Effects of Titanate Coupling Agent on Engineering Properties of Asphalt Binders and Mixtures Incorporating LLDPE-CaCO3 Pellet


 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Asphalt Binder and Aggregate
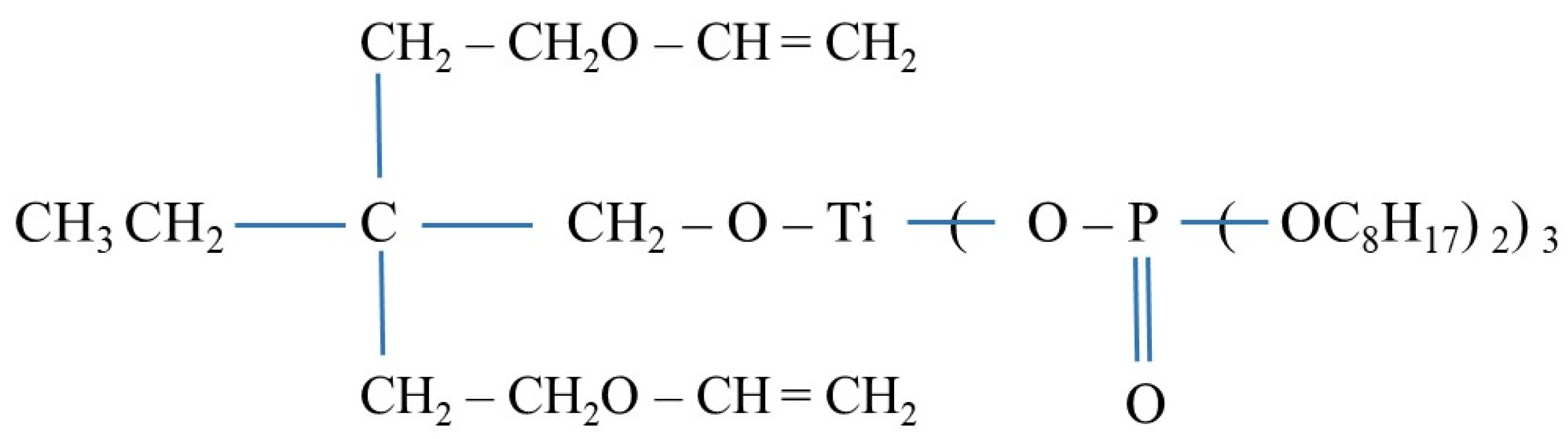
2.1.2. Coupling Agent
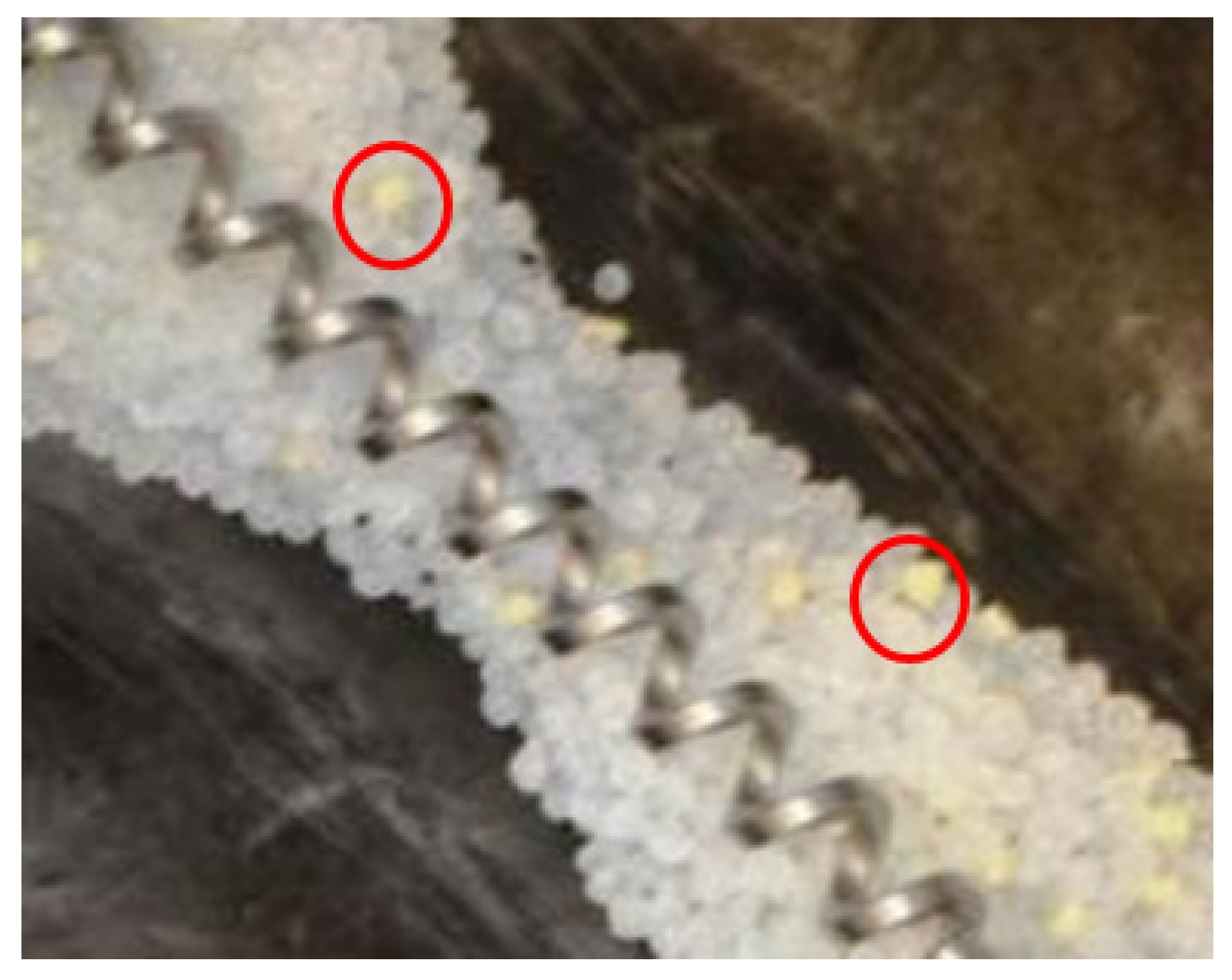
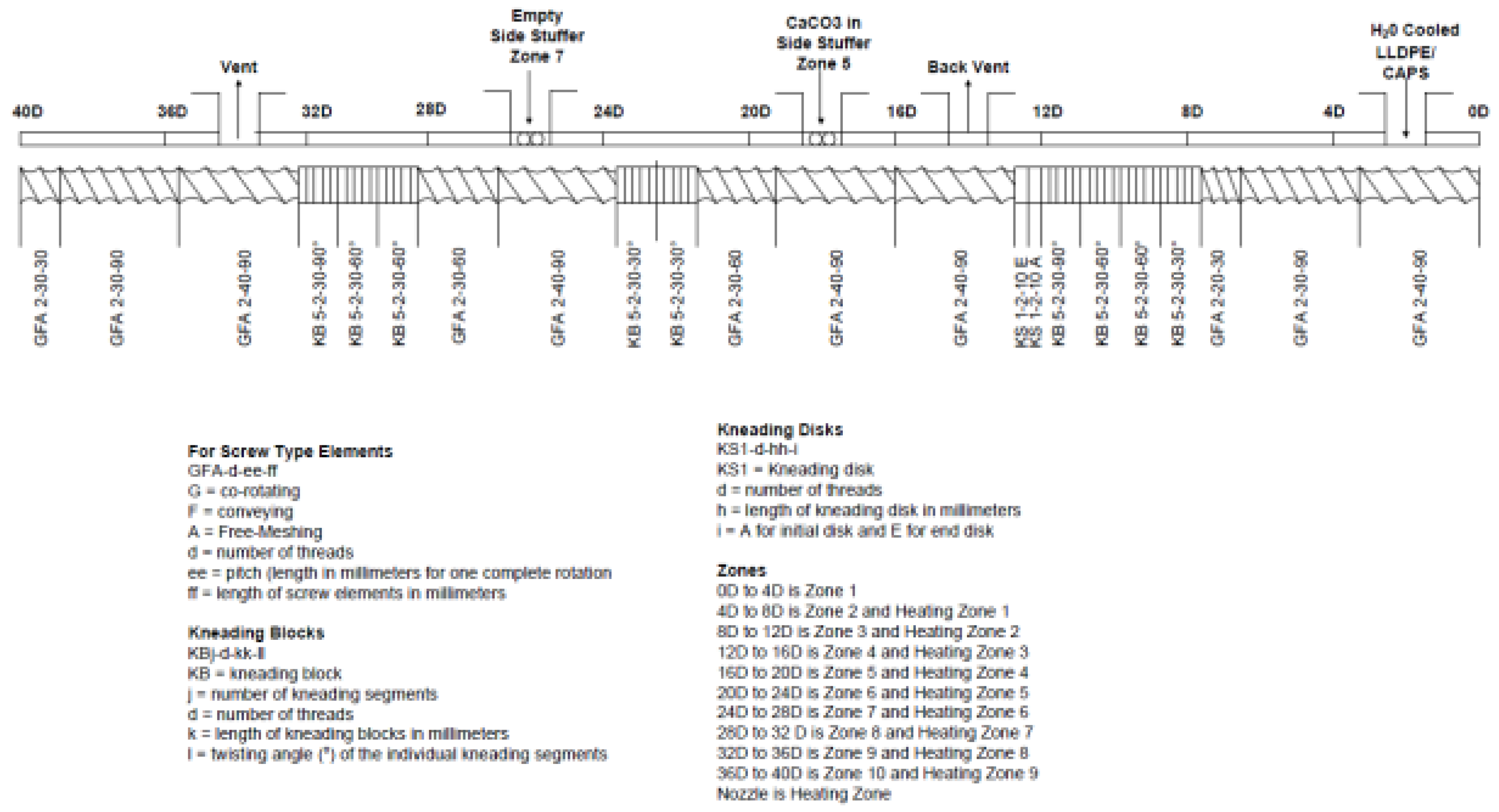
2.1.3. Manufacturing Process of Modifier Pellets
2.2. Methods
2.2.1. Preparation of Modified Asphalt Binder
2.2.2. Preparations of Asphalt Mixture Specimen
2.2.3. Asphalt Binder Test Method
2.2.4. Asphalt Mixture Test Method
3. Characterization of Asphalt Binder
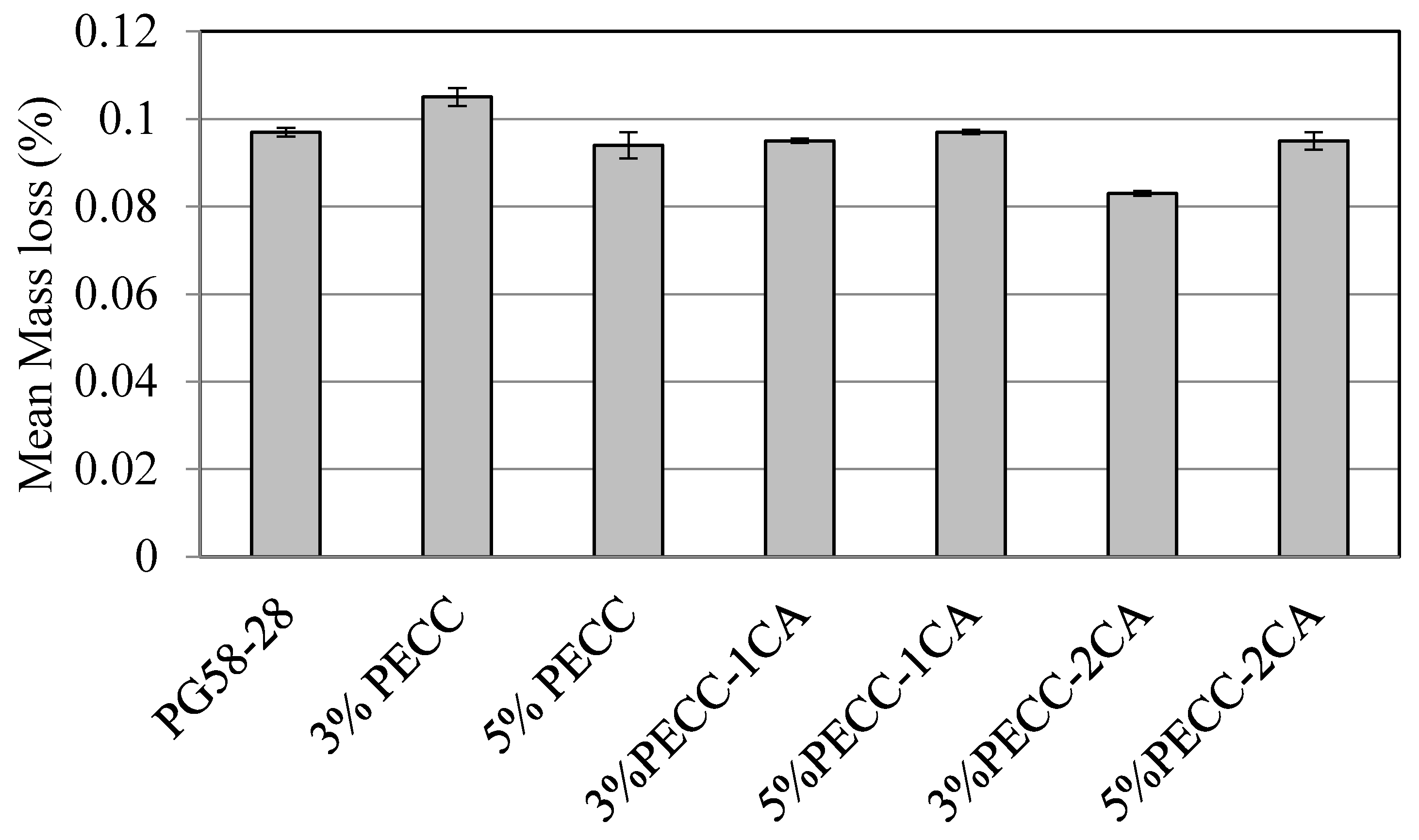
3.1. Volatile Loss
3.2. Rotational Viscosity
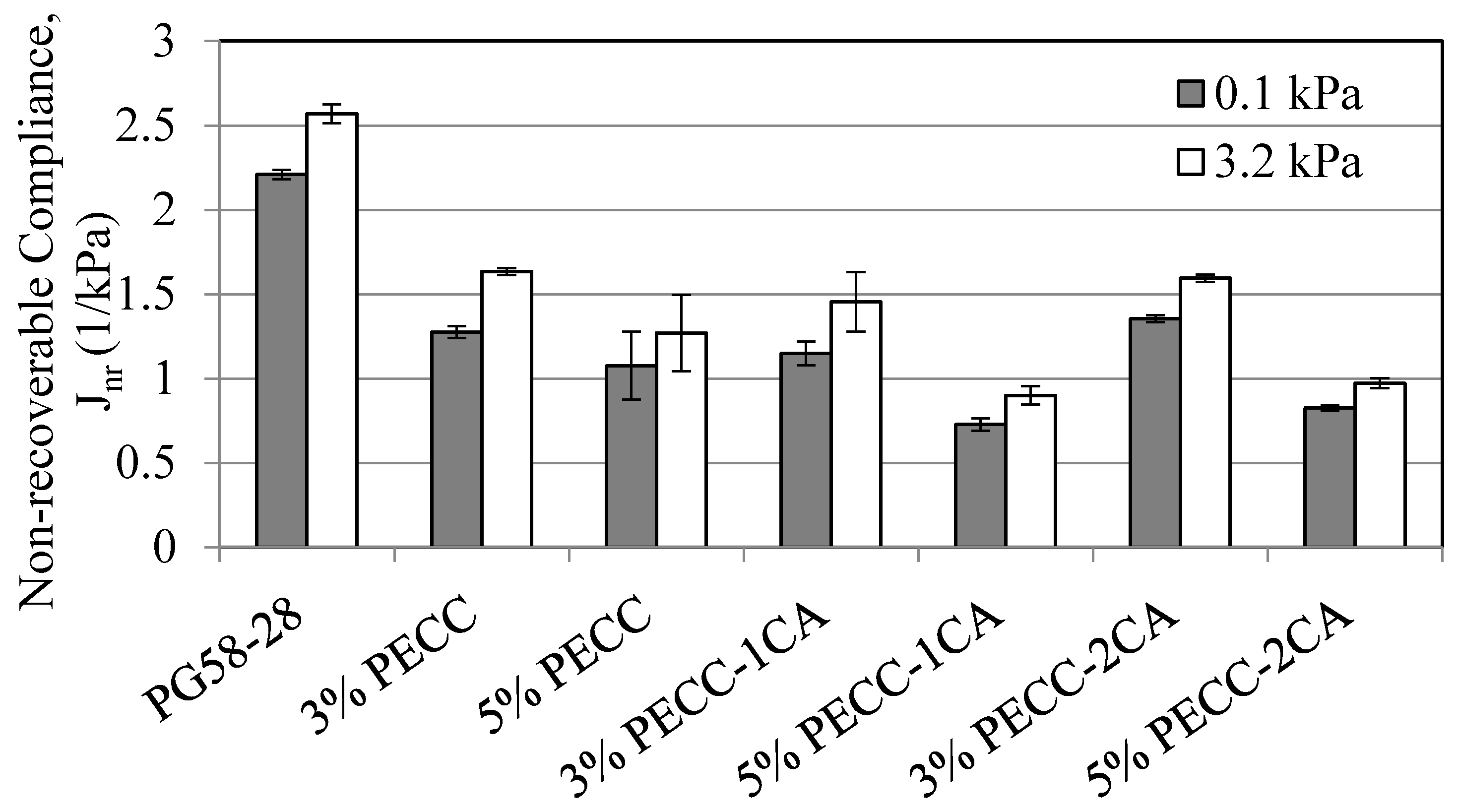
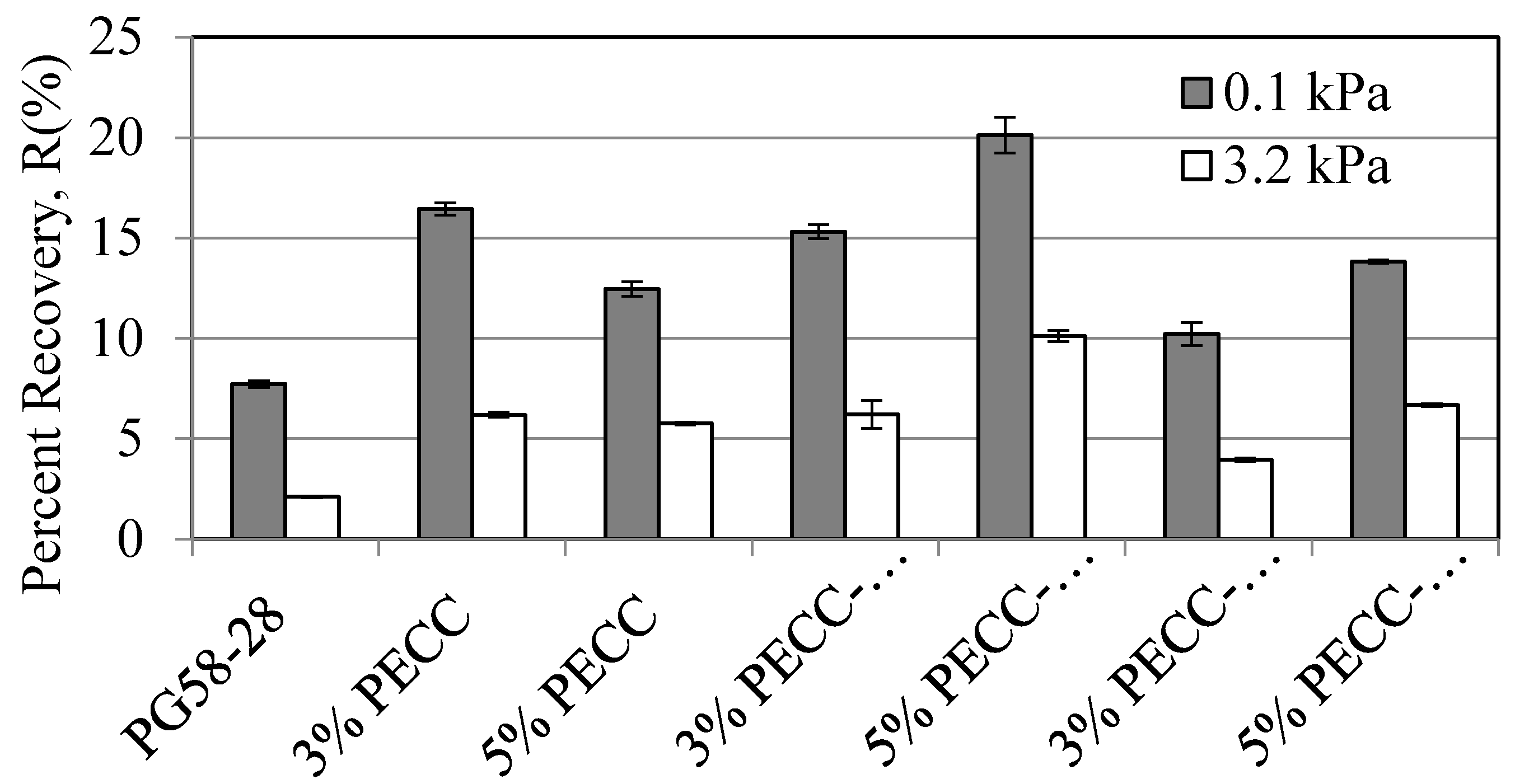
3.3. Multiple Shear Creep Recovery
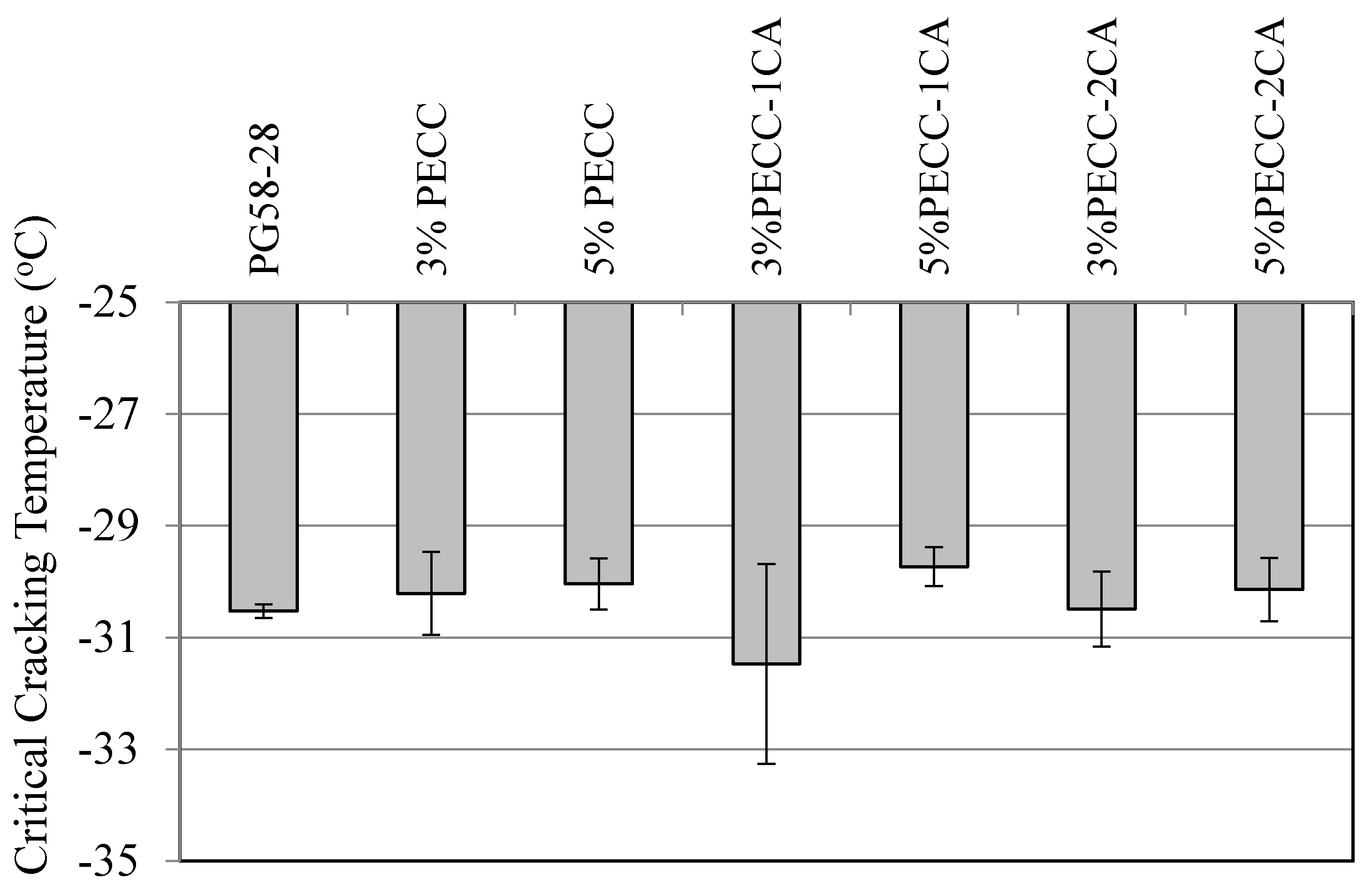
3.4. Low Temperature Cracking Using BBR Test
4. Performance of Asphalt Mixtures
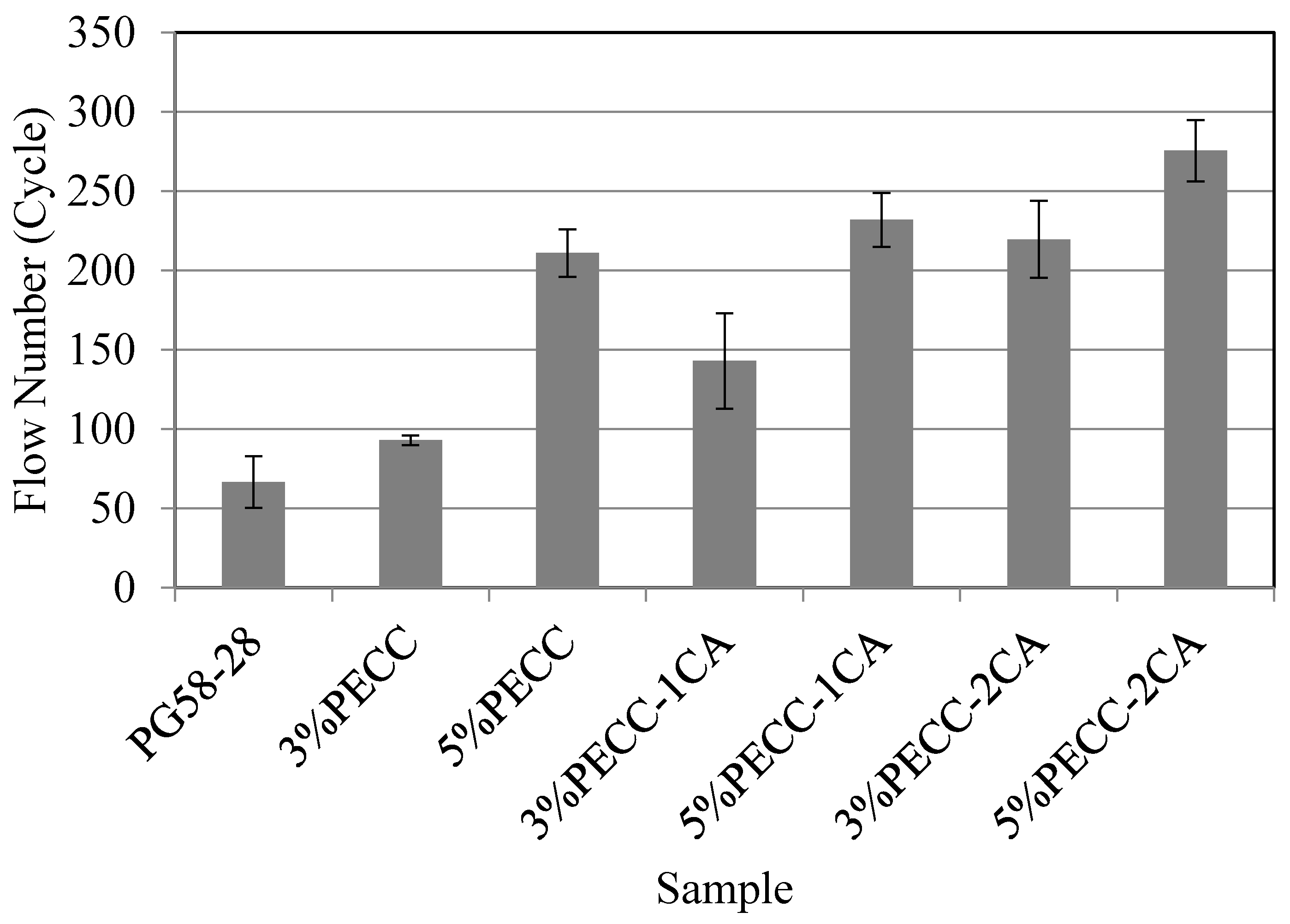
4.1. Resistance to Permanent Deformation
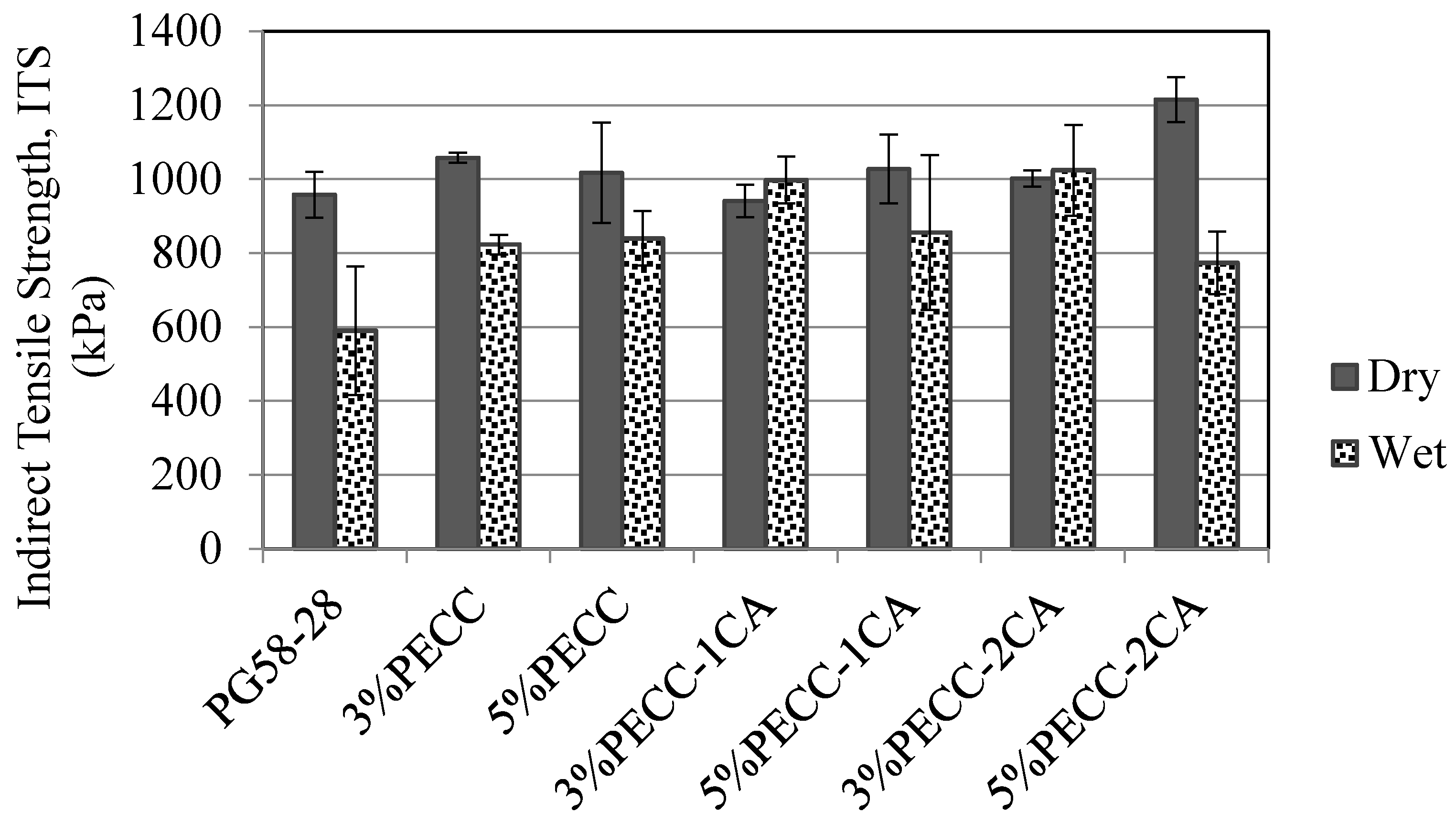
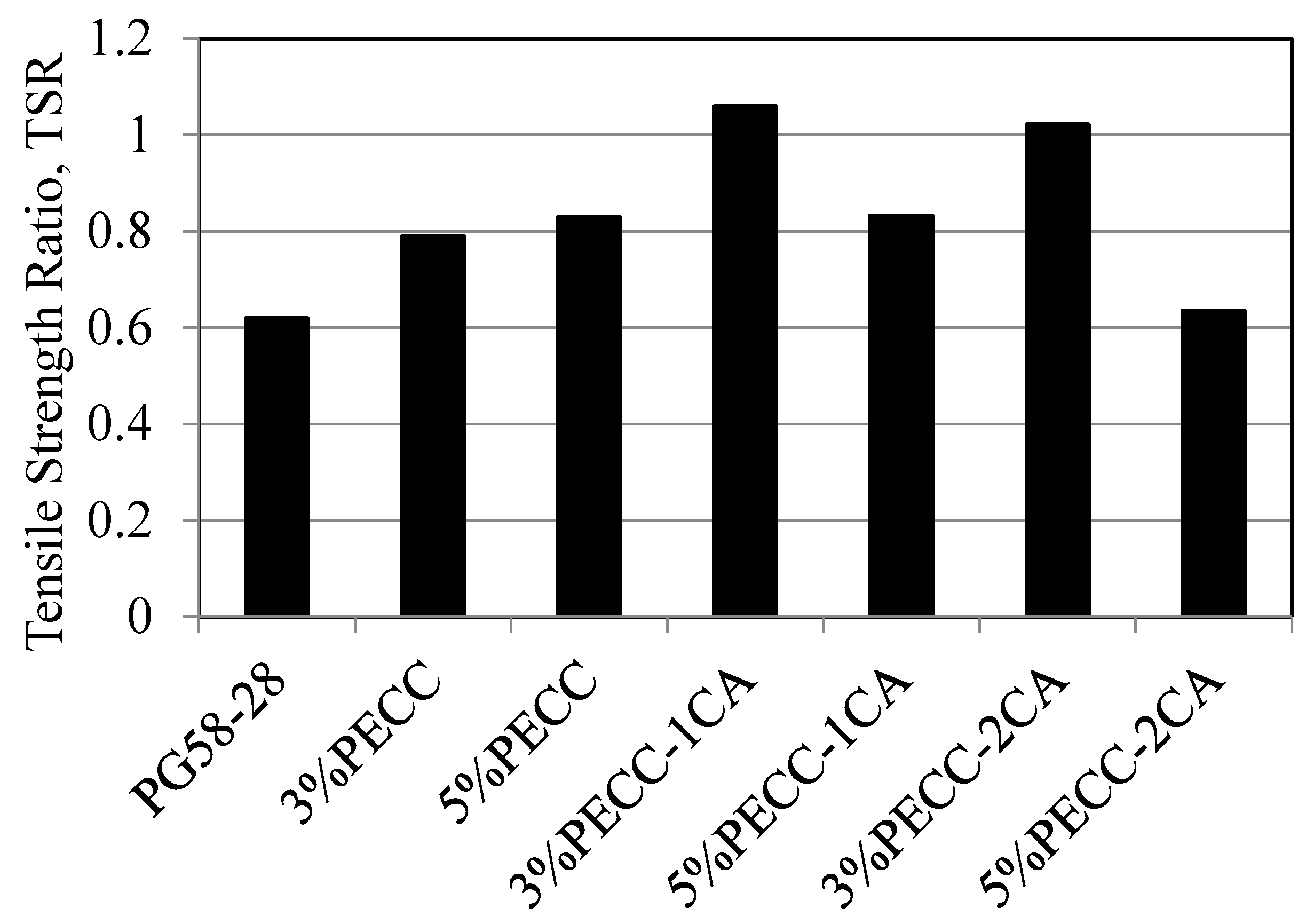
4.2. Moisture Susceptibility
5. Conclusions
- Addition of LLDPE-CaCO3 modifiers and coupling agent do not significantly affect the volatile loss of modified asphalt binders.
- Modified asphalt binders have higher viscosity value compared to the control asphalt binder. The addition of a titanate-coupling agent has slightly increased the viscosity and consistency of asphalt binders depending on the percentage of coupling agent and test temperature. The viscosity of asphalt binder could also be used as an early indicator of resistance to permanent deformation. The addition of modifiers and coupling agent has significantly improved the resistance to permanent deformation of asphalt binders.
- With the addition of coupling agent, a higher percentage could be adopted in the modification process of asphalt binder. However, the amount of coupling agent should be limit to 1% to avoid adverse effects on its resistance to rutting.
- Overall, all the modified asphalt binders have shown comparable performance in terms of resistance to low temperature cracking.
- A greater amount of modifier has resulted in a higher flow number, which indicated a better resistance to rutting. The addition of coupling agent also has remarkably increased the mixture stiffness that contributes to lower rutting potential.
- The modifiers help in enhancing the ITS values of the wet samples. The combination of the coupling agent with 3% PECC is optimum for this study to avoid adverse due to moisture damage.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- You, Z.; Mills-Beale, J.; Foley, J.M.; Roy, S.; Odegard, G.M.; Dai, Q.; Goh, S.W. Nanoclay-modified asphalt materials: Preparation and characterization. Constr. Build. Mater. 2011, 25, 1072–1078. [Google Scholar] [CrossRef]
- Ge, D.; Yan, K.; You, Z.; Xu, H. Modification mechanism of asphalt binder with waste tire rubber and recycled polyethylene. Constr. Build. Mater. 2016, 126, 66–76. [Google Scholar] [CrossRef]
- Diab, A.; You, Z. Small and large strain rheological characterizations of polymer-and crumb rubber-modified asphalt binders. Constr. Build. Mater. 2017, 144, 168–177. [Google Scholar] [CrossRef]
- Brown, E.R.; Kandhal, P.S.; Roberts, F.L.; Kim, Y.R.; Lee, D.Y.; Kennedy, T.W. Hot Mix Asphalt Materials, Mixture Design, and Construction; NAPA Research and Education Foundation: Auburn, AL, USA, 2009. [Google Scholar]
- Chen, J.-S.; Liao, M.-C.; Shiah, M.-S. Asphalt modified by styrene-butadiene-styrene triblock copolymer: Morphology and model. J. Mater. Civ. Eng. 2002, 14, 224–229. [Google Scholar] [CrossRef]
- Polacco, G.; Stastna, J.; Biondi, D.; Zanzotto, L. Relation between polymer architecture and nonlinear viscoelastic behavior of modified asphalts. Curr. Opin. Colloid Interface Sci. 2006, 11, 230–245. [Google Scholar] [CrossRef]
- Kalantar, Z.N.; Karim, M.R.; Mahrez, A. A review of using waste and virgin polymer in pavement. Constr. Build. Mater. 2012, 33, 55–62. [Google Scholar] [CrossRef]
- Munera, J.; Ossa, E. Polymer modified bitumen: Optimization and selection. Mater. Des. 2014, 62, 91–97. [Google Scholar] [CrossRef]
- Jan, H.; Aman, M.Y.; Tawab, M.; Ali, K.; Ali, B. Performance Evaluation of Hot Mix Asphalt Concrete by Using Polymeric Waste Polyethylene, Modeling, Simulation, and Optimization; Springer: Newyork, NY, USA, 2018. [Google Scholar]
- Nakhaei, M.; Naderi, K.; Nasrekani, A.A.; Timm, D.H. Chemical, Rheological, and Moisture Resistance Properties of Warm Mix Asphalt Modified with Polyethylene-Way and Ethylene-Bis-Stearamide Additives; Sage: Washington, DC, USA, 2018. [Google Scholar]
- Polacco, G.; Berlincioni, S.; Biondi, D.; Stastna, J.; Zanzotto, L. Asphalt modification with different polyethylene-based polymers. Eur. Polym. J. 2005, 41, 2831–2844. [Google Scholar] [CrossRef]
- Stastna, J.; Zanzotto, L.; Vacin, O. Viscosity function in polymer-modified asphalts. J. Colloid Interface Sci. 2003, 259, 200–207. [Google Scholar] [CrossRef]
- Habib, N.Z.; Kamaruddin, I.; Napiah, M.; Tan, I.M. Rheological properties of polyethylene and polypropylene modified bitumen. Int. J. Civ. Environ. Eng. 2011, 3, 96–100. [Google Scholar]
- Little, D.N.; Epps, J.A. The Benefits of Hydrated Lime in Hot Mix Asphalt; National Lime Association: Arlington, VA, USA, 2001. [Google Scholar]
- Atikler, U.; Basalp, D.; Tihminlioğlu, F. Mechanical and morphological properties of recycled high-density polyethylene, filled with calcium carbonate and fly ash. J. Appl. Polym. Sci. 2006, 102, 4460–4467. [Google Scholar] [CrossRef] [Green Version]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Tensile strength behaviour of recycled aggregate concrete. Constr. Build. Mater. 2015, 83, 108–118. [Google Scholar] [CrossRef]
- Lu, X.; Isacsson, U. Compatibility and storage stability of styrene-butadiene-styrene copolymer modified bitumens. Mater. Struct. 1997, 30, 618–626. [Google Scholar] [CrossRef]
- Estevez, M. Use of coupling agents to stabilize asphalt–rubber–gravel composite to improve its mechanical properties. J. Clean. Product. 2009, 17, 1359–1362. [Google Scholar] [CrossRef]
- Marzocchi, A.; Roberts, M.G.; Bolen, H.E.; Harrington, E.R. Chemically modified Asphalt Compositions. Patent US4301051A, 24 February 1978. [Google Scholar]
- Hristov, V.; Vlachopoulos, J. Influence of coupling agents on melt flow behavior of natural fiber composites. Macromol. Mater. Eng. 2007, 292, 608–619. [Google Scholar] [CrossRef]
- Yao, H.; You, Z.; Li, L.; Lee, C.H.; Wingard, D.; Yap, Y.K.; Shi, X.; Goh, S.W. Properties and chemical bonding of asphalt and asphalt mixtures modified with nanosilica. J. Mater. Civ. Eng. 2012, 25, 1619–1630. [Google Scholar] [CrossRef]
- Martí-Ferrer, F.; Vilaplana, F.; Ribes-Greus, A.; Benedito-Borrás, A.; Sanz-Box, C. Flour rice husk as filler in block copolymer polypropylene: Effect of different coupling agents. J. Appl. Polym. Sci. 2006, 99, 1823–1831. [Google Scholar] [CrossRef]
- Albano, C.; Gonzalez, J.; Ichazo, M.; Rosales, C.; de Navarro, C.U.; Parra, C. Mechanical and morphological behavior of polyolefin blends in the presence of CaCO3. Compos. Struct. 2000, 48, 49–58. [Google Scholar] [CrossRef]
- Sae-oui, P.; Sirisinha, C.; Thepsuwan, U.; Hatthapanit, K. Roles of silane coupling agents on properties of silica-filled polychloroprene. Eur. Polym. J. 2006, 42, 479–486. [Google Scholar] [CrossRef]
- Chen, W.-S.; Chang, Y.-L.; Hsiang, H.-I.; Hsu, F.-C.; Yen, F.-S. Effects of titanate coupling agent on the dielectric properties of NiZn ferrite powders–epoxy resin coatings. Ceram. Int. 2011, 37, 2347–2352. [Google Scholar] [CrossRef]
- Zhang, A.Q.; Wang, Y.M.; Zhuang, C.Y. Discussion the effect on improving granite bituminous mixture performance by adding coupling agent. Appl. Mech. Mater. 2012, 204, 4115–4118. [Google Scholar] [CrossRef]
- Zhang, A.Q.; Li, J. Surface modification research for asphalt mixture filler. Appl. Mech. Mater. 2012, 174, 821–825. [Google Scholar]
- Zhang, A.; Wang, Y.; Sun, S. Improving water stability of granite-asphalt interface by adding titanate ester coupling agent. Int. Conf. Transp. Eng. 2009. [Google Scholar] [CrossRef]
- Pinnavaia, T.J.; Beall, G.W. Polymer-Clay Nanocomposites; Wiley Online Library: Indianapolis, IN, USA, 2000. [Google Scholar]
- Jahromi, S.G.; Khodaii, A. Effects of nanoclay on rheological properties of bitumen binder. Constr. Build. Mater. 2009, 23, 2894–2904. [Google Scholar] [CrossRef]
- Sugerman, G.; Monte, S.J. Neoalkoxy Organo-Titanates and Organo-Zirconates Useful As Coupling and Polymer Processing Agents. U.S. Patent 4623738, 1986. [Google Scholar]
- Kenrich Petrochemicals, Inc. Product Data Sheet: Ken-React® CAPS® L® 12/L-Titanate Coupling Agent; Kenrich Petrochemicals, Inc.: Bayonne, NJ, USA, 2011. [Google Scholar]
- Krueger, Q.J.; King, J.A. Synergistic effects of carbon fillers on shielding effectiveness in conductive nylon 6, 6-and polycarbonate-based resins. Adv. Polym. Technol. 2003, 22, 96–111. [Google Scholar] [CrossRef]
- Clingerman, M.L. Development and Modelling of Electrically Conductive Composite Materials; Michigan Technological University: Houghton, MI, USA, 2001. [Google Scholar]
- Al-Abdul Wahhab, H.I. Effect of modifiers and additives on fatigue behavior of asphalt concrete mixes in the gulf. Int. J. Pavement Res. Technol. 2012, 5, 326–332. [Google Scholar]
- Wahhab, H.A.-A.; Abaker, I. Performance modification of asphalt binders using thermoplastic polymers. J. Eng. Res. 2004, 1, 19–28. [Google Scholar] [CrossRef]
- Fang, C.; Li, T.; Zhou, S.; Wang, X.; Heiliger, L. Study on the modification mechanism of asphalt with waste packaging polymer. Transp. Dev. Innov. Best Pract. 2008. [Google Scholar] [CrossRef]
- Yousefi, A.A. Rubber-polyethylene modified bitumens. Iran. Polym. J. 2004, 13, 101–112. [Google Scholar]
- Asphalt Institute. Superpave Performance Graded Asphalt Binder Specification and Testing, 3rd ed.; Asphalt Institute: Lexington, KY, USA, 2003. [Google Scholar]
- Asphalt Institute. Superpave Performance Graded Asphalt Binder Specification and Testing; Asphalt Institute: Lexington, KY, USA, 1995. [Google Scholar]
- Asphalt Institute. Superpave; Asphalt Institute: Lexington, KY, USA, 1996. [Google Scholar]
- Greene, J.; Choubane, B.; Chun, S. Evaluation of a heavy polymer modified binder through accelerated pavement testing. In Proceedings of the Transportation Research Board 92nd Annual Meeting, Washington, DC, USA, 13–17 January 2013. [Google Scholar]
- Wang, C.; Zhang, J.X.; Song, P.P. Short-term ageing influence on the creep and recovery characteristics of asphalt binders. Appl. Mech. Mater. 2013, 275, 2045–2050. [Google Scholar] [CrossRef]
- Behnood, A.; Olek, J. Rheological properties of asphalt binders modified with styrene-butadiene-styrene (SBS), ground tire rubber (GTR), or polyphosphoric acid (PPA). Constr. Build. Mater. 2017, 151, 464–478. [Google Scholar] [CrossRef]
- Behnood, A.; Olek, J. Stress-dependent behavior and rutting resistance of modified asphalt binders: An MSCR approach. Constr. Build. Mater. 2017, 157, 635–646. [Google Scholar] [CrossRef]
- Witczak, M.W.; Kaloush, K.; Pellinen, T.; El-Basyouny, M.; Quintus, H.V. Simple performance test for superpave mix design. In National Cooperative Highway Research Program; NCHRP Report 465; National Academy Press: Washington, DC, USA, 2002. [Google Scholar]
- Carpenter, S.H.; Vavrik, W.R. Repeated triaxial testing during mix design for performance characterization. Transp. Res. Rec. 2001, 1767, 76–84. [Google Scholar] [CrossRef]
- D’Angelo, J.A. The relationship of the MSCR test to rutting. Road Mater. Pavement Des. 2009, 10, 61–80. [Google Scholar] [CrossRef]
- Zhou, F.; Scullion, T.; Sun, L. Verification and modeling of three-stage permanent deformation behavior of asphalt mixes. Am. Soc. Civ. Eng. 2004. [Google Scholar] [CrossRef]
- Monismith, C.L.; Ogawa, N.; Freeme, C.R. Permanent deformation characteristics of subgrade soils due to repeated loading. Transp. Res. Rec. 1975, 537, 1–17. [Google Scholar]
- Faheem, A.F.; Bahia, H.U.; Ajideh, H. Estimating results of a proposed simple performance test for hot-mix asphalt from superpave gyratory compactor results. Transp. Res. Rec. 2005, 1929, 104–113. [Google Scholar] [CrossRef]
- Witczak, M.W. Specification criteria for simple performance tests for rutting. In National Cooperative Highway Research Program; NCHRP Report 580; Transporation research board: Washington, DC, USA, 2007. [Google Scholar]
- Dongre, R.; D’Angelo, J.; Copeland, A. Refinement of flow number as determined by asphalt mixture performance. J. Transp. Res. Rec. 2009, 2, 127–136. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Number | PECC | PECC-1CA | PECC-2CA |
|---|---|---|---|
| Extrusion Date | March 12 2013 | March 12 2013 | March 12 2013 |
| Extruder, rpm | 250 | 250 | 250 |
| Motor Amperage, % | 27 | 27 | 27 |
| Melt Temperature, °C | 244 | 244 | 244 |
| Melt Pressure, psig | 80 | 80 | 80 |
| #2 Feeder Setting, lb/h | 6.0 | 6.0 | 6.0 |
| Material in Feeder #2 | CaCO3 | CaCO3 | CaCO3 |
| #3 Feeder Setting, lb/h | 14 | 14 | 14 |
| Material in Feeder #3 | LLDPE | LLDPE + CAPS | LLDPE + CAPS |
| Vacuum Port | 1 atm | 1 atm | 1 atm |
| Zone 5 Side Stuffer Setting, rpm | 300 | 300 | 300 |
| Feeder at Zone 5 | CaCO3 | CaCO3 | CaCO3 |
| Zone 7 Side Stuffer setting, rpm | 300 | 300 | 300 |
| Feeder at Zone 7 | none | none | none |
| Feed Section Temperature | H2O Cooled | H2O Cooled | H2O Cooled |
| Zone 1 Temperature, °C | 175 | 175 | 175 |
| Zone 2 Temperature, °C | 195 | 195 | 195 |
| Zone 3 Temperature, °C | 210 | 210 | 210 |
| Zone 4 Temperature, °C | 220 | 215 | 215 |
| Zone 5 Temperature, °C | 220 | 220 | 215 |
| Zone 6 Temperature, °C | 220 | 220 | 215 |
| Zone 7 Temperature, °C | 220 | 220 | 215 |
| Zone 8 Temperature, °C | 220 | 220 | 215 |
| Zone 9 Temperature, °C | 220 | 220 | 215 |
| Zone 10 Temperature, °C | 220 | 220 | 220 |
| Die Type and Gap | 3 × 3 mm | 3 × 3 mm | 3 × 3 mm |
| Pelletizer Setting at 8/Bath | H2O bath | H2O bath | H2O bath |
| Output Rate, lbs/h | 20 | 20 | 20 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hasan, M.R.M.; You, Z.; Satar, M.K.I.M.; Warid, M.N.M.; Kamaruddin, N.H.M.; Ge, D.; Zhang, R. Effects of Titanate Coupling Agent on Engineering Properties of Asphalt Binders and Mixtures Incorporating LLDPE-CaCO3 Pellet. Appl. Sci. 2018, 8, 1029. https://doi.org/10.3390/app8071029
Hasan MRM, You Z, Satar MKIM, Warid MNM, Kamaruddin NHM, Ge D, Zhang R. Effects of Titanate Coupling Agent on Engineering Properties of Asphalt Binders and Mixtures Incorporating LLDPE-CaCO3 Pellet. Applied Sciences. 2018; 8(7):1029. https://doi.org/10.3390/app8071029
Chicago/Turabian StyleHasan, Mohd Rosli Mohd, Zhanping You, Mohd Khairul Idham Mohd Satar, Muhammad Naqiuddin Mohd Warid, Nurul Hidayah Mohd Kamaruddin, Dongdong Ge, and Ran Zhang. 2018. "Effects of Titanate Coupling Agent on Engineering Properties of Asphalt Binders and Mixtures Incorporating LLDPE-CaCO3 Pellet" Applied Sciences 8, no. 7: 1029. https://doi.org/10.3390/app8071029
APA StyleHasan, M. R. M., You, Z., Satar, M. K. I. M., Warid, M. N. M., Kamaruddin, N. H. M., Ge, D., & Zhang, R. (2018). Effects of Titanate Coupling Agent on Engineering Properties of Asphalt Binders and Mixtures Incorporating LLDPE-CaCO3 Pellet. Applied Sciences, 8(7), 1029. https://doi.org/10.3390/app8071029