Defect Detection of Aluminum Alloy Wheels in Radiography Images Using Adaptive Threshold and Morphological Reconstruction

Abstract
:1. Introduction
2. Theoretical Background and Proposed Method
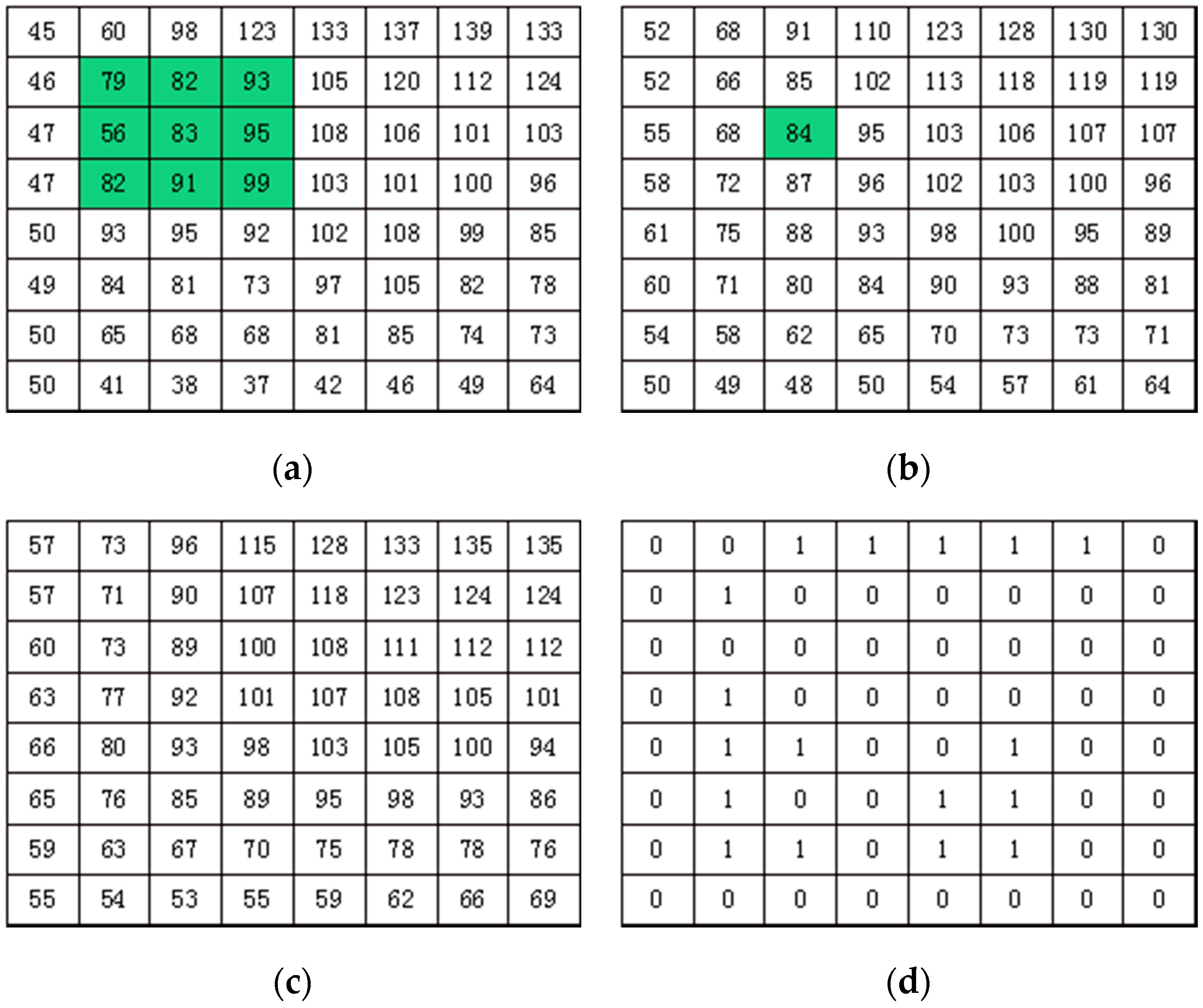
2.1. Adaptive Threshold Segmentation
2.2. Morphological Reconstruction
2.3. Procedures of the Proposed Method
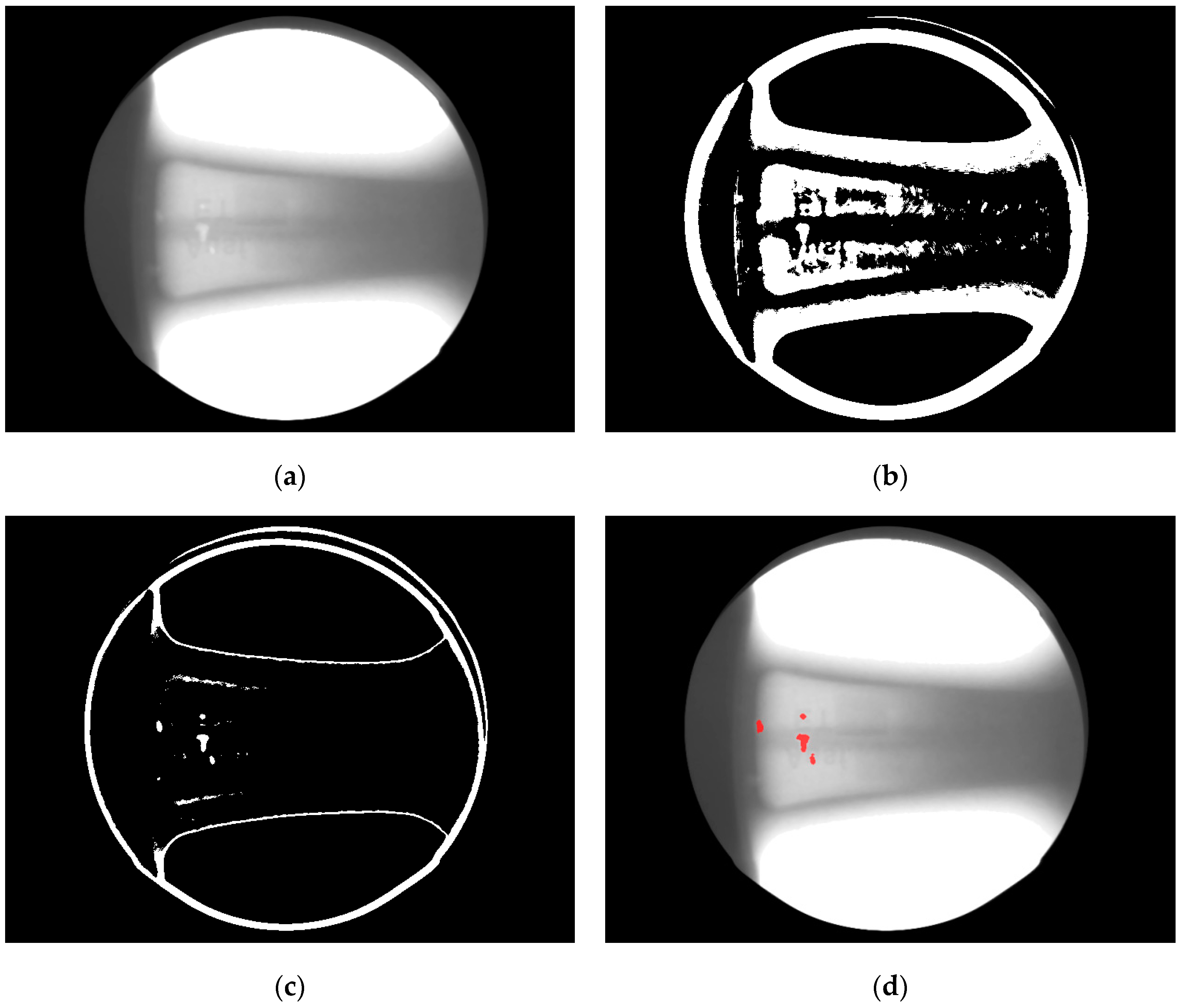
- Choose a smoothing operator of a suitable size to smooth the wheel X-ray image to obtain a smoothed image.
- The smoothed image is subtracted from the original image to obtain a difference image.
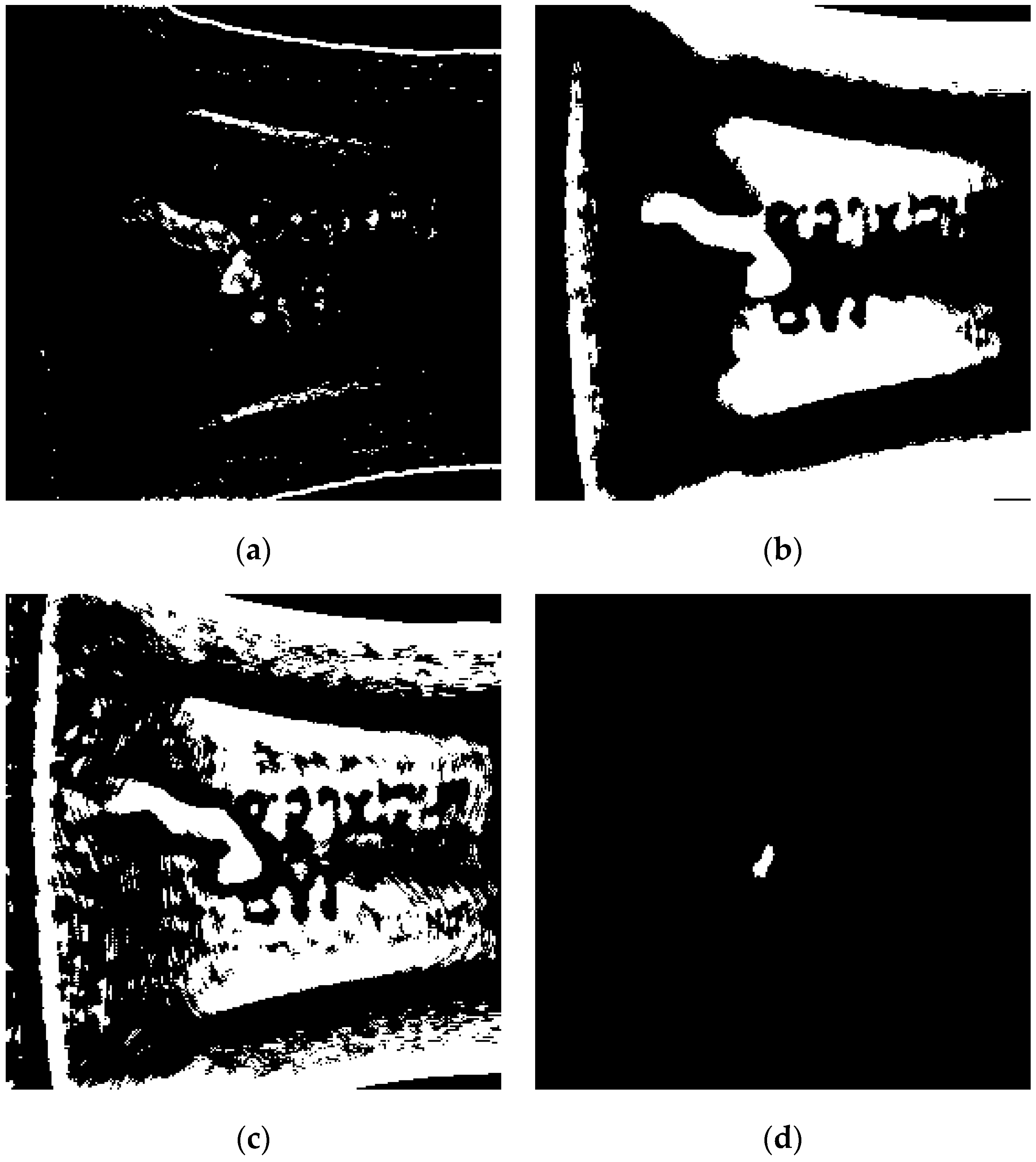
- Choose a smaller threshold value for the difference image to perform binarization to obtain the first-time segmentation result, and the result is used as a mask image for morphological reconstruction.
- Choose a larger threshold value for the difference image to perform binarization to obtain the segmentation result, and the result is used as the marker image for morphological reconstruction.
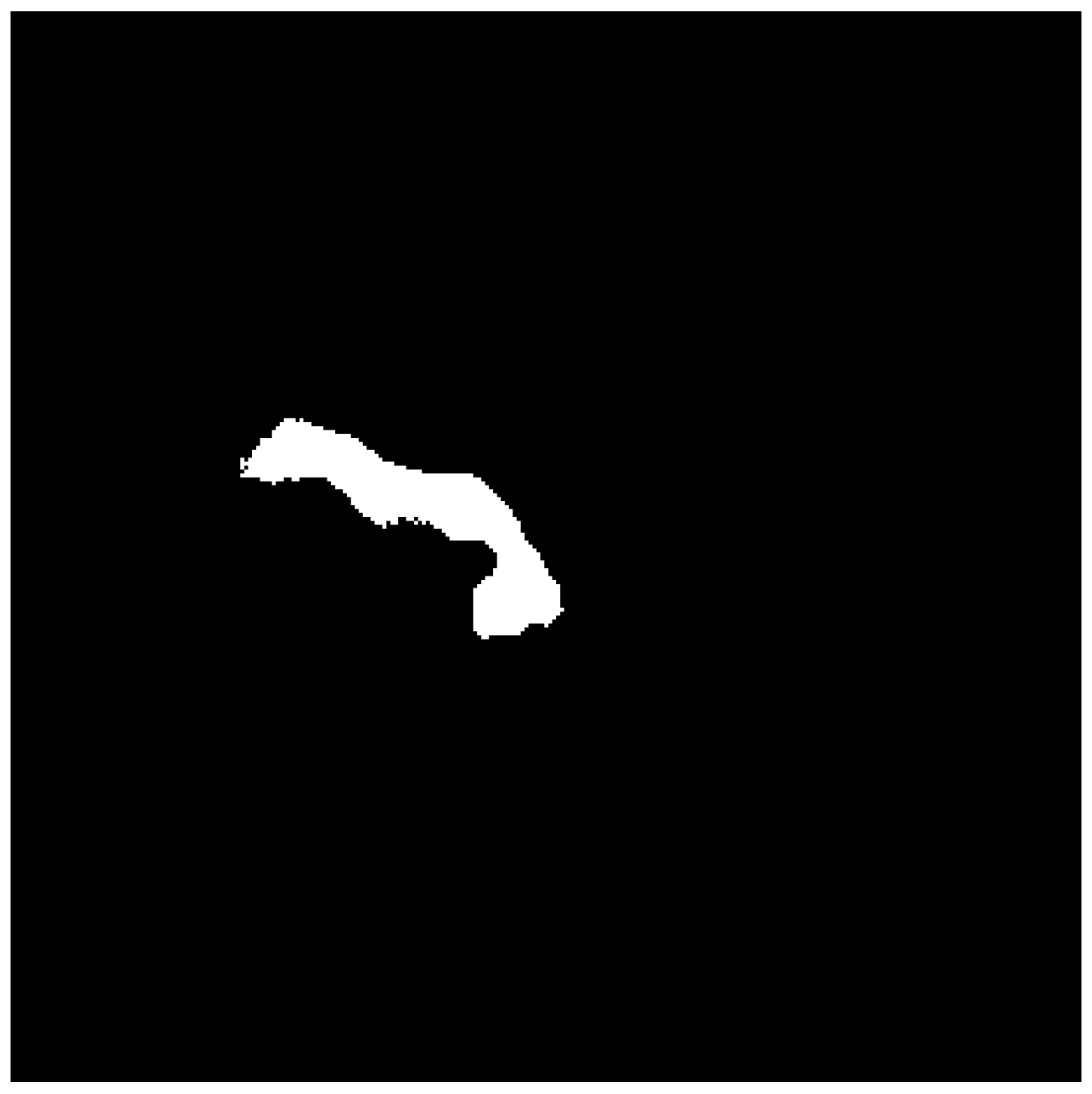
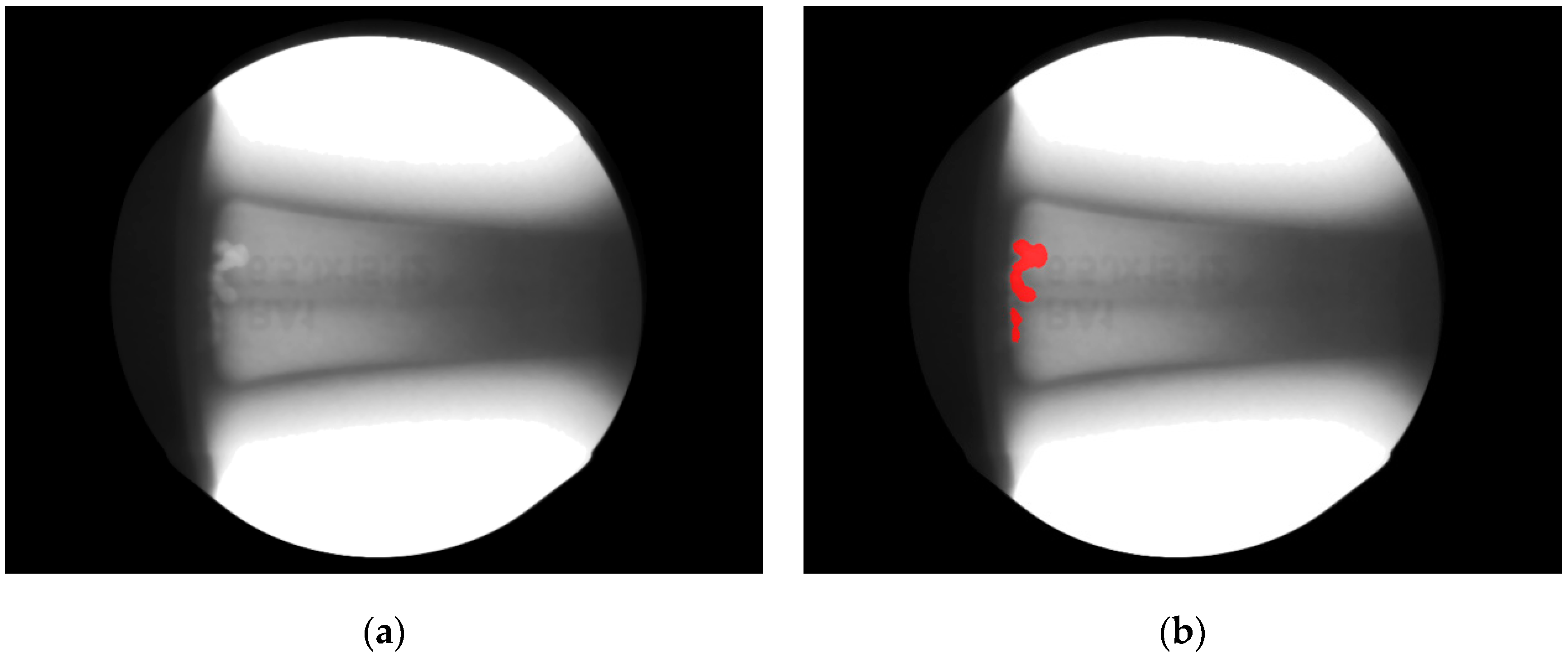
- Perform morphological reconstruction using the marker image and the mask image to obtain the preliminary defect segmentation result.
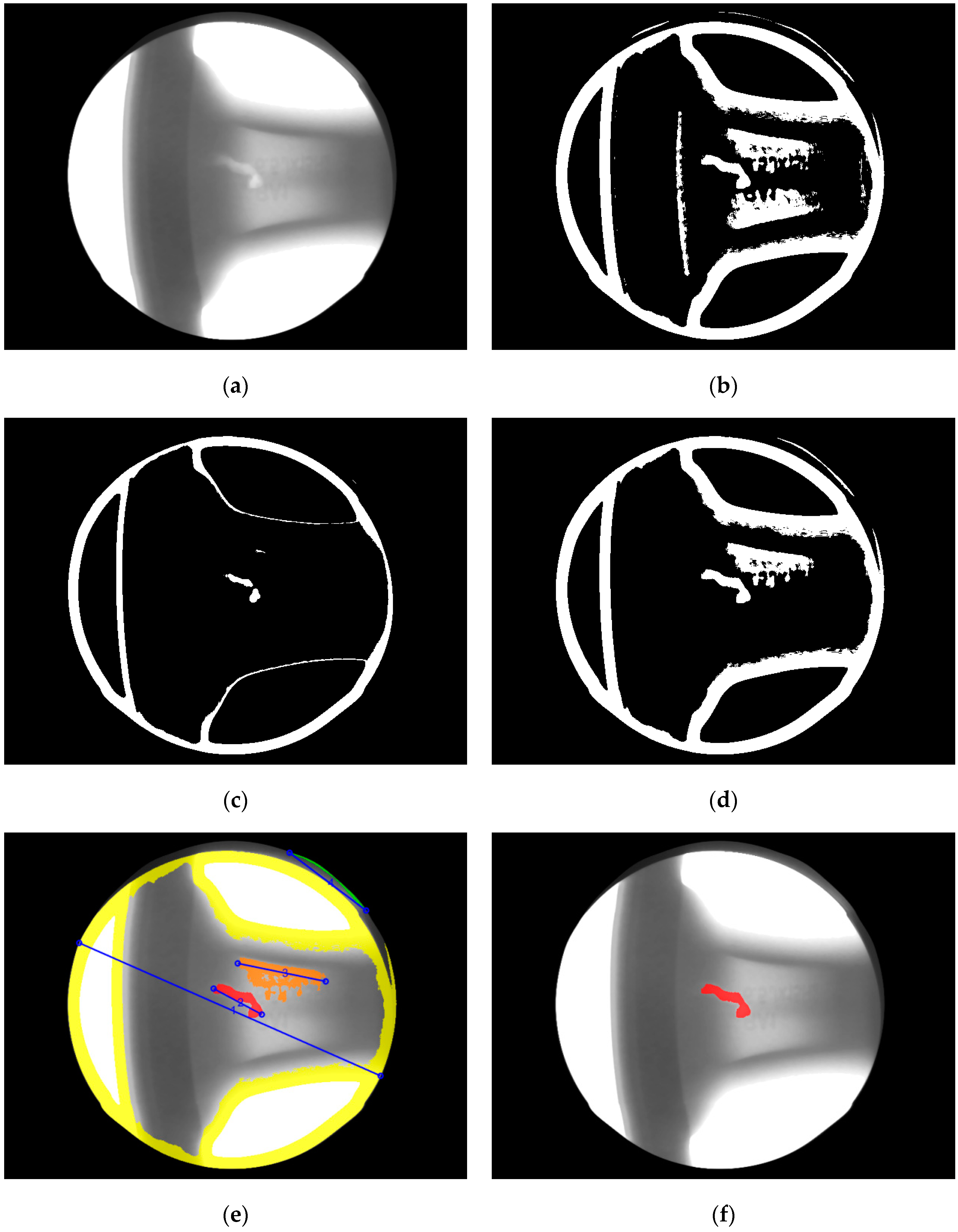
- Perform preliminary analysis of the defect segmentation result having regard to the physical facts of the wheel defect, and this produces the final defect segmentation result.
3. Experiment Results
4. Discussion
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, B.; Cockcroft, S.L.; Maijer, D.M.; Zhu, J.D.; Phillion, A.B. Casting defects in low-pressure die-cast aluminum alloy wheels. JOM 2005, 57, 36–43. [Google Scholar] [CrossRef]
- Mery, D.; Jaeger, T.; Filbert, D. A review of methods for automated recognition of casting defects. Insight 2002, 44, 428–436. [Google Scholar]
- Mery, D.; Filbert, D. Automated flaw detection in aluminum castings based on the tracking of potential defects in a radioscopic image sequence. IEEE Trans. Robot. Autom. 2002, 18, 890–901. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Tso, S.K.; Guan, X.; Huang, Q. Improving Automatic Detection of Defects in Castings by Applying Wavelet Technique. IEEE Trans. Ind. Electron. 2006, 53, 1927–1934. [Google Scholar] [CrossRef]
- Tang, Y.; Zhang, X.; Li, X.; Guan, X. Application of a new image segmentation method to detection of defects in castings. Int. J. Adv. Manuf. Technol. 2009, 43, 431–439. [Google Scholar] [CrossRef]
- Osman, A.; Kaftandjian, V.; Hassler, U. Improvement of x-ray castings inspection reliability by using Dempster–Shafer data fusion theory. Pattern Recognit. Lett. 2011, 32, 168–180. [Google Scholar] [CrossRef]
- Carrasco, M.; Mery, D. Automatic multiple view inspection using geometrical tracking and feature analysis in aluminum wheels. Mach. Vis. Appl. 2011, 22, 157–170. [Google Scholar] [CrossRef]
- Zhao, X.; He, Z.; Zhang, S. Defect detection of castings in radiography images using a robust statistical feature. J. Opt. Soc. Am. A 2014, 31, 196–205. [Google Scholar] [CrossRef] [PubMed]
- Zhao, X.; He, Z.; Zhang, S.; Liang, D. A sparse-representation-based robust inspection system for hidden defects classification in casting components. Neurocomputing 2015, 153, 1–10. [Google Scholar] [CrossRef]
- Mery, D.; Arteta, C. Automatic Defect Recognition in X-ray Testing using Computer Vision. In Proceedings of the 2017 IEEE Winter Conference on Applications of Computer Vision (WACV), Santa Rosa, CA, USA, 24–31 March 2017. [Google Scholar]
- Saravanan, T.; Bagavathiappan, S.; Philip, J.; Jayakumar, T.; Rai, B. Segmentation of defects from radiography images by the histogram concavity threshold method. Insight 2007, 49, 578–584. [Google Scholar] [CrossRef]
- Wang, Y.; Sun, Y.; Lv, P.; Wang, H. Detection of line weld defects based on multiple thresholds and support vector machine. NDT E Int. 2008, 41, 517–524. [Google Scholar] [CrossRef]
- Yuan, X.; Wu, L.; Peng, Q. An improved Otsu method using the weighted object variance for defect detection. Appl. Surf. Sci. 2015, 349, 472–484. [Google Scholar] [CrossRef] [Green Version]
- Malarvel, M.; Sethumadhavan, G.; Bhagi, P.C.R.; Kar, S.; Thangavel, S. An improved version of Otsu’s method for segmentation of weld defects on X-radiography images. Optik 2017, 142, 109–118. [Google Scholar] [CrossRef]
- Otsu, N. A threshold selection method from gray-level histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef]
- Alaknanda, R.; Anand, S.; Kumar, P. Flaw detection in radio-graphic weld images using morphological approach. NDT E Int. 2006, 39, 29–33. [Google Scholar] [CrossRef]
- Alaknanda, R.; Anand, S.; Kumar, P. Flaw detection in radio-graphic weldment images using morphological watershed segmentation technique. NDT E Int. 2009, 42, 2–8. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Area | Diameter | Less than Ms? | Less than Md? | A Real Defect? |
|---|---|---|---|---|---|
| 1 | 57,867 | 546.7 | N | N | N |
| 2 | 1563 | 90.8 | Y | Y | Y |
| 3 | 4711 | 149.1 | N | N | N |
| 4 | 462 | 159.2 | Y | N | N |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Guo, Z.; Jiao, T.; Wang, M. Defect Detection of Aluminum Alloy Wheels in Radiography Images Using Adaptive Threshold and Morphological Reconstruction. Appl. Sci. 2018, 8, 2365. https://doi.org/10.3390/app8122365
Zhang J, Guo Z, Jiao T, Wang M. Defect Detection of Aluminum Alloy Wheels in Radiography Images Using Adaptive Threshold and Morphological Reconstruction. Applied Sciences. 2018; 8(12):2365. https://doi.org/10.3390/app8122365
Chicago/Turabian StyleZhang, Junsheng, Zhijie Guo, Tengyun Jiao, and Mingquan Wang. 2018. "Defect Detection of Aluminum Alloy Wheels in Radiography Images Using Adaptive Threshold and Morphological Reconstruction" Applied Sciences 8, no. 12: 2365. https://doi.org/10.3390/app8122365
APA StyleZhang, J., Guo, Z., Jiao, T., & Wang, M. (2018). Defect Detection of Aluminum Alloy Wheels in Radiography Images Using Adaptive Threshold and Morphological Reconstruction. Applied Sciences, 8(12), 2365. https://doi.org/10.3390/app8122365