elemental germanium shows a linear increase. Such linear variations of the elemental components that are sustained inside a region of ~2.6 μm in thickness, corresponding to the graded buffer layer (via the Ge
xSi
1−x layer).
The content of elemental silicon increased slightly and gradually until the sampling point reached the wafer edge. The opposite behavior resulted in the content of elemental germanium. The thickness of this region was ~1 μm, which corresponds to the relaxed buffer layer (viz. the Ge
0.2Si
0.8 layer). In this layer, the actual distributions of elemental Si and Ge did not agree with, but were not distinct from, the design shown in
Figure 1. The EDS result showed that it was difficult to recognize the interface between the two buffer layers, and the exact thickness of the two buffer layers. The sudden drop of the Si component at a 1 μm depth may have been caused by parameter alternation during the ultra-high-vacuum chemical-vapor epitaxy, which helps to locate the Ge
xSi
1−x/Ge
0.2Si
0.8 interface.
Both elements decreased to zero because the EDS sampling point entered the epoxy resin layer of the sample cross-section. The EDS data did not show the signal from the ε-Si layer, which should be because the ε-Si layer thickness (~10 nm) was less than the EDS sampling step length.
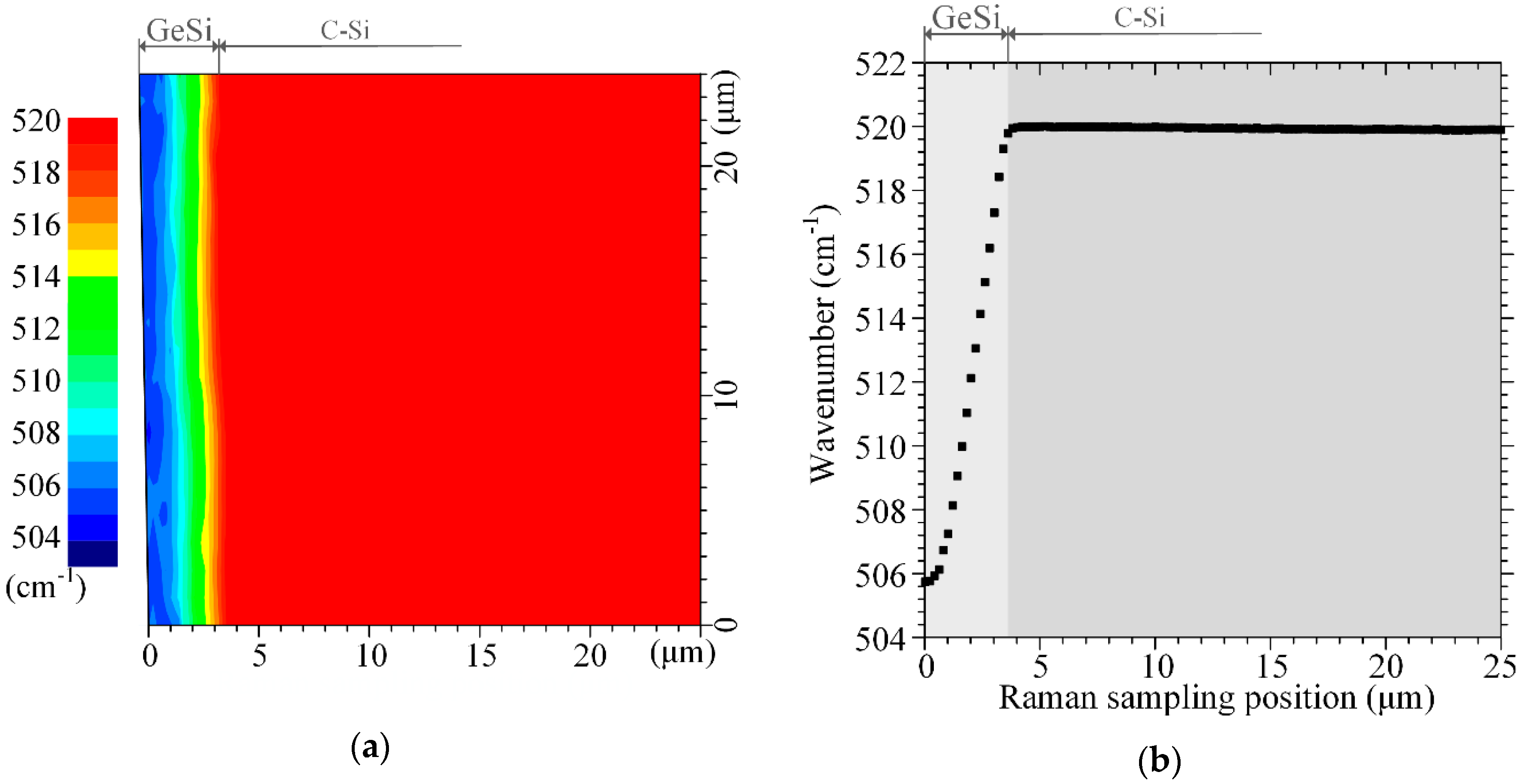
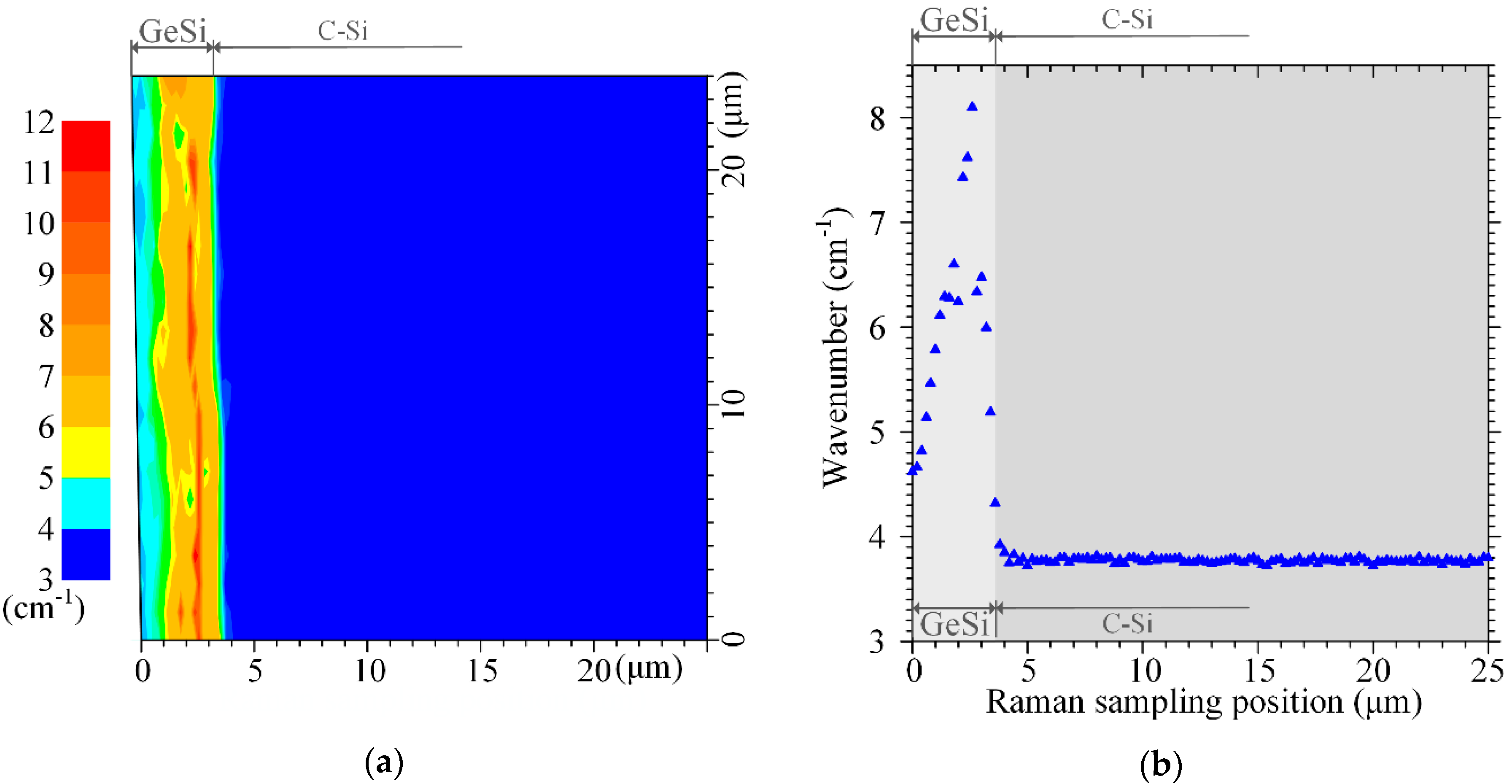
Figure 4a shows the wavenumber image of the Si-Si band (~520 cm
−1) that was obtained by Raman mapping at a 25 μm × 24 μm region near the multilayer interfaces on the sample cross-section. The step lengths for Raman mapping along the parallel and vertical direction to the interfaces were 1.2 μm and 0.2 μm, respectively.
Figure 4b shows the mean values of the wavenumbers at different locations along the depth direction based on
Figure 4a.
Figure 4a,b shows that the wavenumber at ~520 cm
−1 changes slightly inside the Si substrate, acutely in the buffer layers, and continuously at the interfaces. When the scanning spot originated from the Si substrate into the buffer layers, the wavenumber showed a sharp and linear decrease with a speed of −4.97 ± 0.07 cm
−1/μm. However, this rapidly decreasing trend stopped within a region of ~1 μm next to the epoxy layer (compared with the top surface of the strained-silicon wafer), where the wavenumber decreased gently with a speed of −0.83 ± 0.28 cm
−1/μm. Hence, from the wavenumber image, the thickness of the rapidly decreased wavenumber region is ~2.6–2.8 μm, and that of the gently decreased wavenumber region is ~0.8–1 μm. The former region is the Ge
xSi
1−x layer and the latter is the Ge
0.2Si
0.8 layer. The strain distribution can be achieved by using the wavenumber results, as discussed below.
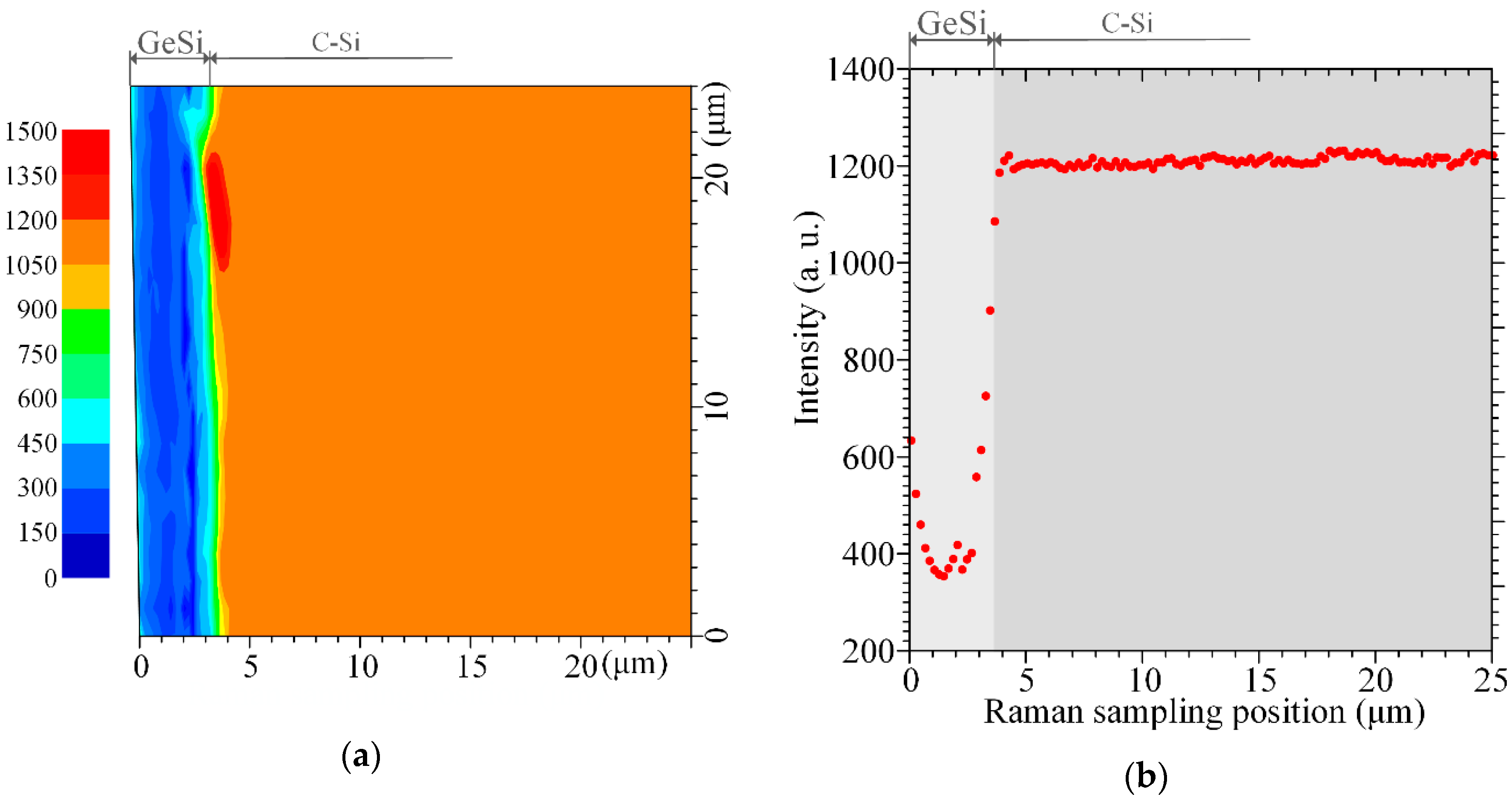
Figure 5a shows the Raman intensity image of the same region in
Figure 4a.
Figure 5b shows the mean values at different locations along the depth direction based on
Figure 5a. In
Figure 5, when the sampling spot for Raman mapping from the Si substrate crossed the buffer layer, the Raman intensity of the Si-Si band decreased first and then increased. The Raman-intensity-decreased region in
Figure 5 is almost the same as that of the wavenumber rapid-decreased region in
Figure 4, so the Raman intensity-increased region to the wavenumber gently-decreased region. This result indicates that the quantity of elemental Si in the monocrystalline stage decreased with a continuous enhancement of elemental Ge in the graded-buffer (Ge
xSi
1−x) layer, and then improved gradually inside the relaxed-buffer (Ge
0.2Si
0.8) layer even though the elemental content of the materials did not change any more.
Figure 6a shows the full-width-at-half-maximum (FWHM) image of the same region of
Figure 4a.
Figure 6b gives the mean values at different locations along the depth direction based on
Figure 6a. In
Figure 6, the FWHM of the Si-Si band broadened first and then narrowed when the sampling spot of Raman mapping from the Si substrate crossed the buffer layer. The FWHM broadened region in
Figure 6 is different from (smaller than) the wavenumber rapid-decreased region in
Figure 4 and the Raman-intensity-decreased region in
Figure 5. Therefore, with a continuous enhancement of elemental Ge, the average lattice quality of the Si element in the monocrystalline stage in the graded-buffer (Ge
xSi
1−x) layer decreased to an extreme and then improved continuously. This tendency was retained in the relaxed-buffer (Ge
0.2Si
0.8) layer.
3.2. Nanoscale Structural Properties
The structural properties at the nanoscale were investigated by using TEM.
Figure 7 and
Figure 8 give high- and low-resolution TEM images of the sample cross-section, respectively.
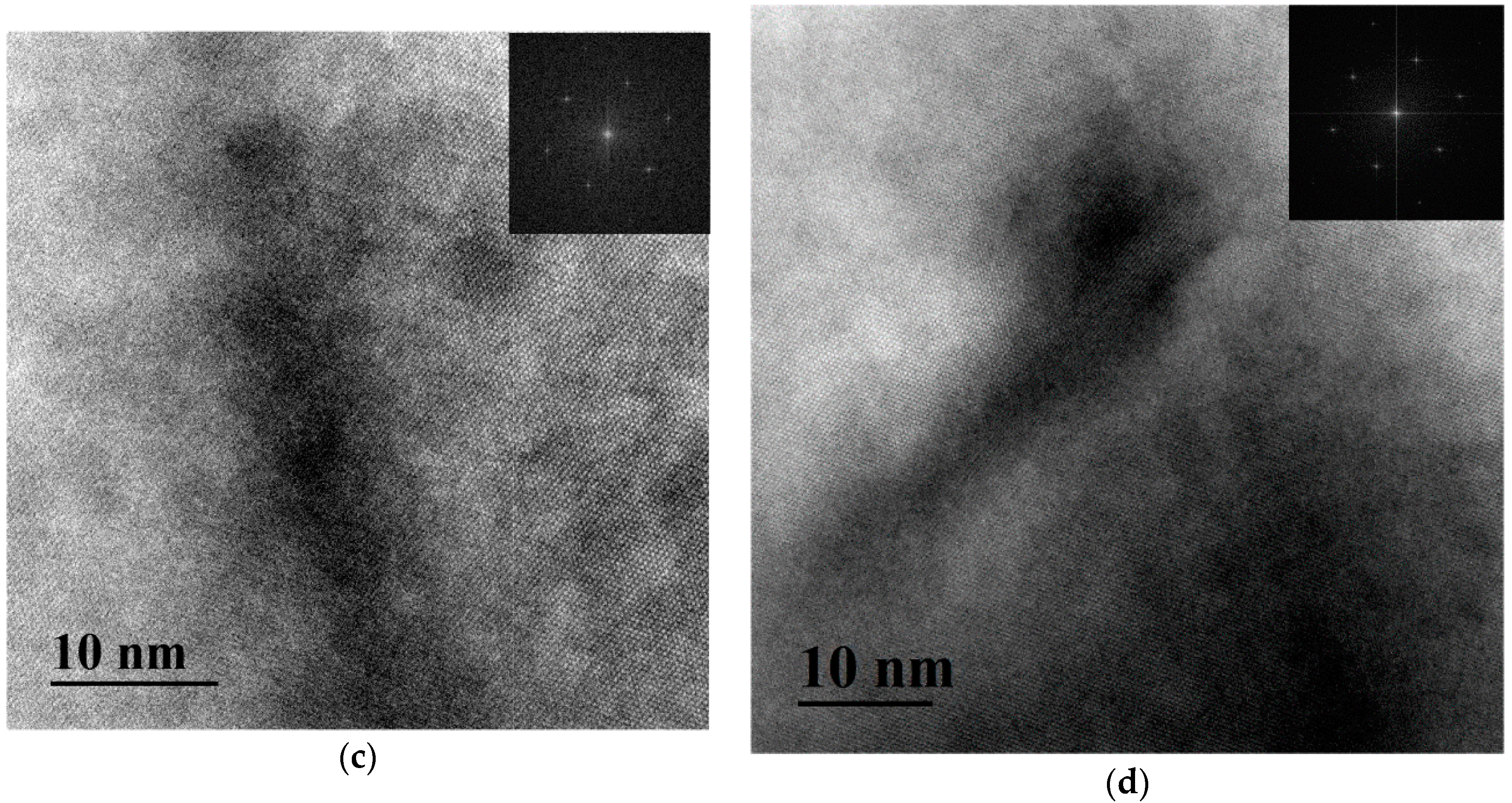
Figure 7a shows a high-resolution TEM image, including the ε-Si and Ge
0.2Si
0.8 layers. Three regions exist, each of which has a uniform contrast grade, and which corresponds to a dissimilar layer. The left lower region, which is brightest, is an epoxy resin layer of the sample that serves as the adhesive for the two wafers. The image shows no regular lattice structure in this region. The region adjacent to the epoxy is the ε-Si layer. The largest region in the image is the Ge
0.2Si
0.8 layer. Inside the ε-Si layer, the lattice structure is complete and clear, and shows a regular mesh of the monocrystalline state. The growth surface is in the same atomic sheet. No visible defects exist in this layer. Moreover, the interface of the ε-Si/Ge
0.2Si
0.8 layers appears clear, straight and almost atomically flat, where the lattices match well. The ε-Si layer thickness is relatively uniform at ~8.67 nm.
Figure 7 also shows that the cross-section is a (100) crystal plane.
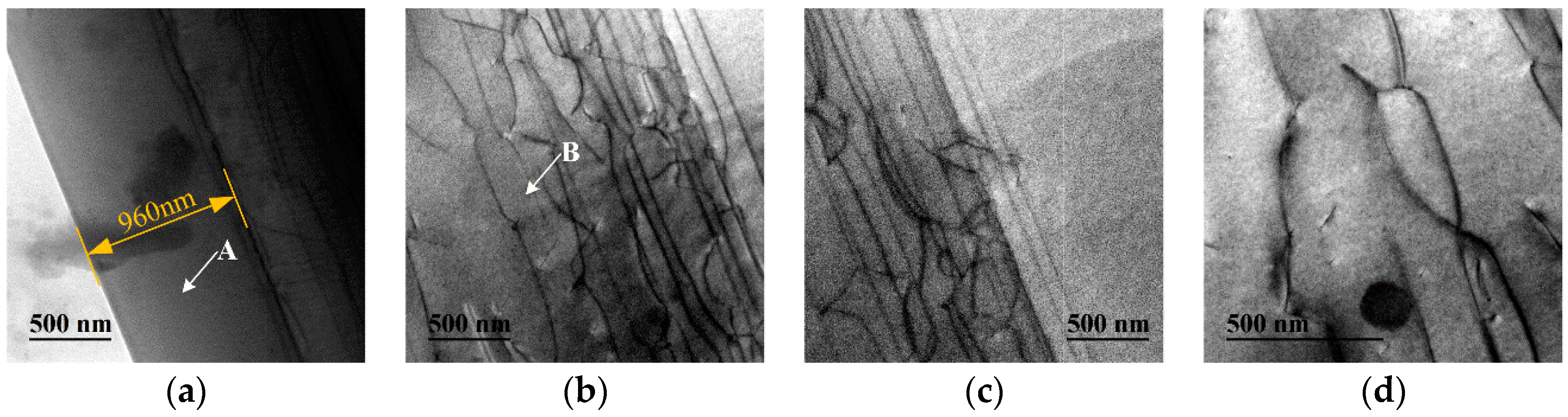
Figure 8a shows a low-resolution TEM image around the Ge
0.2Si
0.8 layer, and
Figure 7b shows a high-resolution enlarged image of spot
A in
Figure 8a, which is inside the Ge
0.2Si
0.8 layer. In the low-resolution TEM image, no obvious defect exists inside the Ge
0.2Si
0.8 layer. The interface between the Ge
xSi
1−x and Ge
0.2Si
0.8 layers is clearly recognizable, which shows that the Ge
0.2Si
0.8 layer thickness is uniform, at ~0.96 μm (~1 μm). According to the SEM, EDS and Raman results, as shown in
Figure 1b,
Figure 3 and
Figure 4,
Figure 5,
Figure 6 and
Figure 7, the total thickness of the two GeSi buffer layers is 3.6 μm, and hence, that of the graded layer (Ge
xSi
1−x) is ~2.6 μm.
In the high-resolution TEM images
Figure 7a,b, the lattice phenomena in the Ge
0.2Si
0.8 layer are analogous to those in the ε-Si layer. The two layers have the same lattice structure and dimensions and can only be distinguished according to differences in the contrast grades. The lattice maintained a good and similar crystal structure, which indicates that the stress in the ε-Si and Ge
0.2Si
0.8 layers is not released by defects or dislocations.
Figure 8b,c presents low-resolution TEM images around the Ge
xSi
1−x layer.
Figure 7c,d presents high-resolution enlarged images at the Ge
xSi
1−x/Ge
0.2Si
0.8 interface and at spot
B in
Figure 8b, respectively, where spot
B is inside the Ge
xSi
1−x layer. In the low-resolution TEM image in
Figure 8b,c, the interface between the Ge
xSi
1−x layer and C-Si substrate appears clear and straight. Numbers of dislocations exist in the Ge
xSi
1−x layer, especially close to the Ge
xSi
1−x/Si interface. Some appear as dislocation loops, such as the one in
Figure 8d. Most dislocations connect and form dislocation networks inside the layer. Some vertical threading dislocation lines reach the Ge
xSi
1−x/C-Si interface.
Dislocation lines can only be terminated on the inner surface of the interface or on the free crystal surface, but they may not stop inside the crystal and appear in the form of isolated sections. Therefore, inside the crystal, any dislocation must be closed to form a dislocation ring or be connected to form a dislocation network, or move toward a surface/edge to form a threading dislocation.
All TEM images of the ε-Si layer, Ge
0.2Si
0.8 layer and Si substrate of the sample are clean and flat, without visible defects/dislocations. In contrast, dislocations are concentrated in the Ge
xSi
1−x layer with the highest dislocation intensity near the Ge
xSi
1−x/C-Si interface. The dislocations first arose in the beginning of the Ge
xSi
1−x epitaxial growth. With an increase in thickness during the epitaxial growth, some (existing and/or new born) dislocation lines connected with others, to form dislocation networks, and remained within the crystal. Some connected and became dislocation loops, or they continued extending to the sample edges. Because of the existence of dislocation in the Ge
xSi
1−x, especially near the Ge
xSi
1−x/C-Si interface, the average lattice quality of monocrystalline silicon deteriorated rapidly in the beginning of the graded buffer layer, which leads the FWHM of the Raman peak to broaden (as shown in
Figure 6). With the gradual reduction in dislocations, the lattice quality improved.
Each type of dislocation helps to relax internal/residual stresses that are induced by the change in lattice dimension [
25,
26]. However, the threading dislocation is harmful to the structural reliability and performance of semiconductor devices, so it is necessary to avoid the appearance of threading dislocations. By using the manufacturing process to produce a strained silicon, dislocation lines mainly form rings or networks inside the crystal structure, which avoids the generation of threading dislocations.
3.3. Distribution of Residual Stress with Depth
The residual stress inside the samples was analyzed, using MRS, which was regarded as an effective method for residual stress analysis of any semiconductor material, such as silicon. The basic Raman-mechanical model for crystal silicon (C-Si) follows the secular equation of the lattice dynamics [
21,
27]. According to existing investigations, the Raman-mechanical relationship of C-Si depends on the crystal plane and the stress state for measurement. In this work, the UV Raman tests were performed on the surface of the strained-silicon film, whose crystal plane was (100).
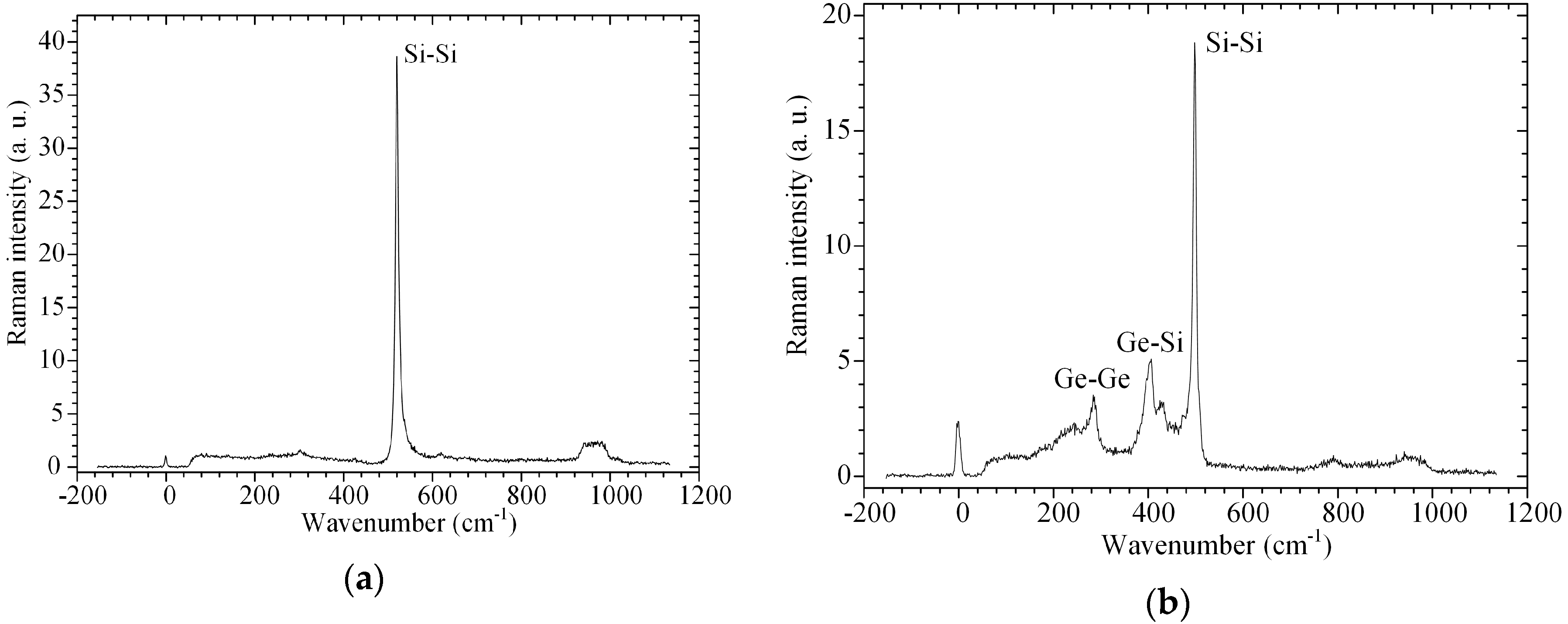
Figure 9a shows a typical spectrum from the UV Raman tests. The 325-nm UV laser can only penetrate the crystal silicon to a depth of ~10 nm, which is similar to the thickness of the strained silicon. Hence, the wavenumber detected by the 325-nm laser achieves a mean wavenumber of 511.98 cm
−1 based on results from 66 different sampling spots, which originated solely from the ε-Si layer and were characterized by the average strain and stress of this layer. The residual stress in the ε-Si layer can be treated as a biaxial stress state, with stress components
σx =
σy =
σ and strain components
εx =
εy =
ε, where
x and
y denote the in-plane directions. According to the Raman-mechanical relationship of C-Si with the (100) crystal plane [
28],
According to Equation (1), ε = −1.204 × 10−3 × (511.98–519.78) = 9.39‰ ≈ 1% and σ = −217.28 × (511.98–519.78) ≈ 1.69 GPa, where wavenumber 519.78 cm−1 was calibrated on a silicon wafer of the same production batch with the ε-Si/GeSi/C-Si samples and on the same day of the measurements above. The results showed that the real in-plane strain in the ε-Si layer was ~1%.
For the Raman measurement on the cross-section with a (110) crystal plane, the applicable Raman-mechanical relationship of (110) C-Si was given as Equation (2), where the residual stress is treated as a uniaxial stress state, because the normal component on the cross-section surface (denoted as
σx) was released during the sample preparation,
σx = 0,
σy =
σ and strain components
εx =
εy =
ε, where
x and
y denote the in-plane directions [
28].
The cross-sectional stress analyses for the Raman data from the sampling spot inside the C-Si layer can use the Raman-mechanical relationship shown as Equation (2), whereas those from the GeSi layers cannot use Equation (2) directly.
Figure 9b shows a typical Raman spectrum of the germanium silicon alloy, which includes three major peaks: A Si-Si band at ~500 cm
−1, a Ge-Si band at ~400 cm
−1 and a Ge-Ge band at ~300 cm
−1. If elemental Si dominated the Ge-Si alloy, just like the buffer layers in this work, the Raman peak of the Si-Si band would be strong and sufficiently narrow (shown in
Figure 5 and
Figure 6) for mechanical measurement. However, Equation (2) is not applicable directly for the Si-Si band of germanium silicon alloy. As shown in
Figure 4, the Raman wavenumber decreases sharply inside the GeSi layers, whose increment is up to 14 cm
−1, denoting more than 6 GPa by using Equation (2). This is inconsistent with the reality of C-Si or GeSi strength. In fact, due to the influence of phonon confinement, the change in the wavenumber of the Si-Si band in the Raman spectrum of germanium silicon is not only induced by the strain, but also by the influence of phonon confinement. Tsang [
29] presented an empirical relationship for the wavenumber
wSi-Si, the Ge content
x and the strain
ε, which is regarded as suitable for the germanium-silicon alloy with 0 <
x < 0.25. Meanwhile, the elastic parameters of the germanium–silicon alloy followed the modulus-content linear model proposed by Kasper et al. [
30].
where
Cij,
Cij,Ge and
Cij,Si were components of the elastic coefficient tensors of the Ge-Si alloy, germanium and silicon, respectively. Hence the Raman-mechanical relationship suitable for the stress analysis inside the GeSi layers on the (110) cross-section in this work is given by Equation (4) [
11].
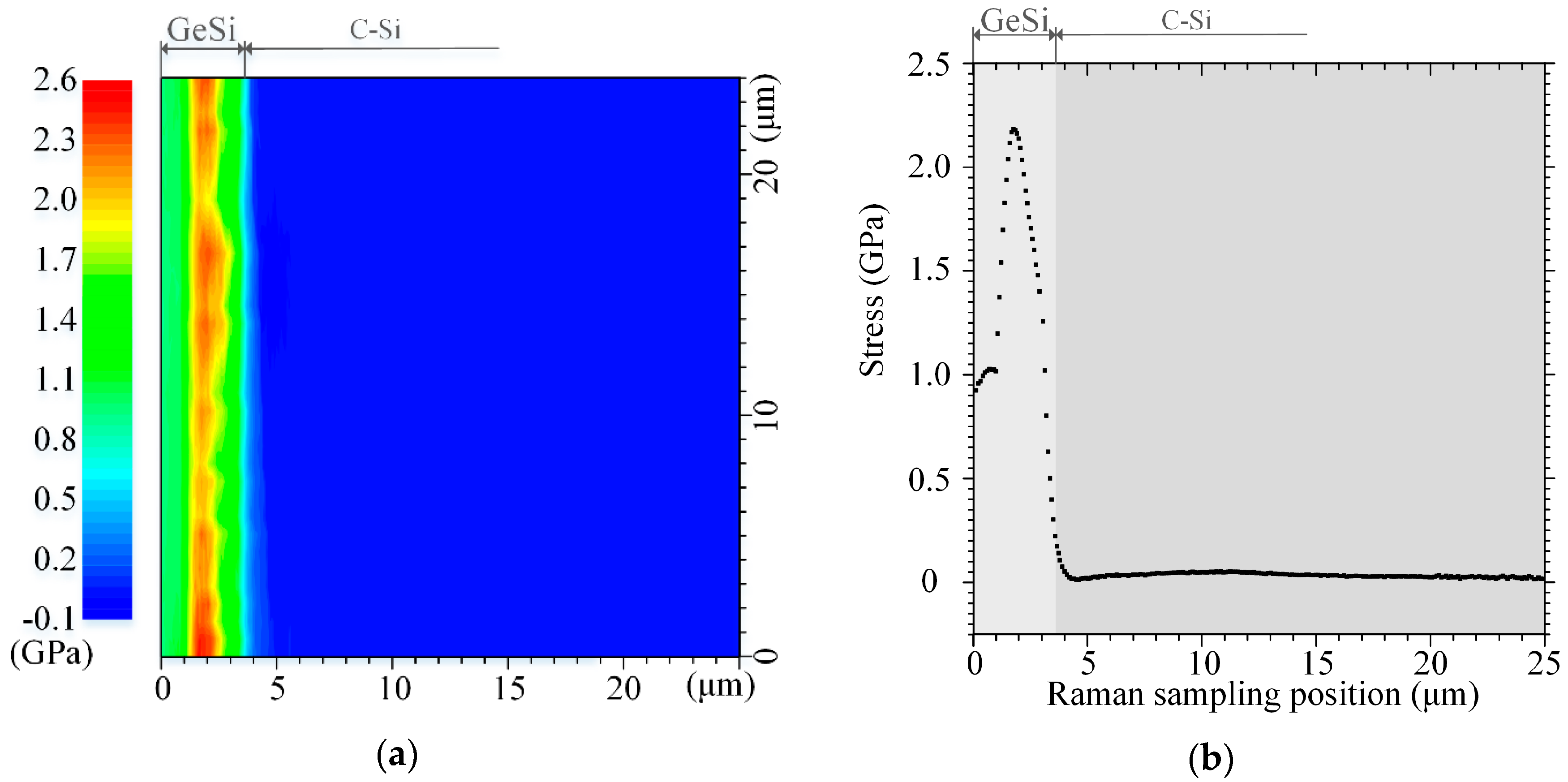
The residual stress distribution along the deepness direction of this multilayer structure is given as
Figure 10, where the stress inside the C-Si substrate was achieved by using Equation (2), and that inside the germanium-silicon buffer layers was achieved by using Equation (4).
Figure 10 shows that there exists serious residual stress inside the buffer layers. The residual stress increases rapidly in the beginning of the epitaxial growth. The mean stress gradient during the first 2 μm of the graded buffer layer was 777.5 MPa/μm. With further growth of the Ge
xSi
1−x layer, the residual stress stopped increasing and then began to decrease, which reduced the stress gradients and even turned them negative, until the beginning of the relaxed buffer layer. In the Ge
0.2Si
0.8 layer, the residual stress was stable compared with that in the Ge
xSi
1−x layer. The mean residual stress in the relaxed buffer layer was ~1.01 GPa.

 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










