Early Age Carbonation of Fiber-Cement Composites under Real Processing Conditions: A Parametric Investigation


 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials and Mix Design
2.1.1. Fiber
2.1.2. Cement
2.1.3. Limestone Filler
2.1.4. Fiber-Cement Composite Mix Design
2.2. Setup
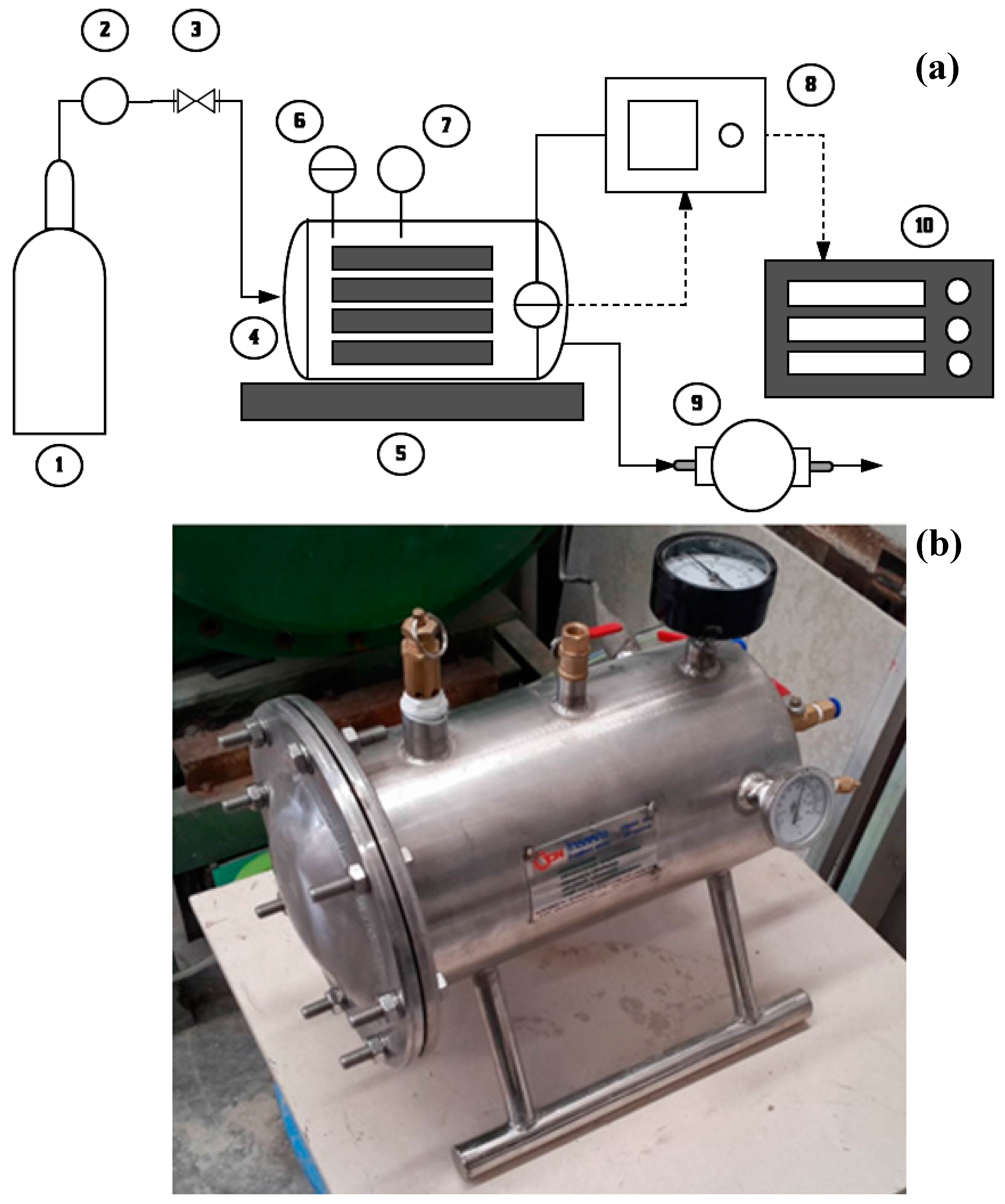
2.2.1. Accelerated Carbonation Apparatus
2.2.2. Rolling Pressure of the Hatschek Machine
2.2.3. Composite Preparation and Curing
- (a)
- Non-Carbonated Curing (NCC): The samples were placed into a chamber with semi-adiabatic conditions for 8 h. Following this step, the samples were maintained in air saturated curing (i.e., sealed in plastic bags) under 25 °C until they attained an age of 3, 7, 14, and 28 days. These samples are identified as non-carbonated composites in this work.
- (b)
- Accelerated Carbonation Curing (ACC): The samples were placed into a chamber with semi-adiabatic conditions for 3, 5, and 9 h at different CO2 pressures (1 and 3 bar). After that, they were kept in air saturated curing (i.e., sealed in plastic bags) under 25 °C until 3, 7, 14, and 28 days of age. These samples are referred to as carbonated composites.
2.3. Characterizing Physical Properties of Fiber-Cement Composites
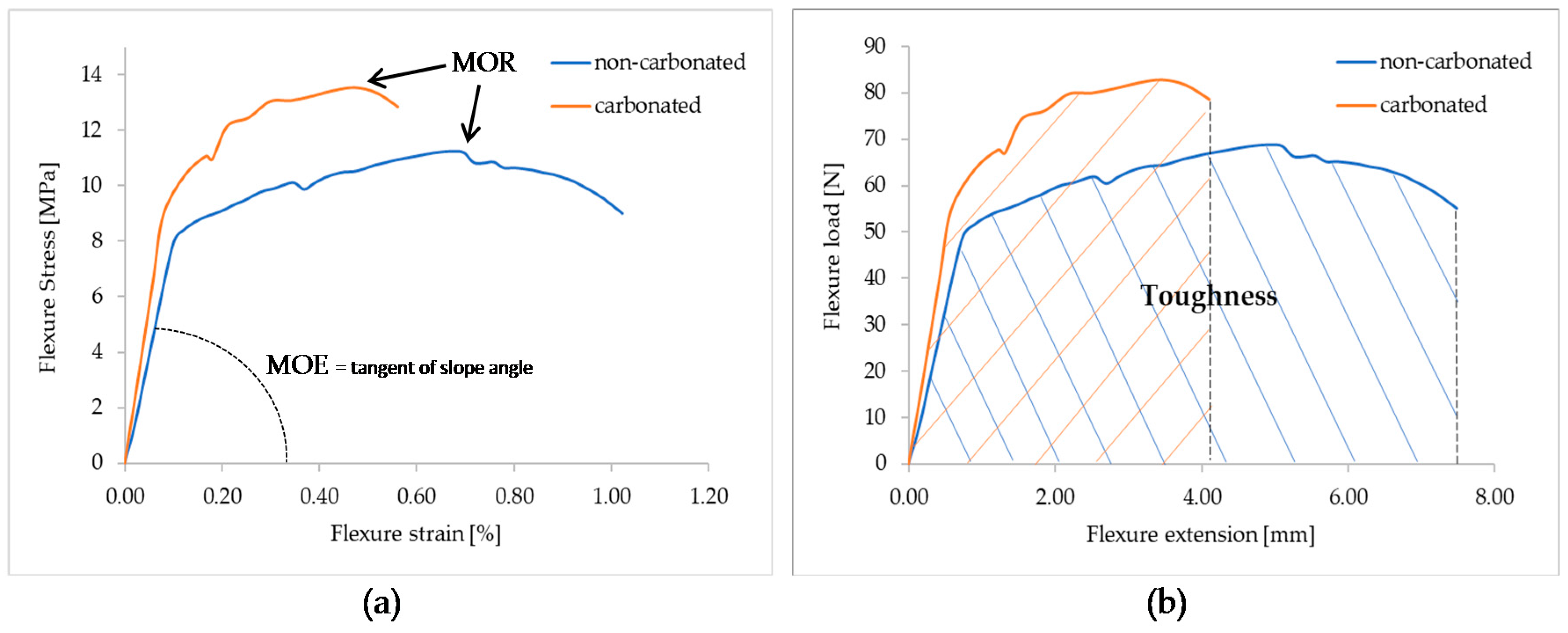
2.4. Characterizing Mechanical Properties of Fiber-Cement Composites
2.5. Microstructural Analysis Using Scanning Electron Microscopy
3. Results and Discussion
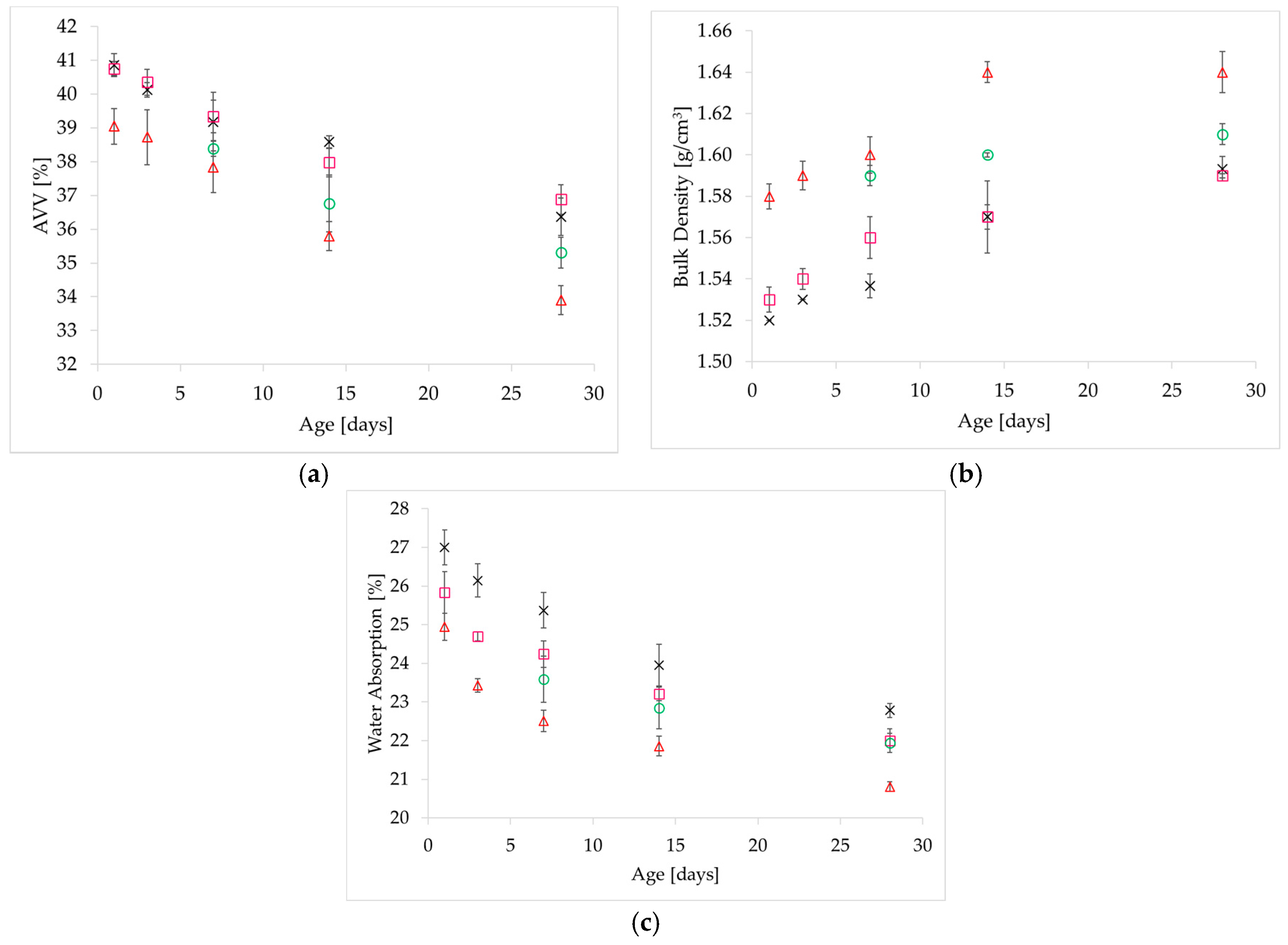
3.1. Effect of Curing Time on Mechanical and Physical Behavior
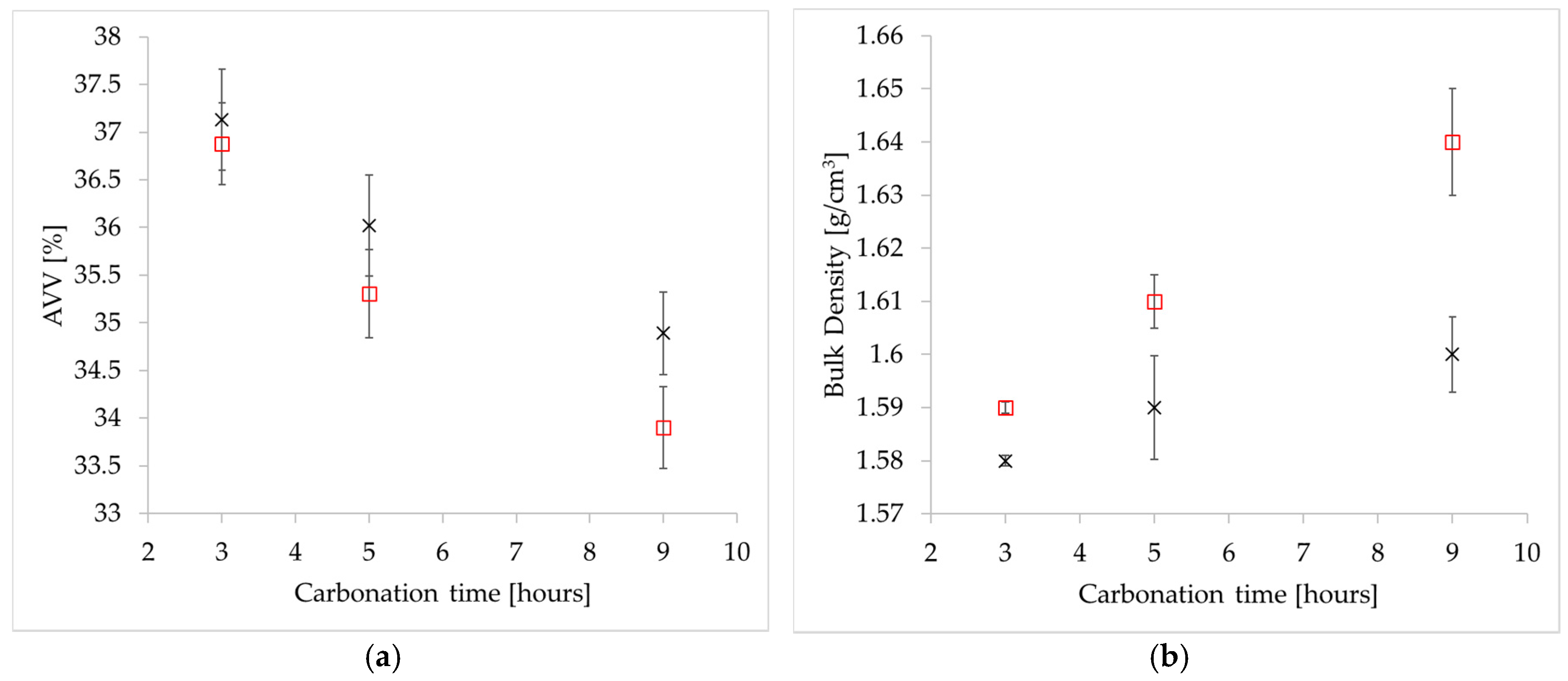
3.2. Effect of CO2 Pressure on Mechanical and Physical Behavior
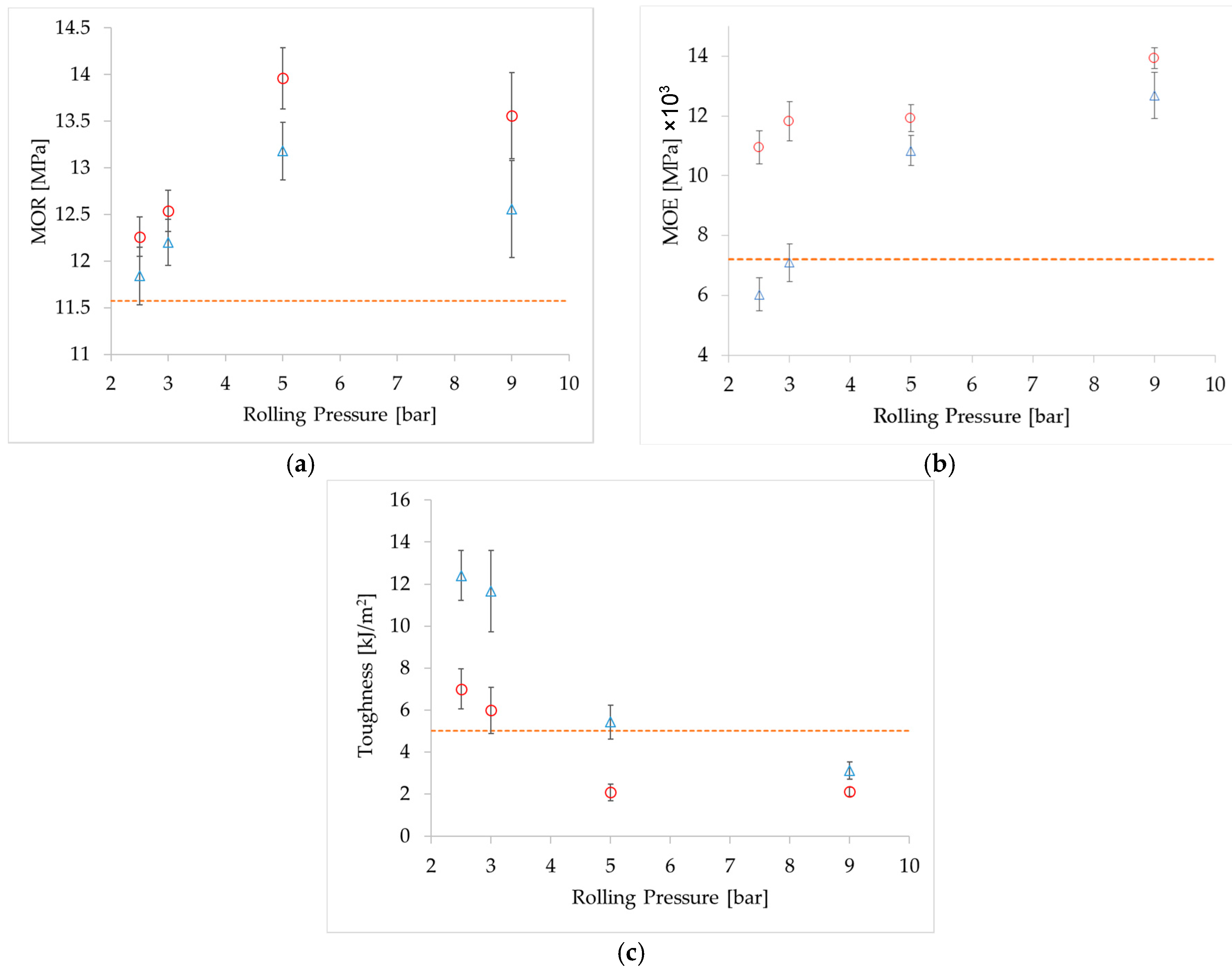
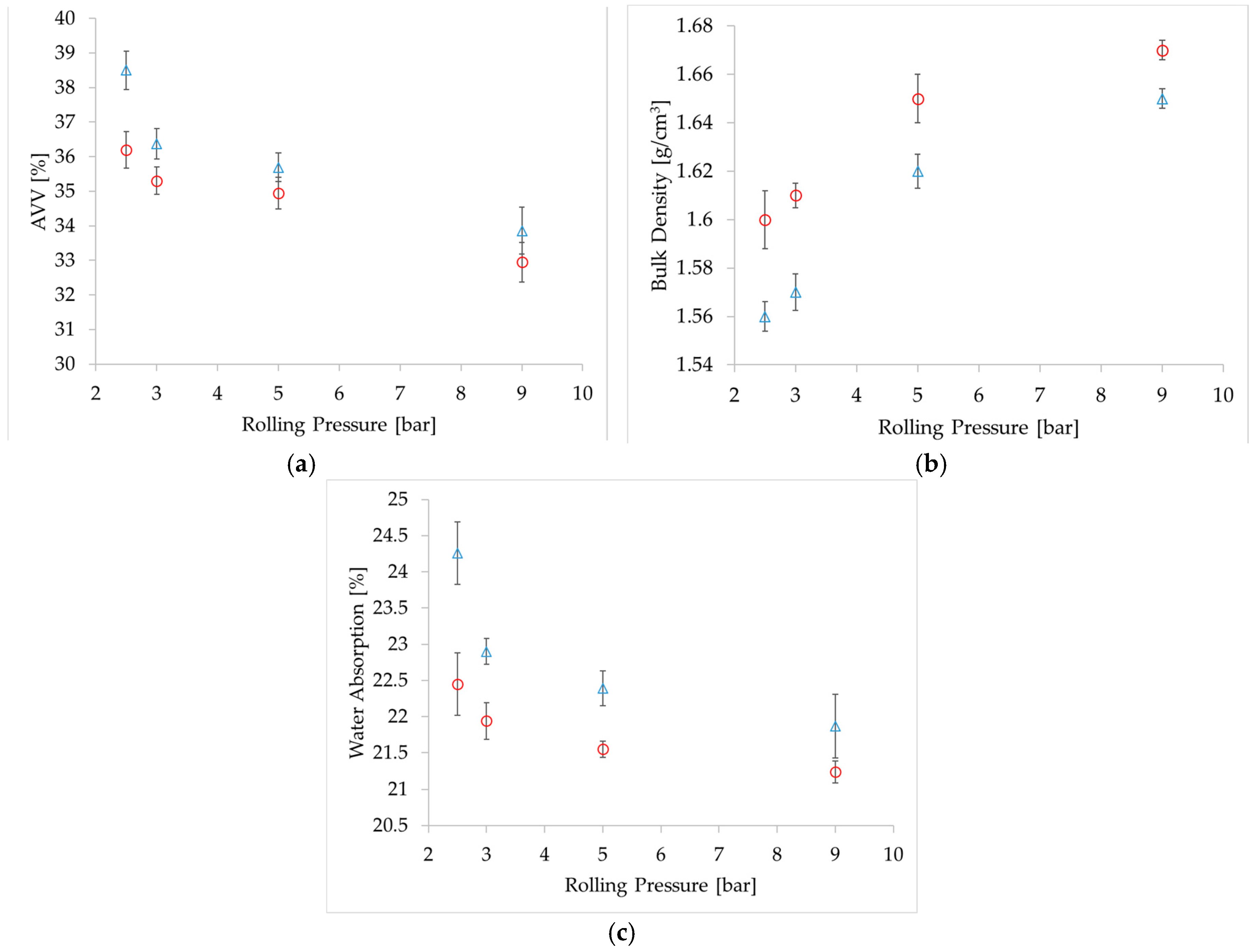
3.3. Effect of Rolling Pressure in the Production Process
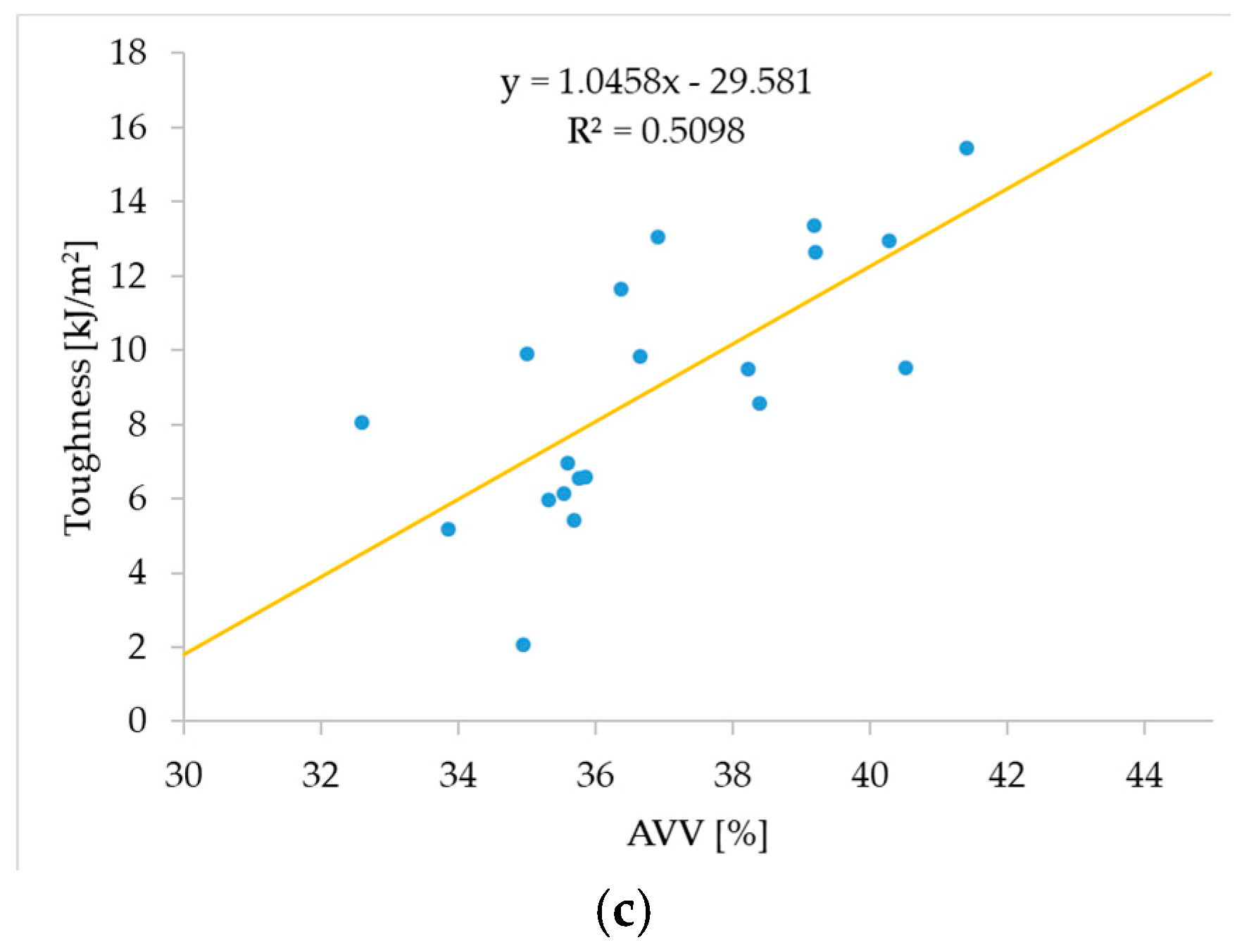
3.4. Relationship between Modulus of Elasticity, Toughness and Apparent Void Volume
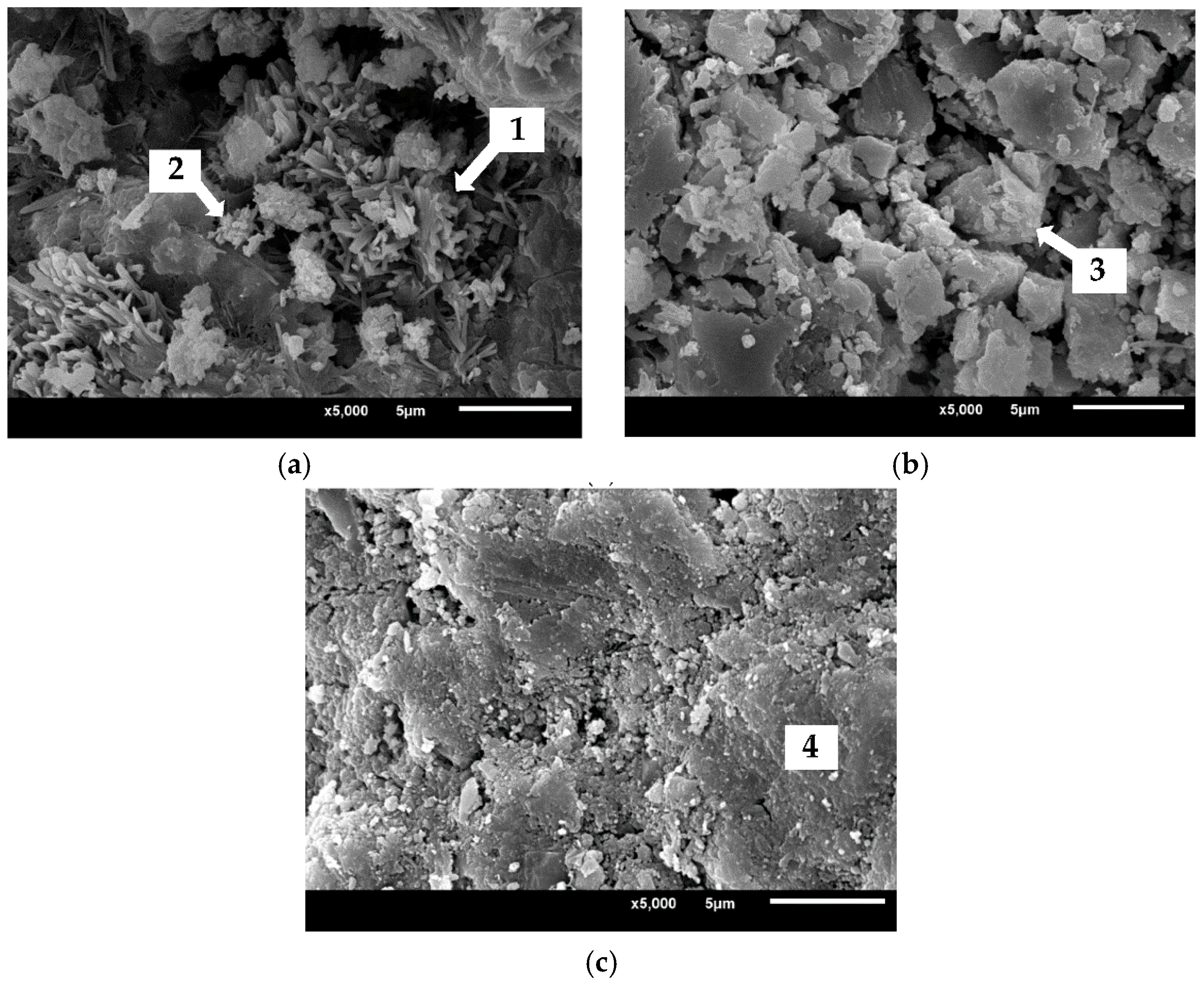
3.5. Evaluation of the Changes in the Microstructure
4. Discussion on Optimal Carbonation Curing Conditions and Enhanced ITZ
5. Conclusions and Perspectives
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ikai, S.; Reichert, J.R.; Rodrigues, A.V.; Zampieri, V.A. Asbestos-free technology with new high toughness polypropylene (PP) fibers in air-cured Hatschek process. Constr. Build. Mater. 2010, 24, 171–180. [Google Scholar] [CrossRef]
- Brandt, A.M. Cement-Based Composites: Materials, Mechanical Properties and Performance; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Zhou, X.; Li, Z. Characterization of rheology of fresh fiber reinforced cementitious composites through ram extrusion. Mater. Struct. 2005, 38, 17–24. [Google Scholar] [CrossRef]
- Li, Z.; Mobasher, B.; Shah, S.P. Characterization of Interfacial Properties in Fiber-Reinforced Cementitious Composites. J. Am. Ceram. Soc. 1991, 74, 2156–2164. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Slowik, V.; Kabele, P. Strain-Hardening Cement-Based Composites: SHCC4; Springer: Berlin, Germany, 2017; Volume 15. [Google Scholar]
- Balaguru, P.N.; Shah, S.P. Fiber-Reinforced Cement Composites; McGraw-Hill: New York, NY, USA, 1992. [Google Scholar]
- Benson, S.M.; Orr, F.M. Carbon dioxide capture and storage. Mrs Bull. 2008, 33, 303–305. [Google Scholar] [CrossRef]
- Leung, D.Y.; Caramanna, G.; Maroto-Valer, M.M. An overview of current status of carbon dioxide capture and storage technologies. Renew. Sustain. Energy Rev. 2014, 39, 426–443. [Google Scholar] [CrossRef] [Green Version]
- Phung, Q.T.; Maes, N.; Jacques, D.; Bruneel, E.; Van Driessche, I.; Ye, G.; De Schutter, G. Effect of limestone fillers on microstructure and permeability due to carbonation of cement pastes under controlled CO2 pressure conditions. Constr. Build. Mater. 2015, 82, 376–390. [Google Scholar] [CrossRef]
- Phung, Q.T.; Maes, N.; Jacques, D.; De Schutter, G.; Ye, G. Effect of Limestone Fillers on Ca-Leaching and Carbonation of Cement Pastes. Key Eng. Mater. 2016, 711, 269–276. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Jalali, S. Cementitious building materials reinforced with vegetable fibres: A review. Constr. Build. Mater. 2011, 25, 575–581. [Google Scholar] [CrossRef] [Green Version]
- Urrea-Ceferino, G.E.; Rempe, N.; dos Santos, V.; Junior, H.S. Definition of optimal parameters for supercritical carbonation treatment of vegetable fiber-cement composites at a very early age. Constr. Build. Mater. 2017, 152, 424–433. [Google Scholar] [CrossRef]
- Phung, Q.T. Effects of Carbonation and Calcium Leaching on Microstructure and Transport Properties of Cement Pastes. Ph.D. Thesis, Department of Structural Engineering, Ghent University, Ghent, Belgium, 2015; p. 249. [Google Scholar]
- Bertos, M.F.; Simons, S.J.R.; Hills, C.D.; Carey, P.J. A review of accelerated carbonation technology in the treatment of cement-based materials and sequestration of CO2. J. Hazard. Mater. 2004, 112, 193–205. [Google Scholar]
- Rostami, V.; Shao, Y.; Boyd, A.J. Durability of concrete pipes subjected to combined steam and carbonation curing. Constr. Build. Mater. 2011, 25, 3345–3355. [Google Scholar] [CrossRef]
- Santos, S.F.; Schmidt, R.; Almeida, A.E.; Tonoli, G.H.; Savastano, H. Supercritical carbonation treatment on extruded fibre–cement reinforced with vegetable fibres. Cem. Concr. Compos. 2015, 56, 84–94. [Google Scholar] [CrossRef]
- Ghoshal, S.; Kashef-Haghighi, S. CO2 Sequestration in Concrete through Accelerated Carbonation Curing in a Flow-through Reactor. Ind. Eng. Chem. Res. 2010, 49, 1143–1149. [Google Scholar]
- Yu, C.-H.; Huang, C.-H.; Tan, C.-S. A review of CO2 capture by absorption and adsorption. Aerosol Air Qual. Res. 2012, 12, 745–769. [Google Scholar] [CrossRef]
- Walton, J.C.; Bin-Shafique, S.; Smith, R.W.; Gutierrez, N.; Tarquin, A. Role of carbonation in transient leaching of cementitious wasteforms. Environ. Sci. Technol. 1997, 31, 2345–2349. [Google Scholar] [CrossRef]
- Fattuhi, N. Concrete carbonation as influenced by curing regime. Ceme. Concr. Res. 1988, 18, 426–430. [Google Scholar] [CrossRef]
- Liu, L.; Ha, J.; Hashida, T.; Teramura, S. Development of a CO2 solidification method for recycling autoclaved lightweight concrete waste. J. Mater. Sci. Lett. 2001, 20, 1791–1794. [Google Scholar] [CrossRef]
- Almeida, A.E.F.S.; Tonoli, G.H.D.; Santos, S.F.; Savastano, H. Improved durability of vegetable fiber reinforced cement composite subject to accelerated carbonation at early age. Cem. Concr. Compos. 2013, 42, 49–58. [Google Scholar] [CrossRef]
- Pizzol, V.; Mendes, L.M.; Frezzatti, L.; Savastano, H., Jr.; Tonoli, G.H.D. Effect of accelerated carbonation on the microstructure and physical properties of hybrid fiber-cement composites. Miner. Eng. 2014, 59, 101–106. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Crumbie, A.K.; Laugesen, P. The interfacial transition zone (ITZ) between cement paste and aggregate in concrete. Interface Sci. 2004, 12, 411–421. [Google Scholar] [CrossRef]
- Da Costa Correia, V.; Santos, S.F.; Teixeira, R.S.; Junior, H.S. Nanofibrillated cellulose and cellulosic pulp for reinforcement of the extruded cement based materials. Constr. Build. Mater. 2018, 160 (Suppl. C), 376–384. [Google Scholar] [CrossRef]
- Lee, S.-K.; Jeon, M.J.; Cha, S.S.; Park, C.G. Mechanical and Permeability Characteristics of Latex-Modified Fiber-Reinforced Roller-Compacted Rapid-Hardening-Cement Concrete for Pavement Repair. Appl. Sci. 2017, 7, 694. [Google Scholar] [CrossRef]
- Ranjbar, N.; Talebian, S.; Mehrali, M.; Kuenzel, C.; Metselaar, H.S.C.; Jumaat, M.Z. Mechanisms of interfacial bond in steel and polypropylene fiber reinforced geopolymer composites. Compos. Sci. Technol. 2016, 122, 73–81. [Google Scholar] [CrossRef]
- Morton, J.H.; Cooke, T.; Akers, S. Performance of slash pine fibers in fiber cement products. Constr. Build. Mater. 2010, 24, 165–170. [Google Scholar] [CrossRef]
- Yoon, S.-H.; Van Heiningen, A. Kraft pulping and papermaking properties of hot-water pre-extracted loblolly pine in an integrated forest products biorefinery. TAPPI J. 2008, 7, 22–27. [Google Scholar]
- Portland Cement Association. ASTM C 150, Type I or II, except Type III may be used for cold-weather construction. In Provide Natural Color or White Cement as Required to Produce Mortar Color Indicated; PCA: Skokie, IL, USA, 1993; Volume 1. [Google Scholar]
- Bentur, A.; Akers, S. The microstructure and ageing of cellulose fibre reinforced cement composites cured in a normal environment. Int. J. Cem. Compos. Lightweight Concr. 1989, 11, 99–109. [Google Scholar] [CrossRef]
- Cooke, T. Formation of films on Hatschek machines. In Proceedings of the 8th Conference on Inorganic-Bonded Wood and Fiber Composite Materials, Sun Valley, ID, USA, 23–25 September 2002. [Google Scholar]
- ASTM C948-81. Standard Test Method for Dry and Wet Bulk Density, Water Absorption, and Apparent Porosity of thin Sections of Glass-Fibre Reinforced Concrete1; American Society for Testing and Materials: West Conshohocken, PA, USA, 2001. [Google Scholar]
- Peter, M.; Muntean, A.; Meier, S.A.; Böhm, M. Competition of several carbonation reactions in concrete: A parametric study. Cem. Concr. Res. 2008, 38, 1385–1393. [Google Scholar] [CrossRef]
- Borges, P.H.; Costa, J.O.; Milestone, N.B.; Lynsdale, C.J.; Streatfield, R.E. Carbonation of CH and C–S–H in composite cement pastes containing high amounts of BFS. Cem. Concr. Res. 2010, 40, 284–292. [Google Scholar] [CrossRef]
- Phung, Q.T.; Maes, N.; Jacques, D.; De Schutter, G.; Ye, G. Investigation of the changes in microstructure and transport properties of leached cement pastes accounting for mix composition. Cem. Concr. Res. 2015, 79, 217–234. [Google Scholar] [CrossRef]
- Soroushian, P.; Aouadi, F.; Chowdhury, H.; Nossoni, A.; Sarwar, G. Cement-bonded straw board subjected to accelerated processing. Cem. Concr. Compos. 2004, 26, 797–802. [Google Scholar] [CrossRef]
- Tonoli, G.; Rodrigues Filho, U.P.; Savastano, H.; Bras, J.; Belgacem, M.N.; Lahr, F.R. Cellulose modified fibres in cement based composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 2046–2053. [Google Scholar] [CrossRef]
- Phung, Q.T.; Maes, N.; De Schutter, G.; Jacques, D.; Ye, G. A methodology to study carbonation of cement paste and its effect on permeability. In Proceedings of the 4th International Conference on Accelerated Carbonation for Environmental and Materials Engineering (ACEME-2013), Leuven, Belgium, 9–12 April 2013. [Google Scholar]
- Phung, Q.T.; Maes, N.; Jacques, D.; De Schutter, G.; Ye, G.; Perko, J. Modelling the carbonation of cement pastes under a CO2 pressure gradient considering both diffusive and convective transport. Constr. Build. Mater. 2016, 114, 333–351. [Google Scholar] [CrossRef]
- E Silva, A.C.; Junior, H.S.; John, V.M. Aging of composites based on blast furnace slag and reinforced with eucalyptus residual cellulose pulp. Ambiente Construído 2009, 9, 25–44. [Google Scholar]
- Kashef-Haghighi, S.; Shao, Y.; Ghoshal, S. Mathematical modeling of CO2 uptake by concrete during accelerated carbonation curing. Cem. Concr. Res. 2015, 67, 1–10. [Google Scholar] [CrossRef]
- Phung, Q.T.; Maes, N.; Jacques, D.; De Schutter, G.; Ye, G. Evolution of Microstructure and Transport Properties of Cement Pastes Due to Carbonation under a CO2 Pressure Gradient—A Modeling Approach. In CONCREEP 10; Hellmich, C., Pichler, B., Kollegger, J., Eds.; American Society of Civil Engineers: Ritton, VA, USA, 2015; pp. 1032–1041. [Google Scholar]
- Mahaphant Fibre-Cement Public Company Limited. Technical Data of Mahaphant Fibre Cement Roof Covering Products; Mahaphant Fibre-Cement Public Company Limited: Lopburi, Thailand, 2014; p. 12. [Google Scholar]
- Chen, X.; Wu, S.; Zhou, J. Influence of porosity on compressive and tensile strength of cement mortar. Constr. Build. Mater. 2013, 40, 869–874. [Google Scholar] [CrossRef]
- Adamopoulos, S.; Passialis, C. Relationship of toughness and modulus of elasticity in static bending of small clear spruce wood specimens. Eur. J. Wood Wood Prod. 2010, 68, 109–111. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Elastic Modulus | Tensile Index | Tear Index | Freeness |
|---|---|---|---|---|
| (MPa) | (N m/g) | (mN m2/g) | (-) | |
| Cellulose fiber | 10837 | 58.18 | 11.17 | 160 |
| % Oxide | CaO | MgO | SiO2 | Al2O3 | Fe2O3 | K2O | SO3 | P2O5 | TiO2 |
|---|---|---|---|---|---|---|---|---|---|
| Portland cement | 62.70 | 0.85 | 20.01 | 4.41 | 3.48 | 0.37 | 2.73 | 0.07 | 0.25 |
| Limestone | 91.12 | 2.42 | 1.52 | 0.56 | 0.24 | 0.16 | - | - | 0.1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kottititum, B.; Phung, Q.T.; Maes, N.; Prakaypan, W.; Srinophakun, T. Early Age Carbonation of Fiber-Cement Composites under Real Processing Conditions: A Parametric Investigation. Appl. Sci. 2018, 8, 190. https://doi.org/10.3390/app8020190
Kottititum B, Phung QT, Maes N, Prakaypan W, Srinophakun T. Early Age Carbonation of Fiber-Cement Composites under Real Processing Conditions: A Parametric Investigation. Applied Sciences. 2018; 8(2):190. https://doi.org/10.3390/app8020190
Chicago/Turabian StyleKottititum, Bundit, Quoc Tri Phung, Norbert Maes, Wichit Prakaypan, and Thongchai Srinophakun. 2018. "Early Age Carbonation of Fiber-Cement Composites under Real Processing Conditions: A Parametric Investigation" Applied Sciences 8, no. 2: 190. https://doi.org/10.3390/app8020190
APA StyleKottititum, B., Phung, Q. T., Maes, N., Prakaypan, W., & Srinophakun, T. (2018). Early Age Carbonation of Fiber-Cement Composites under Real Processing Conditions: A Parametric Investigation. Applied Sciences, 8(2), 190. https://doi.org/10.3390/app8020190